Кто подключает сварочный аппарат
Обновлено: 17.05.2024
Смотря что написано на упаковке с электродами.
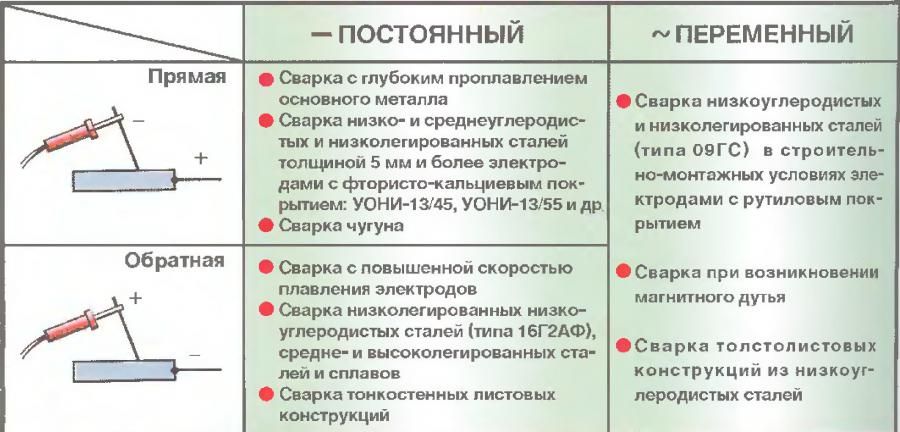
Сварку на постоянном токе выполняют при соединении «плюса» источника питания с изделием (прямая полярность) или электродом (обратная полярность)
Различают прямую и обратную полярности подключения электрода. Если пользоваться универсальными электродами, предназначенных для переменного и постоянного тока, которыми обычно в быту и применяют, то полярность значение не имеет. Но обычно минус подключают к электроду, т. е. работают в прямой полярности. В обратной полярности работают при сварке нержавейки, алюминиевых, медных материалов, но специальными электродами.
ты же машину варить собрался? инверторами машины не варят, тонкостенка, пожгешь, но попробуй ток поменьше, электрод 1,5. 2 и минус-на электрод, может и получится обратной полярностью
смотря какая полярность нужна. на плюс прямая полярность на минус обратная.
Вы купили сварочный аппарат и желаете освоить сварку инвертором для начинающих.
Трудностей бояться не стоит! Инверторный аппарат прост в обращении, любой человек без опыта и знаний сможет в короткие сроки овладеть процессом сварки.
Оборудование, экипировка, техника безопасности
Техника безопасности . Сварочное производство связано с электрическим напряжением, в простонародье — ток. Ток невидим, но способен поразить человека до летального исхода.
Проверяем сварочные кабеля на исправность и подсоединяем к инверторному оборудованию. Обратный кабель с прищепкой на металл к минусовому разъему. Кабель с электрододержателем к разъему +. Электрод вставляем в электрододержатель.

При подключении аппарата к сети визуально оцениваем токонесущие кабеля на исправность. Убедились в исправности кабелей, включаем вилку в розетку и тумблер на приборе, предварительно установив регулятор тока в наименьшее значение. Если вентилятор охлаждения заработал ровно, без треска и шума, значит все хорошо.
Вес металла. При соединении тяжелых конструкций, соблюдайте меры предосторожности. Многотонные изделия при обрушении могут привести к летальному исходу или инвалидности.
Экипировка . Сварочное производство связано с высокой температурой. Сварщик должен иметь:
- холщовые рукавицы (краги);
- робу (специальный костюм);
- маску со светофильтром;
- респиратор для работы в замкнутых пространствах;
- ботинки на резиновой подошве.
Краги применяются при сварке на высотах, когда руки поднимаются вверх, а рукавицы в остальных случаях.
- сварочный аппарат;
- молоток;
- щетка;
- электроды.
Электроды подбираются под металл (углеродность, добавки) и по диаметру, от толщины металла и технических характеристик инвертора.
Основы сварки инвертором
Для начинающих, опытные сварщики советуют кабель держака приложить к телу, прижать локтем руки и обернуть его вдоль предплечья (от локтя до кисти), взять держак в руку. Так плечевой сустав будет тянуть кабель, а рука с кистью останутся свободными.
Способ поможет с легкостью манипулировать рукой.

Правильное расположение кабеля на предплечье. С голыми руками работать не стоит.
Если держак взять просто в руку без обмотки предплечья кабелем, то в процессе сварки рука устанет и кистевые движения приведут кабель в болтающие движения. Что отразится на качестве сварного соединения.
Как варить инверторной сваркой правильно ? Устанавливаем на аппарате сварочный ток согласно диаметру электрода, типу соединения и положению сварки. Инструкция по настройке имеется на аппарате и пачке электродов. Принимаем устойчивую стойку, локоть отводим от тела (прижимать нельзя), одеваем маску и начинаем процесс.
Сварку инвертором для начинающих лучше начинать с металлических заготовок более 20 см.

Известно, что новичок, одевая маску и зажигая дугу перестает дышать, пытаясь на одном дыхании проварить всю длину заготовки. При коротких изделиях, появится привычка варить на одном дыхании. Поэтому, тренируйтесь на длинных заготовках, учась правильно дышать при сварке.
Заготовки (пластины) на рабочем столе можно положить в горизонтальной плоскости — вертикально к себе или горизонтально, без разницы.
Зажатый в держателе электрод вначале сварки ставите под углом 90 градусов (перпендикулярно) и отводите в сторону шва на 30-45 градусов. Зажигаете дугу и начинаете движение.
- Если сварка выполняется углом назад, то наклон 30-45 градусов идет в сторону шва.
- Если соединение происходит углом вперед, то наклон электрода от шва.

Расстояние между свариваемой поверхностью и электродом 2-3 мм, представьте, что вы ведете карандаш по листу бумаги.
Учтите, при сварке электрод сгорая уменьшается — постепенно приближайте плавящийся стержень к поверхности на расстояние 2-3 мм и удерживайте угол наклона 30-45 градусов.
Смотрите полезное видео, как научиться варить электросваркой для начинающих:
Как новичку научиться варить сварочным инвертором?
Сначала учимся зажигать и держать дугу. Чувствуйте грань, когда приближать электрод при сгорании к свариваемой поверхности, чтобы дуга не прерывалась.
Зажигают электрод двумя способами:

Новый электрод зажигается легко. У работающего стержня появляется шлаковая пленка, препятствующая поджигу. Нужно просто подольше постучать для разбития пленки.
- На инверторных аппаратах для облегчения зажигания дуги встроена функция Hot Start.
- Если новичок быстро приближает электрод к поверхности, включается функция Arc Force (форсаж дуги, антизалипание), увеличивает сварочный ток, предотвращая залипание электрода.
- При залипании плавящегося стержня, функция Anti Stick отключает ток, предотвращая перегрев инвертора.
Видео: что такое форсаж дуги на сварочном инверторе и как его применить.
Новичку лучше сначала учиться на ниточном шве, электрод ведется ровно, без колебательных движений.
После освоения ниточной технологии, переходите к свариванию металла с колебательными движениями. Которые применяются при толстом металле для прогрева, задерживая электрод в определенной точке с помощью движений — елочкой, зигзагами, спиралью или своим методом.

Виды колебательных движений
В начале соединения проводим слева-направо несколько движений образуя сварочную ванну и пошли вдоль шва делая колебательные движения. Угол наклона электрода 30-45 градусов. После прохода отбиваем шлак молотком и зачищаем щеткой. Берегите глаза, одевайте очки.
Совет: в конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Видео: как варить угловое соединение, встык и внахлест.
- однопроходные (одним проходом восполняется толщина металла);
- многопроходные.
Однопроходной шов выполняется на металлах до 3 мм. Многопроходные швы накладываются при больших толщинах металла.
Сварщики проверяют качество шва молотком — наносят удар рядом со швом. Если шов гладкий, без неровностей, то после удара шлак слетает полностью, ему не за что зацепится. Важно подбирать правильный температурный режим: перегретый шов (каленый) сломается, недогретый — риск непровара.
Ток подбирают исходя от диаметра электрода, в теории 30 А на 1 мм диаметра электрода.
Прямая и обратная полярность при сварке инвертором
Рассмотрим полярность при сварке инвертором. При соединении на постоянном токе, движение электронов постоянное, что уменьшает разбрызгивание расплавленного металла. Шов получается качественным и аккуратным.
На аппарате имеется выбор полярности. Что такое полярность — это направление движения электронов в зависимости от подключения кабелей к разъемам оборудования.

- Обратная полярность при сварке инвертором — минус на заготовке, плюс на электроде. Ток течет от минуса к плюсу (от заготовки на электрод). Электрод нагревается сильнее. Применяется для сварки тонких металлов, уменьшен риск прожога.
- Прямая полярность — минус на электроде, плюс на заготовке. Ток движется от электрода к заготовке. Металл греется больше электрода. Применяется для сварки толстых металлов от 3 мм и резке инвертором.
На пачке с электродами указывается полярность, эта инструкция поможет правильно подсоединить провода к оборудованию.
Сварка тонкого металла инвертором
Суть соединения тонких пластин сводится к подбору электродов малого диаметра и настройке сварочного тока. Например, для металла толщиной 0,8 мм берут электроды диаметром 1,8 мм. Ток на инверторе выставляют в 35 А.
Технология происходит прерывистыми движениями. Посмотрите видеоролик, где подробно показывается соединение тонких пластин.
Как резать металл сварочным инвертором
Чтобы правильно прожечь отверстие в трубе, на аппарате выставляем ток 140 А для электрода в 2,5 мм. Зажигаем электрод, ставя его на одном месте для прогрева металла и вдавливаем. Передвигаем электрод на новое место, прогреваем и вдавливаем. Постепенно, прорезаем в трубе отверстие.

Пластину при резке лучше ставить вертикально, чтобы расплавленные сопли стекали вниз. Если резать в горизонтальном положении, то снизу реза застынут сосульки. Вот и все хитрости!
Новичков терзает вопрос, какая полярность проводов при резке инвертором лучше?
- При резке электросваркой — прямая полярность предпочтительней. Зона расплавления узкая, но глубокая.
- При обратной полярности — зона расплавления широкая, но неглубокая.
Резать электросваркой не рекомендуется (происходит выплавление металла из зоны реза). Лучше взять болгарку и отрезать нужный кусок.
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев.
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки ![]()
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.

Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
По форме и типам соединений сварочные швы разделяются на:
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Электробезопасность при производстве электросварочных работ
В качестве источников сварочного тока могут применяться трансформаторы, выпрямители и генераторы постоянного тока, специально для этого предназначенные. Непосредственное питание сварочной дуги от силовой (или осветительной) распределительной цеховой сети не допускается. Источники сварочного типа можно присоединять к распределительным электрическим сетям напряжением не выше 660 В. Нагрузка однофазных сварочных трансформаторов равномерно распределяется между отдельными фазами трехфазной сети.
В передвижных электросварочных установках для подключения их к сети следует предусматривать блокирование рубильников, исключающее возможность присоединения и отсоединения провода, когда зажимы находятся под напряжением.
Электросварочные установки должны включать в электросеть и отключать от нее, а также ремонтировать только электромонтеры. Выполнять эти операции сварщикам запрещается. Длина первичной цепи между пунктом питания и передвижной сварочной установкой не должна превышать 10 м.
Токоведущие части сварочной цепи необходимо надежно изолировать (сопротивление изоляции должно быть не менее 0,5 МОм) и защитить от механических повреждений. Сопротивление изоляции электрических цепей установки измеряют при текущих ремонтах в соответствии с ГОСТ на эксплуатируемое электросварочное оборудование. Сроки текущих и капитальных ремонтов сварочных установок определяет лицо, ответственное за электрохозяйство предприятия, исходя из местных условий и режима эксплуатации, а также указаний завода-изготовителя. Установку и ее пусковую аппаратуру следует осматривать и чистить не реже одного раза в месяц. Все открытые части сварочной установки, находящейся под напряжением питающей сети, надежно ограждаются.
Сопротивление изоляции необходимо проверять не реже одного раза в три месяца, а при автоматической сварке под флюсом — один раз в месяц. Изоляция должна выдерживать напряжение 2 кВ в течение 5 мин.
Корпуса электросварочного оборудования зануляются (заземляются). Для защитного зануления (заземления) корпуса источники питания, снабженные специальными болтами, присоединяют к проводу зануляющего (заземляющего) устройства. При этом каждую сварочную установку необходимо непосредственно соединять с зануляющим (за-земляющим) проводом. Последовательное соединение установок между собой и применение общего зануляющего (заземляющего) провода для группы установок не допускается. Несоблюдение этого требования может привести к тому, что при обрыве провода, последовательно соединяющего установки, некоторые из них окажутся неза-нуленными.
Правила электробезопасности при сварочных работах
Согласно правил электробезопасности, перед включением и отключением рубильника необходимо убедиться, занулен ли его кожух и изолирована ли ручка. При наличии повреждения рубильник отключают. Прежде чем приступить к работе, необходимо привести в порядок спецодежду; осмотреть рабочее место, проверить исправность электросварочной аппаратуры, наличие запломбированных электроизмерительных приборов; вытереть .насухо пол, если он окажется скользким (облит маслом, краской, водой); проверить исправность кабелей, проводов и их присоединения к узлам сварочной машины. При наличии неисправностей к электросварке приступать запрещается. Надо следить за тем, чтобы руки, обувь и одежда всегда были сухими.
По окончании сварки электросварщик обязан выключить сварочный трансформатор или генератор, отключить сварочный кабель с электродержателем, смотать провода в бухты и сложить в специально отведенное место.
Присоединение и отсоединение от сети электросварочных установок, а также наблюдение за их исправным состоянием должны вестись электротехническим персоналом с квалификационной группой не ниже III.
Что можно использовать в качестве обратного провода при электросварке
В качестве обратного провода, соединяющего сва-риваемое изделие с источником сварочного тока, можно использовать гибкие провода, а также, где это возможно, стальные шины любого профиля достаточного сечения. Обратный провод должен быть изолирован так же, как и присоединенный к электродержателю. Использование в качестве обратного провода сети заземления металлических строительных конструкций зданий, коммуникаций и несварочного технологического оборудования запрещается.
Отдельные элементы, используемые в качестве обратного провода, тщательно соединяют между собой (сваркой или с помощью болтов, струбцин или зажимов). В установках для дуговой сварки в случае необходимости (например, при выполнении круговых швов) допускается соединение обратного провода со свариваемым изделием с помощью скользящего контакта.
Особенности электросварки в особо опасных условиях
При сварке внутри металлических конструкций, котлов, резервуаров, а также наружных установок (после дож- дл и снегопада) сварщик кроме спецодежды обязан дополнительно пользоваться диэлектрическими перчатками, галошами и ковриком. При работе в закрытых емкостях необходимо также надевать резиновый шлем. Пользоваться металлическими щитками в этом случае запрещается.
Работы в закрытых емкостях ведутся не менее чем двумя лицами, причем один из них должен иметь квалификационную группу не ниже III и находиться снаружи свариваемой емкости для контроля за безопасным проведением работ сварщиком. Электросварщик, работающий внутри емкости, снабжается предохранительным поясом с веревкой, конец которой должен быть у второго лица, находящегося снаружи.
Ограничение напряжения холостого хода сварочного трансформатора
Все электросварочные установки при ручной дуговой сварке переменным током, предназначенные для сварки в особо опасных условиях (например, внутри металлических емкостей, в колодцах, туннелях, при нормальных работах в помещениях с повышенной опасностью и т.п.), должны быть оснащены устройствами ограничения напряжения холостого хода до 12 В эффективного действия с выдержкой времени не более 1 с.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Как правильно подключить сварочный трансформатор
Электросварочное оборудование должно быть надежно заземлено. На кожухах трансформаторов имеются специальные болты с надписью «Земля». Помимо этого, у сварочных трансформаторов заземляют зажимы вторичных обмоток. Схема подключения сварочного трансформатора показана на рисунке.
Схема подключения сварочного трансформатора к сварочному посту: 1 - сварочный пост, 2 - шланговый трехжильный кабель с заземляющей жилой, 3 - сварочный трансформатор, 4 - регулятор, 5 - заземляющие зажимы корпуса, 6 - шланговый одножильный кабель, 7 - электрододержатель, 8 - заземляющие провода
Перед пуском у трансформатора необходимо проверить соответствие напряжения его первичной обмотки подводимому напряжению сети. До включения трансформаторов сварочная цепь должна быть разомкнута.
Трансформаторы следует подключать к питающей сети отдельными рубильниками.
Расстояние от сети до сварочного аппарата должно быть наименьшим. Сечения проводов, присоединяемых к вторичным цепям трансформаторов или к выводам сварочных генераторов, выбирают по таблице.
| Сечение провода, мм2 | Наибольшая допустимая сила тока, А | Сечение провода, мм2 | Наибольшая допустимая сила тока, А |
| 16 | 100 | 70 | 270 |
| 25 | 140 | 95 | 330 |
| 35 | 170 | 120 | 380 |
| 50 | 215 | 150 | 440 |
Для подвода тока к электрододержателю применяют изолированные гибкие провода в защитном шланге длиной не менее 3 м. Их сечения выбирают по таблице.
Нормы нагрузок на гибкие сварочные провода, присоединяемые к электрододержателю.
| Наибольшая допустимая сила тока, А | Сечение провода, мм2 | |
| одинарного | двойного | |
| 200 | 25 | |
| 300 | 50 | 2х16 |
| 450 | 70 | 2х25 |
| 600 | 95 | 2х35 |
В качестве обратного провода для соединения свариваемого изделия с источником сварочного тока могут служить стальные шины остаточного сечения, различные стальные конструкции, сама свариваемая конструкция и т. д. Не разрешается использовать в качестве обратного провода сети заземления, а также металлические конструкции зданий, оборудодования и т. д.
Падение напряжения в питающих соединительных сварочных проводах допускается не более 5% напряжения сети. Если это условие не выдерживается, сечение проводов необходимо увеличить.
Полезные советы по эксплуатации сварочных трансформаторов
Во время эксплуатации в сварочных трансформаторах могут возникнуть следующие неисправности:
- сильное гудение и нагрев обмоток вследствие виткового замыкания в первичных обмотках. Повреждение устраняют частичной или полной перемоткой обмоток;
- трансформатор дает очень большой ток вследствие короткого замыкания во вторичной обмотке или в обмотке регулятора. Устраняют неисправность ликвидацией замыкания в обмотках или их перемоткой;
- сварочный ток не уменьшается при воздействии регулятора, что может быть вызвано замыканием между зажимами регулятора;
- регулятор при сварке ненормально гудит, это может возникнуть из-за неисправности привода или из-за ослабления натяжения пружины;
- сильный нагрев контактов в соединениях вследствие нарушения электрического контакта; неисправность устраняют переборкой греющихся соединений, зачисткой и плотной пригонкой контактных поверхностей и затяжкой до отказа зажимов.
Можно ли пользоваться сваркой в частном доме
Добрый вечер всем! В частном доме часто используем инверторную сварку Ресанта 190 ПН. Так вот сосед обвиняет что по нашей вине у него сгорел холодильник .Обещает пожаловатся всем и вся. Насколько его его обвинения обоснованы ? Ведь инвертор бытовой сварочный аппарат. С тех документацией от производителя где нигде проблемы с соседями не указаны.)). Как вообще поступать в такой ситуации?
Смотрите также
Комментарии 59
у меня автоматы выбивал самодельный сварочный)))поэтому тольько столб, разобрал его на медь, купил ресанту, потребляет не больше чем компьютер современного мальчугана)
Звонили с электросети спрашивали что за сварочный аппарат сказал что ресанта 190. Инвертор.что есть техпаспорт. Больше ничего не спрашивали, даже предположили что у соседа что то не то так как линия у нас новая и трансформатор новый. .в общем пока так.
О, знакомая история.Сталкивался с подобным.Короче, при сварке по "первичке" ток на инверторе не превышает 16 ампер, , т.е 16-и амперный автомат на вводе не срабатывает на отсечку, это допустимо мало.тебе будут вменять в вину создание опасных режимов в работе электросети и пытаться составить об этом акт, чтоб хотя б юридически притянуть тебя.1)Никого никогда не пускай к себе, когда работаешь,2) Не работай сваркой в вечернее время, когда люди отдыхают, т.е имей уважение к соседям,3)ничего не подписывай, никаких уведомлений-предупреждений,4) Одно розеткоместо в доме по СНиПу рассчитано на 2,5 кВт, т.е сам посчитай сколько их у тебя(может с десяток, короче, читал, что 10 кВт ты можешь взять одномоментно)У меня в доме электроплита, конечно заводского исполнения, так вот при однофазном подключении, нагрузка составляет(по паспорту)-6кВт, твоя Ресанта 190 берёт явно гораздо меньше.У нас есть улицы, на которых раздача напруги идёт с 2-х(т.е проводов на столбе 3-это 2 фазы и ноль), даже не с 3-х фаз в шахматном порядке, чтоб перекоса фаз не было.Это пережиток прошлого, хай меняют КТП и тянут новую линию, сейчас нагрузки у всех возросли в разы, а линии лет 35-40 поди.Последнее, заведи тетрадь, произвольной формы, там графы-ФИО проверяющего, цель визита, дата, № служебного удостоверения, подпись.И веди учёт и давай им на подпись, они откажутся подписывать, а ты сам фиксируй.Далее, пишешь на них жалобу, их самому руководству, далее в прокуратуру.Так отвадишь.Закон об Энергетике на твоей стороне, ты его не нарушал.
Спасибо полезная информация
По моему варить можно в рабочие дни и в рабочее время.
Современные бытовые аппараты сеть не сажают, можно смело в розетку вставлять и варить, от этого не сгорит холодильник, скорее всего старый был, или напруга прыгнула. пусть докажет
прежде чем утверждать следует проверить. где то может сеть слабая и тогда эта просадка окажется фатальной
на xep его смело шли, а лучше в тычину дай, чтобы в соседский огород больше не заглядывал
Онлайн консультация юриста по законодательству РФ
Это бесплатно! Вы получите ответ в среднем за 3 часа!
Узнать больше о Законуме
| |
Регламент Консультации
Использование сварочного аппарата в домашних условиях
Здравствуйте! Можно ли в домашних условиях для личных целей использовать БЫТОВОЙ сварочный аппарат, расчитанный на 220 вольт, питаясь от бытовой розетки? Или нужно разрешение от РЭС? Спасибо
В соответствии с пунктами 193 и 195 Правил электроснабжения, утвержденных Постановлением Совета Министров Респ. Беларусь от 17.10.2011 N 1394, для применения электросварочных аппаратов в быту необходимо специальное разрешение энергоснабжающей организации. Самовольное подключение бытового сварочного аппарата (даже простых инверторов) в бытовую эклектическую сеть запрещено. Для получения разрешения на использование бытового электросварочного аппарата собственник домовладения обязан обратиться в энергоснабжающую организацию (Электросети) с паспортом на электросварочный аппарат. Специалисты рассмотрят возможность его подключения в конкретной точке электросети, поскольку самовольное подключение сварочного аппарата зачастую вызывает перепады электроэнергии у соседей и последние не могут нормально пользоваться электробытовыми приборами, в том числе нормально смотреть телевизор. Как правило, это порождает ссоры, жалобы в милицию, предприятия Электросети и т.п. Помимо этого отдельные сварочные аппараты могут вызвать повреждение внутренней электропроводки домовладения, если ее сечение не соответствует мощности сварочного аппарата. Связано это с тем, что обычно проектируемая мощность электрической цепи домовладения составляет – 3,5 кВт, в то время как мощность бытовых сварочных аппаратов составляет от 3,7 до 6, 2 кВт. Именно по этой причине, чтобы избежать повреждения электрооборудования домовладения, что может вызвать даже в некоторых случаях пожар, не создавать проблем соседям, специалисты Электросети рассматривают заявление на пользование электросварочным аппаратом в быту и при необходимости могут выдать технические условия с мероприятиями технического характера, которые являются обязательными к выполнению. К ним могут относиться – увеличение мощности питающей подстанции, а также мощности разрешенной к использованию, увеличение сечения проводов домовладения, прокладку отдельной линии от подстанции и т.п. :: Помогла ли вам эта информация? Да | Нет
Опции темы
Какой штраф за сварку в частном доме?
Други, такой вопрос: какой штраф за сварку в частном доме через счетчик, но без какого-либо разрешения у электросетей?
С каких пор нужно отдельное разрешение?
Если счетчик и проводка тянут подключение и соблюдены противопожарные правила, то никакого штрафа быть не должно. Разве что соседи могут прийти ругаться, если будут просадки напряжения или большие помехи в сети.
соседи и настучали, хоть сварка и инверторная, но при сварке в сети есть просадки напряжения , из электросети приехали проверять
в электросетях надо брать разрешение на свар.работы и оплачивать их (порядка 100 руб.) и можно накидывать провода прямо на столб или через счетчик, но можно подумать тогда просадки напряжения не будет
так что, кто варит будьте внимательны
я сам вечером не варю и если вижк что кто-то варит отношусь с пониманием — значит человеку надо, а не просто занимается ерундой, но к сожалению есть и другие соседи
Бред какой-то! Пара электрообогревателей, электрический чайник, утюг, стиральная машинка и пылесос дадут такую же нагрузку, как и сварочный аппарат, а то и побольше.
Статья 9.11. Нарушение правил пользования топливом и энергией, правил устройства, эксплуатации топливо- и энергопотребляющих установок, тепловых сетей, объектов хранения, содержания, реализации и транспортировки энергоносителей, топлива и продуктов его переработки
Нарушение правил пользования топливом, электрической и тепловой энергией, правил устройства электроустановок, эксплуатации электроустановок, топливо- и энергопотребляющих установок, тепловых сетей, объектов хранения, содержания, реализации и транспортировки энергоносителей, топлива и продуктов его переработки —
влечет наложение административного штрафа на граждан в размере от пятисот до одной тысячи рублей;
Осталось только сами "Правила" найти.
Много варили, просадка напруги конечно есть, но вроде никто не жаловался. И какая разница частный дом или квартира? И в квартире такаяже просадка идет.
Бред какой-то! Пара электрообогревателей, электрический чайник, утюг, стиральная машинка и пылесос дадут такую же нагрузку, как и сварочный аппарат, а то и побольше.
Не знаком с таким видом правонарушения.
например, полив разрешен с 22.00 до 6.00
и с электричеством тоже есть ограничение
Подобных ограничений, закреплённых законодательно я не нашёл. "Правила пользования электрической и тепловой энергией" были во времена СССР (действовали с 1982 года). Но с 2000-го года отменены.
Так что надо курить договор потребителя с поставщиком электрической энергии. Если в нём ничего такого не написано (или такого договора нет) – "электриков" фсад!
типа днем полил, штраф 500р-1000р ?
Если сварочный аппарат промышленного производства и нагрузка его не превышает допустимую для электросети вашего дома, то это такой же электроприбор, как и все остальные, используемые в вашем доме. Я так думаю.
я уже лет 5 точно как не варю, просто вчера спец. отпросился с работы чтобы ворота в гараже переделать, ну и естественно варили, соседка сука позвонила в горэлектросети, не доделали, хорошо другой сосед нормальный перекинул удлинитель от себя (он на другой фазе от той дуры) и доделали
Это соседи так сказали? Или закреплено где-то?
Почему не доделали-то?
на счет полива каждый год приносят бумагу, не помню точно формулировку (рекомендательный или утвердительный), но смысл поливать огород с 22.00 до 6.00
не доделали, т.к. пришел сотрудник горэлектросетей, я бы его конечно в дом не пустил, но мы как раз варили в гараже с открытыми воротами снаружи
убедили его что все заканчиваем и переключились на другую фазу
если идет просадка напряжения. но при этом не превышена допустимая потреблямая мощность — то не электросетям надо платить, а с них деньги драть, так как они оказывают некачественную услугу: напряжение ниже нормы.
161.Ограничение режима потребления может вводиться в следующих случаях:
а)неисполнение или ненадлежащее исполнение потребителем обязательств по оплате электрической энергии и услуг, оказание которых является неотъемлемой частью процесса снабжения электрической энергией потребителей, в том числе по предварительной оплате, если такое условие предусмотрено соответствующим договором с потребителем (далее — неисполнение или ненадлежащее исполнение потребителем своих обязательств);
б)прекращение обязательств сторон по договору, на основании которого осуществляется энергоснабжение потребителя, поставка электрической энергии и (или) оказание услуг по передаче электрической энергии потребителю (далее — прекращение обязательств сторон по договору);
в)выявление фактов бездоговорного потребления электрической энергии или безучетного потребления электрической энергии;
г)выявление неудовлетворительного состояния энергетических установок (энергопринимающих устройств) потребителя, удостоверенного органом государственного энергетического надзора, которое угрожает аварией или создает угрозу жизни и здоровью людей;
д)возникновение (угроза возникновения) аварийных электроэнергетических режимов;
е)возникновение внерегламентных отключений;
ж)наличие обращения потребителя.
А вот допустимая потребляемая мощность должна быть прописана в договоре. Есть такой договор?
Пришедший "электрик" что сказал-то хоть?
А если тебе принесут бумагу, в которой написано пользоваться унитазом только с 22:00 до 6:00 – тоже примешь к исполнению?
нет с собой договора
сказал, что поступила жалоба на просадку напряжения, он приехал выяснять почему, причина в том что мы используем сварку
кстати про воду, там есть на основании чего так
Это равносильно тому, что представитель "Водоканала" скажет, что в вашем доме слишком много кранов.
ИМХО если нагрузка такая, что сеть её не выдерживает, должен срабатывать соответствующий автомат-предохранитель. Общий предохранитель кем устанавливался? Не "специальными электриками" ли?
Можешь уточнить? Очень интересно!
у нас соседи варят в основном после 18 )))
свет жутко моргает
звонили в электросети, чтоб наказать (они не через счетчик подключались), на что те сказали "приходите завтра", типа мягко так послали. )))
VIII. Порядок установления факта непредоставления коммунальных услуг или предоставления коммунальных услуг ненадлежащего качества
Читайте также: