Кто придумал электроды для сварки
Обновлено: 20.05.2024
Николай Николаевич БЕНАРДОС (26.07.1842, дер. Бенардосовка Херсонской губ. – 08.09.1905, Фастов) – автор более 200 изобретений.По матери он был потомком Никиты Демидова – организатора уральской металлургической промышленности.
Бенардос изобрел дуговую сварку металлов с применением угольных электродов,
в 1882 г. запатентовал сварочный аппарат «Электро-гефест»,
а в 1886 г. получил Российский патент на способ дуговой сварки, сделав Россию родиной дуговой сварки.
В 1892 г. на Всероссийской электротехнической выставке в Петербурге демонстрировалось более 30 различных изобретений Бенардоса.
11 мая того же года «за удачное применение вольтовой дуги в спаивании металлов и наплавлении одного металла на другой» ему была присуждена высшая награда Русского электротехнического общества – Золотая медаль.
Среди его изобретений – железные бороны и углубители,
скороварки и молотильные машины,
паровые ножницы и пневматическая поливалка,
пароходные колеса с поворотными лопастями и охотничьи лодки,
краны,
турбины для гидроэлектростанций и пушка для метания канатов на терпящий бедствие корабль,
летательные аппараты и станки для обработки металла и дерева,
пневматические и вагонные тормоза и ветряной двигатель,
десятки модификаций замков, подъемников,
пуля со смещен-ным центром.
Бенардос создал много конструкций сварочных автоматов, разработал способы дуговой сварки разными электродами, дуговой резки, подводной сварки и резания.
Лит.: Корниенко А. Н. Н. Н. Бенардос – автор способа дуговойсварки / Сварочное производство. – 1981. – № 7.
Из книги Александра Пецко „Великие р усские д остижения”. Тег - ВРД.
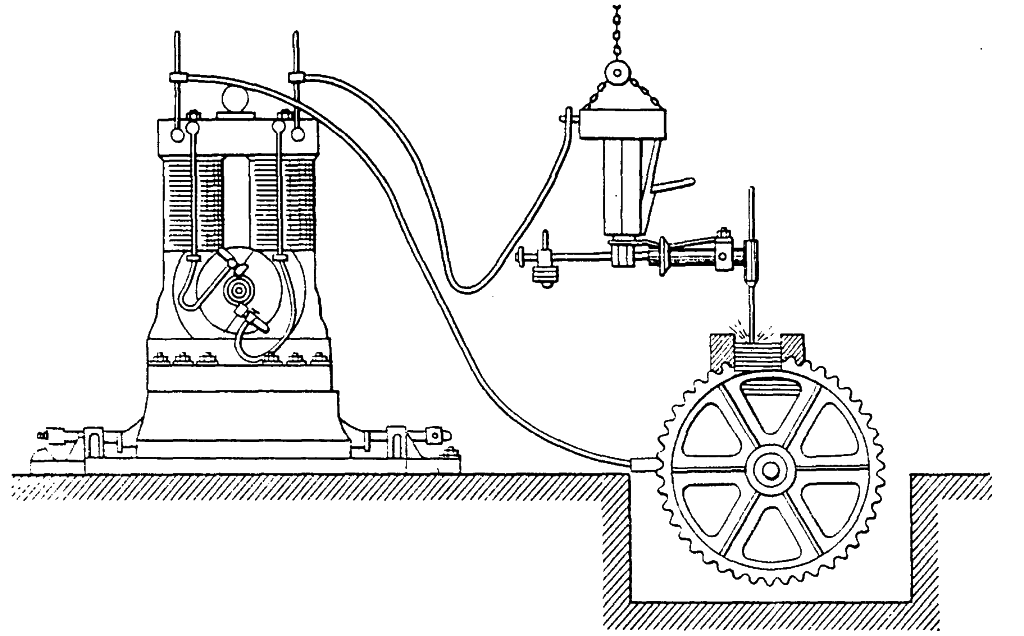
Вольтова друга возбуждается различным образом: 1) между обрабатываемым металлом и углем; 2) между двумя металлами и 3) между двумя углями. Для возбуждения вольтовой дуги употребляются в большинстве случаев прямые токи и в некоторых случаях переменные. Источником электрического тока служат: динамо-машины, аккумуляторы и первичные батареи».
Кроме дуговой электросварки, на той же выставке Бенардос представил пять чертежей устройств для контактной электросварки. Разработанные им клещи для точечной контактной электросварки по своему виду не очень отличаются от современных точечных клещей, применяемых при сварке.
К 1889 г. различные дельцы, практически захватившие в свои руки выдающееся русское изобретение, лишили Бенардоса возможности продолжать работу над развитием созданной им дуговой электрической сварки. [175] Однако Бенардос не мог не изобретать! Он разработал способ покрытия железных судов медью; чертежи соответствующего прибора были также представлены им на IV Электрической выставке в 1892 г. в Петербурге.
.
Кроме того, в этот период он создал гребные винты, в том числе поворотный, стальную броню для судов, аккумуляторы с пластинами из губчатого свинца, электрическую шлюпку, плуг, «электроудобритель», в котором впервые был применён электрический ток для обработки почвы, и многое другое. Им также были составлены проекты и написаны брошюры: проект парохода, переходящего мели (1890 г.); проект снабжения города Петербурга дешёвым электрическим током для освещения и движения (1892 г.).
Электроды: маркировка и применение
Электроды, применяемые при сварке сталей, должны обеспечивать высокие механические свойства сварного соединения и высокую производительность процесса сварки.
Электродная проволока. Электродную проволоку изготовляют диаметром 1—12 мм. Длина электродов, нарезаемых из проволоки диаметром до 3 мм, обычно составляет 350 мм, а диаметром свыше 3 мм — 450 мм. На практике преимущественно применяют электроды диаметром 2—7 мм. Электродами диаметром 2 мм сваривают металл толщиной до 2 мм, диаметром 3 мм — металл толщиной 2 мм и выше. Для сварки металла толщиной 5—10 мм применяют электроды диаметром 4—5 мм, а для толщин свыше 10 мм — электроды диаметром 5—7 мм. Химический состав металла стальной электродной проволоки установлен ГОСТом и имеет 19 марок. Для сварки малоуглеродистой стали и многих сортов конструкционных сталей самое широкое применение в производстве имеют три марки проволоки: Св-I, Св-IA и Св-II.
Указанные марки проволок отличаются по содержанию углерода, кремния и фосфора. Лучшая проволока Св-IA содержит до 0,10% С; 0,35— 0,6% Mn; 0,15—0,25% Si; 0,03—0,04% S; до 0,03% Р. Марка Св-II содержит углерода до 0,18%.
Для ручной дуговой сварки проволоку-электрод покрывают специальными обмазками с целью защиты ванны расплавленного металла от поглощения кислорода и азота из воздуха. Содержание кислорода в металле шва свыше 0,2% и азота свыше 0,15% резко снижает пластические свойства металла шва: относительное удлинение, угол загиба, ударную вязкость. Поглощение азота и кислорода расплавленным металлом в процессе сварки происходит как при переходе капель металла с электрода в ванну, так и в самой ванне и продолжается до затвердевания металла. Кислород, обладающий большой химической активностью, вступает с железом в соединения: FeO, Fe3О4 и Fe2O3.
Низший окисел — закись FeO — образуется ранее других на поверхности капли расплавленного металла и сразу же растворяется в нем. Высшие окислы железа в момент переноса капли металла в ванну раскисляются углеродом, марганцем, кремнием, содержащимися в электродной проволоке. Выгорание этих примесей уменьшает их содержание в металле шва. На поверхности сварочной ванны реакции окисления продолжаются и, несмотря на происходящие внутри ванны раскислительные процессы, металл насыщается кислородом в виде твердого раствора FeO в железе или включений окислов.
Насыщение расплавленного металла азотом воздуха может происходить либо путем образования при высоких температурах нитридов марганца MnN и кремния SiN, либо окисла NO. При температуре металла около 1000°С этот окисел выпадает из твердого раствора и диссоциирует на атомарный азот и кислород. Атомарный азот образует с железом нитриды Fe4N и Fe2N в интервале температур 500—800°С. Для уменьшения содержания азота и кислорода в металле шва применяют ряд мер: в металле электродов увеличивают содержание раскислителей (Mn, Si), наносят специальное электродное покрытие, содержащее раскислители. Хорошей защитой расплавленного металла от кислорода и азота воздуха при ручной дуговой сварке является применение покрытых электродов, которые при плавлении дают шлаки, защищающие металл как при переходе его с электрода в ванну, так и в самой ванне. В зависимости от толщины покрытия электроды разделяются на тонкопокрытые, с толщиной слоя обмазки 0,1—0,3 мм и толстопокрытые, с толщиной слоя обмазки до 2 мм. Вес тонкого покрытия составляет около 1%, а толстого около 20—35% от веса электрода. Тонкие покрытия предназначаются для увеличения устойчивости горения дуги и поэтому часто называются ионизирующими покрытиями. Наиболее распространенным ионизирующим покрытием является меловое, состоящее по весу из 80—85% мелко просеянного мела СаСО3 и 15—20% жидкого растворимого стекла NaOSiО2.
Сварные швы, выполненные этими электродами, из-за отсутствия защиты расплавленного металла обладают низким пределом прочности и низкой пластичностью. Для получения сварных швов с высокими показателями прочности и пластичности пользуются электродами с толстым покрытием. В состав толстого покрытия входят газообразующие, шлакообразующие и легирующие вещества и раскислители.
Газообразующие вещества в покрытиях, вроде древесной муки, крахмала, пищевой муки, целлюлозы и т. п., предназначаются для создания в процессе плавления электрода газовой защитной среды (вокруг дуги и ванночки жидкого металла), состоящей в основном из водорода и окиси углерода. В результате этой защиты удается устранить вредное влияние воздуха на жидкий металл. Шлакообразующие вещества, входящие в состав толстых покрытий, вроде полевого шпата, марганцевой руды, титановой руды, мела, каолина и т. п. образуют при плавлении электрода шлаки, защищающие расплавленный металл от воздействия воздуха и улучшающие условия формирования металла шва.
Ферросплавы в виде ферромарганца, ферротитана, ферросилиция и др. вводят в покрытия для раскисления металла шва и шлаков, перевода закиси железа в металле в другие соединения, а также для легирования металла шва путем повышения содержания в нем некоторых элементов, вроде Mn, Si, Ti и др.
Для сварки сталей с незначительным содержанием легирующих примесей применяют электроды со стержнями из малоуглеродистой стали, но с введением в покрытие легирующих элементов в виде ферросплавов (ферромарганца, ферросилиция, феррованадия, ферротитана и др.) вместе с соответствующими газо- и шлакообразующими компонентами.
Легирующие элементы из покрытия, частично выгорая, переходят в наплавленный металл шва и позволяют получить механические свойства шва, близкие к свойствам свариваемого металла. При сварке высоколегированных сталей (нержавеющих и жаропрочных) применяют электроды, стержни которых по своему химическому составу одинаковы со свариваемым металлом. Для компенсации выгорания при сварке легирующих элементов, содержащихся в проволоке, в состав покрытия для этих электродов, кроме газо- и шлакозащитных веществ вводят соответствующие компоненты в виде ферросплавов.
Во всех покрытиях в качестве связующего вещества применяют жидкое стекло. В некоторых случаях применяют декстрин и органический клей.
Кто и в каком году придумал сварочный аппарат – история изобретения

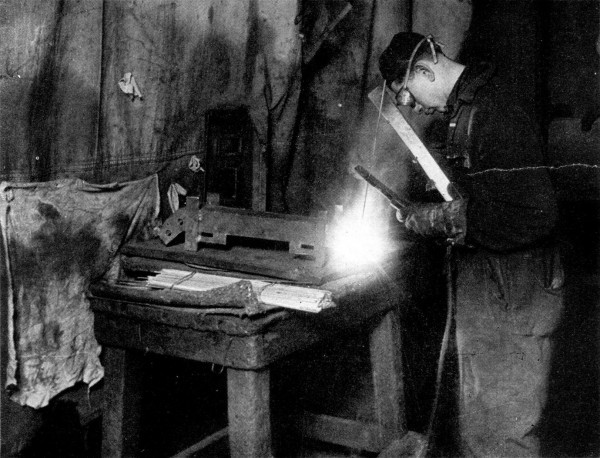
История сварки уходит своими корнями в давние времена. Первые приборы для этого начали создавать еще несколько веков назад. При этом мало кому могло прийти в голову, что за истекший период технологии позволят достичь таких высот. Далеко не каждый человек знает, кто конкретно изобрел сварку. Этот процесс связывают с именем исследователя Бенардоса. Именно он создал метод дуговой сварки.
Когда в России появился сварочный аппарат
Первый сварочный аппарат был изготовлен в 1881-1882 годах. В этот период ученые проводили много исследований, которые легли в основу первого сварочного оборудования. Изначально над разработкой трудился инженер Бенардос.
Однако впоследствии этим вопросом занялся исследователь Славянов. В 1882 году он сумел разработать первый сварочный прибор и электроды. Ученый получил на свое изобретение патент, и после этого технологию начали применять в других странах.
Инженер выполнял следующие процессы:
- занимался восстановлением фрагментов паровых турбин;
- убирал брак, который появлялся при литье деталей;
- заваривал детали, которые подверглись износу.
В СССР совершенствованием нового сварочного оборудования занимался инженер Евгений Оскарович Патон. Он придумал автоматические способы сварки под флюсом. Также ученый создал в Киеве Институт электросварки, который в 1953 году получил его имя.
Кто изобрел сварку
Сварку придумали в 1882 году. Это сделал Николай Николаевич Бенардос. Именно он считается автором дуговой сварки, в основе которой лежит применение угольного электрода. Дуга Бенардоса горела между угольным электродом и металлом, который сваривается. В роли присадочного прутка использовалась стальная проволока. При этом в качестве источника электроэнергии применялись аккумуляторы.
Впоследствии Бенардос придумал и другие методы сварки:
- дугой, которая горит между двумя электродами;
- в среде защитного газа;
- с применением клещей.
Роль открытия электрической дуги
В начале девятнадцатого века профессор физики Петров открыл и описал электрическую дугу. Это позволило внести значительный вклад в последующее развитие науки и техники. Впоследствии открытие Петрова нашло практическое применение, включая электродуговую сварку и электрическую пайку металлов.
Как сварочное дело развивается сегодня
Сегодня традиционный сварочный аппарат сменили лазерные методы, которым предрекают большое будущее. Вместо сварщиков работы будут выполнять роботы. К тому же придуман прибор, который обеспечивает автоматическую подачу присадочного материала в область шва. Устройство позволяет точно регулировать луч, который плавит металл.
Еще одним направлением развития способов соединения металлов с помощью высоких температур считается применение оптико-волоконных материалов. Это дает возможность увеличить КПД силового оборудования – в частности, генераторов и преобразователей. Понемногу удастся наращивать мощность выходного тока. Сегодня максимальный параметр составляет 6 киловатт, но постепенно его планируется увеличить до 25 и даже больше.
Понемногу лазерная технология сможет вытеснить газовую сварку. Будут созданы гибкие модули, применять которые удастся при любой погоде. Также будет уменьшаться трудоемкость технологических процессов, и создаваться новые способы контроля качества.
Технология сварки была придумана достаточно давно и за время своего существования претерпела много изменений. Сегодня на смену традиционным методам все чаще приходят лазерные технологии, которые позволяют получать максимально качественные результаты.
Сварочный электрод

Сва́рочный электро́д — металлический или неметаллический стержень из электропроводного материала, предназначенный для подвода тока к свариваемому изделию. В настоящее время выпускается более двухсот различных марок электродов [1] [2] [3] , причем более половины всего выпускаемого ассортимента составляют плавящиеся электроды для ручной дуговой сварки [1] .
Сварочные электроды делятся на плавящиеся и неплавящиеся. Неплавящиеся электроды изготовляют из тугоплавких материалов, таких как вольфрам по ГОСТ 23949-80 [4] "Электроды вольфрамовые сварочные неплавящиеся", синтетический графит или электротехнический уголь. Плавящиеся электроды изготовляют из сварочной проволоки, которая согласно ГОСТ 2246—70 [5] разделяется на углеродистую, легированную и высоколегированную [6] . Поверх металлического стержня методом опрессовки под давлением наносят слой защитного покрытия. Роль покрытия заключается в металлургической обработке сварочной ванны, защите её от атмосферного воздействия и обеспечении более устойчивого горения дуги.
Содержание
История
История сварочных электродов неразрывно связана с историей развития сварки и сварочных технологий. Впервые электрод был использован в экспериментах, связанных с исследованием свойств электрической дуги (в 1802 профессором В.В. Петровым). В 1882 году русский изобретатель Николай Николаевич Бенардос предложил использовать электрическую дугу, горящую между угольным электродом и металлической деталью, с целью соединения металлических кромок [7] .
Почти одновременно с Н. Н. Бенардосом работал другой крупнейший российский изобретатель — Николай Гавриилович Славянов, много сделавший для развития дуговой сварки. Он критически оценил изобретение Бенардоса и внес в него существенные усовершенствования, касающиеся в первую очередь металлургии сварки. Николай Гавриилович заменил неплавящийся угольный электрод металлическим плавящимся электродом-стержнем, сходным по химическому составу со свариваемым металлом. Другим важным достижением Славянова считается использование расплавленного металлургического флюса, защищающего сварочную ванну от окисления, выгорания металла и накопления в сварном соединении вредных примесей серы и фосфора [7] [8] .
В 1904 году швед Оскар Кьельберг основал в Гётеборге фирму «ESAB». Деятельность предприятия была связана с применением сварки в судостроении. В результате собственных исследований и наблюдений О. Кьельберг изобрел технологию сварки покрытыми плавящимися электродами. Покрытие стабилизировало горении электрической дуги и защищало зону дуговой сварки. В 1906 году им был получен патент «Процесс электрической сварки и электроды для этих целей» [9] . Именно использование покрытых плавящихся электродов дало повод к развитию и использованию сварочных технологий в различных отраслях производства.
В 1911 году англичанин А. Строменгер существенно улучшил электродное покрытие. Предложенное им покрытие состояло из асбестового шнура, пропитанного силикатом натрия. Этот шнур наматывался на металлический стержень. Поверх этого поктытия ещё наматывалась тонкая алюминиевая проволока. Такая структура электродного покрытия обеспечивала защиту сварочной ванны и металла сварного шва от атмосферного воздуха за счет образования шлака. Алюминий использовался в качестве раскислителя и обеспечивал удаление кислорода. Под названием «Квази-арк» эти электроды распространились по Европе и Америке [10] .
В октябре 1914 года С. Джонсу был выдан британский патент на метод получения электрода, покрытие которого наносилось методом опрессовки. Металлический стержень проталкивался через фильеру одновременно с шихтой, ложившейся на стержень [10] .
В 1917 году американские ученые О. Андрус и Д. Стреса разработали новый тип покрытия электродов [10] . Стальной стержень был обернут бумагой, приклеенной силикатом натрия. В процессе сварки такое покрытие выделяло дым, защищая сварочную ванну от воздействия воздуха. Также было отмечено, что бумажное покрытие обеспечивало моментальное зажигание электрической дуги с первого касания и стабилизировало её горение. В 1925 году англичанин А. О. Смит использовал для улучшения качества электродного покрытия порошкообразные защитные и легирующие компоненты. В то же время французские изобретатели О. Са-разен и О. Монейрон разработали покрытие электродов, в составе которого были использованы соединения щелочных и щелочноземельных металлов: полевой шпат, мел, мрамор, сода. Благодаря низкому потенциалу ионизации таких элементов, как натрий, калий, кальций, обеспечивалось легкое возбуждение дуги и поддержание её горения [10] .
Таким образом, за первую четверть XX века были разработаны конструкции плавящихся электродов для ручной дуговой сварки, методы их изготовления, обоснован состав покрытия. Электродные покрытия содержали специальные компоненты: газообразующие — оттесняющие воздух из зоны сварки; легирующие — улучшающие состав и структуру металла шва; шлакообразующие — защищающие расплавленный и кристаллизующийся металл от взаимодействия с газовой фазой; стабилизирующие — вещества с низким потенциалом ионизации. Дальнейшие разработки в области производства сварочных электродов были сконцентрированы на компонентах, входящих в состав покрытия и электродной проволоки, на промышленных методах производства.
Классификация сварочных электродов
Большое разнообразие электродов, а также принципов их классификации затрудняет разработку единой общепринятой системы классификации электродов. Марки электродов стандартами не регламентируются. Подразделение электродов на марки производится по техническим условиям и паспортам. Каждому типу электродов может соответствовать одна или несколько марок. возможно то что электрод не относится к маркам Все сварочные электроды можно разделить на две группы, которые в свою очередь подразделяются на подгруппы:
Классификация покрытых металлических сварочных электродов по ГОСТ 9466-75 [11]
В соответствии с ГОСТ 9466-75 электроды покрытые металлические для ручной дуговой сварки сталей и наплавки классифицируются по назначению, механическим свойствам и химическому составу наплавленного металла (типам), видам и толщине покрытий, а также некоторым сварочно-технологическим характеристикам.
Виды электродов по назначению:
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм² (600 МПа). Обозначаются буквой У (ГОСТ 9467-75);
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм² (600 МПа). Обозначаются буквой Л (ГОСТ 9467-75);
- для сварки легированных теплоустойчивых сталей. Обозначаются буквой T (ГОСТ 9467-75);
- для сварки высоколегированных сталей с особыми свойствами. Обозначаются буквой В (ГОСТ 10052-75);
- для наплавки поверхностных слоев с особыми свойствами. Обозначаются буквой H (ГОСТ 10051-75).
Вышеуказанными стандартами предусмотрено разделение электродов на типы, в соответствии с механическими свойствами и химическим составом наплавленного металла. Цифры, обозначающие каждый тип электрода — Э42, Э42А, Э50 и т. д., характеризуют гарантированное минимальное временное сопротивление разрыву в кгс/мм², а буква А — повышенные пластические свойства, вязкость и ограничения по химическому составу.
Виды электродов по толщине покрытия По толщине покрытия электроды разделяются в зависимости от отношения D/d (D — диаметр покрытого электрода; d — диаметр стержня):
- с тонким покрытием (D/d < 1,2). Обозначаются буквой М;
- со средним покрытием (D/d < 1,45). Обозначаются буквой С;
- с толстым покрытием (D/d < 1,8). Обозначаются буквой Д;
- с особо толстым покрытием (D/d > 1,8). Обозначаются буквой Г.
ГОСТ 9466 — 75 предусматривает также три группы электродов — 1, 2, 3, характеризующиеся требованиями к качеству (точности) изготовления электродов, состоянием поверхности покрытия, а также содержанием серы и фосфора в наплавленном металле.
Виды электродов по типу покрытия:
- с кислым покрытием (А);
- с основным покрытием (Б);
- с целлюлозным покрытием (Ц);
- с рутиловым покрытием (Р);
- с покрытием смешанного вида (с двойным буквенным обозначением);
- с прочими видами покрытий (П).
Таблица соответствия маркировок электродов по типу покрытия:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
Виды электродов по допустимым пространственным положениям сварки или наплавки:
- для сварки во всех положениях с условным обозначением 1;
- для сварки во всех положениях, кроме вертикального сверху вниз, — 2;
- для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
Строение
Строение покрытых металлических сварочных электродов
Покрытые электроды для ручной дуговой сварки представляют собой стержни длиной, как правило, от 250 до 450 мм. Изготовленные из сварочной проволоки с нанесенным на неё слоем покрытия. Один из концов электрода длиной 20–30 мм зачищен от обмазки для его крепления в электрододержателе.
Читайте также: