Кратеры при сварке полуавтоматом
Обновлено: 19.05.2024
Высокие требования к качеству сварных соединений обусловлены необходимостью обеспечить прочность, надежность и безопасность промышленных и строительных конструкций и оборудования. Такие возможности в полной мере предоставляет механизированная дуговая сварка в среде защитных газов – в международной терминологии MIG/MAG.
Преимуществами полуавтоматической электросварки являются: высокое качество швов, возможность ведения процесса в различных пространственных положениях, экономичность процесса.
Классификация дефектов MIG/MAG сварки
Отклонения сварных соединений при полуавтоматической сварке от стандартных требований ГОСТ Р ISO 6520-1-2012 делятся на шесть основных групп:
Трещины
Нарушение цельности металла, вызванное разрывом. Места возникновения дефектов находятся на основном металле, в сварном шве, вокруг шовной зоны, на участке термического воздействия.
продольные и поперечные трещины, направленные вдоль или поперек оси;
радиальные трещины, расходящиеся из центра.
Дефекты представляют высокую опасность для прочности сварных соединений.

Газовые полости
Пустоты в металле, образованные застывшими в расплаве газами.
Порами называются полости сферической формы. Поры могут распределяться цепочками или иметь скопление на отдельных участках швов.
Характерные трубчатые полости называют свищами. К полостям также относятся усадочные раковины и кратеры (не заваренные усадочные раковины, расположенные в конце валиков сварных швов).

Твердые включения
Инородные твердые вещества металлического или иного происхождения, оставшиеся в зоне расплава.
Это различные шлаковые, оксидные или металлические включения (например, куски сварочной проволоки или отложения оксидной пленки алюминия). Опасный вид брака, может привести к резкой потере прочности сварного соединения.
Не полные сплавления и провары
Неоднородность в месте сварки основного и наплавленного металла называют несплавлением.
Непровар — плохое сплавление основного металла, возникшее вследствие неспособности расплава заполнить зазор между деталями.
Различают несплавления, расположенные в корне стыкового соединения, боковые или находящиеся между многослойными валиками. Данный тип брака снижает прочность соединений до 70%.

Нарушения формы и размеров
Несоответствия формы профиля, значений ширины и высоты валика от стандартных размеров, а также нарушение геометрических размеров соединения от установленных параметров.
подрезы при сварке: продольные углубления в металле вдоль валика; подрез вдоль корня шва называется усадочной канавкой;
превышение проплава: возникновение избыточного наплавленного металла под стыковым швом;
увеличенная выпуклость: избыток наплавленного металла, возникающий при сварке стыкового или углового соединения;
асимметрия: существенная разница катетов;
наплыв: излишек расплава, застывший на основном металле в стадии кристаллизации;
натек: наплавленный металл, осевший на шве под тяжестью и не сплавленный с поверхностью;
прожог: сквозное отверстие, образованное на месте вытекания металла из сварочной ванны;
линейное или угловое смещение элементов относительно друг друга во время сварки.

Прочие
К прочим дефектам сварки относятся застывшие брызги металла, прилипшие к сварному соединению; местные повреждения металла в местах случайного поджога дуги; поверхностные задиры, оставшиеся после удаления временных прихваток или приспособлений; отклонения от оси валиков двухстороннего стыкового шва.
Причины сварочного брака и способы устранения
Избыточное присутствие водорода, кислорода, азота и углекислого газа в расплаве может возникнуть в результате нарушения газовой защиты, повышенной влажности и состава защитного газа, наличия ржавчины и загрязнений на основном и присадочном металле, повышенного содержания газов в свариваемых кромках.
Устранить причины возникновения газовых полостей поможет:
настройка вылета электрода, соблюдение рекомендуемого расхода защитных газов при сварке;
применение газовых смесей: аргона с кислородом или углекислотой, соединения кислорода и СО2;
использование абсорбционных осушителей для отделения паров воды и машинного масла, находящихся в газовых смесях;
термический нагрев и выдержка при 600°С в течение часа деталей, изготовленных плазменной резкой;
снижение скорости сварки для выхода газов наружу до начала кристаллизации.
Для устранения проблем эффективно применить механическую зачистку металла и правильную разделку кромок, подобрать качественную проволоку, соблюдать режим и технологию процесса. Важное значение имеет состав и химическая однородность металлов. Информацию об этом можно найти в сопроводительных документах производителя о качестве металла или справочниках.
Предотвратить непровары при сварке низкоуглеродистых и углеродистых сталей, алюминиевых и медных сплавов, нержавеющей стали, а также сплавов магния и никеля помогают следующие приемы:
увеличение сварочного тока;
позиционирование электрода по оси стыка;
очистка поверхностей от загрязнений;
установление необходимого зазора между деталями;
разделка кромок под необходимым углом.
Причинами нарушения формы шва могут являться:
неравномерная подача проволоки;
неправильный наклон горелки;
отклонения электрода от оси;
протекание расплава в зазоры.
Образование подрезов и прожогов при сварке происходит при высоком токе и напряжении на дуге. Образование наплывов и натеков обычно связаны с низкой скоростью движения электрода.
Для устранения дефектов сварных соединений используют механическую обработку с последующим проваром места брака.
Для этого вырезают или вырубают металл на необходимую глубину методом строжки газокислородным резаком, с помощью ручного инструмента или электрических абразивных шлифмашин.
Наплывы удаляют углошлифовальным инструментом.
Заключение
Для получения надежных сварных соединений необходимо придерживаться определенных требований.
Применять только качественные сварочные материалы: проволоку и технические газы приобретать у надежных производителей.
Перед выполнением работ уделить внимание подготовке кромок и очистке поверхности металла.
После установки значений силы тока и напряжения на дуге произвести пробную сварку. В случае отклонений формы или плохого качества, откорректировать параметры и расход газа. В холодное время года рекомендуется применять газовый редуктор с подогревом.
Выбор полуавтомата следует производить, руководствуясь критериями:
бытовое или профессиональное применение;
источник тока: трансформатор или инвертор;
встроенный или переносной механизм подачи проволоки, количество подающих роликов (надежнее 4);
необходимая сила тока и диаметр проволоки;
напряжение питания 220 или 380 в;
длина сварочной горелки (3; 4 или 5 м);
наличие цифровой индикации параметров;
возможность работать сварочным электродом с покрытием.
Конструкции современных сварочных аппаратов позволяют подобрать оборудование под свои потребности, любой материал и условия работы. Наиболее продвинутыми моделями считаются аппараты с синергетическим управлением, особенно рекомендуемые для алюминиевых сплавов. Сварщику достаточно указать материал и состав защитного газа, задать диаметр электрода и скорость подачи проволоки. Все остальные параметры при сварке система устанавливает и поддерживает сама.
Поры при сварке МИГ/МАГ
Добрый день форумчане! Есть вопрос. При сварке двух толстостенных пластин 09Г2С толщиной 20мм, на полуавтомате Blu-Pak 45 (в смеси Ar - 98% + O2 - 2%), сварочной проволокой Св 08Г2С от ESAB (пробовал и Weld G3Si1) весь стык при просвете в порах! Сварка производилась на трёх разных постах и тремя разными сварщиками ( помимо меня), так что неисправность оборудования как и низкую квалификацию сварщиков - исключаю. Есть мысли о замене смеси на Ar-80%+СО2-20%. Есть какие нибудь мысли - по причине пор?
oleinik,98/2 - это для нержи хорошо. Да ещё и кислород(!) в составе.
80/20, 82/18 - самое то.
Ну, и всё остальное - подготовка кромок, зачистка. Сквозняки, сдувающие газовую защиту.
А, прочитал внимательнее. Смесь аргона и кислорода что-ли?!
смесь 80/20 вам будет за глаза и по цене ниже,насчет пор смотрите качество самого газа и целостность подводящих рукавов,естественно качественная подготовка стыка только приветствуется.Проверьте еще работу редуктора и плотность подсоединения.
Ну, и всё остальное - подготовка кромок, зачистка. Сквозняки, сдувающие газовую защиту.
А, прочитал внимательнее. Смесь аргона и кислорода что-ли?!
Да именно с кислородом. Именно эту смесь применяют на предприятии. Посмотрев в на без крайних просторах интернета информацию о ней я нашел следующее;
Смесь аргона и кислорода при содержании кислорода 1-5% стабилизирует процесс сварки, увеличивает жидко текучесть сварочной ванны, перенос электродного металла становится мелкокапельным. Смесь рекомендуется для сварки углеродистых и нержавеющих сталей.
но в моем случае 09Г2С- низколегированная. Поэтому хочу предложить начальству заменить на
Смесь аргона и углекислого газа. Рациональное соотношение - 75-80% аргона и 20-25% углекислого газа. При этом обеспечиваются минимальное разбрызгивание, качественное формирование шва, увеличение производительности, хорошие свойства сварного соединения. Используется при сварке низкоуглеродистых и низколегированных конструкционных сталей.
под нерж 98\2 (аргон\углекислота)
под чернягу 80\20, она же 82\18
применение кислорода может и хорошо, но нет данных. На предприятиях такого не встречал. Все программы в синергетиках только под 80\20 либо под чистую углекислоту. Ни каких кислородах речи не ведется.
В вашем описании нет ни фото ни сравнительного анализа. Только бла бла. Поэтому поры может как раз и лезут из-за наличия кислорода в защитном газе.
Ну а если в общем то:
- удалить масло с поверхности
- удалить ржу с поверхности
- проверить все соединения магистрали подвода газа.
как вариант, взять баллон не смеси с кислородом, а чистого аргона, если есть на предприятии. Если все встанет на свои места, то явно кислород является лишним.
P.S. уж очень много безграмотных появилось. Из дают задачу сделать сайт. они его делают и заполняют тем что дали. Следовательно дали с ошибками и еще при заполнении делают ошибки. Поэтому всему что написано верить просто опасно!
зарабатываем и получаем удовольствие от процесса.
Удовольствие от высокого качества длится дольше чем радость от
Вот совсем недавно стрелу ремонтил 09Г2С , газ Ar82% x Co18% не каких пор. И первое что хочется сказать подготовка , окалину долой , ржу тоже и все должно блестеть , проволока тоже не каких "паучков" ржи не должна иметь. Отрегулируйте оптимальный расход .
Ну и по поводу вашей смеси , да в основном она для нержи , но вот из очень хороших книг (таких сейчас не пишут) СССР применяли и очень даже успешно , но в те времена наука была сильна и все обосновывалось.































P.S. Просьба к модераторам (если сие возможно) повесить вот эту брошюрку по газам где нить на виду , а то уже пятый раз наверное выкладываю и со временем теряется в недрах форума. Думаю что многим нужна и будут пользоваться.
oleinik, углекислота является активным защитным газом, и участвует в химических процессах проходящих в сварочной ванне. В смеси с 2 процентами углекислоты просто не хватает, вот и всё.
Всегда надо смотреть в какой смеси варит ваша проволока, и Выполнять то что написал там производитель. Вбейте в гугл 08Г2С и всё увидите.
Цитирую : 82% Ar и 18%СО2. Здесь достигается хорошая глубина провара, особенно, если сталкиваться приходится с толстолистовым материалом. Позволяет избежать дефектов в шве. Достаточно высокое содержание СО2 делает возможным более продуктивную сварку стали, запачканной маслом, влагой, коррозией, снижая таким образом себестоимость изготовления. Самая популярная смесь, применяемая при сварке полуавтоматом. В сравнении с чистым СО2 позволяет увеличить скорость до 10% и достичь экономии сварочной проволоки до 15%.
Есть еще такие смеси:
- 92% Ar, 8% СО2 для работы в режиме струйного переноса
- 93% Ar, 5% СО2, 2% O2 для тонких сталей
- 86% Ar, 12% СО2, 2% О2 -высокая производительность в большом диапазоне токов
Теория это хорошо и на многих сайтах так написано. Но что в живую? И как кислород себя ведет? Не появляются ли поры? Или нужны какие то особенности учитывать?
Бред сивого менаджера.
я в этом отношении "мягок". Т.е. при условии определенных доказательств всегда готов смотреть в сторону улучшения и модернизации. А тупо упираться, что больше ни чего другого нет и не бывает - не мое. Опять же если есть доказательства. Поэтому повышая уровень знаний, готов выслушать. Вот и задал вопросы А вдруг . Ведь тут и не тут покупая АВРОРА многие верят рекламным роликам, а потом разочарование. И только у понимающих есть четкое восприятие, для чего приобретается АВРОРА и что от нее ждать. НО. Все же ждут чуда, дешевого но такого же функционального как именитые бренды европейского, японского, американского производства.
что для каждого сварочного материала есть предназначенная ему газовая смесь. Грубо говоря 98/2 - нержавейка, 82/18 - конструкционные, средне и низколегированные стали. Их же можно варить и в СО2, но прочность немного ниже будет, о чём явно написано:
Саш это конечно так , но это рекомендации производителя проволоки и боле не чего .
На самом деле (если серьезное производство) то газ или смесь газов выбирают инженеры и технологи исходя из того каких параметров шов должен быть ну и конечно термообработка (если такова возможна на изделии ) тоже включает выбор газа или смеси .
Выше я выкладывал из книжки таблицы и в них смеси под МИГ сварку.
Кстати варят и в чистом аргоне и как написано в книге особо ответственное , но подготовка и т.д. должа в разы лучше быть так как получить поры в чистом Ar гораздо легче.
selco, интересное видео, особенно второе. Я думаю, что не мало важным моментом будет и характеристика источника. Да, конечно при одних и тех же параметрах, а тем более подстроенных под меньшее количество углекислоты, будет давать куда приятнее визуализацию. Не хватает еще мех свойств шва.
Но даже на чистом СО2 можно настроить источник и он будет совсем не дурно варить. Опять же появляются всякие НО! Толщина материала, поверхностное состояние, тип проволоки и омедненка или полированная и т.п.
поэтому я допускаю, что может и можно добавлять кислород в газ и результат может быть даже лучше. Но без вводных данных, на чем делали и как, не понятно на сколько выбранная смесь может позволить получить ожидаемый результат.
насчет смеси или чистого СО2, то основное, что я уловил и почему смесь стандартная 80\20 дает положительный результат: на толстых и тонких сталях дуга стабильная и минимальное количество брызг. Следовательно даже на не качественном аппарате можно получить более или менее шов. Но вот быстрый переход с толщину на толщину будет проблематичен. В отличии от более качественного оборудования и более качественно написанных программ для синергетики и пульса.
Так же особо важно, что на тонких толщинах, за счет более стабильной дуги, получаем более контролируемую дугу и следовательно у нас руки развязываются при сварки тонких сталей. Но это классика теперь в отличии от трех компонентной смеси о которой пока толком ни кто ни чего не может сказать.
Кратер и усадочная раковина при окончании шва
Возник вопрос, как избежать кратеров и усадочных раковин при окончании сварного шва тонкого металла.
Вводные данные: Метал 09Г2С толщина от 2 до 4 мм. Сварка проволокой Ok Autrod 12.51 диаметр 0,8 мм, защитный газ смесь Ar+CO2 (80%+20%). Сварной шов прерывистый, длина одного участка 30-50 мм. Сварочный полуавтомат EWM Pheonix 451.
Проблема: В окончаниях шва образуется кратер или усадочная раковина.
Вопрос: как избежать дефектов в окончании шва?
Со сварщиками испробовали различные манипуляции горелкой при завершении сварки (возвращение назад, круговые движения на окончании, движение горелкой назад и вперёд), так же игрались с настройками аппарата EWM, по факту программа заварки кратера на тонком металле просто не работает. Сварку ведём на токе 100 А, при переключении на программу заварки кратера, ток опускается до 50-60 А и сварной шов уже не формируется. Из-за коротких участков шва металл разогревается не достаточно и растекания не происходит.
В итоге приходится окончание швов дорабатывать TIG сваркой или же наваривать бугор и счищать машинкой. Исправления занимает кучу времени, так как таких швов тысячи на изделии.
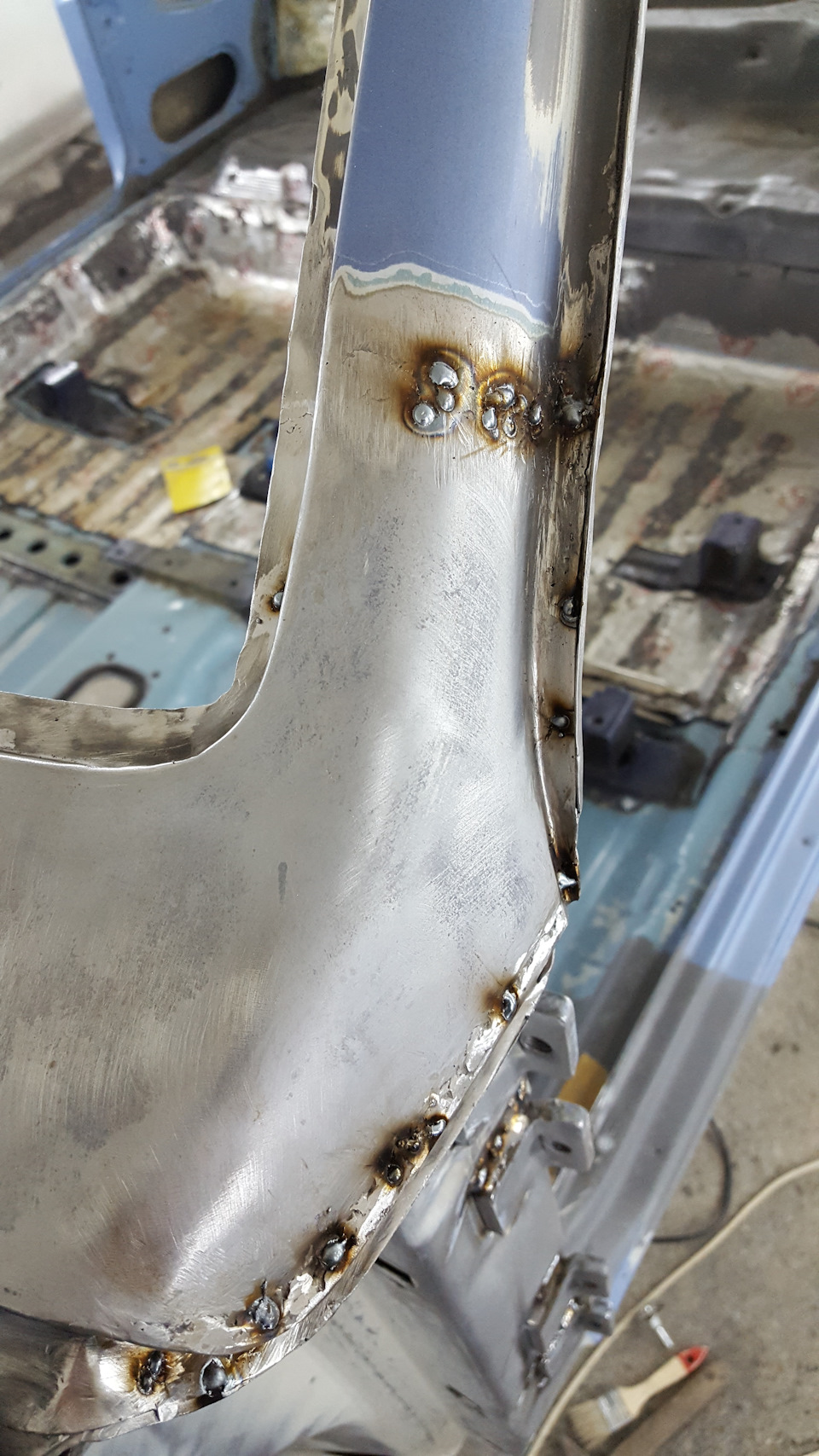
Несколько фото наших швов:





Добавлю, что при сварке металла толщиной от 5 мм и выше, таких проблем не наблюдается, так как там уже и ток выше и проволока больше диаметра используется.
Возможно есть у кого то опыт работы с относительно тонким металлом и как возможно избежать таких дефектов при выполнении сварки. Так же если есть возможность выслать фото своих швов, буду очень благодарен.
Skip2mylou, А почему 0,8 а не 1мм? Попробуйте добавить подачу при том же напряжение, иногда бывает, что из-за нехватки металла (проволоки) идёт усадка и трещина, в вашем случае пора, жопа куриная.
Skip2mylou,доброго времени суток. У вас усадочная раковина и формируется она по причине того, что наплавленный металл быстрее остывает по краям и кристаллизуется нежели в центре последней капли. Края при остывании начинают тянуть металл шва на себя и в результате посредине, где масса еще не остыла, образуется просадочная воронка. Это дефект плох по двум причинам: как концентратор напряжений и на больших катетах при увеличеном рассмотрении в центре кратера виден разрыв(трещина) металла шва. Решается двумя способами: как вы и написали выше- манипуляцией с возвратом горелки. А вот второй способ зависит от умения сварщика видеть формирование сварочной ванны и вОвремя успеть внести каплю в еще не остывший кратер. Короче цмыкнуть кнопкой еще раз. Для начала это делается на счет: закончили участок -горелку не убираем а про себя считаем "раз" и делаем короткое повторное нажатие. Такой способ работает и при сварке швеллеров без выводных планок, разве что щелкать приходится пару-тройку раз.
Skip2mylou, судя по фото, валик достаточно большой, возможно ведете горелку не быстро. Если посмотреть на прихватку, то там все хорошо. Следовательно много расплавленного метала в жидком состоянии. Возврат горелки обратно не даст результата, т.к. вы на расплавленный метал опять воздействуете дугой и его опять подогреваете. Попробуйте в момент отпускания кнопки просто увеличить скорость движения горелки так, чтобы дуга завершилась на металле, а не на шве. Ну или на кромке окончания шва. Так у вас дуга погаснет где минимум жидкого метала и меньше усадка будет. Может подкорректировать режим, чтобы скорость сварки была выше, чтобы сварщик вынужденно быстрее вел горелку для предотвращения перегрева метала.
Так же на скорость ведения горелки влияет диаметр проволоки, как вам выше сказали. Следовательно при большем диаметры вы вынужденно будете вести быстрее и количество расплавленного металла в зоне дуги будет меньше. Конечно процесс менее контролируемым будет, но и аппарат возможно будет легче справляться с режимом заварки кратера.
Skip2mylou,добавлю еще немного. В водных данных вы не написали положение шва в пространстве (возможно избежать такого дефекта, расположив деталь вертикально, тем более что толщина металла это позволяет), величину катета шва и шаг шва. copich,Игорь, привет. Там и прихватки все с провалами.
Skip2mylou,добавлю еще немного. В водных данных вы не написали положение шва в пространстве (возможно избежать такого дефекта, расположив деталь вертикально, тем более что толщина металла это позволяет), величину катета шва и шаг шва. copich,Игорь, привет. Там и прихватки все с провалами.
за 700 000, а типа не настраивается. Странно. Хотя тот что мне попадался в ремонт, он мне не понравился в работе. Реально дубовый.
Вертикал спасет, но по фото похоже на нижнее положение шва. И движение с остановками. А если без остановок, то шов будет аккуратнее. Но. Думается мне, что технологии, говорят в таком случае, катет малый и нужно больше, сварщик наваливает, а настроек аппарата не хватает
Со сварщиками испробовали различные манипуляции горелкой при завершении сварки (возвращение назад, круговые движения на окончании, движение горелкой назад и вперёд), так же игрались с настройками аппарата EWM, по факту программа заварки кратера на тонком металле просто не работает. Сварку ведём на токе 100 А, при переключении на программу заварки кратера, ток опускается до 50-60 А и сварной шов уже не формируется
Сварочный полуавтомат EWM Pheonix 451. Проблема: В окончаниях шва образуется кратер или усадочная раковина. Вопрос: как избежать дефектов в окончании шва?
за 700 000, а типа не настраивается. Странно.
Игорь , вот в свое время ты знаешь почему я не взял EWMку , да все просто , заморочная она в настройках и Меркле в 10раз проще .
В общем ребятки что то не то настраивают да и 100А для 4мм маловато будет а вот проволочка и 0.8мм сгодиться .
скорее надо заходить во второе меню и там копаться с током окончания и временем окончания и не надо не каких манипуляций горелкой .

Вот посмотри и если есть нормальный спад то нет проблем .
Просьба не хамить мне,а не то буду жмать кнопку жалоба

copich,по поводу технологии,по мне так катет излишне завышен
за мир во всём мире.
попробуйте финишную длину дуги сделать длиннее при заварке кратера.не знаю.я работаю в С4Т.но аппарат другой. думаю что у вас должен быть такой режим. там и длину дугу выставить можно и процент тока. по отношению к базе.и отжиг длиннее поставте.попробуйте может поможет.надеюсь.я 4 мм как правило 120-140 ампер варю. правда в пульсе.100 маловато будет. а вот проволока 0.8 самое то. до 5-6 мм. ИМХО.
Skip2mylou,доброго времени суток. У вас усадочная раковина и формируется она по причине того, что наплавленный металл быстрее остывает по краям и кристаллизуется нежели в центре последней капли. Края при остывании начинают тянуть металл шва на себя и в результате посредине, где масса еще не остыла, образуется просадочная воронка. Это дефект плох по двум причинам: как концентратор напряжений и на больших катетах при увеличеном рассмотрении в центре кратера виден разрыв(трещина) металла шва. Решается двумя способами: как вы и написали выше- манипуляцией с возвратом горелки. А вот второй способ зависит от умения сварщика видеть формирование сварочной ванны и вОвремя успеть внести каплю в еще не остывший кратер. Короче цмыкнуть кнопкой еще раз. Для начала это делается на счет: закончили участок -горелку не убираем а про себя считаем "раз" и делаем короткое повторное нажатие. Такой способ работает и при сварке швеллеров без выводных планок, разве что щелкать приходится пару-тройку раз.
Длина шва 30-50 мм, остывание происходит моментально и поймать момент вручную не всегда получается.
Skip2mylou, судя по фото, валик достаточно большой, возможно ведете горелку не быстро. Если посмотреть на прихватку, то там все хорошо. Следовательно много расплавленного метала в жидком состоянии. Возврат горелки обратно не даст результата, т.к. вы на расплавленный метал опять воздействуете дугой и его опять подогреваете. Попробуйте в момент отпускания кнопки просто увеличить скорость движения горелки так, чтобы дуга завершилась на металле, а не на шве. Ну или на кромке окончания шва. Так у вас дуга погаснет где минимум жидкого метала и меньше усадка будет. Может подкорректировать режим, чтобы скорость сварки была выше, чтобы сварщик вынужденно быстрее вел горелку для предотвращения перегрева метала.
Так же на скорость ведения горелки влияет диаметр проволоки, как вам выше сказали. Следовательно при большем диаметры вы вынужденно будете вести быстрее и количество расплавленного металла в зоне дуги будет меньше. Конечно процесс менее контролируемым будет, но и аппарат возможно будет легче справляться с режимом заварки кратера.
Валик в соответствии с чертежом. Мы работаем по EN стандартам и для нас важна величина "а" - толщина шва.
Спасибо, попробуем больший диаметр проволоки.
Skip2mylou,добавлю еще немного. В водных данных вы не написали положение шва в пространстве (возможно избежать такого дефекта, расположив деталь вертикально, тем более что толщина металла это позволяет), величину катета шва и шаг шва.
Положение при сварке в основном нижнее, но есть кое где швы вертикальные и потолочные. На вертикалах ситуация получше выглядит.
Нет возможности все швы сваривать в вертикале.
Не совсем понял, что значит " И движение с остановками. А если без остановок, то шов будет аккуратнее." ?
Игорь , вот в свое время ты знаешь почему я не взял EWMку , да все просто , заморочная она в настройках и Меркле в 10раз проще .
В общем ребятки что то не то настраивают да и 100А для 4мм маловато будет а вот проволочка и 0.8мм сгодиться .
скорее надо заходить во второе меню и там копаться с током окончания и временем окончания и не надо не каких манипуляций горелкой .
доп настройки.jpg
Вот посмотри и если есть нормальный спад то нет проблем .
У нас есть ещё в работе аппараты Fronius и Lincoln Electric. Лучше всего получаются швы на Fronius.
На видео шов совсем другой.
copich,по поводу технологии,по мне так катет излишне завышен 69AC879C-DEB1-4BD7-A311-E0AB74997F35.jpeg
В соответствии с КД всё. Размеры швов а3
Борьба с косяками (Ужасная сварка, непровары и обретение новых навыков — сварка полуавтоматом)










Отец его настраивал на слух. Я таким талантом не обладал, поэтому пришлось искать ему замену.
В итоге вычитал, что самым удобным для контроля подачи углекислого газа является ротаметр. Собственно на следующий день за ним и отправился. Купил последний в наличии, в обычной картонной упаковке и без инструкции, — ну а что взять с дилетанта в этом деле (это я о себе)… Приехал, установил, начал настраивать.
При выставлении указанных в интернете 10-13 л/мин обратный клапан начал пропускать газ. Думаю, косяк в клапане (стоял "Клапан электромагнитный (холостого хода)" от "классики").

Купил новый клапан, поменял. Проблема осталась. Раз дело не в клапане, значит в ротаметре, — логично?! Логично =). Наверное он неправильно показывает, поскольку были подозрения, что это дитя китайской подвального производства…
Поехал в магазин, с директором вышел разговор на повышенных, причём дерзить мне он начал первым. Немного осадив его, мы поговорили по душам и он предложил мне заменить автомобильный клапан на итальянский, заверив, что проблема в нём. Ударив по рукам, и приобретя клапан я поехал внедрять чудо итальянской технологии.

Новый клапан стал держать давление, но этот чудо ротаметр как-то не очень хотел со мной ладить, — не получалось у меня его настроить. В итоге я поехал менять его на нормальный ротаметр в заводской упаковкой и инструкцией. Долго они препираться не стали, поскольку я кого хочешь достану =[]. Счастливый поехал домой.
Установив, дело закипело.
Ненужную пластину поддомкратника использовал как тренировочную деталь.

Её я проварил полностью с двух сторон, пока настраивал полуавтомат.


Худо-бедно, но начало получаться.
Первым делом, вооружившись гравёром, начал вычищать тот срач сварной, на мототном щите

Затем заварил новые непровары, и те, которые ранее были замазаны шпаклей при при первом ремонте этой машины.


Гравёр конечно творит чудеса. Без него можно было бы даже не заморачиваться с восстановлением.



Параллельно с этим доварил и обработал шов, в том месте, где был вварен кусок рамки лобового стекла.


Доварил непровары на рамке лобового, — они тоже была замазаны шпаклей… рука лицо :(


Решил даже видео добавить, как я поварил рамку лобового)
Сварка усложнялась тем, что машина в своё время была очень хорошо обработана антикорром, и когда я начинал варить, то антикорр в зазорах разогревался и начинал течь, а это приводило к разбрызгиванию сварки и тому, что металл просто прогорал, но не варился. Приходилось его вымывать оттуда узкой жёсткой кисточкой смесью бензина и растворителя. И так практически по всем швам со стороны салона машины. В общем, на заваривании этих непроваров я и научился варить =D.
По поводу того, зачем я так подробно всё расписал. Во-первых, конечно хочется рассказать, сколько труда было вложено в эту машину, а во-вторых, это уберечь многих от ненужной работы и сохранения своего драгоценного времени. В моём случае, я приобрёл очень много знаний, умений и опыта, и хочу как-то связать свою жизнь с автомобилями, помимо основной профессии. Но должен заметить:у меня было место, где проводить эти работы; оборудование, хотя многое приходилось ремонтировать, модернизировать, покупать новый инструмент и оборудование. А на всё это уходило ооочень много времени (!).
В общем, неизвестно куда приведут ваши начинания. Могут и пользу принести, а могут просто отнять у вас время и средства, а результат будет посредственный. Поэтому взвешивайте все за и против, прежде, чем окунуться во что-то с головой.
Если кто-то осилил, и дочитал до конца, — жму руку! Постараюсь не затягивать со следующей записью, но всё упирается во время. Всем спасибо и до скорого!
Помогите. Полуавтомат плюется!
Всем привет! Уже умучился и не знаю что делать. В общем имею полуавтомат BestWeld Master 132A. Не варит среде защитного газа. Порошковой проволокой варит нормально, но швы как птица нагадила, а омедненной в углекислоте не хочет. При попытке варить омедненной с углекислотой, сварка просто плюется и не приваривает ничего. Просто получаются капли окалин на металле и все. Уже все перепробовал, и с настройками игрался, и напругу замерял, и полярности менял. Толку нет. Грешу на плохой газ уже…Подскажите, у кого такое было!
Комментарии 101
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Первым делом при такой картине надо проверить полярность.
Омеднённой проволокой варят на обратной полярности — минус на корпус, плюс на электрод.
Потом всё остальное, что в треде писали.

У меня похожая проблема возникла, когда забрали полуавтомат Fubag (был товарища) взял старый ненужный fubag друга, но подуставший. Заправил в него ту же проволоку и с газом плюется, а без газа начинает варить, но понятно что шов говно. Полярность менял и с настройками играл часа 2. Так и не удалось настроить. Грешу на заедание проволоки (катушка рывками крутится), либо плохой контакт с носиком. Почитал комменты, появились новые мысли. Спасибо всем

Привет) Дело оказалось просто в проволоке))))

Поздравляю с победой!У меня такая же проблема, Какую проволоку используете сейчас?
Вообще esab, только дороговата она(
Спасибо, надо попробовать

у меня такая херня была, настроили вроди всё норм, досталась проволока на халяву — поставили — плюёт и наконечники палит, думали брак аппарата, но опняли всю фишку тогда когда проволоку перестал подавать, сняли крышку а в катушке… ВНИМАНИЕ… провод — СМОТАННЫЙ! ))))) катушку давали нам в коробке(куплен был в ЭПИЦЕНТРЕ, синяяэтикетка, название не скажу)
Всем спасибо парни. все заработало. купил ради эксперимента новый килограммовый моток проволки и все заварило в идеале)

Мне кажется дело в углекислоте. Отключи газ, если разница будет небольшая — вот где собака порылассь
спасибо) Дело было в проволоке)

еще может быть давление газа слишком большое. попробуй уменьшить на самый мимнимум, насколько это возможно. вариант — используй пропановую лягушку. просто врежь её в шланг. Газа она дает маловато, но достаточно.
напряжение в сети. на сколько проседает, когда варишь?
Щас уже не помню… В том году мерил отец. Она жрет у меня меньше чайника электрического
выкинуть китайское гавно и купить норм сварочник уже было?
И купить брендовое говно в 3 дорога собранное в китае?
все намного проще. я купил тритон 160 вместо китая. все проблемы ушли. з.ч есть в любом радио и авто магазине. варит даже на 180 вольтах без всяких стабилизаторов. на работе такойже уже лет 10-15 пашет
поищи б.у т. к новых таких не видал.

Было подобное. Внутри че-тот"померло" по гарантии отремонтировали и все гуд

спасибо) Завтра попробую

меняй контактник на горелки у тебя скорей всего стоит 1мм а под омедненнку 0.8 нужен 0.8 тогда будет все ровно и посмотри на сколько ролик протяжки стоит должен тоже на 0.8 быть иначе рывки будут . а по поводу контактника если он больше проволоки то ток постоянно не переносится с него на проволоку и нет дуги .
и ролик 0,8 и наконечник 0,8…
а проволока на сколько ? сними наконечник(изолятор) и посмотри не попала ли окалина между ним и контактником если нет то попробуй не прикасаться к детали которую варишь у тебя ток утекает или не контакт в горелке . для парашковой (от слова параша ей вообще не стоит варить она не проваривает а только засирает шов ) нужен меньший ток .
и проволока 0,8. Завтра проверю. А так вообще часто чищу все. Ну по поводу порошковой не поспоришь, но у меня выбора не было.ей варил. но уж очень надоело. поэтому все же решил как то настроить углекислоту

А что если сильно зажать ролик то проволка тоже будет идти рывками как будто поплевывает или троит?
да . нужно зажать так что бы на проволоки не оставалось зарубок от ролика иначе они будут за канал цепляться и протирать . я долго подбирал правильное усилие на прижим .
Спасибо да у меня зажат завтра гляну то нормуль другое отверстие варишь начинает троить горки растут в виде кратера вулкана с отверстием
это потому что контактник разбитый и нет переноса тока на проволоку или же окалина в мундштуке или нет изоляции его . если канал стоит сток а он полиэтилен то его менять надо каждые 15 кг проволоки если тефлон типо бензоль то 40-50 кг. а еще в трубке на которую мундштук одевается и контактник закручивается где изгиб проволокой протачивается бороздка и проволока цепляется .
Да наконечник у меня был совсем разбит я даже сверлил его так как не где было купить. Вот и варил тем что есть. Но поставив новый все произходит тоже самое что и было даже прилипает проволка чаще чем на разбитом. Уже не заморачиваюсь пасатижи рядом всегда. Сегодня ролик опущю посмотрю давление уменьшу. Иногда варит так звук зинь и все даже не обычный смотришь капля так ее нет она гладко полностью залила место пайки у меня давление 2.5-3-4 пляшет редуктор плохой но выбора нет доделать доварить но для себя понять ньюансы работы чтоб быть чуть чуть с пониманием того что произходит.
нужно что бы токосъемник был точно под проволоку один в один иначе будет проволока внутри него будет подгорать и залипать и как раз будет плеваться .
Спасибо понял у меня как раз появился наконечник на 0.8 поменяю.а сейчас стоит 1.0. Спасибо
у меня с начало стоял 0.9 но в нем заварилась проволока я по дурости поставил 1.0 и стало еще хуже и только когда поставил 0.8 стало так варить как на фото

Привет спасибо большое! Мне как раз дети прислали новые наконечники даже есть на 0.6 и есть один наконечник на 0.8 дожди идут с утра снег был а вон опять снег летает ветер сильный. Как погода наладиться так и попробую обязательно за советы всем огромное спасибо и удачи в любых начинаниях!
Привет поставил наконечник на 08 отпустил пружину на ролике выставил. Блин прям сварщик стал звук такой металический дзи- к и все пошло капли прям вообще красота дырка вся заплавляется ну блин ты голова. Спасибо большое будут вопросы теперь знаю куда бежать удачи во всем вам.
да не за что ))) я то учился и учусь на своих ошибках и методах тыка . я пока весь сварочный и горелку не разобрал не понял из за чего плюет .
Кстати вопрос варютолько только нажал варит убрал ну быстро раз и все смотрю дырка как лазером блин метал однерка как? Типо прихватить хотел а она прожигаетдаже выкключить не успеваешь потом снова нормально?
а метал какой толщины если это латка и варишь с краю и есть зазор то это нормально нужно ток понизить . какой ток стоит ?
Ена пятерочку ставлю
а сварочник какой ?
Блюю195 или брюлю хер знает синий
это очень много ставь на 3-4 и подачу на 2-3 и все будет отлично . 5 это гдето 120а под 3-4мм для 1мм стали нужно 70-90 не больше на холодный метал если разогретый то еще меньше . а регулировка проволоки нужна для насыщенности шва тоесть если нужно поднять его .
Завтра попробую спасибко!¡! Потом отпишу. Сейчас запишу на личточек а то у меня память все наоборот сделаю а то.
А подача тоже на пять
Может газа много она только нагрела и продавила дырку как прям резак, только секунды.

коменты не читал но думаю наконечник надо сменить, проволока болтается, плохой контакт — плохо варит…

попробуй выставить давление не по манометру а на слух тоесть послушай горелку не когда вариш а просто подниси писталет к уху и нажми кнопку если сразу шипит сильно а потом становится тише то глючит редуктор также выставь давку так когда нажимаеш кнопку шипение должно быть ели слышно чтоб метал успевал расплавлятся так как угликислота охлаждает . ещё можно обратить внимание на растояние от конца токоснимателя до конца наконечника где выходит проволока чем он глубже посажен внутерь тем должен быть сильнее ток если сварка слабенькая то будет срать попробуй стачить тотокосниматель чтоб он был практически на одном уравне с наконечником тоесть край наканечника должен быть утоплен на пару мм вглубь гарелки и увидеш как варит я думаю всё получится
завтра попробую давку уменьшить, посмотрим что получится. А наконечник и там не сильно углублен. с этим тоже эксперементировал.
просто чем больше давка тем больше остывает метал соответственно чем меньше давка тем лучше он растикается удачи в экспирементах
ну это я вкурсе)Спасибо)
Я ставил давление 2.5 то прям варит супер раз два. То одни горки с дырками. Дырки почему получаются как кратер вулкана. Приходиться стачивать и снова горку и снова варить смотриш разтеклось. Две капли так две прям на выставку. Тоже ничего ни понимаю намаелся но сварил. Подскажи пожалуйста почему?
если получаются кратеры вулкана то в этот момент не идёт газ совсем и метал горит послушайте как шипит с момента нажатия кнопки и подержите некоторое время кнопку нажатой на слух шипение не должно менятся если меняется то дело в редукторе ( для экономии проволки отсоидените колёсики подачи и эксперементируйте с газом ) лично я последние годы не смотрю на цифры манометра выстовляю только на слух и обращаю внимание на то чтоб с первого момента нажатия и после как держу кнопку довление не должно полностью падать в начале шипит сильнее но через пару секунд шипение становится равномерным и полностью не исчезает . ещё вариант некоректно работает клапан газа который внутри сварки тоже пару раз было . ещё какая длинна шланга может слишком длинный и не получается отрегулировать давку . и ещё давка 2,5 ОЧЕНЬ большая я смотрел по стрелки она чучуть поднемается буквально на одно деление тоесть гдето ~~ 0,6-0,8
Понял буду сегодня пробовать убавлю давление.попробую мне тоже кажется из за давления. Ну спасибо потом отпишусь.

Возможно разбито отверстие в медном наконечнике, через который проходит проволока, или оно загрязнено. Когда его разбивает, возникает плохой контакт проволоки с этим наконечником и соответственно проблемы при сварке. У меня такое было, тоже гадал в чем дело. В итоге выкрутил этот медный наконечник, зажимал постепенно его в тисках, одновременно двигая в нем отрезок проволоки, пока проволока не начинала в нем скользить с небольшим натягом.
Читайте также: