Лазерная сварка алюминиевых сплавов
Обновлено: 28.06.2024
При сварке алюминиевых сплавов кристаллическая структура и механические свойства металла швов изменяются в зависимости от состава сплава, способов и режимов сварки. Эффект сочетания высокого коэффициента отражения, теплопроводности и теплоемкости алюминия приводит к необходимости тщательного выбора оптимальных режимов лазерной сварки алюминиевых сплавов.
Сплавы алюминия применяются в различных отраслях промышленности благодаря уникальному сочетанию свойств: низкой плотности при высоких значениях удельной прочности, коррозионной стойкости и теплопроводности. По показателям отношения прочности и текучести к плотности высокопрочные алюминиевые сплавы значительно превосходят низкоуглеродистые и низколегированные стали, чистый титан и уступают лишь высоколегированным сталям повышенной прочности и сплавам титана [1]. Наши исследования касались вопросов лазерной сварки следующих систем алюминиевых сплавов: Al-Mg(Амг6), Al-Mg-Si-Cu (АД37), АL-Mg-Li (01420,1424), АL-Mg-Sc (01570, 01545К), AL-Cu (1201), AL-Cu-Li-Sc (01421) и AL-Cu-Li-Sc (01460) и Al-Cu-Li (1461).
Известно, что лазерная сварка характеризуется наименьшим тепловложением в сравнении с другими методами сварки [2]. Поэтому ее применение должно быть целесообразно как с точки зрения остаточных напряжений и деформаций, так и с позиции уменьшения размеров зоны разупрочнения в термоупрочняемых сплавах. Преимущества лазерной сварки алюминиевых сплавов в следующем:
* снижение коробления деталей после сварки;
* повышение технологичности изготовления деталей;
* высокая степень автоматизации;
* отсутствие требования применения вакуумных камер (в отличие от электронно-лучевой сварки), что особенно важно для крупногабаритных конструкций.
Помимо этого возможна флюсовая защита поверхности и корня шва. Для этой цели мы разработали специальные составы флюсов, которые наносим на поверхность стыка и на его корневую часть путем окрашивания перед сваркой. Применение флюсовой защиты позволяет снизить требования к сборке за счет увеличения возможного зазора в 2-3 раза.
Для лазерной сварки алюминиевых сплавов толщиной более 1,0 мм требуется достаточно высокая мощность лазерного излучения, что влияет на выбор соответствующего оборудования, способного работать в непрерывном режиме с мощностью более 2,0 кВт. Отличительной особенностью лазерной сварки алюминиевых сплавов является пороговый характер проплавления. Он заключается в том, что расплавление металла начинается только при определенном уровне плотности мощности (около 106 Вт/см2).
Этот эффект объясняется сочетанием высокого коэффициента отражения, теплопроводности и теплоемкости алюминия. После начала процесса плавления коэффициент отражения резко снижается и происходит интенсивное проплавление металла с образованием парогазового канала. Указанный порог плотности мощности зависит от длины волны излучения, параметров фокусировки, скорости сварки, толщины и состояния поверхности пластин, а также от состава материала.
В качестве промышленных источников для лазерной сварки и резки обычно используются два основных типа лазерных установок: это быстропроточные газовые СО2-лазеры и мощные твердотельные лазеры на основе Nd:YAG-кристаллов [2]. Для сварки алюминия и его сплавов с точки зрения их поглощающей способности твердотельные лазеры с длиной волны λ = 1,064 мкм более предпочтительны, чем газовые (λ = 10,6 мкм). В настоящее время активное применение в промышленности находит новейший тип лазеров — волоконный [4]. Для проведения исследований по сварке волоконным лазером мы использовали комплекс на основе волоконного иттербиевого лазера фирмы «ИРЭ-Полюс» ЛС-3,5 мощностью 3,5 кВт. Исследования показали, что уровень плотности мощности, необходимой для начала проплавления, при применении волоконного лазера примерно в 2 раза меньше, чем СО2-лазера (рис.1). В табл.1 показаны режимы сварки сплава 01570 волоконным и СО2-лазером. Из таблицы видно, что погонная энергия, необходимая для сварки листа толщиной 2,0 мм волоконным лазером, на 30% ниже, чем при сварке СО2-лазером.
Сваренные соединения, полученные излучением СО2-лазера и волоконного лазера, практически не отличаются по внешнему виду и по макроструктуре. На всех исследованных сплавах наблюдалась малая ширина шва и объем сварочной ванны. Как видно из рис. 2а, при сварке материала толщиной 2,0 мм достигается проплавление с практически параллельными кромками при ширине шва около 2,0 мм, занижение и провисание шва находятся в допустимых пределах. В сравнении с аргонно-дуговой сваркой (АрДС) объем расплаленного материала при лазерной сварке в 2-3 раза меньше (рис.2б).
Анализ внешнего вида сварных соединений показывает, что на всех режимах сварки наблюдается так называемая «чешуйчатость». Это связано с тем, что процесс лазерной сварки сопровождается кипением, испарением и резким волнообразным охлаждением материала в сварочной ванне. Результаты экспериментов показали, что на медленной скорости сварки (до 1,0 м/мин) чешуйчатость менее выражена, чем на высокой (2,0-8,0 м/мин) скорости. Варьирование режимами сварки не дает полного устранения чешуйчатости ни на одном из исследованных сплавов. Одним из эффективных технологических приемов является повторный проход по поверхности шва расфокусированным лучом, что позволяет загладить шероховатость поверхности.
Для устранения занижения шва и снижения шероховатости был применен метод сварки с присадочной проволокой. Внешний вид типичного шва, полученного с присадочной проволокой, показан на рис.3а поперечный шлиф этого соединения на рис.4. Применение присадочной проволоки позволяет снизить требования по сборке стыков. Мы получили качественные сварные соединения с присадочной проволокой при зазорах в диапазоне от 0,1 до 1,0 мм.
Диаметр и скорость подачи проволоки подбирается исходя из толщины свариваемого материала и скорости сварки, диаметр проволоки при лазерной сварке составляет 0,6-1,2 мм. Оптимальный угол подачи лежит в пределах 25-35°. При сварке с присадкой принципиально возможны два способа подачи проволоки — перед излучением и за ним. Направление подачи проволоки может существенно повлиять на эффективность и стабильность процесса. На скоростях подачи свыше 4 м/мин сварочная ванна более стабильна, когда подача проволоки осуществляется в хвост ванны. На рис.5 показан процесс сварки с присадочной проволокой.
Кристаллическая структура металла шва определяет его механические свойства. При сварке алюминиевых сплавов кристаллическая структура и механические свойства металла швов изменяются в зависимости от состава сплава, способов и режимов сварки. Проведенное нами исследование микроструктуры полученных сварных соединений указывает на наличие в центре сварного шва дендритного строения литого металла, который к периферии становится несколько более грубым, затем следует зона рекристаллизованных зерен, переходящая в волокнистую структуру основного материала. Шов и зона сплавления имеют довольно мелкозернистое строение (величина зерна ~50 мкм). В литой зоне сварного шва не наблюдаются грубые интерметаллидные фазы, что объясняется высокими скоростями кристаллизации при лазерной сварке (рис.6).
Подобная структура считается благоприятной для обеспечения достаточного уровня механических свойств и предотвращения образования кристаллизационных трещин.
Структурные изменения в зоне термического влияния при лазерной сварке происходят на участке, в 3-5 раз меньшем, чем при аргонно-дуговой сварке. Увеличение размера зерен в этой области не наблюдалось.
Указанные структурные особенности обеспечиваются высокими скоростями сварки и высоким уровнем плотности мощности, что дает возможность получать жесткие термические циклы со скоростями охлаждения, существенно превышающими соответствующие значения для дуговых методов сварки.
Свойства сварных соединений зависят также от процессов, протекающих в околошовных зонах. При сварке чистого алюминия и сплавов, не упрочняемых термической обработкой, в зоне теплового воздействия наблюдается рост зерна и некоторое его разупрочнение, вызванное снятием нагартовки. Это зависит от способа сварки, режимов и степени предшествующей нагартовки. Свариваемость сплавов системы Аl-Мg осложняется склонностью к образованию пористости и вспучиванию в участках основного металла, непосредственно примыкающих к шву при наличии в полуфабрикатах большого количества молекулярного водорода.
При сварке сплавов, упрочненных термической обработкой, в околошовной зоне происходят изменения, приводящие к разупрочнению участков соединения. Независимо от способа сварки и исходного состояния металла в непосредственной близости от шва наблюдается зона оплавления границ зерен. Ширина этой зоны меняется в зависимости от режимов сварки.
Значения микротвердости в шве и зоне термического влияния при лазерной сварке существенно, на 20-25%, выше, чем при АрДС. Зона разупрочнения при лазерной сварке практически отсутствует, в то время как при АрДС она распространяется на расстояние до 1,0-1,2 мм от зоны сплавления и снижение микротвердости в ней по отношению к основному металлу составляет 13-14%. Твердость участков околошовной зоны при сварке нагартованного материала снижается по отношению к основному металлу. Однако участок разупрочнения по протяженности при лазерной сварке в 3-4 раза меньше, чем при дуговой. Изменение микротвердости поперечного сечения сварного соединения показано на рис.7.
Использование оптимальных режимов лазерной сварки алюминиевых сплавов, особенно в диапазоне скоростей выше 1,5-2,5 м/мин, позволяет существенно снизить деформации деталей. Как показали исследования поперечной усадки сварных соединений, эта величина в 5-6 раз меньше, чем при автоматической аргонно-дуговой сварке.
Проведенные исследования позволяют сделать заключение о том, что лазерная сварка широкой номенклатуры алюминиевых сплавов позволяет получить качественные сварные соединения. Соединения, полученные излучением СО2- и волоконного лазера, практически не отличаются по внешнему виду и по макроструктуре, однако погонная энергия, необходимая для полного проплавления волоконным лазером, на 30% ниже, чем при сварке СО2-лазером. Объем расплавленного металла при лазерной сварке меньше, чем при аргонно-дуговой. Для устранения занижений шва, увеличения допустимого сборочного зазора и повышения механических свойств необходимо использовать присадочную проволоку. Лазерная сварка обеспечивает минимальную зону разупрочнения при соединении термообработанных алюминиевых сплавов и меньшие деформации сварных соединений.
Лазерный мир
Э. Е. Брюханов // В сборнике: РЕШЕТНЕВСКИЕ ЧТЕНИЯ. Материалы XXIV Международной научно-практической конференции, посвященной памяти генерального конструктора ракетно-космических систем академика М. Ф. Решетнева. В 2 ч.. под общ. ред. Ю. Ю. Логинова. Красноярск, 2020. С. 361-362.
Метрологическое обеспечение процесса изготовления тонкостенных труб из алюминиевой фольги лазерной сваркой предусматривает контроль параметров сварочного процесса, а также контроль герметичности сварного соединения. Лазерная сварка является сложным процессом, требующим детального контроля.
Среди технологических применений мощных лазеров все более широкое распространение получает лазерная сварка. Это связано со специфическими особенностями указанной технологии, делающими ее привлекательной, а в ряде случаев – незаменимой для решения технических проблем. К таким особенностям относятся [1]:
- концентрация в зоне воздействия лазерного луча высоких плотностей мощности;
- высокий энергетический КПД процесса сварки;
- высокий уровень физико-механических свойств сварного шва;
- возможность точного дозированного подвода энергии в зону сварки.
Принцип действия лазерной сварки сводится к то- му, что лазерное излучение направляют в фокус, где из него создается пучок, который и попадает на свариваемые детали. Пучок попадает внутрь металла, поглощается им, нагревает металл, вследствие чего происходит плавка и возникает сварочный шов [1].
Удобство метода состоит в том, что такую сварку производят путем частичного или полного проплавления, в любом положении, под любым углом.
Сварка алюминиевых сплавов характеризуется ря- дом особенностей, связанных с взаимодействием рас- плавленного металла с газами окружающей среды, испарением легирующих элементов, образованием оксидной пленки на поверхности, затрудняющей качественное проведение сварочного процесса. Основные трудности сварки алюминия и его сплавов в большинстве своем устраняются применением кон- центрированных источников энергии, к которым от- носятся лазерный и электронный луч.
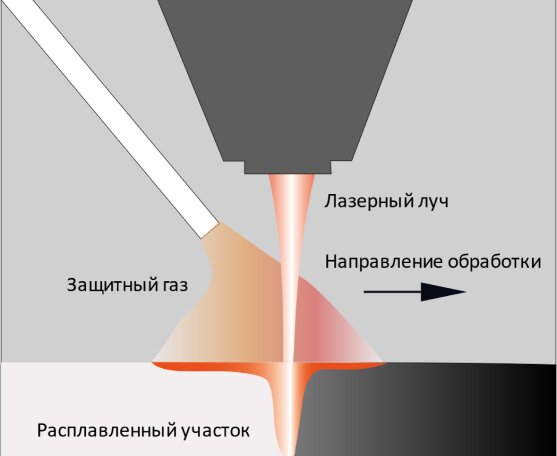
Под лазерную сварку соединяемые поверхности подготавливают также тщательно, как и под дуговую, включая механическую обработку, травление с по- следующим осветлением, промывку в горячей воде и зачистку шабером непосредственно перед сваркой [2]. Лазерную сварку осуществляют в среде защитных газов. Обычно рекомендуется использовать гелий для защиты верхней части сварочной ванны, а для корне- вой части шва может быть использован аргон. Расход гелия должен быть не менее 7–8 л/мин, а аргона 5–6 л/мин [2].
При лазерной сварке алюминиевых сплавов (табл. 1) наблюдается характерная особенность рас- плавления металла лишь при определенном уровне мощности и плотности мощности. Например, для сплава АМг6 пороговая мощность излучения СО2 составляет 2–2,2 кВт. При этом сразу достигается глубина проплавления 1,5–2,0 мм, а при меньших значениях мощности проплавление полностью отсутствует. Это обстоятельство связано с высоким коэффициентом отражения алюминиевой поверхностью и последующим резким снижением отражения после начала плавления.
Прочность сварных соединений толщиной 2,0 и 3,0 мм составляет не менее 0,9 от прочности основного металла при сварке без присадочной проволоки (табл. 2). Разрушаются соединения преимущественно по шву [3].
На протяжении всего процесса лазерной сварки необходимо обеспечивать контроль основных техно- логических режимов и параметров, а также контролировать входные и выходные значения заготовки.
Курынцев С.В., Морушкин А.Е. // Сборник докладов Всероссийской научно-практической конференции с международным участием: в 2-х томах. 2016 НОВЫЕ ТЕХНОЛОГИИ, МАТЕРИАЛЫ И ОБОРУДОВАНИЕ РОССИЙСКОЙ АВИАКОСМИЧЕСКОЙ ОТРАСЛИ, с: 575-579
В работе описаны основные проблемы и перспективы применения лазерной сварки алюминия в авиастроении. Представлены методы и способы повышения качества сварных соединений из алюминиевых сплавов, полученных лазерной сваркой.
FIBER LASER WELDING OF ALUMINIUM ALLOYS
Kuryntsev S., Morushkin A
In this paper describes the main problems and prospects of laser welding of aluminum in aircraft. Presents methods and techniques improve the quality of welded joints of aluminum alloys produced by laser welding.
Сплавы на основе алюминия применяются во многих отраслях промышленности, в частности, в авиастроении, благодаря своим уникальным свойствам, таким как, низкая плотность, высокие значения прочности и коррозионной стойкости [1]. Также сплавы на основе алюминия обладают хорошей технологичностью, единственным недостатком при обработке является высокая склонность к окислению и образованию на поверхности оксидной пленки, особенно это проявляется при любом методе сварки. В настоящее время для сварки сплавов на основе алюминия в авиа- и ракетостроении активно применяется сварка трением с перемешиванием, а также для сварки алюминия с другими металлами (медь, нержавеющая сталь, титан), аргонодуговая сварка, с применением, так называемого холодного переноса, различные способы лазерной сварки.
Для лазерной сварки применяются волоконные, СО2, твердотельные, диодные лазеры, основным отличием является степень поглощения металлом лазерного излучения различных длин волн [2]. В результате высокого коэффициента отражения лазерного излучения, высокой теплопроводности и теплоемкости алюминий плохо поглощает энергию лазерного луча любой длины волны, самым эффективном в данном аспекте, является волоконный лазер [3]. Однако при некоторых недостатках лазерная сварка имеет ряд преимуществ, таких как, высокая скорость, высокий коэффициент удельного тепловложения, малая площадь нагрева, результатом чего является кратковременное нахождение сварочной ванны в расплавленном состоянии, выгорание меньшего количества легирующих элементов, меньшая зона термического влияния, снижение уровня остаточных напряжений [4]. Даже при использовании присадочного материала при дуговой или лазерной сварке шов всегда будет менее прочным в сравнении с основным металлом, по причине выгорания легирующих элементов [5]. Несмотря на все аспекты применения лазерной сварки, её применение для сварки сплавов на основе алюминия, особенно для малых толщин (менее 1.5 мм), неизбежно.
Лазерной сварке алюминиевых сплавов посвящено большое количество работ отечественных и зарубежных ученых [2 — 5], основными направлениями исследований являются способы, технологические и технические решения, позволяющие повысить стабильность процесса лазерной сварки и увеличить свариваемость. Авторами [6] исследуется влияние магнитного поля на поведение сварочной ванны, также в работе успешно решены задачи теплопереноса, гидродинамики и влияния электромагнитных полей методом конечных элементов. На рисунке 1 представлено изображение участка, на котором видно значительное влияние магнитного поля на формирование валика и соответствующая макроструктура.
Лазерная сварка алюминия
Алюминий (и его сплавы) как конструкционный материал обладает множеством достоинств. Он лёгкий, прочный, не поддаётся коррозии. Однако алюминий обладает и недостатком — он осень плохо сваривается. Существует технология, которая позволяет сваривать алюминиевые заготовки. Это лазерная сварка. Установки лазерной сварки сложные и достаточно дорогие. До недавнего времени использовались только в промышленных условиях. С расширением использования на рынке появились и доступные установки бытового класса.

Лазерная сварка алюминия
Технология лазерной сварки
Технология лазерной сварки алюминия была разработана во второй половине XX века. Как только были созданы лазеры, способные к непрерывной работе, их сразу стали приспосабливать к сварным работам. Высокая энергия, которую несет узко фокусированный лазерный луч, позволяет нагреть ограниченную область на стыке двух заготовок, расплавить в ней металл. После прекращения нагрева металл кристаллизируется , соединяя две заготовки в одно целое. При постоянстве общего количества энергии, переносимой пучком, более узкая фокусировка позволяет добиться более высокой плотности энергетического потока. Соответственно повышается и температура нагрева.
Технология лазерного соединения алюминиевых сплавов и чистого алюминия позволяет работать без создания вакуума или атмосферы инертных газов. Требуется лишь провести механическую очистку сварочной зоны от окисные пленки, загрязнений или остатков лакокрасочных покрытий зоны. Обезжиривание позволяет удалить масложировые пятна и следы смазки.
Параметры лазерной сварки подбираются исходя из толщины заготовок, их пространственной конфигурации , величины сварочного зазора.
Если удается так подогнать заготовки, что сварочный зазор невелик, то использование присадочных материалов не требуется. Шовный материал образуется из оплавленных кромок соединяемых деталей.

Технология лазерной сварки
Технология позволяет варить практически в любом положении. Малая ширина сварочной ванны не позволяет расплаву вытекать даже при положении «снизу». Сварка производится в основном встык. Шов внахлест возможно только для очень тонких листовых материалов.
Условия и способы осуществления сварочного процесса
Алюминий и его сплавы обладают рядом физико –химических особенностей. В их числе:
- малый удельный вес;
- высокая прочность;
- сопротивляемость коррозии.
Это делает алюминий желанным для конструкторов материалом везде, где важен вес конструкции и ее коррозионная стойкость. Алюминий имеет и еще одну особенность- в нагретом создании он очень быстро окисляется. Окислы алюминия чрезвычайно тугоплавки ( более 2000 °С). При обычной сварке образование таких пленок, не разрушающихся при температуре плавления металла, препятствует сварке. Кроме того, оксидная пленка активно поглощает газы и водяные пары, порождая различные дефекты сварного шва.
Поэтому требуются принимать специальные меры для предотвращения попадания частиц окисных пленок в сварочную ванну. Для этого используют различные флюсы, атмосферу защитных газов, сварку в вакууме и т.д.

Параметры лазерной сварки внахлест
Лазерная сварка позволяет обойтись без всех этих усложняющих технологию и повышающих трудоемкость мероприятий.
Еще одной особенностью алюминия является его исключительно высокая теплопроводность.
Поэтому для сваривания алюминия требуется энергетические потоки с высокой плотностью. Обеспечение таких потоков в традиционных технологиях сваривания приводит к перегреву заготовок и их температурным деформациям. В результате перегрева происходит также изменение молекулярной структуры шва и околошовной области, приводящее к снижению прочности изделия.
Использование метода лазерной сварки, концентрирующего нагрев в очень узкой области, позволяет избегнуть и этих проблем.
Оборудование для проведения лазерной сварки алюминия
В состав установки лазерной сварки входят следующие основные узлы:
- Несущая рама, на которой крепятся все остальные узлы.
- Источник питания. Выдает высокое напряжение для питания генератора лазерного луча и низкое напряжение для питания механизма подачи заготовки и позиционирования головки.
- Генератор оптического излучения.
- Оптическая система фокусировки и направления луча в сварочную зону.
- Рабочий стол (для стационарных установок).
- Механизм подачи заготовки (для стационарных установок).
- Механизм перемещения сварочной головки.

Оборудование для лазерной сварки
Установки лазерной сварки включают в себя также системы промышленной безопасности, исключающие травмы обслуживающего персонала и повреждение материальных ценностей.
Аппараты лазерной сварки алюминия
Аппараты лазерной сварки алюминия могут функционировать в одном из двух режимов:
- Непрерывном. Используется непрерывное излучение лазера. Позволяет сваривать более толстые заготовки. Доступен на стационарных установках высокой мощности, с развитыми системами охлаждения.
- Импульсном. Сварка ведется серией последовательных импульсов, разогревающих алюминий до температуры плавления.
Аппараты также делятся на
- Стационарные. Обладают лазером большой мощности и способностью работать с заготовками определенных размеров, определяемых размерами рабочего стола.
- Мобильные. Установки меньшей мощности позволяют проводить сварку там, где это необходимо. Устанавливаются рядом с местом работ, лазерный луч передается по гибкому световоду. Позволяют варить в любом положении, включая положение «снизу».

Установка для лазерной сварки ЛТСК435-20
Кроме того, аппараты для сварки алюминия лазером различаются по типу и мощности используемого квантового генератора.
Типы лазеров
В настоящее время в аппаратах лазерной сварки алюминия применяются два основных типа лазеров:
Кроме того, проводятся исследования возможности применения для сварочных работ полупроводниковых лазерных генераторов. Промышленных образцов достаточной мощности пока не разработано.
Твердотельный
Установки с твердым активным телом развивают меньшую мощность по сравнению с газовыми и работают обычно в импульсном режиме. Принцип их работы следующий:
- Цилиндрическое активное тело, изготовленное из смеси окиси алюминия и ионизированного хрома , располагается внутри камеры. Торцы стержня отполированы и являются зеркалами. Одно из них полупроницаемое- свет может проходить через него при достижении определенной интенсивности пучка.
- Рядом с активным телом находится лампа накачки, периодически облучающая стержень импульсами света.
- Ионы хрома, входящие в состав стержня, переходят в активное состояние и переизлучает свет в продольном направлении.
- Импульсы светы, попеременно отражаясь от торцевых зеркал, увеличивают свою интенсивность, поскольку накачка продолжается.
- Когда интенсивность превышает определенный порог, световой импульс проходит через полупроницаемое зеркало и уходит в оптическую систему направления и фокусировки и через нее- в рабочую зону.

Длина волны таких аппаратов равна 0,69 микрона, мощность может достигать нескольких сотен ватт.
Газовый
Установки сварки алюминия лазером, использующие газообразное активное тело, конструктивно совпадают с твердотельными за исключением двух особенностей:
- Активное тело является заключенной в стеклянную колбу смесью углекислого газа, гелия и азота.
- Излучение возбуждается электрическим разрядом в газовой среде.
Зеркала (сплошное и полупроницаемое) на торцах колбы такие же, как в случае твердотельного лазера. Так же происходит усиление импульса и его проход в систему фокусировки.
Газовая смесь находится под давлением от 2 до 14 килопаскалей, в результате электрического разряда возбуждается световое излучение с длиной волны около десяти микрон.

Коэффициент полезного действия газовых установок доходит до 15%, мощность — до десятков киловатт.
Преимущества сварки лазером
Основные преимущества лазерного способа сварки заготовок из алюминия следующие:
- высокая производительность;
- низкая трудоемкость;
- отсутствие расходных сварочных материалов;
- нет необходимости в создании защитной атмосферы;
- возможность варить в любом положении;
- высокая точность сварки;
- минимальные температурные деформации;
- экологичность.
Одним из немногих недостатков метода при сварке алюминия является высока с сложность и стоимость оборудования. Недешево обходится и его обслуживание. Невысок и КПД.
Эффективность технологии
Расчет экономической эффективности использования лазерного способа сварки деталей из алюминия проводится в сравнении с традиционными технологиями сварочных работ.
Следует сравнивать не только цену покупки установок, но и совокупную стоимость владения ими, или сумма расходов за время эксплуатации, например, за год или пять лет- среднее время службы.
Лазерные установки проявляют свои преимущества в следующих условиях:
- большой объем работ;
- высокие требования к качеству сварного шва;
- возможность автоматизации процесса;
- малая толщина (до 1 см) свариваемых алюминиевых заготовок;
- высокие требования к загрязнению окружающей среды;
- доступность для найма высококвалифицированного персонала.

Результат лазерной сварки алюминия
Положительные особенности процесса лазерной сварки алюминия широко используются в производстве средств связи, аэрокосмической промышленности, производстве сложных промышленных установок, а также в оборонной индустрии. Расширение рынка ведет к снижению стоимости аппаратов, уже сегодня предлагаются модели бытового класса, доступные и домашним мастерам.
Системы лазерной сварки
Лазерная сварка – процесс, предполагающий соединение деталей при помощи лазерного излучения. На поверхности часть луча отражается, а часть проходит внутрь, что приводит к нагреву и плавлению материала, формированию сварного шва.

Принцип работы лазерной сварки
Лазерная сварка – процесс, предполагающий соединение деталей при помощи лазерного излучения. На поверхности часть луча отражается, а часть проходит внутрь, что приводит к нагреву и плавлению материала, формированию сварного шва. В результате получается прочное соединение. Луч, сгенерированный квантовым лазерным генератором, попадает в фокусировочную систему установки, где перераспределяется в пучок меньшего сечения. По концентрации энергии воздействие лазера в десятки раз превосходит другие источники тепла (около 10^6 Вт/см2). Она позволяет соединять материалы толщиной от пары микрометров и до нескольких сантиметров.
Особенности лазерной сварки
Технология используется при работах с титаном, титановых, алюминиевых, магниевых сплавов, разных марок стали. Лазерный луч обладает точной направленностью, что выгодно выделяет его на фоне пучка света. Это обусловлено тем, что он монохроматичен и когерентен. Лазер сосредотачивает всю тепловую мощность, которая потребуется при соединении деталей непосредственно в пятно малого диаметра в месте обработки. Такие особенности лазерной сварки позволяют соединять элементы практически незаметным швом.
Работы не требуют наличия вакуума и могут выполняться в атмосфере. Зачастую защита сварочной ванны выполняется аргоном. Но этот газ при взаимодействии с металлами и лазером вызывает не только расплав металла, то и его испарение. В результате луч может экранировать, уходя от заданной траектории, заметно снижая точность и качество шва. Исключить такой процесс помогает дополнительная подача в рабочую область гелия. Этот газ подавляет потенциальное плазмообразование, предотвращая улетучивание металла. В результате лазерная сварка, описание процесса которой мы только что привели, позволяет получать идеально тонкий, ровный шов. Процесс автоматизирован и может проходить как с частичным, так и со сквозным проплавлением.
Виды и режимы лазерной сварки
Лазерная сварка предполагает получение двух разновидностей сварочного соединения: шовное и точечное. Установки промышленного уровня способны генерировать непрерывные и импульсные лучи. Первые применяются для получения как точечных, так и шовных соединений. При помощи импульсного излучения получают только точечные швы. При этом скорость работ пропорциональна частоте генерируемых лазером импульсов. Точечная технология получила распространение при соединении тонких металлических элементов и реализуется вручную. Шовная преимущественно выполняется аппаратным методом и позволяет формировать глубокие сварные соединения.
Исходя из используемого оборудования и материалов сварка лазером металла бывает:
- Твердотельной.
- Газовой.
- Гибридной.
Твердотельная
В твердотельных лазерах активным элементом являются стекло или алюмоиттриевый гранат с добавлением неодима, рубина. Их работа активизируется под воздействием светового потока, излучаемого криптоновыми светильниками повышенной мощности. Предусмотрена возможность работы таких лазеров как в непрерывном, так и в импульсном режиме. В настоящее время наиболее популярны волоконные лазерные источники. Они обладают высокой мощностью и просты в эксплуатации.
Газовая
Здесь используют газовые смеси. Это соединения азота, гелия, углекислого газа. Смесь подается в рабочую область под давлением 2,6-13 кПа. Активизируются действующие вещества электрическим разрядом. Гелий и азот гарантируют стабильную передачу энергии частичкам углекислого газа, обеспечивая оптимальные условия для поддержания горения разряда.
Гибридная
Гибридная технология получения сварных швов объединяет дуговую сварку – сварку металлическим электродом в активном газе или в инертном газе с лазерной сваркой. При этом увеличивается подводимая тепловая мощность, что позволяет осуществлять сварку высокопрочных сталей, невыполнимую другими методами.
Преимущества и недостатки технологии
Лазерная сварка, как и другие технологии, имеет преимущества и недостатки.
К достоинствам сварки лазером относят:
- Есть возможность дозировать поток энергии, подаваемого в рабочую зону. Диапазон регулировки достаточно широкий. Такая особенность позволяет получать качественные сварные соединения деталей разной толщины и конфигурации.
- Большая глубина оплавления при минимальном горизонтальном распространении термического повреждения. Эта особенность технологии позволяет использовать ее при работах с очень мелкими деталями, в частности в радиотехнике.
- Возможность использования для получения сварных швов в труднодоступных местах. Это достигается системой зеркал, способных управлять лазерным лучом, меняя его направление. Эта технология широко используется при работах на подземных или подводных коммуникациях. Внутрь трубопровода помещается специальный постамент, а управление процессом идет извне при помощи радиопередатчика.
- Высокая точность и качество работ. Отклонения от допустимых размеров минимальные при соединении как мелких, так и крупногабаритных деталей. Сварка выполняется без правок и не требует финишной механической обработки. Процесс сопровождается минимальными температурными поводками и короблением материала.
- Высокая эффективность и скорость работ. Сварной шов стального листа толщиной 20 мм выполняется со скоростью 100 м/час и за 1 подход. Для сравнения: аналогичный шов с использованием электрической дуговой сварки делают со скоростью 15 м/час за 5-8 подходов.
- Экологическая чистота процесса. При работах не выделяется никаких опасных веществ, способных нанести вред человеку или окружающей среде.
Из недостатков отмечают невысокий КПД. Работы требуют высокой квалификации персонала.
Применение сварки лазером
Сваривать лазерным лучом можно детали разных габаритов, но наибольшее применение технология получила при работах с материалами небольшой и средней толщины: 5-10 мм. Область использования данного вида сварки:
- соединение деталей, форма и размеры которых не должны существенно меняться в процессе;
- изготовление крупный конструкций невысокой жесткости при наличии швов в труднодоступных местах;
- при работах с трудносвариваемыми элементами, разнородными материалами; соединение тонких пластин, пленок, проводов и других легко деформирующихся деталей;
- в работах с материалами, хорошо проводящими тепло.
Наибольшее распространение технология сварки лазером получила при производстве электронных изделий, в радиоэлектронике, приборостроении, машиностроении, часовом приборостроении, медицине, механике и пр.
Компания «ЛЛС» предлагает оборудование для лазерной сварки по хорошим ценам и с надежными гарантиями. А это залог высокого качества выполненных работ. За уточнением деталей сотрудничества обращайтесь к менеджерам по телефону или через онлайн-форму.
Читайте также: