Лазерная сварка в микроэлектронике
Обновлено: 19.04.2024
Лазерная сварка — это один из видов сварки плавлением с нагревом рабочей зоны энергией лазерного излучения. Она относится к термическому классу сварочных технологий и входит в одну группу с плазменной, дуговой и электронно-лучевой сварками.
Технология
Физические характеристики
Лазерная сварка металлов отличается от других видов сварочных технологий высокой плотностью энергии в пятне нагрева — до 1 МВт на кв.см. Это обеспечивает высокую скорость разогрева и охлаждения зоны сварного шва, что значительно уменьшает тепловое воздействие на околошовную зону. Поэтому сварочный процесс не вызывает структурных изменений материала, приводящих к разупрочнению, деформации и образованию трещин.
Размер пятна фокусировки промышленной установки может изменяться в пределах от 0,2 до 13 мм. Глубина проплавления материала прямо пропорциональна энергии излучения лазера, но также зависит от расположения фокальной плоскости луча. Во время сварочной операции зона расплавленного материала перемешается по заданной траектории вместе лазерным лучом, создавая по линии движения сварной шов. Он получается узким и глубоким, поэтому по своей форме принципиально отличается от сварных швов других сварочных технологий.
Виды и режимы лазерной сварки
Технология лазерной сварки включает два вида сварочного соединения: точечное и шовное. При этом промышленные установки могут генерировать два типа лазерного излучения: непрерывное и импульсное. При точечном соединении обычно применяют только импульсное излучение, а при шовном — как непрерывное, так и импульсное. Во втором случае сварной шов образуется путем перекрытия зон импульсного нагрева, поэтому скорость сварки зависит от частоты импульсов. Точечную сварку обычно применяют для соединения тонких металлических деталей, а шовную – для формирования глубоких сварных швов.
Гибридная лазерная сварка относится к сварочным технологиям, при проведении которых применяют присадочные материалы. В этом случае сварочное оборудование дополняется механизмами подачи проволоки, ленты или порошка. Присадочные материалы подаются в зону плавления синхронно с движением сварочной головки, а их толщина соответствует ширине сварного шва и диаметру пятна.
Технологические особенности
Скорость перемещения и энергетические режимы сварочного процесса зависят от ширины сварного шва, а также от вида и толщины свариваемых материалов. Например, стальные листы толщиной 20 мм свариваются газовым лазером со скоростью несколько сот метров в час. Этот показатель на порядок выше предельных характеристик электродуговой сварки.
Лазерная технология особенно эффективна при работе с легированными сталями, чугуном, титаном, медью, медными сплавами, термопластами, стеклом и керамикой. Высокая плотность энергии в пятне нагрева разрушает поверхностные окисные пленки, препятствуя образованию новых окислов. Это позволяет сваривать лазерным лучом титан, алюминий и нержавеющую сталь, не применяя флюсы или защитной среды инертных газов.
Особенностью сварки лазером тонкостенных металлов является очень высокая плотность энергии в сварочной ванне объемом в доли кубического миллиметра. Поэтому сваривание листовых материалов толщиной 0.05-1.0 мм ведется с расфокусировкой лазерного луча. Такой режим снижает КПД сварочного процесса, но при этом исключает сквозное прожигание заготовки.
Состав и принцип работы сварочного оборудования
Все установки лазерной сварки состоят из следующих функциональных модулей:
- технологический лазер;
- система транспортировки излучения;
- сварочная головка с фокусирующей линзой;
- блок фокусировки луча;
- механизмы перемещения сварочной головки и заготовки;
- система управления перемещениями, фокусировкой и мощностью лазера.
В сварочном оборудовании в качестве генераторов излучения применяют два типа лазеров: твердотельные и газовые. Мощность первых лежит в диапазоне от десятков ватт до 6 кВт, а вторых – от единиц до 25 кВт. В твердотельных установках излучатель — это прозрачный стержень из рубина или алюмо-иттриевого граната, легированного неодимом. А в газовых аппаратах — прозрачная трубка, заполненная углекислым газом или газовыми смесями.
Кроме излучателя в состав любого лазера входит система накачки, оптический резонатор, блок питания и система охлаждения. Генерируемый световой поток попадает через переднее зеркало оптического резонатора на систему зеркал, которая передает его на фокусирующую линзу сварочной головки.
Установки лазерной сварки выпускаются в разных компоновках: от традиционных портальных или консольных станков с рабочими столами и до роботов-манипуляторов с пятью степенями свободы. Управление сварочным оборудованием может выполняться в ручном или автоматическом режиме. Если установка имеет систему ЧПУ, то выполнение сварочного процесса осуществляется в автоматическом режиме по заданной программе. В случае ручной лазерной сварки оператор с выносного пульта задает перемещения, скорости и параметры сварочного процесса.
Применение лазерной сварки
Основная область применения лазерной сварки — это передовые производства с инновационными технологиями. Наиболее широко ее применяют в микроэлектронике, приборостроении, авиакосмической отрасли, атомной энергетике и автомобильной промышленности.
В приборостроении и микроэлектронике с помощью лазера соединяют разнородные и разнотолщинные материалы диаметром от микронов до десятых долей миллиметра. Кроме того, лазерная технология позволяет сваривать элементы, расположенные на близком расстоянии от кристаллов микросхем, а также других чувствительных к нагреву элементов.
Применение лазера в автомобильной промышленности не ограничивается точеной сваркой кузовных элементов из тонколистовой стали. Для снижения веса в современных автомобилях все чаще применяют детали из алюминиевых и магниевых сплавов. Характерная особенность этих материалов — наличие у них поверхностной оксидной пленки с высокой температурой плавления. Поэтому для их соединения чаще всего применяют лазерную сварку.

В судостроении, оборонной промышленности, атомной энергетике и авиакосмической отрасли широко используются комплектующие из титана и титановых сплавов. Сварка титана — это одна из самых сложных задач для сварочного производства. В расплавленном состоянии титан обладает высокой химической активностью к кислороду и водороду, что ведет к насыщению зоны расплава газами и образованию холодных трещин. Лазерная сварка успешно справляется с этой проблемой при работе в защитной среде из газовой смеси на основе из аргона и гелия.
Лазерные установки применяют для сварочного соединения металлов с разными физическими свойствами. С их помощью сваривают сталь и медь с алюминиевыми сплавами, а также разнотипные цветные металлы. Новым направлением сварочных технологий является сварка лазером чугуна, которую применяют при производстве корпусов, элементов шестерен, запорной арматуры и других узлов и компонентов.
Стоимость лазерного оборудования снижается с каждым годом. Сейчас небольшие установки импульсной лазерной сварки доступны даже малому бизнесу и частным лицам. Они имеют небольшую мощность и их обычно применяют для резки, сварки и гравировки листовых материалов.
Преимущества и недостатки
Лазерная сварка обладает рядом неоспоримых достоинств, но, как и все сварочные технологии, имеет свои недостатки. Первые являются следствием уникальных характеристик лазерного луча, а вторые в основном связаны с высокой стоимостью и сложностью оборудования.
Главные преимущества:
- возможность сварки разнообразных материалов: от металлов и магнитных сплавов до термопластов, стекла и керамики;
- высокая точность и стабильность траектории пятна нагрева;
- наименьший размер сварного шва среди всех сварочных технологий;
- отсутствие нагрева околошовной зоны, следствием чего является минимальная деформация свариваемых деталей;
- отсутствие продуктов сгорания и рентгеновского излучения;
- химическая чистота сварочного процесса (не применяются присадки, флюсы, электроды);
- возможность сварки в труднодоступных местах и на большом удалении от места расположения лазера;
- возможность сварки деталей, находящихся за прозрачными материалами;
- быстрая переналадка при переходе на изготовление нового изделия;
- высокое качество сварных соединений.
Основные недостатки:
- высокая стоимость оборудования, запасных частей и комплектующих;
- низкий КПД (для твердотельных лазеров — около 1%, для газовых — до 10%);
- зависимость эффективности сварочного процесса от отражающей способности заготовки;
- высокие требования к квалификации обслуживающего персонала;
- особые требования к помещениям для размещения лазерного оборудования (в части вибрации, запыленности и влажности).
Заключение
Лазерная сварка является самой молодой из сварочных технологий — в промышленности она применяется только с конца семидесятых годов XX века. Сразу после своего появления она начала активно замещать традиционные методы сварки. Наибольшее распространение лазерная сварка получила в передовых производствах с инновационными технологиями.
В наше время лазерная сварка вышла далеко за пределы своего первоначального применения. Сейчас она используется не только в промышленности, но и в часовом производстве, при изготовлении и ремонте ювелирных украшений и даже при создании рекламных конструкций.
Лазерная сварка в микроэлектронике
Области применения импульсной лазерной сварки
- Лазерная сварка
- Точечная и шовная
- Наплавка
- Гибридная
- Лазерная очистка
- Аддитивные технологии
Наиболее широко точечная лазерная сварка применяется для соединения элементов микроэлектроники и приборостроения, обработки тонкостенных деталей средних размеров, изготовления изделий с небольшой глубиной проплавления.
В электронике и приборостроении точечная лазерная сварка обычно используется для обеспечения механического и электрического соединения тонких проводников между собой или к печатной плате, к тонкопленочным элементам гибридных микросхем, для соединения концов термопар и т.п. Очень высока эффективность сварки тонких проволок из разнотипных материалов: никель хром, вольфрам-никель, платина-родий и др.
![]()
![]()
![]()
![]()
Импульсная лазерная сварка проводников к тонкопленочным элементам микросхем – очень прецизионная технологическая операция. Толщина таких элементов из меди, хрома, никеля, золота или других элементов лежит в пределах 0,3…1 мкм. Эти элементы нанесены на подложки из ситалла, стекла или керамики. Проволочные проводники имеют диаметр 30…80 мкм и выполнены обычно из золота, никеля, меди и других металлов. С помощью импульсного лазерного излучения обеспечивается достаточно надежное механическое и электрическое соединение свариваемых элементов.
Характерным примером использования точечной импульсной сварки является соединение выводов обмотки якоря с коллектором электродвигателя малой мощности. При этом медные проволочные выводы ∅0,08…0,3 мм укладываются в соответствующий паз в коллекторе из меди. Использование лазерного излучения для сварки дало возможность обеспечить соединение выводов с коллектором без предварительного удаления изоляции. Для получения прочного соединения энергию излучения необходимо увеличить примерно на 10% по сравнению со сваркой зачищенных выводов.
В приборостроении лазерная точечная сварка применяется, если свариваемые детали не несут значительных нагрузок. Основная цель такой сварки – обеспечить фиксацию одной детали относительно другой. Из-за малых размеров в этом случае не пригодны традиционные методы фиксации с помощью штифтов, шпонок, посадок с большим натягом. Типичные примеры таких соединений – фиксация деталей типа вала и втулки по торцу, фиксация зубчатых колес на оси в точных приборах (например, часах), предварительная сварка (прихватывание) соединяемых деталей перед дальнейшей шовной лазерной сваркой или сваркой другими методами.
![]()
![]()
![]()
Например, точечная сварка элементов узла часового баланса заключается в соединении стальной спиральной пружины сечением 1x0,2 мм к стержню диаметром 2,5 мм и высотой 1 мм. Применение лазерной сварки улучшило качество изготовления узла баланса, что позволило снизить максимальную суточную погрешность часов более чем в 2 раза.
Шовная сварка импульсным излучением применяется в основном для герметизации изделий небольших размеров в тех случаях, когда теплоподвод должен быть строго ограничен. Так, например, шовная сварка применяется в производстве кварцевых резонаторов в том числе для наручных часов. Этот вид сварки полностью заменил прежнюю технологию герметизации корпусов пайкой. При пайке брак составлял 80%, так как не удовлетворялись требования стабильности вакуумной плотности и стерильности процесса. Характеристики приборов выходили за пределы технических условий из-за присутствия остаточного флюса. Использование процесса шовной сварки импульсным лазерным излучением для герметизации кварцевых резонаторов повышает выход годных изделий на 34%.
Микросварка: Выбирая между YAG:Nd и волоконным лазером
Четыре типа лазера могут использоваться для микросварки: импульсный алюмоиттриевый гранат, активированный неодимом (YAG:Nd), непрерывный (CW), квазинепрерывный импульсный волоконный лазер (QCW) и наносекундный волоконный лазер. Каждый из этих лазеров обладает своими особенностями и, в зависимости от специфики задачи, может оказаться наилучшим решением. В статье сравнивается лазер на YAG:Nd с доступными на сегодня волоконными лазерами, а также обсуждается, когда и при каких условиях стоит сделать выбор в пользу одного из них. В некоторых случаях для решения задачи могут быть равно применены несколько решений, тогда решающим фактором могут стать стоимость владения или ремонтнопригодность.
YAG:Nd –пиковая мощность и длительность импульса, идеальные для микросварки
В импульсных твердотельных лазерах на YAG:Nd активной средой является алюмоиттриевый гранат, активированный неодимом. Диаметр активного элемента обычно лежит в диапазоне 3 – 8 мм при длине около 100 мм. Накачка в YAG:Nd для микросварки, как правило, оптическая, при помощи ламп-вспышек. Эти лазеры излучают на длине волны 1064 нм, но при необходимости, частота может быть удвоена (532 нм, зеленый). Оптическая схема таких лазеров достаточно проста – в сердце лежит источник питания который управляет напряжением на лампе, позволяя с высокой точностью управлять длительностью импульса и пиковой мощностью.
Обладая широкими возможностями по управлению импульсом, YAG:Nd лазеры обеспечивают высокую пиковую мощность, позволяя осуществлять сварку большим пятном. Это приводит к упрощению подгонки деталей и процесса наладки. При средней мощности в 25Вт такой лазер способен обеспечить 6 кВт пиковой мощности, достаточной, чтобы сваривать сталь и алюминий пятном с диаметром 0,6 мм.
Импульсные YAG:Nd лазеры существуют уже несколько десятилетий и далеко ушли вперед по объемам интеграций. С позиций сегодняшнего дня они прекрасно подходят для точечной сварки тонких материалов толщинами до 1 мм и шовной сварки устройств чувствительных к нагреву.
Волоконные лазеры – отличные возможности по фокусировке излучения с высоким качеством.
Излучение волоконного лазера обычно формируется в активированном волокне, длина которого обычно составляет 3 – 10 м при диаметре в 10 – 50 мкм. В качестве активатора использован иттербий, обладающий высокой эффективностью преобразования и близкой к YAG:Nd лазерам длиной волны, которая прекрасно подходит под существующие оптические компоненты. Весь процесс формирования лазерного излучения происходит внутри волокна, что снимает необходимость в юстировке резонатора и установке оптики, характерных для импульсных лазеров на YAG:Nd. Высокоэффективный процесс генерации в таких лазерах позволяет использовать воздушное охлаждение и минимизировать габариты системы, упрощая ее дальнейшую интеграцию.
Схема одномодового и многомодового излучения
Уникальными характеристиками волоконного лазера является «фокусируемость» и качество излучения, которые могут быть применены для сварки. Качество излучения волоконных лазеров определяет режим их работы одномодовый (М 2 2 =2). Модовый состав определяет, насколько хорошо может быть сфокусировано излучение, а так же распределение энергии в пучке.
На рисунке ниже приведены примеры сварки при помощи одномодового и многомодового излучения нержавеющей стали толщиной 1,5 мм.
![]()
Влияние качества излучения на сварку
а) Одномодовое излучение 500 Вт, скорость сварки 7,6 м/мин., диаметр пятна 30 мкм, М 2 =1,2
b) Многомодовое излучение 700 Вт, скорость сварки 2,5 м/мин., диаметр пятна 150 мкм, М 2 =15
c) Многомодовое излучение 1000 Вт, скорость сварки 2 м/мин., диаметр пятна 250 мкм, М 2 =15Непрерывный волоконный лазер (CW)
Для высокоскоростной сварки используют лазер, работающий в непрерывном режиме, что подразумевает непрерывную подачу излучения от момента включения до выключения. Для точечной сварки, равно как и для шовной, излучение может быть приведено в импульсный режим работы, выражаясь более корректно – модулированно, путем постоянного включения и выключения лазера. Таким образом, пиковая мощность непрерывного лазера совпадает с его номинальной, поэтому при сварке лазером мощностью до 1 кВт диаметр пятна обычно не превышает 100 мкм. В связи с чем их предпочтительно применять для сварки внахлест. Однако эти лазеры позволяют выполнять и стыковые соединения при условии хорошей подгонки свариваемых деталей или использовании сканирующей головки, которая позволяет расширить зону сварки за счет высокоскоростного перемещения луча, так называемого эффекта раскрутки (wobble) , и снизить требования к зазору.
Непрерывное лазерное излучение прекрасно подходит для шовной сварки глубиной до 1,5 мм (для источника мощностью 500 Вт), высокоскоростной шовной сварки однородных и разнородных материалов и точечной сварки с диаметром сварного пятна до 100 мкм.
Квазинепрерывные волоконные лазеры (QCW)
Пиковые мощности и длительности импульсов QCW лазеров схожи с получаемыми у работающих на YAG:Nd, но с меньшим диапазоном. Наряду с CW лазерами, QCW, в зависимости от применения, предлагают варианты с одномодовым и многомодовым излучением и возможностью получения пятна от 5 мкм до 1 мм. Эти лазеры прекрасно подходят для решения большинства задач по микросварке и способны обеспечивать как малые диаметры пятна, так и глубокие проплавы.
Наносекундные волоконные лазеры
![]()
Примеры сварки наносекундным волоконным лазеромНаносекундные лазеры не так давно стали применяться в качестве сварочных. По сути, это те же источники, что широко применяются для лазерной маркировки. Они являются экономичным решением, которое в некоторых случаях может быть переориентировано для задач сварки. Наносекундные лазеры обеспечивают многокиловатные импульсы, но их длительность находится в пределах 60 – 250 нс, частота повторения которых составляет 20 – 500 кГц. Эта пиковая мощность позволяет работать почти с любыми металлами, включая сталь, медь и алюминий. Очень малая длительность импульса позволяет с высокой точностью контролировать процесс сварки микродеталей.
Подводя итоги
- импульсные твердотельные лазеры на YAG:Nd – это общепринятое решение для всех типов микросварки;
- непрерывные волоконные лазеры обеспечивают прекрасные скоростные характеристики и глубину проплава, позволяя сваривать проводящие и разнородные материалы;
- квазинепрерывные волоконные лазеры предлагают схожие с YAG:Nd характеристики, дополненные небольшим диаметром пятна и большими возможностями по глубине проплава;
- наносекундные лазеры позволяют с высокой точностью контролировать процесс сварки тонких материалов.
Излучение непрерывных лазеров включается и выключается в зависимости от потребности, однако может быть промодулировано для получения импульсного режима работы. Лазеры на YAG:Nd и волоконные QCW обычно предлагают пиковые мощности 0,2 – 4 кВт при длительностях импульса 0,1 – 10 мс. Наносекундные лазеры работают с мощностями импульсов порядка 10 кВт и длительностью 60 – 200 нс.
![]()
Пиковая мощность и длительность импульсаНаибольший интерес представляет сравнение YAG:Nd лазеров и QCW, которые предлагают схожие возможности по сварке – высокая пиковая мощность и возможность точечной и шовной сварки пятном большого диаметра (>200мкм). Импульсные лазеры на YAG:Nd распространены повсеместно и хорошо знакомы большинству пользователей, в то время как недавно появившиеся квазинепрерывные волоконные лазеры прельщают низкой стоимостью владения. С точки зрения возможностей по сварке они они практически идентичны и камнем преткновения становятся стоимость приобретения, владения, а так же возможность обслуживания. QCW лазеры не используют лампы, что снижает эксплуатационные расходы. При этом ламповые лазеры значительно дешевле и, в отличие от волоконных, могут полностью обслуживаться в «полевых» условиях. Решение в выборе одного из них остается за потребителем, предпочитающим высокую стоимость и низкие эксплуатационные расходы или отдающего предпочтение бюджетной системе, которую возможно обслуживать на месте 24/7.
Подготовлено по материалам:
GEOFF SHANNON – Choosing between Nd:YAG or fiber lasers for micro welding [ILS]Сварка металлических корпусов электронных компонентов
![]()
Шовная лазерная сварка применяется при изготовлении корпусов электрокомпонентов в микроэлектронике.
Лазерная сварка обеспечивает герметичность таких соединений.
Примеры лазерной сварки электрокомпонентов
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Видео процессов лазерной сварки на аппарате Фотон Компакт:
![]()
![]()
![]()
![]()
Компактные системы Фотон-Компакт и BlackLight могут использоваться для высокопроизводительной лазерной сварки металлических изделий в ручном и автоматическом режимах.
Возможность работы с устройствами перемещения/подачи изделий: координатными столами и вращателями для сварки цилиндрических деталей.
Оборудование имеет высокоэффективную систему охлаждения и возможность сварки в среде защитного газа. Также сварочная головка Фотон-Компакт комплектуется современной бинокулярной насадкой.
Как это сделано: лазерная сварка
![]()
Лазерная сварка применяется в промышленности уже более полувека. Обосновать в теории возможность концентрации светового потока для достижения в точке фокуса высочайшей температуры удалось советским физикам Н. Г. Басову и А. М. Прохорову, за что они были удостоены Нобелевской премии.
Ученым по всему миру удалось быстро построить работающие устройства, позволявшие благодаря достижению в малой точке очень высокой температуры соединять различные металлы, при этом повреждая их лишь незначительно (по сравнению с электродуговой или газовой сваркой). Лазерная сварка позволяет выполнять микроскопические сварные швы даже на драгоценных металлах.
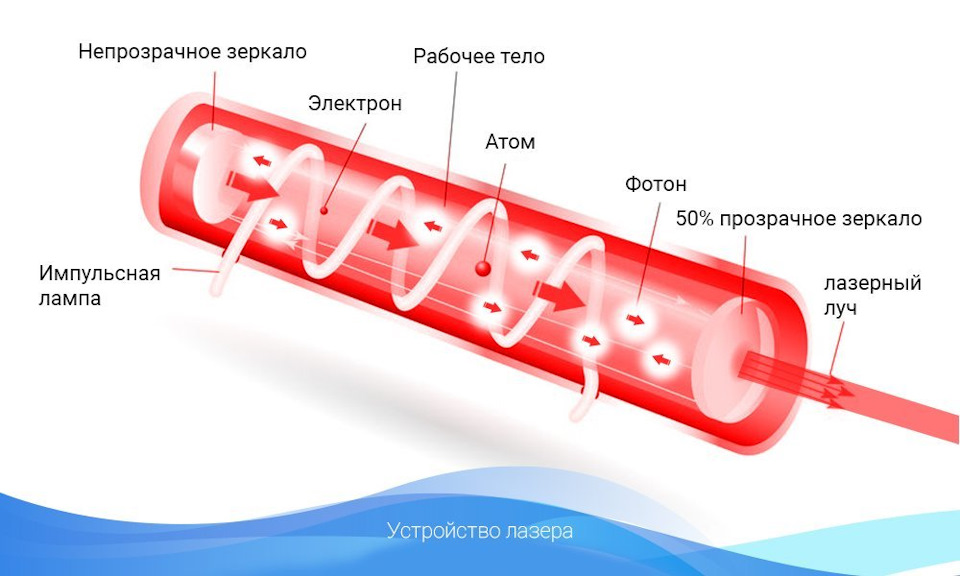
Электричество — свет — тепло
Основные элементы лазера — это генератор накачки и активная среда. Генератор создает мощное излучение, передающее энергию в активную среду. По типу используемой активной среды различают твердотельные, газовые и диодные лазеры.
Первые лазеры 60-х годов прошлого века использовали натуральные рубины для создания лазерного луча. При облучении ионы хрома, входящие в состав рубина, переходят в возбужденное состояние и отдают запасенную энергию в виде света. Это световое излучение ионов хрома, отражаясь от зеркальных торцов рубинового кристалла, циркулирует параллельно оптической оси, возбуждая все новые ионы. Лавинообразный процесс приводит к созданию мощного светового потока, который излучается параллельным пучком через полупрозрачное зеркало и фокусируется линзой в месте сварки, что создает в точке фокуса температуру в миллионы градусов Цельсия.
![]()
Такие твердотельные лазеры дороги и обладают низким КПД, поэтому уже в 70-х появились СО2-лазеры, в которых в качестве активной среды используется смесь газов. Наполненная газом трубка ограничивается с двух сторон строго параллельными зеркалами — непрозрачным и полупрозрачным. В результате электрического разряда между введенными в трубку электродами возникают быстрые электроны, которые возбуждают газовые молекулы. Возвращаясь в стабильное состояние, эти молекулы образуют кванты света так же, как и в твердотельном лазере.
На сегодня наиболее дешевыми и распространенными являются диодные лазеры, в которых диод может выполнять роль как активной среды, так и генератора накачки.
Благодаря малому размеру полупроводников и их низкому энергопотреблению удалось сделать маломощные лазеры компактными и приспособить для многих нужд.
Сварка — только плюсы
Сварка различных металлов является одним из важнейших применений лазера сегодня. По сравнению с традиционными методами, лазерная сварка обладает рядом неоспоримых преимуществ.
• Управление лазерным потоком с помощью системы зеркал и отражателей позволяет достигать труднодоступных мест и участков, что важно при потоковом производстве.
• Сварка лазером обеспечивает глубокий, почти сквозной провар, но не оставляет наплывов с обратной стороны.
• Узкое воздействие света не позволяет перегреваться всей поверхности изделия. Это сохраняет целостность его форм и ровность линий, что находит свое применение в автомобильной промышленности.
• Использование лазера позволяет соединять такие тонкие элементы, которые неподвластны аргоновой сварке, что применяется в микроэлектронике.
• Безопасность при ведении работ за счет отсутствия широкой зоны распространения тепла позволяет вести некоторые операции по сварке даже без защитных перчаток.
• Лазерные сварные соединения, как правило, выдерживают статический изгиб на 180°, а при испытании на растяжение и ударный изгиб детали разрушаются по основному металлу, поскольку из-за высокой скорости лазерной сварки сам шов имеет чрезвычайно плотную структуру и высокую прочность.Лазерная сварка уже прочно обосновалась в автопроме. С ее помощью соединяют элементы кузовов, детали многих узлов и агрегатов.
Лазерная сварка используется там, где традиционные методы пасуют. Чтобы соединить сверхтонкий иридиевый наконечник свечи зажигания DENSO с телом электрода, используют именно этот метод — это особая запатентованная DENSO технология 360-градусной лазерной сварки. Она позволяет создать сверхпрочный сварной шов, при этом не повреждая и не оплавляя миниатюрный наконечник.
Лазерная сварка используется при создании управляющих микросхем во многих датчиках DENSO. Особенно там, где требуется высокая прочность и виброустойчивость, например в датчиках EGTS (температуры выхлопных газов).
![]()
По мере удешевления самих лазерных установок лазерная сварка все больше начинает преобладать над аргоновой, стремительно вытесняя все традиционные методы. Все большее количество изделий DENSO изготавливается с помощью этой высокоточной технологии. Найти запчасти, прочность которых гарантирована лазерной сваркой, можно в нашем электронном каталоге.
Читайте также: