Кузовной ремонт сварочные работы
Обновлено: 12.05.2024
Кузова современных легковых автомобилей представляют собой сложную пространственную систему, рассчитанную на статические нагрузки, динамическую прочность и жесткость. Являясь несущим, кузов воспринимает нагрузки через тонкостенные элементы силового каркаса, а также внутренние и наружные панели. В нормальных условиях эксплуатации такие кузова надежно служат по 10…12 лет и более. Однако при дорожно-транспортных происшествиях и при езде на повышенных скоростях по выбитым дорогам в кузове возникает остаточная деформация или разрывы элементов. Такие дефекты кузовов подлежат восстановлению, в том числе методами сварки.
В зависимости от степени деформации кузова устанавливается следующая классификация перекосов.
- Перекос проема – боковой двери, ветрового окна или заднего окна – это повреждение кузова с нарушением геометрических параметров проема сверх допустимого предела.
- Несложный перекос кузова – повреждение кузова с нарушением геометрических параметров проема капота или крышки багажника (двери задка) сверх допустимого предела без нарушения геометрии основания кузова, каркаса салона, дверных и оконных проемов, за исключением зазоров дверей с передними и задними крыльями.
- Перекос кузова средней сложности – одновременное нарушение геометрических параметров проемов капота и крышки багажника (двери задка) или повреждение кузова с нарушением геометрических параметров передних или задних лонжеронов сверх допустимого предела без нарушения геометрии каркаса салона (при отсутствии в конструкции автомобиля поперечины переднего моста — только задних лонжеронов).
- Сложный перекос кузова – одновременное нарушение геометрических параметров передних и задних лонжеронов, повреждение кузова с нарушением геометрических параметров передних или задних лонжеронов и каркаса салона или только передних лонжеронов для автомобилей, в конструкции которых отсутствует поперечина переднего моста (сверх допустимого предела).
- Перекос кузова особой сложности – повреждение кузова с нарушением геометрических параметров передних и задних лонжеронов и каркаса салона сверх допустимого предела.
Кроме того, к дефектам кузовов, кабин и рам автомобилей и тракторов относятся такие повреждения:
- усталостные трещины, в том числе в сварных швах;
- ослабление резьбовых и заклепочных соединений;
- коррозионное разрушение;
- разрывы металла;
- прогибы, вмятины.
Анализируя параметры классификации дефектов кузова, можно сделать вывод: восстановить геометрию кузова и его проемов, устранить перекосы возможно только с помощью специального оборудования, при этом используя в ремонтных операциях методы гидравлической и ручной правки, а также сварочные работы с последующим контролем всех геометрических параметров кузова.
В зависимости от степени повреждения или коррозионного разрушения кузовной детали предусматриваются следующие виды ремонта при снятых узлах и деталях, препятствующих проведению рихтовочных, сварочных и окрасочных работ:
- ремонт 0 – устранение повреждений на лицевых поверхностях кузова без повреждения окраски;
- ремонт 1 – устранение повреждений в легкодоступных местах (поверхности детали);
- ремонт 2 – устранение повреждений со сваркой, или ремонт 1 на поверхности детали, деформированной до 50 %;
- ремонт 3 – устранение повреждений со вскрытием и сваркой, частичной реставрацией детали до 30 %;
- ремонт 4 – устранение повреждений с частичной реставрацией детали на поверхности свыше 30 %;
- частичная замена – замена поврежденной части детали кузова ремонтной вставкой (из номенклатуры запасных частей);
- замена – замена поврежденной детали кузова деталью из запасных частей;
- крупноблочный ремонт – замена поврежденных частей кузова блоками деталей от выбракованных кузовов с разметкой, отрезкой, подгонкой, вытяжкой, рихтовкой, сваркой последних.
Из всей гаммы ремонтных работ при восстановлении кузова автомобиля около 30 % занимают работы, связанные со сваркой, – заварка трещин, вварка заплат, приварка элементов и т. д.
При ремонте кузовов и рам автомобилей применяются в основном четыре способа сварки:
- механизированная сварка в среде углекислого газа;
- газокислородная;
- контактная точечная;
- сварка «электрозаклепками».
Наиболее подходящим способом сварки для проведения кузовного ремонта является полуавтоматическая сварка плавящимся электродом в среде углекислого газа.
Механизированная сварка при ремонте кузова
Преимущество ее состоит в том, что сварщик, работая, может лучше наблюдать за ходом процесса и горением дуги. Достоинствами этой сварки также являются хорошее использование тепла сварочной дуги, вследствие чего обеспечивается высокая производительность; возможность вести ее во всех пространственных положениях; ремонтировать малые толщины; осуществлять на весу и без подкладки.
При ремонте кузова применяют проволоку марок Св-08ГС, Св08Г2С, Св-12ГС и другие диаметром 0,8 и 1 мм. Более высокими сварочными свойствами обладает проволока Св-08Г2С, позволяющая получать плотные швы без пористости, поскольку в ее составе присутствует достаточно большое количество раскислителей – марганца и кремния.
Для сварки используется сжиженный углекислый газ (пищевая углекислота), поставляемый в баллонах черного цвета с желтой надписью под невысоким (5…6 МПа) давлением. В стандартный баллон вместимостью 40 л заливается 25 кг углекислоты, из которой образуется 12,725 м3 газа. Этого количества газа хватает на 12…15 часов непрерывной работы.
В качестве оборудования при сварке кузовов, кабин и оперения применяют полуавтоматы MIG 305C/S; ПДГ-270; ПДГ-3020;
ПДГ-525 А-547У, А-825 и другие (рис. 1), рассчитанные на подачу электродной проволоки диаметром 0,8…1,2 мм. Эти полуавтоматы комплектуются малыми и большими горелками, предназначенными для сварки токами соответственно 150 и 300 А.

Рис. 1. Сварочные полуавтоматы, применяемые для ремонта кузовов и кабин автотранспорта и тракторов сваркой в среде защитных газов: 1 – MIG 305C/S; 2 – ПДГ-270; 3 – ПДГ-3020; 4 – ПДГ-525
Из всех полуавтоматов самый малогабаритный и легкий подающий механизм имеет полуавтомат А-547У, который позволяет подвешивать его на плечо сварщика, но лучше все-таки его закреплять вместе с катушкой проволоки на тележке, удобной для перемещения. Пульт управления полуавтоматом монтируется на передней стенке источника питания, в качестве которого обычно используют выпрямитель ВС-300 (рис. 2).
Рис. 2. Полуавтомат сварочный А-547У в комплекте с выпрямителем ВС-300Б
Прежде чем приступить к сварке в среде углекислого газа, необходимо позаботиться о подготовке проволоки, деталей, а на образцах проверить правильность выбранного режима. Применяемая для сварки электродная проволока должна быть очищена от ржавчины, так как
Чтобы избежать нарушения процесса сварки, выходящий конец электродной проволоки должен иметь плотный контакт с токоподводящим наконечником, диаметр отверстия которого может быть лишь на 0,2…0,3 мм больше диаметра проволоки.
Если подлежащие ремонту кузов, кабина или оперение поступают на сварку вскоре после снятия с них краски и мойки, то практически дополнительная подготовка не требуется, кроме как рихтовка соответствующих поверхностей и хорошая подгонка мест сварки. Если же они имеют ржавчину или другие загрязнения, то их следует зачистить стальной щеткой. Основными параметрами режима сварки являются сила сварочного тока, напряжение дуги, скорость подачи и вылета электродной проволоки. Силу сварочного тока устанавливают в зависимости от диаметра применяемой проволоки и толщины свариваемого металла.
Механизированную сварку кузовных деталей толщиной 1…1,5 мм ведут на следующих режимах: сила тока – 100…120 А, напряжение – 18…20 В, расход газа – 6…9 л/мин, вылет электрода – 9…13 мм.
Уменьшение или повышение напряжения приводит к чрезмерному укорочению или удлинению дуги и нарушает процесс сварки. Величина напряжения имеет особенно важное значение при сварке тонкого металла. Скорость подачи проволоки подбирают практически так, чтобы дуга горела устойчиво при данном токе и напряжении.
Расход углекислого газа должен обеспечивать надежную защиту сварочной ванны от окружающего воздуха. В зависимости от этого условия определяется и наиболее целесообразное положение мундштука относительно поверхности сварочной ванны. Расстояние между мундштуком и поверхностью детали при напряжении 18…20 В сохранять в пределах 8…13 мм, а угол наклона электрода к вертикали – 15…20°.
Перемещение электрода должно быть равномерным на протяжении всей сварки и без поперечных колебаний. Лучше вести ее «углом вперед», это уменьшает глубину проплавления основного металла и увеличивает ширину валика. При сварке стыковых соединений из тонкого металла лучше, если между деталями зазора вообще не будет, во всяком случае, он должен быть минимальным, не более 0,5 мм. При невозможности обеспечить это условие необходимо во избежание прожогов подкладывать под свариваемые детали шину (подкладку) из меди.
С течением времени даже при хорошо отлаженном режиме сварка может разладиться: начинается разбрызгивание металла, менее устойчиво горит дуга, заедает проволока. Эти неполадки происходят из-за чрезмерной выработки отверстия мундштука, засорения спирали шланга металлическими частицами. Чтобы предупредить это, необходимо периодически, один раз в месяц, извлекать спираль из шланга и промывать ее в керосине.
Пример выполнения сварочных работ на кузове автомобиля приведен на рис. 3.

Рис. 3. Заваренный участок переднего лонжерона кузова автомобиля механизированной сваркой в среде углекислого газа
При газовой сварке кислородно-ацетиленовым пламенем панелей кузовов и крыльев автомобилей применяются инжекторные горелки типа ГС-53 с наконечниками № 1 и 2. Диаметр присадочной проволоки (d) при толщине свариваемого металла (S) менее 10 мм принимают по эмпирической формуле
Угол наклона горелки к свариваемой поверхности также зависит от толщины металла. При увеличении толщины металла нужна большая концентрация тепла и, соответственно, больший угол наклона горелки относительно ремонтируемой поверхности.
Технология заварки трещин зависит от их длины. Участок, где обнаружена трещина, при необходимости предварительно выправляют ударным и опорным инструментом, зачищают до металлического блеска и с помощью мело-керосиновой пробы устанавливают границы протяженности трещины. Окончания трещины следует засверлить сверлом диаметром 3…5 мм.
При коротких трещинах, выходящих на кромку детали, сварку ведут в направлении к кромке и усиливают приваркой к кромке шва (с обратной стороны детали) полоски стали толщиной 3…4 мм и шириной 10…12 мм.
Если трещина расположена между двумя заклепочными отверстиями или от заклепочного отверстия выходит на кромку, заклепки следует удалить, заварить трещину, после чего разделать отверстия и снова заклепать.
Дуговая сварка электрозаклепками
При сварке электрозаклепками в большинстве случаев применяетсядуговойпроцессбезперемещениядугиибезподачиэлектродной проволоки в зону дуги. Сварка электрозаклепками осуществляется с помощью переносных или стационарных электрозаклепочников. Как правило, электрозаклепками соединяют свариваемые детали внахлестку. Сущность процесса состоит в следующем.
Электродная проволока или стержень из электродной проволоки диаметром 3…6 мм укрепляется в специальном держателе-электрозаклепочнике с контактным наконечником и закорачивается на изделии в месте постановки заклепки. Затем вся зона вокруг электрода засыпается сварочным флюсом или защищается подаваемым в зону контакта углекислым газом. Напряжение от источника питания постоянного или переменного тока подводится к свариваемой детали и к электроду через токоподводящий наконечник заклепочника. Возбуждается дуга, которая оплавляет конец электрода и проплавляет поверхность изделия. Дуга горит, оплавляя электрод, и таким образом удлиняется до тех пор, пока не наступит ее естественный обрыв. Полученный расплавленный электродный металл вместе с металлом изделия образуют при кристаллизации заклепку. Соединение электрозаклепками получается достаточно прочное, выглядит внешне аккуратнее, чем крепление саморезами или болтами.
Рама автомобиля
Рама предназначена для крепления кузова и всех механизмов автомобиля. Рама воспринимает вертикальные нагрузки от веса автомобиля, толкающие и скручивающие усилия, возникающие при движении, а также находится под воздействием динамических нагрузок (толчков и ударов) при переезде дорожных неровностей. Раму имеют все грузовые автомобили, легковые автомобили высшего класса и некоторые автобусы. На современных автомобилях применяются рамы двух типов – лонжеронные и хребтовые (рис. 4). Первые имеют наибольшее распространение.
Рама автомобиля штампованная, клепаная, состоит из двух лонжеронов швеллерного сечения, переменных по длине, соединенных поперечинами. В передней части рама снабжена передним буфером с двумя буксирными вилками. На задней поперечине рамы грузовых автомобилей установлено тягово-сцепное устройство с резиновыми упругими элементами, обеспечивающими двухстороннюю амортизацию. Автомобили различных моделей и комплектаций имеют рамы, различающиеся длиной в зависимости от базы; количеством и конструкцией поперечин; усилительными накладками и их конструкцией; кронштейнами и их положением.
Рама может иметь следующие дефекты: погнутость продольных балок и поперечин, повреждение кронштейнов, ослабление посадки заклепок в отверстиях, износ отверстий заклепок, трещины, проходящие через заклепочные отверстия и в сплошном металле.
Плотность заклепочных соединений проверяется обстукиванием головок заклепок молотком. Если заклепки утратили прессовые посадки, они свободно перемещаются в отверстиях.
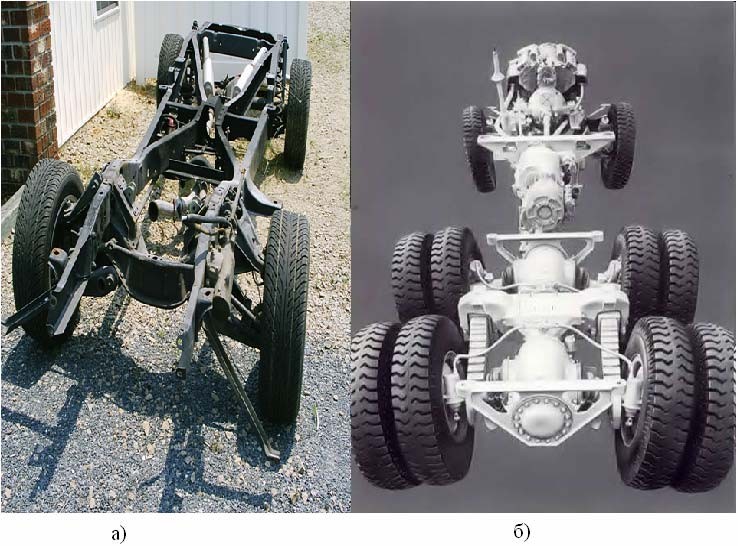
Рис. 4. Типы рам автомобилей: а – лонжеронная; б – хребтовая
Погнутость продольных балок определяется по кривизне верхней полки. Она должна быть не более 2 мм на длине 1000 м и 5 мм на всей длине балки. Погнутость балок и поперечин устраняется правкой без нагрева на прессе с помощью специального приспособления.
Трещины в продольных балках и поперечинах по концам засверливаются сверлом диаметром 5 мм, разделываются и завариваются. Заварка трещин может производиться ручной дуговой сваркой электродами МР-3 или УОНИ 13/55 диаметром до 4 мм на постоянном токе силой до 200 А. Сварной шов и поверхность на расстоянии 3…4 мм по обе стороны от него для увеличения предела выносливости соединения упрочняются наклепом (рис. 5). Заварка трещин может осуществляться и с помощью газокислородной сварки с подачей присадочной проволоки.
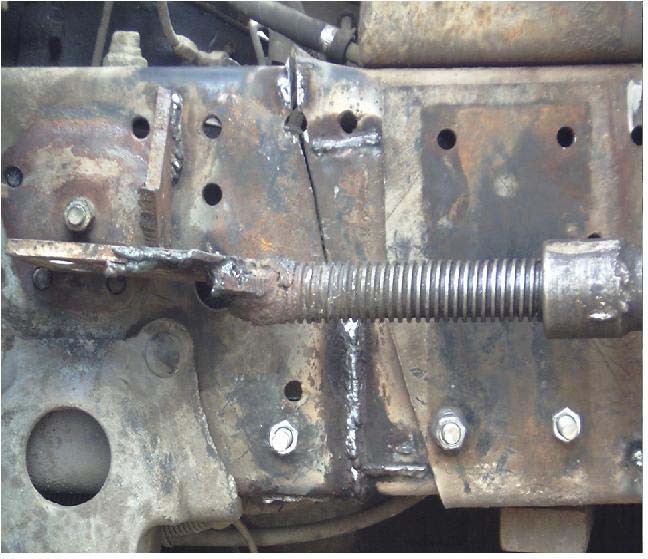
Рис. 5. Внешний вид трещины рамы и заваренного ее участка
Заклепки, потерявшие прессовую посадку, срубаются или высверливаются и вместо них устанавливаются новые. Новые заклепки расклепываются с предварительным подогревом или без него. Машинная клепка производится без подогрева гидравлическими клепальными установками МАЗ 62/350. Производительность такой клепки достаточно высокая.
Что нужно новичку, чтобы начать сварочные работы по кузову

ВНИМАНИЕ! В настоящей заметке изложен один из множества вариантов, доступных новичкам, по началу сварочных работ по кузову автомобиля. Данный вариант основан на опыте автора и призван продемонстрировать решение двух основных задач, встающих перед новичком:
1) какое оборудования и оснащение приобрести, чтобы выполнить работы и не слишком потратиться.
2) как выполнять сварочные работы.
ОСОБОЕ ВНИМАНИЕ! В данной заметке описывается то, чем пользуется сам автор (т.е. я лично). Все кто попытается обвинять меня в рекламе — идите … мимо!
Часть 1. Оборудование и оснащение.
Минимальный набор оборудования составит:
1) Болгарка с диаметром круга 115 мм и мощностью 300 — 450 Watt. Крупнее брать не стоит, т.к. не удобно будет делать резы на локальных участках кузова. Круги к ней толщиной от 1 (для большинства панелей) и 2 мм (для лонжеронов). Круглая кор-щётка. Диск зачистной (образивный) толщиной 5-6 мм (для стачивания излишков сварки.
2) Насадка на болгарку типа ленточный гриндер (напильник) для зачистки/шлифовки в узких местах

, и ленты к нему.
3) Сварочный аппарат Aurora Overman 160 или 180 и бобина самозащитной порошковой проволоки E71T-GS.


И сверла для точечной сварки. Как изготорвить такие самому из свёрел по металлу, можно почитать ЗДЕСЬ
5) Ручной инструмент: молоток слесарный, зубило, набор свёрел по металлу, ручная кор-щётка с металлической щетиной.
6) Набор рихтовочных инструментов для грубых работ


такой шлем удобен при работах в арках крыльев или лежа под автомобилем. Искры окалины не залетают в уши и за шиворот.
8) Респиратор с фильтрующими элементами

9) Сварочные зажимы (клещи)

Вопросы на ответы по списку выше.
Вопрос: Почему сварочный аппарат Aurora Overman 160 или 180?
Ответ: Это один из немногих аппаратов профессионального качества и назначения, доступный по бюджетным ценам, т.е. до 30 000 руб. Аппарат прост в устройстве, надежен, не требователен к опыту сварщика. Позволяет подстраиваться под разные задачи.
Вопрос: Почему самозащитная порошковая проволока E71T-GS?
Ответ: Самозащитная порошковая проволока — по сути очень похожа на плавящийся покрытый электрод, только состав, генерирующий защитный газ вокруг дуги, помещён внутрь проволоки. Такой проволокой можно осуществлять сварку в тех же условиях, что и плавящимся покрытым электродом, т.е. даже под открытым небом и при несильном ветре. Баллон с газом, газовый редуктор с манометром и расходомером, подогреватель CO2 не нужны. На этом экономится около 15 000 руб. Но такая проволока дымит, а место сварки покрывается шлаком, который нужно очищать.
3) ВАЖНО!
а) Сварку нужно вести на прямой полярности, т.е. на горелку должен быть подключен "-". Такой режим дает максимальное тепловложение в материал кузовных панелей, что позволяет производить сварку на более низких токах и в более щадящем (по зоне отжига металла) режиме.
б) Сварку необходимо выполнять углом назад, оттесняя шлак в хвостовую часть ванны. Иначе шлак будет попадать в сварную ванну, и шов получится пористый!

Универсальная самозащитная проволока для кузовных работ — E71T-GS толщиной 0,8 мм. Такая проволока предназначена для сварки низкоуглеродистых и низколегированных сталей, а это означает, что прочность материала шва выше чем у стали кузовных панелей, и близка к прочности стали лонжеронов и иных элементов кузова из низколегированных сталей.
Пример:
ESAB CORESHIELD 15
Не стоит экономить на качестве проволоки! Одна бобина в 5 кг. позволит Вам не только освоить сварочный процесс, но провести работы по ремонту около 50% кузова автомобиля класса С, включая кузов универсал. Плюсом будет исключение влияния качества проволоки на процесс сварки, что даст более быстрое освоение процесса.
Часть 2. Обучение работы со сварочным полуавтоматом Aurora Overman 160 или 180
В самом начале смотрим следующие видеоролики (и не слушаем советчиков, говорящих, что средняя крутилка на Overman регулирует силу тока!):
(особенно важно осознать!)
Как видно из первого видео (из из опыта автора), сварка листового металла толщиной до 1мм (т.е. 90% кузовных элементов) может осуществляться в режиме: напряжение 14,5 В, подача (а) 40, индуктивность от 1 до 5.
Точечная сварка через просеченное отверстие может вестись в режиме напряжение 15,5-16 В, подача (а) 60-70, индуктивность от 1 до 5.
Для тренировки найдите куски металла толщиной 0,8 — 1 мм и пробуйте сваривать в стык, сквозь просеченное отверстие, в нахлест, экспериментируя (в небольших пределах) с настройками.
Перед сваркой металл должен быть очищен до блеска от лакокрасочных и цинковых покрытий, смазок, грязи и ржавчины. Используйте круглую кор-щетку для болгарки. Небольшие остатки вкраплений ржавчины или цинкового покрытия проволока E71T-GS переносит спокойно.
Варить тонкий металл лучше точками с шагом 2,5 см, интервалом охлаждения металла в несколько минут перед следующим проходом. При каждом новом проходе точки ставятся по центру между ранее нанесенными точками.
После каждого прохода зачищайте точки и промежутки между ними корщёткой до блеска!
Какой должен быть результат?
1. Звук сварки должен быть слышен как ровномерное шипение/жужжание.
2. Сварочный шов должен быть округлым и слегка выпуклым, не более 3 — 5 мм в ширину, покрыт ровномерным тонким слоем шлака\нагара, не должен иметь пор/кратеров/дыр.
3. При сварке в стык, валик шва должен быть с обеих сторон (с обратной стороны тоньше и менее выпуклый).

4. При сварке встык и через просеченное отверстие с обратной стороны должно быть отчетливо видно проплавление металла (тонкая линия обратного шва, или бугорок для точечной сварки).
5. Сваренные детали не должны легко разделяться при сгибе по шву или разведении деталей в стороны после точечной сварки или внахлёст. Разрыв металла должен происходить по краю шва (точки), но не по самому шву.
Удачи, и не бойтесь начинать! Но и кидаться сразу, без тренировки, на автомобиль с инструментом не стоит :)
Сварка в кузовном ремонте

Важно отметить, что сварка листов тонкого металла очень отличается от сварки деталей, сделанных из толстого металла. При сварке деталей из толстого металла не приходится беспокоиться по поводу тепловой деформации и искривления металла. Толстый металл противостоит деформации по причине своего объёма, в котором рассеивается тепло, как в радиаторе. Самое главное в такой сварке – проникновение сварочного металла, качество и прочность шва. При сварке толстого металла, такая проблема, как прожигание сваркой металла до дырки, также, отсутствует. Если же взять сварку тонких листов металла, которая часто используется при ремонте кузова, то все перечисленные проблемы становятся первостепенными.
Вы можете иметь отличные навыки владения сваркой металлических конструкций из толстого металла, но не все эти умения могут пригодятся при сварке автомобильного листового металла. Для применения сварки в кузовном ремонте нужно нарабатывать индивидуальный опыт, учитывая особенности характеристик металла кузовов автомобилей. Если Вы знакомы с газовой и полуавтоматической сваркой, то это поможет при изучении и обучении сварки тонколистового металла.
Есть одно сходство между электродной и газовой сваркой толстого металла и тонколистового автомобильного металла. У толстых и тонких металлов, сваренных качественно и прочно, шов выглядит одинаково ровным и красивым.
Типы сварочных соединений в кузовном ремонте

Сварочные соединения в кузовном ремонте делятся на три категории: встык, внахлёст и соединение внахлёст с пазом.
Сварное соединение встык наиболее сложное для новичка. Но после практики и понимания принципа, это соединение не сложно сделать с помощью хороших сварочных аппаратов MIG / MAG или TIG .
Соединение встык делается, когда листы металла стыкуются краями друг с другом с небольшим зазором между ними. Зазор необходим, так как металл расширяется при сварке.
Соединения внахлёст делается с небольшим наложением листов металла друг на друга. В этом случае сваривается край одного листа с частью листа, которой он касается с одной или с двух сторон. Это создаёт двойную толщину металла в месте, где листы заходят друг на друга.
Соединение внахлёст с пазом требует применения специального инструмента для подготовки одного из листов. Далее край одного листа подсовывается под фланец другого и приваривается. С лицевой стороны всё выглядит, как непрерывный лист металла. Выпуклость остаётся с обратной стороны. Края листов, иногда, провариваются с двух сторон, чтобы герметизировать стык.

Инструмент для подготовки металла для соединения внахлёст с пазом
Существует ряд проблем с соединением внахлёст и внахлёст с пазом. Одна из которых — необходимость сваривать соединение дважды, если хотите, чтобы оно было герметичным. Следующая проблема заключается в том, что при сварке соединения с обеих сторон, будет выделяться тепла в два раза больше. Это влияет на деформацию металла. В итоге можно сказать, что нет никаких преимуществ при применении сварочного соединения внахлёст. Единственное их преимущество в том, что такое соединение делать легче для новичка. Исключение при обязательном применении такого вида соединения составляют случаи, когда нужно скопировать заводское сварное соединение внахлёст и, когда нет доступа для создания соединения встык.
Соединение встык предпочтительнее применять при наложении металлических заплат и ремонтных вставок.
Фиксация
Очень неудобно делать сварной шов, если привариваемая деталь не закреплена. Хорошая фиксация обеспечивает стыковку и нужный зазор между листами металла.

Различные крепления, используемые для фиксации деталей перед сваркой
Существует множество методов фиксации деталей перед сваркой. Выбор зависит от ситуации и от предпочтений. К примеру, магниты подойдут для фиксации заплатки перед её приваркой, но будут бесполезны для удержания на месте заднего крыла автомобиля.
Среди множества фиксирующих методов и приспособлений основными являются: зажимные щипцы различных конфигураций, специальные магниты, сварочные зажимы для соединения встык (edge clips), струбцины. Каждый из перечисленных способов фиксации представляет целый класс фиксирующих приспособлений и существует в различных формах, размерах и конфигурациях. Есть приспособления, специально разработанные для фиксации соединений стык, внахлёст и внахлёст со смещением.
Зажимные щипцы можно назвать основными фиксирующими приспособлениями, которые применяют при сварке в кузовном ремонте. Ограничение их в том, что необходимо место, чтобы установить зажимные щипцы. Ими можно воспользоваться, если место, которое нужно зафиксировать, расположено не дальше 30 – 40 см от места, где возможно установить зажимные щипцы. При этом щипцы достаточно громоздкие и неуклюжие.

Сварочные зажимы для соединения встык
Сварочные зажимы для соединения встык могут применяться при фиксации ремонтных вставок. Требуют наличия доступа с обратной стороны панелей. Легко устанавливаются и снимаются, а также не мешают при сварке.
Такие зажимы обеспечивают аккуратную стыковку краёв с ровным небольшим зазором. Позволяет отрегулировать и установить листы разной толщины для сваривания. Позволяет выравнивать поверхности по одной линии.
Они не приспособлены для использования на сильно изогнутых , но очень удобны при фиксации прямых панелей.
Сварка маленьких сегментов в большую конструкцию
Иногда приходится изготавливать какую-либо панель или ремонтную вставку сложной формы из нескольких простых сегментов. Многие профессиональные специалисты, занимающиеся формовкой металла и ремонтом кузова, практикуют такой способ. Это бывает необходимым, если оборудование, либо профессиональные навыки не позволяют сделать нужную панель из одного листа металла.
Интересно отметить, что в прошлом, некоторые производители делали панели сложной формы из маленьких сегментов, сваренных вместе. Впоследствии этот способ был заменён штампованием и техниками формования прокаткой.
При изготовлении ремонтной вставки сложной формы или целой панели можно применять такой метод.
Типы сварки
В кузовном ремонте чаще всего применяют электрическую сварку полуавтоматом. Но, до сих пор, в некоторых случаях, применяется и газовая сварка.
Используется сварка MIG , TIG и контактная точечная.
Электродуговая сварка электродами
Этот вид сварки давно в прошлом применялся для соединения кузовных панелей при ремонте, а также при производстве. Сварка производилась электродами с малым диаметром, которые были спроектированы специально для тонколистового металла. Чтобы применять такой вид сварки требовалась немалая сноровка. Качество сварки было посредственным. Главной проблемой был излишний нагрев, который был причиной деформации металла и прожига насквозь. Сравнивая с сегодняшними показателями, уходило много времени на работу с таким видом сварки. Теперь такой метод является устаревшим.
Контактная точечная сварка
Контактная сварка была главным способом соединения в автомобилестроении и ремонте, начиная с 1930‑х годов. Точечная сварка осуществляется сильным прижатием электродов аппарата к металлу кузова и комбинацией интенсивного нагрева, создаваемого очень высокой силой тока за короткий интервал времени. Металл панелей кузова расплавляется в одной точке и происходит сваривание.
Преимущество точечной сварки в быстроте действия, аккуратности получаемых сварных точек и прочности соединения.
Современные легковые автомобили имеют от 3000 до 4000 сварных точек, которые соединяют отдельные детали кузова в одну конструкцию.
Есть аппараты для точечной сварки, используемые в кузовном ремонте, электродами которых не нужно сжимать область сварки. Сила прилагается только к одному листу металла, а второй лист касается первого листа и подключён к массе. Такой аппарат удобно применять, когда невозможен доступ к обратной стороне металла, к которому приваривается другая металлическая панель.
Точки контактной сварки часто не защищены от коррозии, потому что места между соединёнными панелями, подвержены притягиванию влаги. Эта проблема усугубляется тем фактом, что при воздействии точечной сварки, в местах нагрева испаряются все элементы обработки металла, такие как оцинкованное покрытие. Эта проблема уменьшается при применении специального сварочного грунта между свариваемыми панелями. Такой грунт содержит высокий процент цинка. Он способен проводить ток. После воздействия точечной сварки ионы цинка защищают место сварки.
Сварка MIG / MAG
Этот тип сварки стал наиболее популярным в кузовном ремонте. Когда упоминают о сварке полуавтоматом, то имеют ввиду именно этот тип сварки.

MIG (metal inert gas) переводится, как металл с инертным газом, что совершенно не правильно отражает суть сварки. К примеру, так называемая сварка TIG (tungsten inert gas), тоже металл с инертным газом. Но все привыкли так называть этот тип сварки. MAG (metal active gas) – тот же тип сварки, только в качестве защитного газа используется активный газ, который защищает зону сварки от воздуха, а также химически реагирует со свариваемым металлом или растворяется в нём. При сварке стальных панелей сваркой MAG (с активным защитным газом), в кузовном ремонте чаще всего применяют углекислый газ (СО2). Также, могут применяться вариации газовых смесей, состоящие из аргона (Ar), кислорода (О2), азота ( N2 ), водорода ( H2 ). Газ заправляется в баллоны и подключается к сварочному оборудованию.
В процессе сварки MIG / MAG , сварочная проволока непрерывно подаётся в область сварки по мере формирования сварочного шва. Проволока несёт ток и окружена инертным (или активным) защитным газом, который поступает вместе с проволокой. Для MIG сварки обычно применяется смесь 25% — CO2 и 75% аргон. Газ помогает охладить место сварки, а также защищает от окисления, которое происходит, если бы сварка происходила без защитного газа.
Процесс сварки MIG / MAG включает в себя цикл. Когда сварочная проволока касается места сварки, создаётся короткий контур с металлической деталью, которая подключена к массе. Нагрев, который генерируется коротким замыканием, расплавляет проволоку и цикл завершается. Однако, он быстро возобновляется, так как проволока продолжает поступать, создавая короткую дугу, которая является базой сварки MIG / MAG . Смена этих циклов и создаёт всем известный «трещащий» звук, характерный для сварки MIG / MAG .
При сварке оборудованием MIG / MAG , важно обеспечить правильный зазор между свариваемыми панелями. Это относится к соединению металлических листов встык. Если свариваемые листы расположены слишком близко или вплотную, то нагрев неизбежно деформирует листы. В итоге получится неровная поверхность.
Важно, также, отрегулировать поток защитного газа и скорость подачи проволоки. Сила тока выставляется в зависимости от толщины проволоки и скорости её подачи. Всё это нужно научиться настраивать экспериментальным путём. Более подробно о сварке полуавтоматом можно прочитать здесь.
Сварка TIG

Сварка TIG (tungsten inert gas – сварка вольфрамовым электродом в среде инертного газа), также известно сокращение GTAW (Gas tungsten arc welding – дуговая сварка вольфрамовым электродом в среде защитного газа). Это электродуговая сварка, в которой применяется неплавящийся вольфрамовый электрод. В область сварки поступает защитный газ (аргон или гелий), который защищает от атмосферного воздействия, а также, применяется присадочный металл. Эта сварка является наиболее сложной в освоении. В кузовном ремонте сварка TIG , в основном, применяется при ремонте автомобилей, имеющих алюминиевый кузов.
Кислородно-ацетиленовая газовая сварка
Это старый метод соединения тонколистовых металлов, который по-прежнему, в некоторых случаях применяется. В этом виде сварки, смесь кислорода и ацетилена питает пламя, температура на конце которого достигает 3500 градусов по Цельсию. Кислород и ацетилен находятся в разных баллонах, а их смешивание происходит в горелке. Сварку осуществляют как с применением присадочного металла, так и без него. Кислородно-ацетиленовая сварка расплавляет кромки листового металла, образуя прочную связь. Может применяться для осаживания растянутого металла.
Кузовная сварка: выбор правильного оборудования и проведение работ

Сварка является одним из основных видов кузовных работ. Данным методом осуществляют наиболее сложный ремонт несущих элементов и укрепление кузова автомобиля. В данной статье рассмотрено, как варить кузов машины своими руками.
Оборудование
Для осуществления сварочных кузовных работ потребуется, прежде всего, сварочный аппарат. По конструкции и принципу функционирования данные устройства разделяют на три типа. Один из них представлен сварочным аппаратом переменного тока, называемым также аппаратом с электродом, другой — углекислотным полуавтоматом, и третий — инвертором.
Прибор первого типа не подходит для кузовных сварочных работ. Это объясняется тем, что сварочный аппарат с электродом предназначен для работ с металлом толщиной более 6 мм, в то время как данный параметр материала кузова автомобиля составляет от 0,8 до 1 мм.
Поэтому, вследствие высокой мощности, возможно прожигание материала. Следовательно, данным инструментом не получится создать качественный сварной шов. К тому же электродом неудобно обрабатывать труднодоступные места кузова машины. Поэтому варить кузов таким инструментом недопустимо. Данный метод используют лишь иногда для сварки рамы.
Сварочные кузовные работы можно осуществлять углекислотным полуавтоматом. К тому же данным инструментом значительно проще варить кузов машины, чем инвертором. Углекислотный полуавтомат производит сварку автоматически подающейся в зону работ плавящейся проволокой либо вольфрамовым электродом. Таким инструментом можно варить металл кузова автомобиля толщиной от 0,8 до 6 мм. При этом получается качественный, аккуратный сварной шов большой прочности, и не возникает напряжение металла около него.

К тому же данный сварочный аппарат обеспечивает низкий расход материалов. Благодаря регулировкам силы тока и скорости подачи проволоки, можно достаточно точно настроить его. Углекислотным полуавтоматом можно варить и цветные металлы. Для этого нужно заменить углекислый газ на аргон. Ввиду этого сварочный аппарат данного типа является наиболее обширно распространенным среди аналогичных устройств в автосервисах и гаражах и наиболее подходит для осуществления сварочных работ своими руками.
Применение инвертора
Также для сварки кузова машины можно воспользоваться инвертором. Обычно данный инструмент применяют с целью ускорения работ. Принцип функционирования его основан на использовании токов высокой частоты (30 — 40 кГц, в отличие от 50 Гц у других сварочных приборов). Инвертор характеризуется компактностью и высокой скоростью осуществления сварки. Данный инструмент имеет множество режимов работы, что помогает исполнителю в освоении. Поэтому инвертором рекомендуется варить начинающим пользователям. Наконец, устройство можно использовать даже в сети с пониженным напряжением тока.
К недостаткам инвертора относят высокую стоимость, чувствительность к пыли, невозможность работы с металлом толщиной более 3 мм. К тому же контактная сварка данным инструментом дает толстый, неровный шов и приводит к сильному нагреву металла, в результате чего возможно образование температурных деформаций.
Что касается технологии работ, контактная сварка с его использованием осуществляется так же, как и обычным сварочным аппаратом. Различие между данными устройствами конструктивное, и состоит лишь в принципе подачи напряжения.

Подготовка
Прежде чем начинать сварочные работы, нужно подготовить кузов автомобиля. Прежде всего, необходимо очистить обрабатываемые участки от всех загрязнений. Далее путем шлифовки с данных фрагментов кузова машины удаляют лакокрасочное покрытие и коррозию. Также нужно проверить электрическую сеть того помещения, где планируется осуществлять сварочные работы, выдержит ли она нагрузку сварочного аппарата.
Если сеть соответствует требованиям, углекислотный полуавтомат необходимо зарядить сварочной проволокой. Для этого сначала нужно снять с горелки газовое сопло и отвинтить ключом ее медный наконечник. Далее устанавливают требуемую полярность тока, отводя в сторону прижимной ролик с проволокой. Данный параметр определяется типом используемой проволоки. Для обычной проволоки на горелке устанавливают плюс, а на зажиме минус, а для флюсовой — наоборот. После этого проволоку заводят на 10 — 20 см в подающий канал и возвращают в исходное положение прижимной ролик.
В итоге проволока должна оказаться на ведущем ролике в ложбинке, но не осыпаться. Затем углекислотный полуавтомат подключают к сети и нажимают клавишу на ручке горелки. Сначала начинается подача газа, потом тока и проволоки. В завершение нужно выбрать медный наконечник, надеть его на проволоку и установить газовое сопло на полуавтомат. Чтобы лучше понять, как подготовить углекислотный полуавтомат к работе, можно посмотреть видео.
Основные правила
Сварку кузова машины можно осуществлять своими руками прерывистым либо сплошным швом. Выбор способа совершают на основе доступности деталей, их толщины и конструктивного назначения. Сварка прерывистым швом актуальна на тонколистовом металле для элементов, между которыми присутствует зазор, во избежание их прожога. Если кузовные детали соединены вплотную, их сваривают сплошным швом.
При создании сплошного шва, вне зависимости от того, какой используется сварочный аппарат, следует действовать в несколько этапов. Сначала свариваемые детали соединяют в нескольких местах для фиксации. После этого делают несколько коротких швов по 1 — 2 см по линии соединения. Окончательное соединение производят на завершающем этапе. Между данными действиями делают перерывы для остывания металла. Контактная сварка таким способом позволяет избежать температурных деформаций.
По завершении работ своими руками необходимо произвести антикоррозийную обработку шва, так как в противном случае произойдет быстрое поражение ржавчиной данного участка, причем обработать нужно обе стороны шва.
Нужно отметить, что в условиях заводского производства используется точечная технология сварки. Данный метод имеет значительные преимущества перед гаражными и сервисными технологиями. Так, он позволяет избежать эффект температурного расширения металла, исключить использование расходных материалов, увеличить точность совмещения кузовных деталей автомобиля. К тому же сваренные данным способом детали имеют возможность пружинной деформации, а сварной шов отсутствует, что положительно с эстетической точки зрения, так как кузов без него выглядит намного привлекательнее.

Суть данной технологии состоит в том, что совмещаемые детали сжимаются в одной из точек двумя не расходуемыми электродами, пропускающими ток. При этом два слоя жести скрепляются в месте контакта. Контактная точечная сварка не дает герметичности соединения, но это компенсируют применением герметика.
При проведении сварочных работ своими руками такую технологию почти не используют в силу высокой сложности и необходимости наличия множества дополнительных материалов. Хотя, такой метод все же встречается в некоторых мастерских.
Выводы
Чтобы понять, какой выбрать метод сварки и, следовательно, аппарат для сварочных работ своими силами, нужно, прежде всего, оценить знания в данной сфере. Также выбор делают на основе целей кузовной сварки. Варить кузов автомобиля инвертором следует неопытным пользователям, исполнителям, имеющим опыт, желательно использовать углекислотный полуавтомат, так как он обеспечивает лучшее качество, а тем, кто желает достичь заводского качества, нужно следовать технологии точечной сварки. В любом случае предварительно стоит посмотреть видео, что также может помочь определиться.
Какое оборудование лучше всего подходит для сварочных кузовных работ?

Повреждение кузова может быть вызвано обширным распространением коррозии либо может являться следствием сильного ДТП. В таком случае существует два способа ремонта автомобиля: замена кузова и переварка его поврежденных элементов. Второй вариант требует применения специального оборудования. В приведенной статье рассмотрены инструменты, которыми можно варить кузов автомобиля, и технологии осуществления данных работ.
Выбор оборудования
Профессионалы считают, что для сварки кузова автомобиля лучше всего подходит углекислотный полуавтомат, осуществляющий сварку проволокой. Также для рассматриваемых работ можно применять инвертор.
Не рекомендуется использовать сварочный аппарат на электроде. Это объяснимо:
- данный инструмент не способен создать качественный шов при работе с автомобильным металлом;
- из-за больших размеров оборудования к некоторым труднодоступным местам будет сложно проникнуть в процессе работы;
- высока вероятность прожигания металла кузова насквозь при использовании сварочного аппарата переменного тока.
Поэтому сварочные инструменты на электроде не подходят для кузовного ремонта. Можно использовать их лишь для простейших работ, например, возможно заварить таким инструментом лопнувшую раму.
Что касается инвертора и углекислотного полуавтомата, то каждый из данных вариантов характеризуется специфическими особенностями при использовании для сварки кузова автомобиля. Однако в любом случае, чтобы правильно варить кузов, необходимо иметь соответствующие навыки и соблюдать технику безопасности. К тому же важно правильно организовать рабочее место, заранее приобретя и расположив все необходимое для работ оборудование и организовав достаточное освещение. Нужно учитывать, что варить кузов автомобиля в одиночку затруднительно, поэтому лучше найти помощника.

Углекислотный полуавтомат
Его считают наиболее доступным и универсальным сварочным инструментом. Таким оборудованием можно варить металл толщиной от 0,8 до 6 мм. Углекислотный полуавтомат подходит для выполнения таких работ:
- переварка порогов и лонжеронов;
- заплатка дыр;
- выправление вмятин.
Данный инструмент чаще всего используют, чтобы варить кузова автомобилей с низкой долговечностью, например, модели ВАЗ.
Принцип функционирования углекислотного полуавтомата состоит в подаче под давлением в зону сварки двуокиси углерода. При этом происходит вытеснение воздушной смеси, поэтому процесс сварки осуществляется в углекислотной среде, что обеспечивает защиту металла от окисления. В процессе сварки металл плавится, прочно скрепляя детали.
Одно из достоинств углекислотного полуавтомата состоит в том, что данным инструментом можно варить все виды металлов, в частности цветные, такие как нержавеющая сталь и алюминий, только для этого потребуется заменить двуокись углерода на аргон.
Для обеспечения прочности швов кузова нужно варить правильно, нанося стежки длиной 2 см с интервалом в 5 см. Недостатком рассматриваемого инструмента считают стационарность, обусловленную большой его массой и размерами, однако это не столь важно при кузовном ремонте, который обычно производят в автосервисе или гараже.
Инвертор
Его применяют обычно с целью ускорения выполнения сварочных работ, данный прибор использует в работе токи высокой частоты (до 2000 Гц). К его достоинствам относят компактные размеры, высокую скорость выполнения сварки, возможность работы при пониженном напряжении тока в сети и простоту использования, позволяющую варить кузов автомобиля даже начинающим сварщикам.
В качестве недостатков инвертора отмечают высокую стоимость, чувствительность к пыли, невозможность варить металл толщиной более 3 мм.
Сварка своими руками
Варить кузов самостоятельно возможно при наличии начальных навыков, особенно с использованием инвертора, что позволит сократить затраты на оплату квалифицированного труда. Однако придется добыть где-то соответствующее оборудование.
Наилучший вариант ремонта при повреждении кузова состоит в его замене. Но это дорого стоит, поэтому сварку применяют для восстановления недорогих автомобилей, отличающихся невысокой устойчивостью к коррозии, следовательно, распространенность рассматриваемого способа ремонта велика. Далее рассмотрена сварка углекислотным полуавтоматом.

Предварительные действия
Перед началом работ необходимо подготовить подлежащие сварке участки кузова автомобиля. Подготовка состоит в полной очистке металла от краски, ржавчины и загрязнений.
Затем переходят к подготовке сварочного оборудования к работе.
- Прежде всего, проверяют сеть на нагрузочную способность.
- Далее сварочный аппарат заряжают проволокой. Для этого нужно снять газовое сопло сварочной горелки, отвинтить ключом ее медный наконечник, отвести прижимной ролик с проволокой и установить полярность. Данный параметр определяется типом применяемой проволоки. В случае использования флюсовой проволоки на зажиме устанавливают плюс, на горелке — минус, а для обычной проволоки — наоборот.
- После этого конец проволоки заводят на 10 — 20 см в подающий канал и подводят прижимной ролик, удерживающий ее от осыпания. При этом проволока должна попасть в ложбинку ведущего ролика.
По завершении описанных операций устройство подключают к сети и нажимают клавишу на его ручке, после чего происходит подача газа, затем сварочной проволоки и тока. При этом нужно надеть на проволоку и закрутить требуемый медный наконечник и установить газовое сопло.
Рекомендации по сварке
При кузовных работах обычно варят все части, кроме передней, так как в процессе эксплуатации на нее приходятся минимальные нагрузки. У автомобилей, не соответствующих данному правилу, требуется переварка, прежде всего, мест крепления передних «лап» к поперечной балке. В любом случае необходимо заварить швы поддона, стойки и заднюю часть кузова автомобиля. Крылья и капот обычно не обрабатывают. Нужно отметить, что кузов имеет некоторые слабые места, особо подверженные разрушению коррозией, поэтому чаще всего заваривают эти участки.

Днище можно проварить с двух сторон, однако при работах необходимо соблюдать температурный режим. Это позволит сохранить структуру швов и нейтрализует вредное воздействие сварочного аппарата на материал.
В качестве заплат для днища обычно используют листы металла толщиной 1,5-2 мм. Более тонкий металл ненадежен, а более толстый сложен в обработке.
Резать материал необходимо с соблюдением оптимальных режимов во избежание ухудшения его свойств. Днище лучше варить не одному, так как лист металла нужно расположить равномерно, что сложно осуществить в одиночку. По завершении работ края вваренного листа металла обтачивают и обрабатывают грунтом или эпоксидной смолой с целью обеспечения герметичности. После того, как переварка завершена, необходимо обработать швы грунтовкой. При этом особое внимание уделяют швам стоек, поддона и задней части кузова.
Углекислотным полуавтоматом можно заварить не только кузов, а также двигатель и глушитель автомобиля. При работе с двигателем необходимо использовать аргон. Это позволяет варить такие металлы, как чугун, нержавеющая и обыкновенна сталь, алюминий, из которых состоит большинство деталей двигателя. Переварка глушителя осуществляется подобно сварке днища, то есть путем накладывания металлической заплатки.
Читайте также: