Кто придумал инверторный сварочный аппарат
Обновлено: 05.05.2024

В строительстве зданий, создании автомобилей, и производстве различных металлических изделий большую роль играет сварка. Доставка воды и удаление стоков происходит по трубам сваренным электрической дугой и покрытыми электродами.
Отопление, двери, лестницы и перила тоже часто изготавливают при помощи сварки различными аппаратами. Без этого человечество находилось бы в далеком прошлом в плане передовых конструкций и коммуникаций.
Но когда началась история сварки? Кто первый открыл явление электрической дуги и понял какие возможности это дает? Как совершенствовалось оборудование и технологии со временем?
Достижение человечества
Сварочный метод соединения металлов произвел настоящую революцию в мире промышленности и строения, ускорив создание и увеличив прочность многих конструкций. Речь идет о возбуждении электрической дуги между двумя контактами, подсоединенными к полюсам аппарата. Дуга нагреваясь плавит кромки металла, создавая общую «лужицу» расплавленного железа. Так происходит соединение сторон в единый сплав.
Чтобы повысить прочность шва используется плавящийся материал, который может быть в виде стержня электрода, или как дополнительная присадочная проволока. Так можно производить не только сварку, но и наплавку истертых деталей. Сложность заключалась в создании безопасного метода, ведь электрическая дуга способна проявляться и у высокого напряжения, но удержание рабочих частей с большим значением вольт очень опасно для человеческой жизни.
Процесс шагнул дальше, когда ученые смогли создать понижающие источники тока, где благодаря принципу электромагнитной индукции напряжение значительно понижалось, а сила тока наоборот возрастала. Это позволило обезопасить сварочный процесс, а увеличенная сила тока дала возможность плавить более толстые стороны металла. Дальше ученые сконцентрировались на модернизации электродов и рабочих элементов в руках сварщика.
Большие усилия прилагались и в области защиты сварочной ванны от внешних газов. Если вести шов голым стержнем металла, то дуга будет гореть, но последующий валик металла будет весь пронизан порами удаляющегося углерода.
Чтобы создать прочное герметичное соединение потребовалось разработать различные обмазки для электродов и специальные порошки-флюсы, предотвращающие взаимодействие расплавленного металла и окружающего воздуха.
Но пришли люди к этому не сразу и история развития сварки начинается еще в древних веках.
Еще при раскопках в древнем Египте были найдены украшения из золота, которые спаивались между собой оловом. Разогретый на углях легкосплавный материал наносился на золотые украшения и застывая образовывал некоторое соединение. Во время раскопок в Помпеи археологи нашли остатки водопроводных коммуникаций, которые имели поперечные швы на свинцовых трубах. Поскольку свинец тоже легко плавился на огне, он поддавался заливанию в формы и созданию соединений.
Некоторые металлы соединялись в кузнях. Стороны разогревались на углях до пластичного состояния и сбивались ударами тяжелых молотков. Такое спрессовывание давало надежную сцепку материалов.
Это нашло применение в создании корпусов артиллерийский орудий устанавливаемых на кораблях. Частично они выливались в формы, а частично соединялись кузнечной сваркой и дополнительным обрамлением хомутами.
Но возможности человечества были ограничены температурой углей. Поэтому другие металлы для соединения были недоступны.
Открытие электрической дуги
История электросварки начинается с 1802 года, когда В.В. Петров, находясь в медико-хирургической академии воспроизвел явление горения электрической дуги между двумя концами аппарата. Произошло это в Санкт-Петербурге. Последующие исследования доказали реальность применения этого явления для плавления металлических кромок и соединения деталей.
Профессором было предложено использовать температуру от электрической дуги для быстрой плавки известных металлов. С 1881г в качестве элементов между которыми возбуждалась дуга стали использовать угольный электрод и металлическую поверхность. Спустя почти 90 лет с момента открытия свойств тока между двумя полюсами, в 1888 году Славянов предложил заменить угольный элемент на плавящийся металлический стержень.
У образовавшегося процесса было несколько сложностей:
- температура дуги была нестабильна, что осложняло сварку;
- ванна нуждалась в лучшей защите от внешней среды;
- в образованном шве было много дефектов в виде пор и наплывов.
Чтобы улучшить структуру шва начали развиваться гранулированные средства, получившие название флюс. Это стали применять с 1902 года. Металлический стержень обмакивали в заготовленную пасту с содержанием окиси металлов, воды и карбонатов. После высыхания расходный элемент был готов к сварке. Подобным образом до сих пор изготавливают самодельные электроды.
Быстрое развитие технологий в XX и XXI веках
С началом XX века изобретения в области сварки стали различаться на подкатегории по используемому оборудованию. Разработчики поняли, что не только электрическая дуга способна плавить металл, но и ацетиленовое пламя может развить температуру до нескольких тысяч градусов.
Для этого был разработан ацетиленовый генератор в 1906 году. Их конструкция имеет большое сходство с современными моделями и заключается в погружении карбида в жидкость, где окисление содействует разложению твердого материала и выделению чистого ацетилена. В камере нагнетается давление и по шланге газ передается в горелку.
В 1903 году два французских разработчика предложили практичную конструкцию сварочной горелки со смесительной камерой. По одному каналу подавался ацетилен, а по второму кислород, который «разгонял» температуру факела до 3000 градусов. Это нашло широкое применение в сварке водопроводов и газопроводов.
Параллельно с этим продолжала развиваться и электрическая сварка, история которой включает 1912 год, когда было принято решение выпустить электроды с толстым покрытием. Это дало несколько плюсов:
- лучшую защиту от внешней газовой среды;
- стабильное горение дуги;
- более плотные швы, аналогичные по структуре с основным металлом;
- возможность применения на кораблях и в промышленности.
С 1940 года миру стала доступна сварка вольфрамовым электродом в среде защитного газа. Изначально это был гелий, но сейчас применяется и аргон. Сваривание ведется за счет электрической дуги, которая горит между неплавящимся электродом и кромками сторон. Там где требуется более крепкий шов, добавляется присадочная проволока. Данные виды сварки позволили соединять нержавеющую сталь и алюминий, а чистота шва быстро понравилась специалистам.
Из последних достижений в области сваривания материалов имеются:
Краткий экскурс в историю и обобщение
Если подвести итог, то история развития сварки имеет несколько ключевых точек на ленте времени. Их можно выделить так:
- 1802 г — российский ученый В.В. Петров обнаружил возникновение электрического разряда, характеризующегося ярким белым светом, удержание которого в течение определенного времени приводит к быстрому образованию температуры и возгоранию каменного угля.
- 1803 г — Петров опубликовывает собственное издание, где описывает личные опыты по воспроизведению вольтова столба и электрической дуги, а также использования этих физических явлений для электрической сварки и пайки металлических материалов. Параллельно ученый описал возможность применения дуги для создания освещения.
- 1882 г — историческая дата, когда Н.Н. Бенардос воспроизвел сварку электрической дугой с использованием угольных электродов. Ученый получил патенты на свое открытие в России, Германии, Англии, Франции, Италии и США. Метод получил своеобразное название «электрогефест».
- 1888 г — Н.Г. Славянов, будучи первооткрывателем-практиком, реализовал на практике применение плавящегося электрода и дополнительного слоя флюса на металлической поверхности. При наблюдателях со стороны гос комиссии он заварил деталь от паровой машины. Спустя пять лет ученый получил медаль на мировой выставке в Америке, за сварку в слое флюса из толченого стекла.
- 1905 г — В.Ф. Миткевич выступил с рациональным предложением использовать трехфазную дугу при соединении металлических частей. Это позволило работать с более толстыми материалами и создавать глубокие крепкие швы покрытыми электродами.
- 1932 г — еще один советский ученый К.К. Хренов реализовал сварку электрической дугой в подводной среде. Это дало начало различным глубинным методам прокладки коммуникаций через водоемы, а также улучшило ремонтные работы на судах.
- 1939 г — Е.О. Патоном опробованы методы сварки под флюсом и созданы головки для аппаратов с автоматическим действием. Позднее институт, названный в честь этого ученого, внес множество новаторских идей по усовершенствованию различных способов сваривания металлов.
Как варить металл сварочным аппаратом
Сварка, история которой будет еще продолжаться, позволила создать многие конструкции и изделия, без которых было бы невозможно современное строительство и другие разработки. Ученые продолжают трудиться над созданием более экономичных аппаратов, способных соединять металлы различной структуры. Но основные технологические процессы, по которым осуществляется сварка, остались такими же как и 100 лет назад.
История создания инверторных сварочных аппаратов. Когда появился первый сварочный аппарат

АппаратКогда появился первый сварочный аппарат
Самые первые проявления сварки
Кто и в каком году придумал сварочный аппарат – история изобретения

История сварки уходит своими корнями в давние времена. Первые приборы для этого начали создавать еще несколько веков назад. При этом мало кому могло прийти в голову, что за истекший период технологии позволят достичь таких высот. Далеко не каждый человек знает, кто конкретно изобрел сварку. Этот процесс связывают с именем исследователя Бенардоса. Именно он создал метод дуговой сварки.
Когда в России появился сварочный аппарат
Первый сварочный аппарат был изготовлен в 1881-1882 годах. В этот период ученые проводили много исследований, которые легли в основу первого сварочного оборудования. Изначально над разработкой трудился инженер Бенардос.
Однако впоследствии этим вопросом занялся исследователь Славянов. В 1882 году он сумел разработать первый сварочный прибор и электроды. Ученый получил на свое изобретение патент, и после этого технологию начали применять в других странах.
Инженер выполнял следующие процессы:
- занимался восстановлением фрагментов паровых турбин;
- убирал брак, который появлялся при литье деталей;
- заваривал детали, которые подверглись износу.
В СССР совершенствованием нового сварочного оборудования занимался инженер Евгений Оскарович Патон. Он придумал автоматические способы сварки под флюсом. Также ученый создал в Киеве Институт электросварки, который в 1953 году получил его имя.
Кто изобрел сварку
Сварку придумали в 1882 году. Это сделал Николай Николаевич Бенардос. Именно он считается автором дуговой сварки, в основе которой лежит применение угольного электрода. Дуга Бенардоса горела между угольным электродом и металлом, который сваривается. В роли присадочного прутка использовалась стальная проволока. При этом в качестве источника электроэнергии применялись аккумуляторы.
Впоследствии Бенардос придумал и другие методы сварки:
- дугой, которая горит между двумя электродами;
- в среде защитного газа;
- с применением клещей.
Роль открытия электрической дуги
В начале девятнадцатого века профессор физики Петров открыл и описал электрическую дугу. Это позволило внести значительный вклад в последующее развитие науки и техники. Впоследствии открытие Петрова нашло практическое применение, включая электродуговую сварку и электрическую пайку металлов.
Как сварочное дело развивается сегодня
Сегодня традиционный сварочный аппарат сменили лазерные методы, которым предрекают большое будущее. Вместо сварщиков работы будут выполнять роботы. К тому же придуман прибор, который обеспечивает автоматическую подачу присадочного материала в область шва. Устройство позволяет точно регулировать луч, который плавит металл.
Еще одним направлением развития способов соединения металлов с помощью высоких температур считается применение оптико-волоконных материалов. Это дает возможность увеличить КПД силового оборудования – в частности, генераторов и преобразователей. Понемногу удастся наращивать мощность выходного тока. Сегодня максимальный параметр составляет 6 киловатт, но постепенно его планируется увеличить до 25 и даже больше.
Понемногу лазерная технология сможет вытеснить газовую сварку. Будут созданы гибкие модули, применять которые удастся при любой погоде. Также будет уменьшаться трудоемкость технологических процессов, и создаваться новые способы контроля качества.
Технология сварки была придумана достаточно давно и за время своего существования претерпела много изменений. Сегодня на смену традиционным методам все чаще приходят лазерные технологии, которые позволяют получать максимально качественные результаты.
История развития сварки далеко до нашей эры. С тех пор, как люди научились добывать металл, они стремились создавать из него что-то полезное. Самый надежный способ соединения – горячим методом. Сейчас трудно представить, что два века назад русские ученые стояли у истоков современных сварочных аппаратов.
С тех пор началась новая страница жизни человечества. Сейчас существует несколько и видов сварочных технологий, применяемых на производстве и в быту. Современная история сварки – это изобретение новых агрегатов, методов соединения металлов, индивидуальных средств защиты нового поколения. Но по-прежнему популярной остается традиционная дуговая с помощью расплавляемых и тугоплавких электродов. Сварщики создают огромные металлоконструкции и миниатюрные произведения искусства.

Роль сварки в современном мире
В настоящее время развиваются методы лазерной сварки. Разработана технология высокоточного соединения металлов. Появляются новые композитные материалы, распространено использование алюминия, нержавеющих сталей, цветных металлов. Широкое распространение получили следующие виды высокотемпературного соединения металлов:
- аргонодуговая технология позволяет получать все виды соединений: стыковые, угловые, тавровые, внахлест;
- газовая, с помощью нее создаются магистральные трубопроводы, пролегающие далеко от источников тока;
- полуавтоматическая позволяет ускорить процесс соединения элементов, обладает высокой точностью, снижает риск образования некачественного шва;
- всегда остается востребованной традиционная ручная электродуговая.
Меняются источники питания, усовершенствуются держатели, но принцип горячего соединения металлов не претерпевает изменений. Сварочный метод предпочтительнее других видов соединений из-за ряда преимуществ:
- из-за экономии металла;
- износостойкое оборудование имеет большой запас прочности, его применяют в любых условиях;
- образуются соединения на молекулярном уровне, обладающие высокой прочностью.
Первые упоминания сварки
Задолго до появления сварочных агрегатов существовали другие способы соединения металла. Найдены образцы соединений, созданных в VIII – VII веках до нашей эры. Самородное золото, кусочки меди и метеоритные сплавы использовали для бытовых целей, оружия. Их скрепляли при нагреве методом, сравнимым с ковкой.
Этап возникновения литья – следующая страница история сварочной технологии. Зазоры между частями металла заливали расплавами, получалось подобие швов. Когда были открыты легкоплавкие металлы, для соединяя металлов стали применять их, возникла пайка. Технологии пайки и ковки использовались до открытия метода электрической дуги, до конца XIX века.
Открытие электрической дуги
Физик и электротехник, академик Василий Петров открыл эффект электродуги в 1802 году. Во время опытов он пропускал электроток через металлический и угольный стержень и заметил, что возникает яркая вспышка – высокотемпературная дуга. В его трудах есть описание этого явления. Но до открытия сварочного аппарата были годы, пока развивалась электротехника. Для дуговой технологии нужны были мощные источники тока.
Русский изобретатель Николай Бенардос разработал электродуговую сварку только через 80 лет после открытия дуги. Начался новый этап истории развития сварки. Николай Николаевич применил дугу для резки и соединения металлических элементов. Через несколько лет Славянов Николай Гаврилович создал первый сварочный аппарат и электроды. Он официальный автор, признанный во всем мире. Впервые именно он, русский инженер изобрел сварку, запатентовал ее, только потом стали развиваться технологии в других странах. Славянов активно пропагандировал свой метод:
- исправлял брак, возникший при литье деталей;
- восстанавливал части паровых турбин;
- заваривал изношенные детали.

Он разработал флюсы, защищающие горячий шов от окисления, придумал сварочный генератор с регулируемой мощностью. Внедрение его изобретений занимались за рубежом. Сварка стала применяться повсеместно.
Развитие технологий в новое время
Следующий этап истории связан с фамилией Патон. Отец организовал первый институт сварки в 1929 году, под его руководством развивалась технология сварочных процессов. Во время Великой Отечественной войны новые методы применялись в оборонной промышленности. Разрабатывались новые виды флюсов, электроды для толстостенных изделий. Они применялись при производстве военной техники: танков, орудий, бомбардировщиков и их оснащения.

В киевском институте разработан метод порошковой, контактной и шлаковой сварки в жидкой и разряженной среде, для защиты шва стали применять инертные газы. Дело Евгения Патона продолжил его сын, Борис. Он возглавил институт сварки после ухода отца. Технологии космической лазерной сварки разработаны под его руководством. Стали шире применяться методы соединения металлов под водой. Эта технология используется в судоремонтных доках. Метод снижает сроки ремонта судов в 1,5 раза.
Перспективы развития сварочного процесса
В настоящее время традиционные методы потеснили лазерные методы. Им предрекают большое будущее. Управлять процессом можно будет дистанционно. Роботы приходят на смену сварщикам. Разработано устройство для автоматической подачи присадочного материала в зону шва, с высокой точностью регулируется тонкий луч, расплавляющий металл.
Второе направление развития технологии высокотемпературного соединения металлов – использование оптико-волоконных материалов. Это позволит увеличивать КПД силового оборудования: генераторов, преобразователей. Постепенно будет повышаться мощность выходного тока, сейчас максимальная 6 кВт, ее планируется довести до 25 Квт и выше.
Постепенно лазерная технология вытеснит газовый метод сварки. Будут создаваться гибкие модули, использовать которые можно будет в любых погодных условиях. Будет снижаться трудоемкость технологических процессов, разрабатываться новые методы контроля качества высокотемпературного соединения металлов.
Какой сварочный инвертор лучше купить
Ремонтные работы в частном доме и на даче неизбежны. Если они связаны с восстановлением или изготовлением металлических изделий, сварочный инвертор будет незаменим. Особенно для владельцев гаража с автомобилем и сельхозтехникой. Электроника поможет начинающему мастеру накладывать качественные швы. Чтобы купить аппарат в соответствии с планируемыми работами, нужно знать, как выбирается сварочный инвертор для дома и дачи.

Что такое сварочный инвертор и как он работает
Инвертор — это улучшенная модификация сварочного аппарата. За счёт изменения частоты тока с последующим выпрямлением у него лучше характеристики и качество швов.
Устройство и принцип работы
Несмотря на внешнее сходство, инвертор отличается от сварочного трансформатора наличием:
- низко и высокочастотного выпрямителя;
- рабочего шунта;
- инвертора;
- электронного блока управления;
- стабилизатора;
- датчика тока.
Как и у обыкновенного сварочного аппарата имеется силовой трансформатор, охлаждаемый вентилятором.

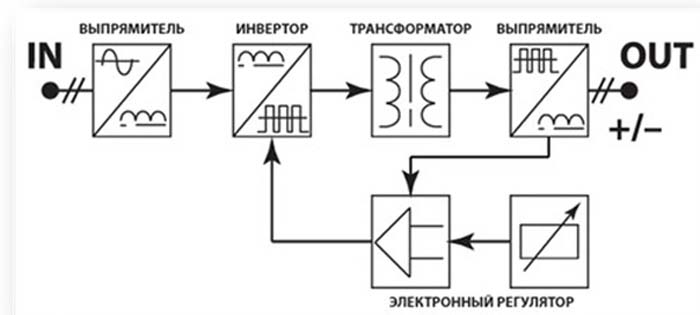
У сварочного инвертора принцип работы основан на сдвиге напряжения, что позволяет увеличить мощность за счёт повышения частоты. Процесс происходит в следующей последовательности:
- низкочастотный выпрямитель изменяет переменный в постоянный ток;
- после выпрямления ток подаётся на инвертор, который преобразует его в переменный с частотой 50 — 60 кГц;
- после чего напряжение понижается трансформатором;
- затем уменьшенное напряжение проходит через высокочастотный выпрямитель и поступает на выходные клеммы.
Достоинства и недостатки инверторной сварки
У сварочных аппаратов инверторного типа КПД достигает 90%. Электронный регулятор позволяет менять силу сварочного тока от десятков до сотен ампер. Малый вес и размеры позволяют перемещать их в сумках, например, при дачном переезде. Двойная изоляция надёжно защищает от поражения электрическим током.
Инверторная сварка может использоваться в режиме короткой дуги, что повышает качество швов, снижает потери. Работа может производиться любыми электродами. Возможна ручная сварка нержавейки, цветных металлов, сплавов в среде аргона. Для увеличения мощности допускается параллельное соединение устройств.
К минусам относится высокая стоимость ремонта. При поломке ключевых элементов придётся заплатить треть цены устройства.
Инверторный сварочный аппарат лучше не хранить в холодном помещении, так как образующийся из-за температурных перепадов конденсат губителен для электроники. Пыль также не лучшим образом сказывается на его самочувствии, поэтому чистку нужно производить часто.
Виды сварочных инверторов
Инверторные устройства подразделяются на три типа:
- Бытовой используется для ручной сварки металла толщиной до 3 мм. По международной классификации обозначается MMA.
- Полупрофессиональный тип отличается повышенной мощностью и меньшими перерывами на охлаждение, допускается сварка изделий толщиной до 6 мм. Работоспособность сохраняется при питающем напряжении от 165 вольт. Некоторые модели оснащаются разъёмами для TIG (ручная сварка в среде инертного газа).
- Профессиональный вид позволяет работать в течение 6 — 8 часов при напряжении от 130 вольт без перерывов. Когда требуется высокая производительность, эти инверторы применяются для полуавтоматической сварки в среде аргона (MIG/MAG) специальной проволокой.
Какой сварочный инвертор лучше подойдет для домашних целей
Определяются значения характеристик для успешного проведения планируемых работ. Затем выбирается инверторный сварочный аппарат и вспомогательное оборудование по этим показателям.
Основные характеристики
При выборе учитываются следующие параметры:
- Подключение tig потребуется для сварки нержавейки и цветного металла, но вольфрамовые электроды, баллон с газом, горелка приобретаются отдельно.
- Режим работы на максимальном токе должен периодически прерываться на остывание агрегата. Такие циклы измеряются интервалами времени 10 минут, обозначаются как ПВ и указываются в процентах. Если в паспорте стоит 45%, значит, через каждые 4,5 минуты работа останавливается на 5,5 мин. Это относится только к максимальному току, на средних и низких значениях перерывы не требуются. Для бытовых устройств ПВ выбирается в пределах 50 — 70%.
- Чем больше мощность, тем более толстый металл можно варить. Однако этим показателем определяется, сколько потребляет сварочный инвертор электроэнергии. Поэтому следует учитывать состояние проводки на даче. Для бытовых нужд оптимальная мощность 2,7 — 3,5 кВт.
- Регулировка силы тока на дорогостоящих моделях осуществляется плавно, с точностью до 1 А. В быту не требуется высокое качество швов, поэтому лучше для дома выбрать более дешёвую модель со ступенчатым переключателем.
- Напряжение холостого хода замеряется на устройстве с отключенной нагрузкой. Его значением, от 40 до 90 вольт, определяется стабильность и лёгкость поджига дуги. Начинающим сварщикам рекомендуется выбирать 70 — 90 В.
- Сварочный ток выбирается по максимальному значению. Он зависит от толщины свариваемых изделий. Если предполагается работать с толщиной до 10 мм, достаточно аппарата с током 160 — 180 А. Если иногда случается сваривать более толстые изделия — 200 А. Поскольку металлопрокат более 20 мм в быту не применяется переплачивать за агрегат с током 220 — 250 А нецелесообразно. Желательно чтобы у выбранной модели регулировка начиналась с 10 А, что необходимо для прихватки листов толщиной менее 1 мм.
- Питающее напряжение выбирается в зависимости от качества энергоснабжения. Если в городах стабильно поддерживается 220 вольт, то в посёлках напряжение нередко падает до 180 — 190 В. Поэтому при выборе нужно обращать внимание при каких значениях у инвертора будет сохраняться работоспособность. В техническом паспорте пределы напряжения указываются через дефис, например, 160 — 240 вольт или процентами.
Дополнительные функции
Сервисные опции упрощают рабочий процесс, но придётся доплатить. Стандартный набор содержит:
- антиприлипание — автоматическое отключение питания, когда залипает электрод с последующей подачей тока после отрыва;
- горячий старт способствует лёгкости розжига дуги путём подачи дополнительного импульса; не позволяет за счёт увеличения силы тока электроду залипать при резком сближении с поверхностью металла.

Какого производителя выбрать
Большинство современных сварочных инверторов бытового назначения выпускаются Китаем по лицензии европейских, американских, российских производителей. Поэтому в документации указывают страну бренда и изготовителя.
Российские сварочные инверторы
К сожалению, наша родина небогата производителями инверторов. Заслуженной популярностью пользуются аппараты Торус с 3-хлетней гарантией. Они выпускаются двумя линейками:
- У бытовых модификаций в названии указана величина тока — 165, 175, 200, 210. Стоимость от 13 000 до 15 000 рублей, ПВ 60%.
- Модели профессионального типа Торус 235 Прима, 250 Экстра, 255 Профи по цене 17 300 — 20 500 рублей. ПВ 80%.
Производимые в России профессиональные инверторы Inforce выпускаются в двух разновидностях — на 200 и 250 А. Могут использоваться для MMA и TIG. Ток регулируется плавно, начиная с 50 А, ПВ 60%. Стоимость от 16 000 до 21 000 рублей.
Нижегородские аппараты Neon рассчитаны на работу при температуре -40 — +40˚C. Оснащены комплектами сервисных функций, разъёмами для TIG. Цена модели на 160 А 9 700, а на 180 — 12 500 рублей. ПВ, измеренное при +40˚C, 80%.
Аппараты зарубежного производства
Латвийский бренд Ресанта, производимый Китаем, выпускается тремя линейками:
- САИ с током 140 — 250 А, диапазон входного напряжения 170 — 250 В. Стоимость, зависящая от мощности, от 6 500 до 14 000 рублей.
- САИ ПН — модификация, рассчитанная на использование при напряжении от 150 В. Ток от 160 до 250 А, стоимость 11 000 — 19 000 рублей.
- САИ К — компактный вариант небольшого веса, сохранивший характеристики прототипа. Модель на 160 А стоит 7 300, а на 250 — 12 000 рублей.
Германский бренд Fubag производится во Франции (серия IN) и Китае (IR). Работают при напряжении 190 — 250 вольт, ток от 160 до 220 А. Французские модели имеют разъём для TIG, стоят 11 800 — 18 000 рублей. Китайские инверторы предназначены только для ручной сварки, но оснащены функциями антизалипания и горячего старта. Цена от 7 000 до 9 500 рублей.

Модель FoxWeld разработана и производится в Китае. Выпускается в нескольких модификациях:
- FoxWeld Дачник на 160 А стоит 7 200 рублей. Текущая информация выводится на дисплей. Диапазон питающего напряжения 180 — 240 А, ПВ 40%.
- FoxWeld Корунд — вариант дачника с улучшенными характеристиками.
- FoxWeld Мастер имеет разъём для TIG, антиприлипание, горячий старт, однако ПВ всего 36 %.
Подведем итог
Используя полезные советы, данные в статье, можно определиться с примерной стоимостью сварочного инвертора. Для несложных работ на даче достаточно аппарата стоимостью 4 — 8 тыс. рублей. Если предстоит монтаж отопления, выбираем модель по цене 6 — 12 тыс. рублей. Для автомастерской и сварки цветных металлов потребуется сварочное оборудование за 14 — 38 тыс. рублей. За аппарат для работы с металлом большой толщины придётся заплатить 17 — 40 тыс. рублей.
Читайте также: