Лазерная сварка принцип работы
Обновлено: 20.09.2024
Уже долгие годы имеет место быть устойчивое народное мнение о том, что хороший сварщик никогда не останется без работы и денег. Отчасти оно продиктовано тем, что в последние годы чувствуется очевидный недостаток опытных специалистов по техническим работам, причём это касается не только сварки, просто так уж вышло, что из всего стройного ряда строителей, ремонтников, монтажников и т.п. именно сварочный процесс выглядит (да по сути и является) технологичным, сложным и требующим наличия не только знаний, но и опыта.
Как известно, ничто востребованное не стоит на месте и отрасль сварки не является исключением. В последние годы бешено развивается такое направление, как лазерная сварка – метод соединения металла методом сваривания отдельных его частей при помощи воздействия лазерным лучом. Чаще всего вы можете услышать именно о лазерной сварке и увидеть применение лазерных сварочных аппаратов на объектах, требующих особо точного и аккуратного подхода к продуктам своего производства. Но не будем забегать вперёд и разберёмся во всём последовательно.

Зачем нужна сварка лазером?
Технология лазерной сварки пришла на смену традиционному свариванию металлов, хотя правильнее будет сказать «приходит», в настоящем времени. Несмотря на то, что метод лазерной сварки более прост, экономичен и в разы более точен, он всё ещё требует для своего применения высокоточного и дорогостоящего оборудования. В наше время существует целый пласт специалистов в области сварки с оборудованием старого типа, которые выполняют качественную работу по старинке, с помощью электродов и это нормально. Именно благодаря существованию конкуренции внутри ниши технология лазерной сварки так далеко шагнула за столь короткий срок.
Итак, лазерную сварку в данный момент используют в отраслях промышленности с целью создания неразъемных соединений с высокой точностью и минимальной шириной/толщиной сварного шва. Как понятно из названия, плавление материала происходит благодаря воздействию лазерного луча, который генерируется в специальном источнике и обладает таким свойством, как монохромность. То есть, все волны этого светового потока обладают равной длиной, что за счёт фокусировки и отклонения потока за счёт зеркал и призм формирует волновой резонанс, что значительно повышает мощность луча. Впоследствии, этот луч нагревает и плавит верхние слои металла, создавая прочное, структурное сцепление на стыке элементов. Никаких расходных материалов. Никаких снопов искр летящих во все стороны и засвеченной сетчатки глаза. Конечно, применение лазерной сварки тоже требует соблюдения техники безопасности, но это примерно тот же уровень, что сравнить лазерный станок для резки фанеры и циркулярную пилу. Оба инструмента справляются с резкой, но равнозначны ли они по возможностям, безопасности и эффективности?
Технологические свойства лазерной сварки
Выше мы описали принцип работы лазерной сварки крайне поверхностно, но если вам хочется лучше понять, на каких физических свойствах строится данный процесс, то вам придётся ознакомиться, как минимум, с тремя из них. Во-первых, монохромность. О ней мы уже говорили выше. Если упростить до предела, монохромное излучение обладает минимальным разбросом частот, а в идеальных условиях и вовсе одной частотой волны. Во-вторых, когерентность. Тут всё несколько сложнее, т.к. нужно понять, что в физике это явление обозначает согласованность волновых процессов. То есть, колебания в разных областях лазерного пучка будут происходить так же, согласованно (взаимосвязано) с одинаковой и неизменной разницей фаз. И, наконец, в-третьих, направленность. Тут всё просто. Сварочный процесс лазером позволяет минимизировать рассеивание луча в направлении от источника к свариваемому объекту.
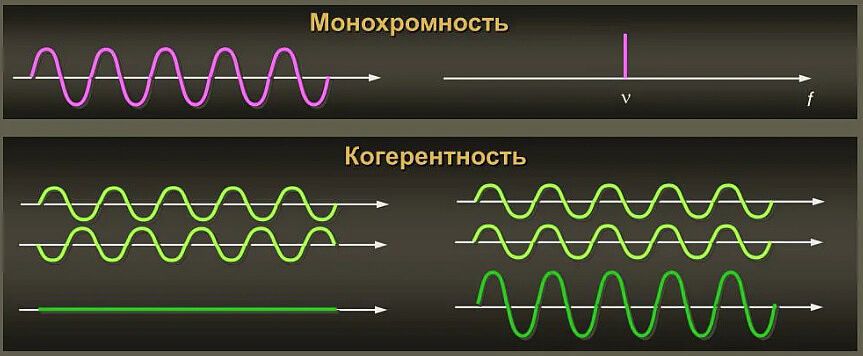
Три этих свойства не просто объясняют принцип действия лазерной сварки, но и в принципе, делают использование подобных технологий возможным даже в бытовых условиях. На выходе и в сухом остатке мы имеем синхронизированный луч света, действующий по волновому принципу с конкретной направленностью в заданную область, что позволяет обеспечить высокоточное и равномерное плавление, а затем и остывание материала в требуемой зоне сваривания.
Это интересно! Основным преимуществом именно лазерной сварки является то, что при таком воздействии формируется соединение с высокой плотностью на атомном уровне, при этом традиционные дефекты, такие как пористость, нарощенная толщина шва и т.п. отсутствуют полностью.
Плюсы и минусы лазерной сварки
Не вдаваясь в полемику, просто пройдёмся по пунктам преимуществ и недостатков:
- Широкий спектр применения – лазерной сваркой можно соединять практически любые металлы, магнитные сплавы, а также применять для создания соединений термопластов, керамики и даже стекла! Этого можно достичь благодаря регулировки мощности оборудования.
- Точность и стабильность – благодаря вышеперечисленным свойствам, световой пучок лазерной сварки стабилен. Это позволяет создавать сварные швы минимального размера, а также сводить нагревание околошовного пространства к минимуму, тем самым избегая деформации как самого шва, так и изделия. Также, вследствие испарения избыточной части металла при сваривании, шов получается гладким и ровным.
- Чистота процесса – причём как физическая, так и химическая. При плавлении металлов не возникает побочного рентгеновского излучения, а также, вследствие отсутствия химических расходных материалов, электродов, флюсов и т.д. не происходит загрязнения воздуха и окружающей среды, что не только экологично, но и безопасно для самого специалиста, работающего с такой сваркой.
- Удобство и новые возможности – благодаря гибкой настройке излучателя, можно осуществлять сварку на большом расстоянии и в труднодоступных местах, а также сваривать объекты, находящиеся за прозрачными преградами. Всё это никак не повлияет на качество и прочность шва.
В целом, как ни посмотри, а лазерная сварка, это настоящее технологическое чудо. И шов всегда идеальный, и справится с ним годовалый младенец, а расход энергии вообще ни о чём… понятно, что всё это утрирование и вышеперечисленные преимущества описаны исходя из, в первую очередь, сравнения с традиционными методами сварки, которые ни экологичными, ни безопасными, а уж тем более простыми или дешевыми назвать было никак нельзя. Но даже тут не всё так просто и лазерная сварка имеет ряд очевидных недостатков:
- Высокая стоимость – цена на оборудование и комплектующие для лазерной сварки довольно высока. Именно поэтому, чаще всего, она используется на крупных предприятиях скорее для оптимизации этапов производства и практически никогда не встречается у частных специалистов, предоставляющих услуги по сварке.
- Низкий КПД по твердотельным сплавам – если говорить о цифрах, то КПД лазерной сварки в сравнении с газовой ниже почти в десять раз при работе с высокоплотными, твердотельными сплавами. Также существует высокая степень корреляции качества сварочного процесса с отражающей способностью материала. Чем выше последняя, тем ниже эффективность.
- Навыки персонала – конечно, именно выполнять работу по сварке с таким оборудованием сможет практически любой человек обладающий здоровым мышлением и не имеющий тремора в руках. Вот только наиболее сложный этап тут – это настройка излучателя под характеристики заготовки и вот тут уже вам придётся учиться не только настройкам самого оборудования, но и сопромату в интересующем вас направлении.

Что будет дальше?
Итак, сегодня мы разобрались в том, что вообще такое лазерная сварка, поговорили о принципах её работы, а также приоткрыли завесу тайны над вопросами о плюсах и минусах данного оборудования. В цикле статей по данной теме мы продолжим подробно разбираться в способах использования, условиях эксплуатации, вариантах применения и особенностях этого типа оборудования. Следите за нашими новостями и не забывайте делиться своим мнением и вопросами в сообществе!
Системы лазерной сварки
Лазерная сварка – процесс, предполагающий соединение деталей при помощи лазерного излучения. На поверхности часть луча отражается, а часть проходит внутрь, что приводит к нагреву и плавлению материала, формированию сварного шва.

Принцип работы лазерной сварки
Лазерная сварка – процесс, предполагающий соединение деталей при помощи лазерного излучения. На поверхности часть луча отражается, а часть проходит внутрь, что приводит к нагреву и плавлению материала, формированию сварного шва. В результате получается прочное соединение. Луч, сгенерированный квантовым лазерным генератором, попадает в фокусировочную систему установки, где перераспределяется в пучок меньшего сечения. По концентрации энергии воздействие лазера в десятки раз превосходит другие источники тепла (около 10^6 Вт/см2). Она позволяет соединять материалы толщиной от пары микрометров и до нескольких сантиметров.
Особенности лазерной сварки
Технология используется при работах с титаном, титановых, алюминиевых, магниевых сплавов, разных марок стали. Лазерный луч обладает точной направленностью, что выгодно выделяет его на фоне пучка света. Это обусловлено тем, что он монохроматичен и когерентен. Лазер сосредотачивает всю тепловую мощность, которая потребуется при соединении деталей непосредственно в пятно малого диаметра в месте обработки. Такие особенности лазерной сварки позволяют соединять элементы практически незаметным швом.
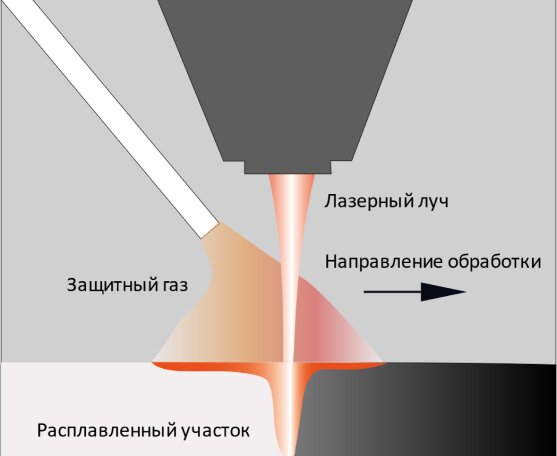
Работы не требуют наличия вакуума и могут выполняться в атмосфере. Зачастую защита сварочной ванны выполняется аргоном. Но этот газ при взаимодействии с металлами и лазером вызывает не только расплав металла, то и его испарение. В результате луч может экранировать, уходя от заданной траектории, заметно снижая точность и качество шва. Исключить такой процесс помогает дополнительная подача в рабочую область гелия. Этот газ подавляет потенциальное плазмообразование, предотвращая улетучивание металла. В результате лазерная сварка, описание процесса которой мы только что привели, позволяет получать идеально тонкий, ровный шов. Процесс автоматизирован и может проходить как с частичным, так и со сквозным проплавлением.
Виды и режимы лазерной сварки
Лазерная сварка предполагает получение двух разновидностей сварочного соединения: шовное и точечное. Установки промышленного уровня способны генерировать непрерывные и импульсные лучи. Первые применяются для получения как точечных, так и шовных соединений. При помощи импульсного излучения получают только точечные швы. При этом скорость работ пропорциональна частоте генерируемых лазером импульсов. Точечная технология получила распространение при соединении тонких металлических элементов и реализуется вручную. Шовная преимущественно выполняется аппаратным методом и позволяет формировать глубокие сварные соединения.
Исходя из используемого оборудования и материалов сварка лазером металла бывает:
- Твердотельной.
- Газовой.
- Гибридной.
Твердотельная
В твердотельных лазерах активным элементом являются стекло или алюмоиттриевый гранат с добавлением неодима, рубина. Их работа активизируется под воздействием светового потока, излучаемого криптоновыми светильниками повышенной мощности. Предусмотрена возможность работы таких лазеров как в непрерывном, так и в импульсном режиме. В настоящее время наиболее популярны волоконные лазерные источники. Они обладают высокой мощностью и просты в эксплуатации.
Газовая
Здесь используют газовые смеси. Это соединения азота, гелия, углекислого газа. Смесь подается в рабочую область под давлением 2,6-13 кПа. Активизируются действующие вещества электрическим разрядом. Гелий и азот гарантируют стабильную передачу энергии частичкам углекислого газа, обеспечивая оптимальные условия для поддержания горения разряда.
Гибридная
Гибридная технология получения сварных швов объединяет дуговую сварку – сварку металлическим электродом в активном газе или в инертном газе с лазерной сваркой. При этом увеличивается подводимая тепловая мощность, что позволяет осуществлять сварку высокопрочных сталей, невыполнимую другими методами.
Преимущества и недостатки технологии
Лазерная сварка, как и другие технологии, имеет преимущества и недостатки.
К достоинствам сварки лазером относят:
- Есть возможность дозировать поток энергии, подаваемого в рабочую зону. Диапазон регулировки достаточно широкий. Такая особенность позволяет получать качественные сварные соединения деталей разной толщины и конфигурации.
- Большая глубина оплавления при минимальном горизонтальном распространении термического повреждения. Эта особенность технологии позволяет использовать ее при работах с очень мелкими деталями, в частности в радиотехнике.
- Возможность использования для получения сварных швов в труднодоступных местах. Это достигается системой зеркал, способных управлять лазерным лучом, меняя его направление. Эта технология широко используется при работах на подземных или подводных коммуникациях. Внутрь трубопровода помещается специальный постамент, а управление процессом идет извне при помощи радиопередатчика.
- Высокая точность и качество работ. Отклонения от допустимых размеров минимальные при соединении как мелких, так и крупногабаритных деталей. Сварка выполняется без правок и не требует финишной механической обработки. Процесс сопровождается минимальными температурными поводками и короблением материала.
- Высокая эффективность и скорость работ. Сварной шов стального листа толщиной 20 мм выполняется со скоростью 100 м/час и за 1 подход. Для сравнения: аналогичный шов с использованием электрической дуговой сварки делают со скоростью 15 м/час за 5-8 подходов.
- Экологическая чистота процесса. При работах не выделяется никаких опасных веществ, способных нанести вред человеку или окружающей среде.
Из недостатков отмечают невысокий КПД. Работы требуют высокой квалификации персонала.
Применение сварки лазером
Сваривать лазерным лучом можно детали разных габаритов, но наибольшее применение технология получила при работах с материалами небольшой и средней толщины: 5-10 мм. Область использования данного вида сварки:
- соединение деталей, форма и размеры которых не должны существенно меняться в процессе;
- изготовление крупный конструкций невысокой жесткости при наличии швов в труднодоступных местах;
- при работах с трудносвариваемыми элементами, разнородными материалами; соединение тонких пластин, пленок, проводов и других легко деформирующихся деталей;
- в работах с материалами, хорошо проводящими тепло.
Наибольшее распространение технология сварки лазером получила при производстве электронных изделий, в радиоэлектронике, приборостроении, машиностроении, часовом приборостроении, медицине, механике и пр.
Компания «ЛЛС» предлагает оборудование для лазерной сварки по хорошим ценам и с надежными гарантиями. А это залог высокого качества выполненных работ. За уточнением деталей сотрудничества обращайтесь к менеджерам по телефону или через онлайн-форму.
Роботизированная лазерная сварка: знакомимся с технологией
Роботизированная лазерная сварка – передовой, современный и наиболее технически совершенный способ соединения металлических заготовок. Технология позволяет получать неразъемный шов путем сплавления соприкасающихся поверхностей при помощи мощного луча лазера. Она может использоваться даже для соединения трудносвариваемых, разнородных материалов. Роботизированная сварка лазером широко применяется во многих производственных областях благодаря качеству и абсолютной автоматизации технологического процесса. Также ей характерна высокая скорость выполнения работ и хорошая прочность готового шва. Познакомимся с ее особенностями более подробно.
Виды сварочных роботов
- По способу установки. Выделяют модели напольного, подвесного настенного и подвесного потолочного исполнения. Подвесные занимают меньше свободного пространства, отличаются более компактными размерами. Напольные сварочные роботы массивнее, но их производительность выше.
- По сферам применения. Существует оборудование, предназначенное для выполнения сварки в автомобильной промышленности, литейном производстве, металлообработке, машиностроении и пр. Оно уже учитывает специфику предстоящих работ. Также есть универсальные модели.
- По месту установки источника тока. Он может быть встроен в исполнительное устройство или в рабочий орган оборудования. Также может применяться отдельный блок, работающий совместно с отдельным исполнительным органом.
- По размерам. Выделяют крупные, средние, микро- роботы. Их размеры, грузоподъемность, площадь действия разные.
- По технологии сварки. Роботы, выполняющие сварочные работы при помощи лазера могут работать по классической, гибридной, клещевой, удаленной, роллерной технологии, использоваться для микросварки и пайки.

Принцип действия робота лазерной сварки
Все сварочные роботы, несмотря на их тип, имеет примерно одинаковое строение. Основа механизма – «рука». Конструктивно она состоит из нескольких металлических балок, соединенных между собой подвижными элементами. Чем больше таких звеньев, тем более сложную и точную работу сможет выполнять машина. На нижней части манипулятора предусмотрена рабочее сопло с оптическим наводчиком. Он обеспечивает высокую точность наложения сварного шва. Подключается сварочный робот к пульту управления с загруженным специальным программным обеспечением. Для каждой предстоящей задачи составляется своя рабочая программа. Это позволяет тонко кастомизировать возможности машины.
Работает техника, как и обычный лазерный станок. В источнике генерируется поток энергии. Проходя через оптическую систему, он преобразовывается в тонкий луч высокой мощности. Он направляется в точку воздействия, вызывая точечный нагрев материала в месте будущего шва до температуры его плавления. После остывания на месте воздействия формируется прочное, неразъемное соединение однородной структуры. Наибольшее применение при работе с металлическими заготовками получили станки с излучателем на основе оптического волокна.
- стыковой шов;
- внахлест;
- заливной шов;
- соединение кромки фланца.

Преимущества лазерной сварки роботом среди других технологий
Чтобы сохранить конкурентность на рынке, компаниям приходится снижать уровень затрат, повысить эффективность технологических процессов и качество готовых товаров. Именно поэтому применение роботизированных лазерных установок становится все более массовым среди различных предприятий. Традиционные методы требуют профессионализма от исполнителей и постепенно сдают свои позиции. Они уступают более передовым, высокотехнологичным решениям. Роботизация идет полным ходом и лазерная сварка – это очередная сфера, которую она затронула. Преимущества от ее применения на практике уже смогли оценить многие предприятия.
Среди достоинств, выгодно выделяющих лазерную сварку роботом перед традиционными методиками, стоит выделить:
Что такое лазерная сварка. Преимущества и недостатки
Лазерная сварка — это один из видов сварки плавлением с нагревом рабочей зоны энергией лазерного излучения. Она относится к термическому классу сварочных технологий и входит в одну группу с плазменной, дуговой и электронно-лучевой сварками.
Технология
Физические характеристики
Лазерная сварка металлов отличается от других видов сварочных технологий высокой плотностью энергии в пятне нагрева — до 1 МВт на кв.см. Это обеспечивает высокую скорость разогрева и охлаждения зоны сварного шва, что значительно уменьшает тепловое воздействие на околошовную зону. Поэтому сварочный процесс не вызывает структурных изменений материала, приводящих к разупрочнению, деформации и образованию трещин.
Размер пятна фокусировки промышленной установки может изменяться в пределах от 0,2 до 13 мм. Глубина проплавления материала прямо пропорциональна энергии излучения лазера, но также зависит от расположения фокальной плоскости луча. Во время сварочной операции зона расплавленного материала перемешается по заданной траектории вместе лазерным лучом, создавая по линии движения сварной шов. Он получается узким и глубоким, поэтому по своей форме принципиально отличается от сварных швов других сварочных технологий.
Виды и режимы лазерной сварки
Технология лазерной сварки включает два вида сварочного соединения: точечное и шовное. При этом промышленные установки могут генерировать два типа лазерного излучения: непрерывное и импульсное. При точечном соединении обычно применяют только импульсное излучение, а при шовном — как непрерывное, так и импульсное. Во втором случае сварной шов образуется путем перекрытия зон импульсного нагрева, поэтому скорость сварки зависит от частоты импульсов. Точечную сварку обычно применяют для соединения тонких металлических деталей, а шовную – для формирования глубоких сварных швов.
Гибридная лазерная сварка относится к сварочным технологиям, при проведении которых применяют присадочные материалы. В этом случае сварочное оборудование дополняется механизмами подачи проволоки, ленты или порошка. Присадочные материалы подаются в зону плавления синхронно с движением сварочной головки, а их толщина соответствует ширине сварного шва и диаметру пятна.
Технологические особенности
Скорость перемещения и энергетические режимы сварочного процесса зависят от ширины сварного шва, а также от вида и толщины свариваемых материалов. Например, стальные листы толщиной 20 мм свариваются газовым лазером со скоростью несколько сот метров в час. Этот показатель на порядок выше предельных характеристик электродуговой сварки.
Лазерная технология особенно эффективна при работе с легированными сталями, чугуном, титаном, медью, медными сплавами, термопластами, стеклом и керамикой. Высокая плотность энергии в пятне нагрева разрушает поверхностные окисные пленки, препятствуя образованию новых окислов. Это позволяет сваривать лазерным лучом титан, алюминий и нержавеющую сталь, не применяя флюсы или защитной среды инертных газов.
Особенностью сварки лазером тонкостенных металлов является очень высокая плотность энергии в сварочной ванне объемом в доли кубического миллиметра. Поэтому сваривание листовых материалов толщиной 0.05-1.0 мм ведется с расфокусировкой лазерного луча. Такой режим снижает КПД сварочного процесса, но при этом исключает сквозное прожигание заготовки.
Состав и принцип работы сварочного оборудования
Все установки лазерной сварки состоят из следующих функциональных модулей:
- технологический лазер;
- система транспортировки излучения;
- сварочная головка с фокусирующей линзой;
- блок фокусировки луча;
- механизмы перемещения сварочной головки и заготовки;
- система управления перемещениями, фокусировкой и мощностью лазера.
В сварочном оборудовании в качестве генераторов излучения применяют два типа лазеров: твердотельные и газовые. Мощность первых лежит в диапазоне от десятков ватт до 6 кВт, а вторых – от единиц до 25 кВт. В твердотельных установках излучатель — это прозрачный стержень из рубина или алюмо-иттриевого граната, легированного неодимом. А в газовых аппаратах — прозрачная трубка, заполненная углекислым газом или газовыми смесями.
Кроме излучателя в состав любого лазера входит система накачки, оптический резонатор, блок питания и система охлаждения. Генерируемый световой поток попадает через переднее зеркало оптического резонатора на систему зеркал, которая передает его на фокусирующую линзу сварочной головки.
Установки лазерной сварки выпускаются в разных компоновках: от традиционных портальных или консольных станков с рабочими столами и до роботов-манипуляторов с пятью степенями свободы. Управление сварочным оборудованием может выполняться в ручном или автоматическом режиме. Если установка имеет систему ЧПУ, то выполнение сварочного процесса осуществляется в автоматическом режиме по заданной программе. В случае ручной лазерной сварки оператор с выносного пульта задает перемещения, скорости и параметры сварочного процесса.
Применение лазерной сварки
Основная область применения лазерной сварки — это передовые производства с инновационными технологиями. Наиболее широко ее применяют в микроэлектронике, приборостроении, авиакосмической отрасли, атомной энергетике и автомобильной промышленности.
В приборостроении и микроэлектронике с помощью лазера соединяют разнородные и разнотолщинные материалы диаметром от микронов до десятых долей миллиметра. Кроме того, лазерная технология позволяет сваривать элементы, расположенные на близком расстоянии от кристаллов микросхем, а также других чувствительных к нагреву элементов.
Применение лазера в автомобильной промышленности не ограничивается точеной сваркой кузовных элементов из тонколистовой стали. Для снижения веса в современных автомобилях все чаще применяют детали из алюминиевых и магниевых сплавов. Характерная особенность этих материалов — наличие у них поверхностной оксидной пленки с высокой температурой плавления. Поэтому для их соединения чаще всего применяют лазерную сварку.

В судостроении, оборонной промышленности, атомной энергетике и авиакосмической отрасли широко используются комплектующие из титана и титановых сплавов. Сварка титана — это одна из самых сложных задач для сварочного производства. В расплавленном состоянии титан обладает высокой химической активностью к кислороду и водороду, что ведет к насыщению зоны расплава газами и образованию холодных трещин. Лазерная сварка успешно справляется с этой проблемой при работе в защитной среде из газовой смеси на основе из аргона и гелия.
Лазерные установки применяют для сварочного соединения металлов с разными физическими свойствами. С их помощью сваривают сталь и медь с алюминиевыми сплавами, а также разнотипные цветные металлы. Новым направлением сварочных технологий является сварка лазером чугуна, которую применяют при производстве корпусов, элементов шестерен, запорной арматуры и других узлов и компонентов.
Стоимость лазерного оборудования снижается с каждым годом. Сейчас небольшие установки импульсной лазерной сварки доступны даже малому бизнесу и частным лицам. Они имеют небольшую мощность и их обычно применяют для резки, сварки и гравировки листовых материалов.
Преимущества и недостатки
Лазерная сварка обладает рядом неоспоримых достоинств, но, как и все сварочные технологии, имеет свои недостатки. Первые являются следствием уникальных характеристик лазерного луча, а вторые в основном связаны с высокой стоимостью и сложностью оборудования.
Главные преимущества:
- возможность сварки разнообразных материалов: от металлов и магнитных сплавов до термопластов, стекла и керамики;
- высокая точность и стабильность траектории пятна нагрева;
- наименьший размер сварного шва среди всех сварочных технологий;
- отсутствие нагрева околошовной зоны, следствием чего является минимальная деформация свариваемых деталей;
- отсутствие продуктов сгорания и рентгеновского излучения;
- химическая чистота сварочного процесса (не применяются присадки, флюсы, электроды);
- возможность сварки в труднодоступных местах и на большом удалении от места расположения лазера;
- возможность сварки деталей, находящихся за прозрачными материалами;
- быстрая переналадка при переходе на изготовление нового изделия;
- высокое качество сварных соединений.
Основные недостатки:
- высокая стоимость оборудования, запасных частей и комплектующих;
- низкий КПД (для твердотельных лазеров — около 1%, для газовых — до 10%);
- зависимость эффективности сварочного процесса от отражающей способности заготовки;
- высокие требования к квалификации обслуживающего персонала;
- особые требования к помещениям для размещения лазерного оборудования (в части вибрации, запыленности и влажности).
Заключение
Лазерная сварка является самой молодой из сварочных технологий — в промышленности она применяется только с конца семидесятых годов XX века. Сразу после своего появления она начала активно замещать традиционные методы сварки. Наибольшее распространение лазерная сварка получила в передовых производствах с инновационными технологиями.
В наше время лазерная сварка вышла далеко за пределы своего первоначального применения. Сейчас она используется не только в промышленности, но и в часовом производстве, при изготовлении и ремонте ювелирных украшений и даже при создании рекламных конструкций.
Читайте также: