Кузнечная сварка нержавейки с углеродистой сталью
Обновлено: 16.05.2024
Кузнечная сварка – это форма неразъемного соединения, которое возникает под воздействием внешнего давления на две предварительно нагретые детали . Другими словами, под действием высоких температур части железных заготовок переходят в пластическое состояние, их совмещают, а давление создается ударами молота.
Особенность кузнечной сварки: она подходит для соединения низкоуглеродистых и конструкционных сталей, в которых содержание углерода не превышает 0,3%. Если процент будет выше, сварка материала практически невозможна.
Какие ГОСТы регламентируют
До 2009 года кузнечная сварка регламентировалась документом ГОСТ 2601-84 «Сварка металлов. Термины и определения основных понятий».
В этой версии документа кузнечная сварка определяется, как «печная сварка, при которой осадка выполняется ударами молота». ГОСТ был введен в действие от 29.02.84. В октябре 1996 года вышло переиздание с изменениями. Документ утратил силу с 01.07.2010г.
Действующие
Разновидности сварки сейчас регламентируют:
- ГОСТ Р ИСО 17659-2009 «Сварка. Термины многоязычные для сварных соединений».
- ГОСТ Р ИСО 857-1-2009 «Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения».
Оба ГОСТа введены в действие от 04.08.2009.
Первый документ дает определение общего раздела – сварки давлением. Это «сварка, осуществляемая приложением внешней силы и сопровождаемая пластическим деформированием сопрягаемых поверхностей, обычно без присадочного металла». В примечании уточняется, что «сопрягаемые поверхности допускается нагревать, чтобы облегчить получение соединения» (ИСО 857-1).
А вот второй ГОСТ дает описание именно кузнечной сварки в пункте 4.1.6.12. Оно звучит: «кузнечная сварка — это сварка давлением, при которой заготовки нагреваются в печи, а шов получается в результате ударов молотом или приложения другой импульсной силы, достаточной для пластической деформации сопрягаемых поверхностей».
Где применяется
Кузнечная сварка (иначе ее называют сварка ковкой) появилась более 2000 лет назад и долгое время являлась единственным способом неразъемного соединения металлических деталей. С появлением более современных способов сварки этот метод потерял популярность. В промышленных масштабах его не используют, но в частных мастерских по-прежнему применяют.
Для чего ее используют сегодня:
- Скульпторы, кузнецы, арт-мастерские отдают ей предпочтение в художественной ковке, в создании дизайнерских объектов и конструкций из металла. Она требует минимум специального оборудования и дает интересный визуальный эффект.
- Она подходит для срочного кустарного ремонта несоответствующих деталей машин.
- В кузницах ее применяют для изготовления сельскохозяйственного инвентаря (плуги, топоры и т. д.).
- При изготовлении водосточных труб небольшого размера. Редкий случай, когда сварка давлением применяется в производстве. В основном это прерогатива ручной ковки и частных мастерских.
- Кузнечная сварка – единственный способ соединения слоев в заготовках для кованого холодного оружия. В редких случаях детали доспехов делают из нескольких слоев стали. И применяют этот метод для подготовки многослойных заготовок.
Кузнечная сварка требует очень много сил и времени, а результат напрямую зависит от мастерства кузнеца.
Процесс кузнечной сварки
Шаг 1. Очищение.
Процесс начинается с подготовки свариваемой поверхности. Качественное соединение возможно, только если с поверхности заготовок будут удалены оксидные пленки и другие загрязнения.
Шаг 2. Нагрев заготовок.
Концы заготовок нагревают до значений, превышающих температуру ковки. Низкоуглеродистую сталь доводят до 1350 — 1370˚С. Ее отличительная особенность – ослепительно белый цвет каления. Для материалов с повышенным содержанием углерода (например, сталь У7) нужна температура 1150°С. Она даст белый с желтоватым оттенком цвет каления.
При сваривании заготовок, сталь которых различается, нагрев нужно начинать с той, где меньше содержание углерода – впоследствии ее температура будет выше. Через некоторое время следует начать нагрев второй заготовки с большим количеством угля.
Шаг 3. Использование флюса. При работе с высокими температурами происходит активное образование окалины. Есть риск пережога металла. Чтобы избежать этого, используют флюс. Им посыпают заготовку в момент нагрева до 950 — 1050°С. Состав флюса бывает различный:
- Мелкий речной песок. Обязательно промытый, отделенный от глины и примесей, хорошо просушенный и просеянный.
- Силикатный песок и сода. Использовались раньше, сейчас состав не очень популярен. Некоторые мастера применяют перемолотый стеклянный бой для имитации этого состава.
- Речной песок и бура. Бура – тетраборат натрия (Na2B4O7) — составляет около 10%. Также имеет название «Borax». Смесь необходимо прокалить, чтобы максимально избавиться от воды в составе. Этот вариант действеннее, чем один песок. Бура лучше шлакуется и очищает металл. Если уголь плохо очищен и дает много шлака, использование этого вещества просто необходимо! В экстренной ситуации буру можно заменить солью.
- Чистая бура. Многие кузнецы используют ее отдельно из-за высокой температуры плавления песка.
Толстый слой флюса затрудняет работу и прогрев. Поэтому любой состав нужно наносить тонким слоем.
Покрывать деталь флюсом нужно на значительном расстоянии от огня, чтобы смесь не расплавилась в процессе.
При нагреве маленьких заготовок удобнее не посыпать флюсом, а раскаленным концом воткнуть в песок или другую смесь. Для этого состав должен находиться в металлической емкости. Потом заготовку возвращают в огонь и продолжают нагрев.
Шаг 4. Сварка.
После достижения необходимой температуры заготовки достают и очищают от шлака. Детали стыкуют или накладывают друг на друга, после чего наносят легкие и частые удары. При этом остатки флюса со шлаком выдавливаются наружу шва. Поверхности стыка в этот момент плотно прижимаются, и это защищает их от окисления. Процесс заканчивают частыми и сильными ударами от середины к краям. Это позволяет избежать непроваров, трещин, пузырьков, что в итоге увеличивает прочность всей поковки. Важно уделить внимание не только месту сварки, но и проковать участки, к нему прилегающие.
Сварка нержавейки с черным металлом
Как известно, нержавейка является одним из самых трудно свариваемых металлов. Далеко не всегда получается сварить его с другой нержавеющей сталью, не говоря уже о металле иного рода. Но все же иногда требуется сварка металла с нержавейкой для каких-либо целей и это нужно сделать как можно более качественно. Здесь требуется особый опыт, так как проблемный материал отличается повышенной текучестью, что при однородности еще как-то сносно. Но если требуется соединение с черным металлом, который не только ведет себя более вязко при сварке, но еще и имеет другую температуру плавления, то здесь возникает ряд проблем.

Сварка нержавейки и черного металла
Сварка нержавейки и черного металла требует подбора правильного режима, инструментов и расходных материалов. К примеру, присадку здесь используют только из нержавейки с марганцем и никелем, так как в ином случае будет резко падать качество шва. Количество дополнительных элементов в присадке должно быть выше, чем в самом материале, который подвергается процедуре. При самом сваривании стараются сделать шов на максимальной глубине, чтобы добиться наилучшего перемешивания материала электрода, или проволоки, нержавейки и черного металла.
Можно ли сварить черный металл с нержавейкой?На производстве, где все делается исключительно по правильной технологии практически не возникает вопросов, как приварить нержавейку к черному металлу. Ведь сваривание любых различных металлов, особенно таких, является неправильным и не отличается достаточной крепостью за счет минимальной однородности соединения. Также практически не возникает потребности в проведении такой процедуры. Но чисто с физической точки зрения такая процедура вполне реальная. В домашних условиях она встречается намного чаще, так как здесь нет потребности в точном соблюдении технологий. При самом процессе сваривания лучше придерживаться технологии, как это идет с нержавеющей сталью, а также желательно иметь опыт работы с ней. В лучшем случае, нужно знать химический состав обоих компонентов, чтобы сделать правильный выбор расходных материалов.
Способы сваркиОдним из самых простых способов соединить два эти материала является сварка нержавейки и черного металла электродом при помощи электрической сварки. Это происходит достаточно быстро и требует минимум дополнительных процедур, но здесь же возникают проблемы с качеством. Дело в том, что из-за высокой температуры сталь будет растекаться и вести себя, как вода, тогда как черный металл будет оставаться вязким. В этой же ситуации отпадают варианты сделать потолочный или вертикальный шов, так как все попросту стечет вниз. Здесь используются электроды из нержавейки с соответствующим покрытием.

Сварочный аппарат для сварки нержавейки
Вторым способом является газовая сварка, где в качестве присадки также выступает нержавеющая проволока. Текучесть материала здесь снижается, примерно, в три раза, так что этот способ более предпочтителен. В данном случае нужно дополнительно использовать флюс, который бы позволил лучше расплавить черный металл для взаимодействия. Но данный способ сложнее за счет длительной подготовки и техники безопасности использования газовых баллонов.
Сварка нержавейки и черного металла аргоном может считаться самой качественной и надежной. Здесь не используется покрытие проволоки, так как аргон выступает в роли защиты от внешнего воздействия. В то же время это сложный и дорогостоящий процесс, который не всегда рационально использовать для таких целей.

Сварка нержавейки и металла аргоном
Выбор способаЕсли вам требуется сделать что-то для домашних условий или же просто проверить, можно ли сварить черный металл с нержавейкой, то лучше использовать обыкновенную электродуговую сварку с нержавеющими электродами. Как правило, ее качества оказывается вполне достаточно для тех целей, для которых все будет использоваться. Если же детали будут подвергаться сильным нагрузкам или находятся в неудобном положении, то лучше использовать газовую сварку, так как она упростит процедуру образования шва и уменьшит, тем самым, количество ошибок. Сварка нержавейки с углеродистой сталью при помощи аргона используется редко и только для самых ответственных случаев, когда это просто необходимо.
Выбор инструментаЧтобы точно подобрать инструмент, следует точно знать конкретный состав обоих материалов. Это не всегда удается сделать, поэтому, зачастую приходится ориентироваться примерно. Для такого процесса используются следующие типы электродов:
- НИАТ-5 – отлично подходит для сварки аустенитних металлов;
- Э50Ф – используется для сваривания теплоустойчивых материалов;
- ЦТ-28 – применяется для сплавов, в которых имеется никель;
- ОЗЛ-25Б – для жаропрочных сталей.
| Толщина материалов, мм | Род используемого тока | Напряжение, В | Сила тока, А | Диаметр электрода, мм |
| 1 | постоянный | 30-60 | 2 | |
| 2 | переменный | 50-80 | 3 | |
| 4 | постоянный | 90-130 | 4 |
Перед тем как варить нержавейку, нужно провести подготовительные процедуры. Здесь нужно тщательно очистить поверхность на обоих деталях. Это производится механическим путем с помощью щетки, наждачной бумаги и в конце нужно протереть ветошью, чтобы не оставалось пыли и мусора. Когда все оборудование будет готово, следует нанести флюс на то место, где будет проходить соединение.
Здесь очень важно поставить все в максимально удобное горизонтальное положение, чтобы материал растекался равномерно. Сварка нержавейки и черного металла инвертором требует точных движений, так как нержавеющая сталь будет плавиться быстрее и нужно как можно больше захватить сторону черного металла.

Сварка нержавеющей стали инвертором
Это же происходит и при газовой сварке, только все процессы происходят несколько медленнее. Шов должен получиться максимально глубоким и широким, чтобы увеличить однородность материала в месте его прохождения. После завершения работы металлу нужно дать медленно остыть.
Контроль качества
Качество полученного соединения можно проверить при помощи следующих методов контроля:
- Керосином – что основано на капиллярном проникновении этой жидкости;
- Аммиаком – что использует принцип окраски индикаторов при его воздействии;
- Гидравлическим давлением – что может стать одновременно и проверкой прочности.
«Важно!
При заведомо слабом соединении не следует применять методы контроля с разрушением.»
Меры безопасности
Когда происходит сварка нержавейки и черного металла полуавтоматом, то нужно соблюдать правила электробезопасности. Также следует защищаться от возможного разбрызгивания стали, что может привести к тяжелым ожогам.
Кузнечная сварка
Кузнечная сварка появилась за несколько тысяч лет до нашей эры, но благодаря своим преимуществам используются и сегодня. Древние способы сварки: кузнечная и литейная не очень отличаются от современных, разве, что с развитием науки–химии появились эффективные присадки и добавки, а большое количество сплавов на основе железа и цветных металлов расширяют области применения.

Процесс кузнечной сварки
Область примененияКузнечная сварка имеет свои ограничения, но используется активно современными кузнецами. Для сварки колец, полос листового железа, обручей, подковки лошадей очень актуальна кузнечная сварка. Изготовление ножей по типу дамасской стали очень популярно среди коллекционеров, клинки известных мастеров достигают стоимости нескольких тысяч долларов. И это не зря, кузнечная сварка ламината позволяет добиться необычайно красивого узора, высоких показателей стойкости и прочности изделия.
Преимущества и недостаткиДля начала приведем положительные факторы:
- Кузнечная сварка, одна из немногих способов, позволяет соединять абсолютно несовместимые другим способом сплавы. Частично он напоминает метод пайки, но с той разницей, что части соединяются на молекулярном уровне непосредственно между собой, без участия пайкового материала (флюсы, бура используются исключительно для очистки поверхностей от оксидов);
- Нагрев металла ниже точки ликвидуса (пластичный металл, но без перехода в жидкую фазу) и отсутствие доступа воздуха, способствует сохранению химического состава, и, соответственно, первоначальных свойств стали;
- Технология торцевой кузнечной сварки позволяет вернуть и, даже улучшить, первоначальную структуру, за счет измельчения зерен, уковки пустот. При медленном охлаждении, сварной шов получается без нежелательной структуры мартенсита и бейнита и, соответственно, без внутренних напряжений, которые впоследствии становятся причиной разрушения;
- Существует большое количество современных сплавов, которые могут участвовать в композитных изделиях.
Несмотря на такие доводы, кузнечная сварка не используется в больших масштабах, почему:
- Небольшая производительность за счет медленного нагрева и штучного исполнения повышает стоимость;
- Неточность размеров готового изделия;
- Кузнечная сварка ограничивает количество обрабатываемых изделий по толщине металла, из-за неравномерного прогрева внутренней части;
- Высокая возможность испортить металл: пережечь или недогреть, что делает невозможным соединение частей и создает полную зависимость от профессионализма мастера;
- Большой риск при использовании ответственных деталей, изготовленных способом кузнечной сварки.
В зависимости от формы изделия и назначения, кузнечная сварка проводится несколькими способами:
- Встык, внахлест, в обхват — для этого метода концы сварного изделия делают выпуклыми, чтобы по мере сближения беспрепятственно удалялся шлак. Принцип этого метода состоит в том, что части соприкасаются друг с другом, разница лишь под каким углом и наклоном;
- В расщеп — метод используется для листового железа. На некотором расстоянии от концов, полосы оттягивают и надрезают на 3-5 частей, в зависимости от ширины листа, затем перекрываются друг другом, после чего проводят нагрев и ковку;
- С шашками — используется для больших деталей. Концы отковываются в угол, обычно 30-40º, затем из этого же материала отковываются накладки с таким же углом и накладываются на концы. Место нагревается и проковывается.
Сварка кузнечным способом до сих пор остается актуальной и доступной в сельской местности, где распространен гужевой транспорт.

Способы кузнечной сварки
Технология сварки«Обратите внимание!
При спаивании разнородных сплавов, необходимо первоначально нагреть сплав, который подвергается нагреву до более высоких температур. Но порошок для кузнечной сварки подсыпается на поверхность при нагреве не более чем 950-1050º С.»
Нагрев заготовки происходит в горне, в защитной атмосфере (не окислительной), для этого используют такие виды топлива: кокс, каменный уголь с низким содержанием серы (элемент снижает прочность и повышает ломкость сварного шва). Уголь должен прогореть, так вместе с ним выгорает большая часть серы, только после этого нагревают концы, подлежащие обработке.

Процесс нагрева заготовки
Температура кузнечной сварки определяется визуально, по оттенку раскаленного металла, а степень нагрева зависит от содержания углерода в стали:
- низкий углерод (до 0,3 %) t-нагрева 1350-1450º C, характеризуется ярко–белым цветом металла;
- чем выше содержание углерода, тем t-нагрева ниже, всего 1150º C – цвет металла приобретает ярко–желтый оттенок.
Кузнечная сварка – очень тонкое дело, нельзя передерживать в горне заготовку: как только рабочие части изменят цвет, заготовку сразу достают и, счистив железной щеткой окалину, начинают отковывать. Для начинающих мастеров, окажется хорошей подсказкой, что такое кузнечная сварка металла.
Оборудование для кузнечной сваркиКузнечная сварка предполагает использование специфического оборудования:
- Горн. Отличается от обычно печи возможностью повышать температуру до 1500º C;
- Наковальня;
- Кувалда и молот различного веса, наиболее востребованные 3-5 кг;
- Емкость с очищенным от примесей речным песком, которую устанавливают на горне для очищения поверхности небольших деталей от оксидной пленки (вместо использования флюсов их сразу окунают в песок).
Наиболее благоприятна кузнечная сварка для сталей с содержанием углерода до 0,4 % и минимальным содержанием таких элементов как Si, Cr, Cu, W, V, Р, S. Зато Mn, при его содержании до 0,8 % улучшает пластические свойства металла и благоприятно сказывается на протекании работ.
При нагреве до высоких температур, поверхность начинает окислятся, образуя FeO, SiO, Al2O3. Пленка из этих оксидов превращается в промежуточный слой, который препятствует свариванию. Повышенным содержанием оксидов отличается кузнечная сварка нержавейки, а также шарикоподшипниковых, алюминиевых, высокоуглеродистых сплавов.
Чтобы исключить негативное влияние оксидов, используется кузнечная сварка бурой, вещество, которая при соединении с ними, образует шлаковый слой, сохраняющий поверхность от дальнейшего окисления во время нагрева. Перед началом операции, шлак удаляется. Для формирования шлака используется флюс для кузнечной сварки, его химический состав может изменяться, в зависимости от компонентов. Флюс расплавляет оксидную пленку и препятствует созданию новых оксидов. Одним из компонентов флюса является бура для кузнечной сварки, она имеет постоянный химический состав, и для легкоплавких сталей может использоваться самостоятельно.
Техника безопасностиКузнечная сварка это, прежде всего, опасный вид занятий, связанный с использованием:
- открытого огня;
- искр;
- повышенного теплоизлучения;
- химически активных веществ – флюсов.
Поэтому рабочее место должно отвечать всем требованиям пожарной технике безопасности, использоваться СИЗ из огнестойких материалов. Для защиты зрения должны использоваться очки. На рабочем месте должна находиться аптечка с препаратами для оказания первой медицинской помощи:
Еще немного о структуре укованного металлаУкованный металл — самый качественный. В любом сплаве всегда присутствует большое количество деформаций, появляющихся при литье, термомеханической обработке, неметаллических включениях, химической и дендритной ликвации. Ковка устраняет многие из них:
- Дробит дендритные (неравномерные, удлиненные) зерна;
- Устраняет пустотелость, вызванную появлением вакансий в кристаллической решетке из-за химической неоднородности металла;
- Измельчает экзогенные неметаллические включения, уменьшая их влияние на структуру.

Кузнечная сварка металла
Такие же свойства имеет и кузнечная сварка.
Заключение
Кузнечная сварка дает принципиально новое направление в производстве, где вместо нагревательных печей используются выносные горелки, а вместо молота и наковальни – прокатка прижимными валками. Таким образом, кузнечная сварка металла внедряется и в промышленные масштабы, позволяя изготавливать изделия, где другой способ был бы нерациональным. Другими словами: «Мы извлечем отсюда столько рационального и полезного, сколь только сможем»
Что такое кузнечная сварка? Полное руководство для начинающих

Кузнечная сварка - это, по сути, самый древний способ соединения двух кусков металла вместе. Некоторые утверждают, что она существует уже почти 4 000 лет, начиная с того времени, когда люди научились выплавлять железо из железной руды, что, вероятно, первоначально было сделано в Турции.
Что такое кузнечная сварка?
Кузнечная сварка - это процесс, при котором два куска металла нагреваются и скрепляются вместе, как правило, с помощью молота. В отличие от большинства современных методов сварки, металлы не расплавляются. В наше время кузнечная сварка обычно является автоматизированным процессом.
В большинстве статей о кузнечной сварке используются довольно сложные технические термины, что означает, что вам придется прочесть много дополнительной литературы, чтобы понять, что происходит.
В этой статье мы постараюсь изложить все максимально доступно для обывателя. Кузнечная сварка - это очень весело и удивительно интересно.
Чем кузнечная сварка отличается от сварки плавлением
Большинство современных видов сварки основаны на плавлении. Другими словами, металл расплавляется до жидкого состояния. Энергия сосредотачивается в строго локализованной области.
Кузнечная сварка выполняется, пока оба куска металла остаются твердыми. При этом металл в ходе процесса не становится жидким. Тепло обычно прикладывается к очень большой площади, часто ко всей заготовке.
Вместо плавления, при котором материалы расплавляются в жидкое состояние, диффузионное соединение в твердом состоянии при кузнечной сварке происходит по-другому:
- Нагретый металл становится более пластичным, что в основном означает, что он более податлив и поддается формовке.
- Приложенное давление (обычно от удара молотком) заставляет молекулы соединяться вместе, пока они не соединятся в один цельный фрагмент.
Таким образом, нагревая металл, мы позволяем двум частям идеально прилегать друг к другу, пока атомы сами не смешаются и не соединятся благодаря диффузии.
Кузнечная сварка обычно выполняется, когда металл находится где-то между 60-70% от температуры плавления металла (хотя технически можно выполнять кузнечную сварку при 50-90%). Обычно сталь при таком нагреве имеет ярко-желтый цвет. Это позволяет металлу пластически деформироваться (поддаваться формовке), чтобы получить контакт, необходимый для диффузии.
Помимо того, что сам процесс отличается, результаты кузнечной сварки также отличаются от того, что вы обычно видите при современной сварке плавлением:
Металл, сваренный кузнечной сваркой (если она выполнена правильно), является непрерывным и однородным. Вы не увидите шва или другого вида соединения при шлифовке или полировке, в отличие от обычной сварки. Если все сделано правильно, он становится одним цельным куском. Хотя добиться такого хорошего результата нелегко.
При более традиционных методах сварки вы получаете зону плавления только там, где непосредственно проходит сварной шов, а присадочный материал не идентичен основному материалу. А деталь держится только на самом сварном шве. В отличие от кузнечной сварки, при которой прочно соединяются все соединяемые поверхности. В зависимости от типа соединения, кузнечная сварка может быть значительно прочнее многих других методов.
Однако следует отметить, что существует еще несколько интересных видов сварки, которые могут иметь схожий с кузнечной сваркой результат. Например, сварка трением - распространенный способ соединения двух разных типов металла вместе, как в случае с большими спиральными сверлами. Высокоуглеродистая и низкоуглеродистая деталь вращаются друг против друга на высоких оборотах, затем прикладывается давление, что приводит к быстрому нагреву металла.
Вращение останавливается и два куска стали при сплавляются вместе. Именно поэтому некоторые сверла имеют более высокоуглеродистую, твердую сталь на режущей кромке и более жесткий, менее хрупкий хвостовик.
В некоторых отношениях этот процесс очень похож на кузнечную сварку.
Какие металлы можно подвергать кузнечной сварке?
Наиболее распространенными металлами, которые можно сваривать кузнечной сваркой, являются сталь и железо. Алюминий и титан также хорошо поддаются кузнечной сварке. Как правило, нержавеющая сталь, медь и ее сплавы (латунь, бронза) не поддаются кузнечной сварке.
Однако это не означает, что кузнечная сварка невозможна. Mokume gane (произносится как мо-ку-май га-най) - это японский вид многослойной обработки металла, при котором используются такие металлы, как золото, серебро и медь, для получения узорчатых многослойных деталей, которые традиционно использовались для декоративных элементов на мечах.
В результате получилась древесная зернистость, похожая на дамасскую сталь. На самом деле, Mokume gane переводится как что-то вроде "древесно-зернистый металл". Сегодня вы можете найти интересные современные украшения из этого материала, которые в последние годы становятся все более популярными.
Прочна ли кузнечная сварка?
В некоторых случаях кузнечная сварка может быть даже прочнее, чем сварка плавлением. В идеально выполненном кузнечном шве сам шов так же прочен, как и исходный материал. Современные цепи по-прежнему обычно свариваются кузнечной сваркой.
Однако есть много вещей, которые могут пойти не так, и ослабить сварной шов. Хотя, это относится к любому виду сварки. Ничто не является по-настоящему нерушимым.
Например, если на свариваемых поверхностях есть какие-либо загрязнения (грязь, окалина и т.д.), то сварной шов будет ослабленным. Если детали неправильно подогнаны молотком, могут образоваться участки, которые расслаиваются и впоследствии могут расколоться.
Если внешняя сторона сварного шва не выровнена и не обработана должным образом, могут возникнуть очаги напряжения, которые могут растрескаться.
Так является ли кузнечная сварка прочной? Может быть.
Различные виды соединений кузнечной сварки
Соединения при кузнечной сварке обычно продумываются несколько иначе, чем при сварке MIG. Это связано с тем, что прочность достигается другим способом.
Кузнечная сварка полагается на максимальный контакт с поверхностью. Это означает, что для каждого соединения необходимо продумать, как обеспечить максимальный контакт между соединяемыми деталями.
Вот несколько примеров:
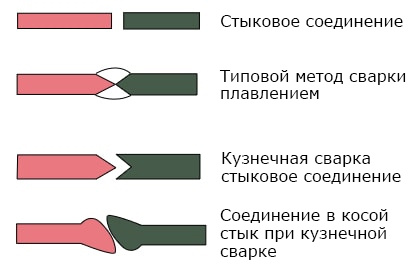
В приведенном выше примере видно, что, добавив выемку мы можем увеличить площадь поверхности соединения, что положительно скажется на соединении.
Почему кузнечная сварка не распространена?
Причина, по которой кузнечная сварка не так распространена, как раньше, заключается в том, что это сравнительно медленный процесс, который не подходит для всех областей применения, и для его применения требуется значительное количество навыков.
Как правило, свариваемый предмет должен помещаться в кузницу для нагрева. Это может затруднить кузнечную сварку больших деталей или предметов неудобной формы.
Кроме того, требуется время, чтобы нагреть деталь до температуры кузнечной сварки. Сравните это с дуговой сваркой в вашем гараже, которая требует лишь переключения выключателя питания и установки зажима заземления.
Однако для некоторых областей применения кузнечная сварка является идеальным решением.
Например, в топорах хорошего качества долото состоит из двух разных видов стали. Основная часть долота (головки топора) изготовлена из низкоуглеродистой стали, а режущая кромка - из высокоуглеродистой.
Это позволяет получить прочный топор, который отлично держит кромку, а также не требует больших затрат из-за стоимости высокоуглеродистой стали.
Кузнечная сварка обеспечивает наиболее надежное соединение этих двух сталей, превращая их, по сути, в один цельный кусок.
Для чего используется флюс?
Флюс используется для защиты материала от контакта с кислородом во время кузнечной сварки. Он также может удалить некоторые примеси и помочь вам получить более чистый сварной шов.
Одним из наиболее распространенных видов флюса является бура, также известная как борат натрия. Она обычно используется в качестве бытового чистящего средства или усилителя стирального порошка, поэтому ее довольно легко найти.
Насколько сложно научиться кузнечной сварке?
Кузнечная сварка - это определенно не то, что нужно пробовать в первый раз, когда вы берете в руки молот, но это то, что обычно практикует кузнец среднего уровня. Конечно, все зависит от того, что вы пытаетесь сварить кузнечным способом, и от того, какую кузницу вы используете.
Одна из самых распространенных рекомендаций - просто найти ближайшие кузнечные курсы и посетить их. За один день вы, вероятно, узнаете больше, чем за несколько недель 10-минутных уроков на YouTube и самостоятельной работы.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Читайте также: