Лазерные сварки для сварки
Обновлено: 18.04.2024
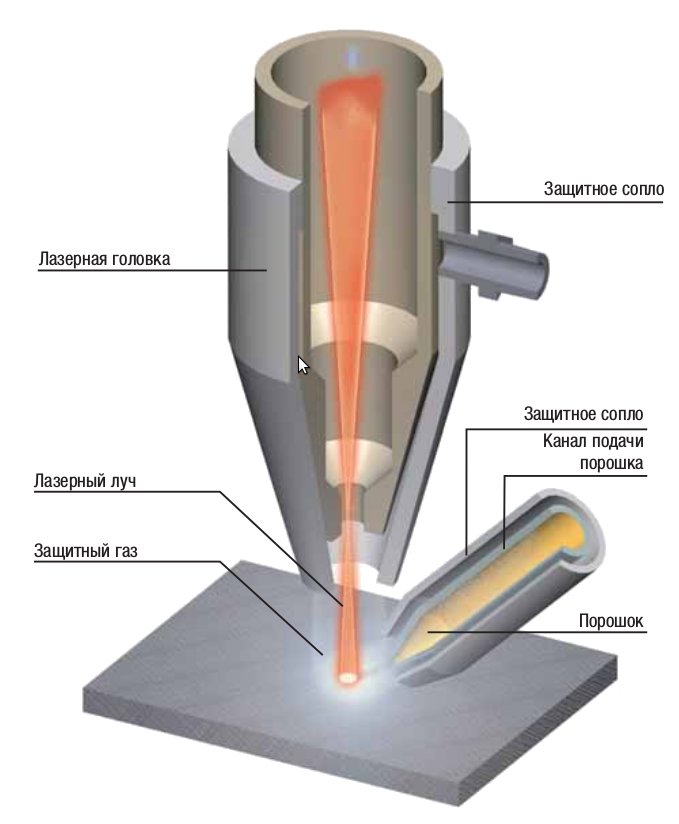
Процесс высокотемпературной сварки подразумевает соединение нескольких деталей посредством локального плавления (сваривания) материала по примыкающим поверхностям. Лазерный луч направлен на систему фокусирующих линз и фокусируется в пучок - источник нагрева. Показатель его плотности мощности составляет 105 - 107 Вт/см². Аппарат лазерной сварки нагревает и расплавляет металл, формируя шов за счет кристаллизации веществ. Отсутствие перегрева позволяет материалам не деформироваться и сохранять геометрию. При сварке используется CO2 или волоконные лазеры.
Волоконную сварку производят полным или частичным проплавлением поверхностей с помощью постоянного излучения. При меньшей толщине от 0.5 до 1.0 мм луч расфокусируют для получения герметичного шва.
Для машинной сварки активно используют воблинг шов. Данный тип шва можно получить с применением сварочной головы со сканатором. В качестве присадочного материала используется проволока толщиной 1,5 мм, что позволяет увеличить сечение сварного шва. Подача проволоки осуществляется на автоподатчиках с возможность регулировки скорости подачи.
Виды лазерной сварки:
- микросварка (глубина проплавки до 100 мкм);
- мини-сварка (от 0,1 до 1 мм);
- макросварка (более 1 мм).
Лазерная сварка может сочетаться с дуговой сваркой. Применяя электрическую дугу вместе с лазерной сваркой, улучшается качество заполнения шва металлом, увеличивается глубина и скорость сварки. Подводимое тепло уменьшается. Появляется возможность выполнить провар за один проход. Даже при неточном позиционировании объектов. Данный типа сварки называется гибридной лазерной сваркой.
Преимущества технологии ручной лазерной сварки
Основная задача подобного оборудования - создание прочных и аккуратных сварных соединений за небольшой промежуток времени и с минимальным количеством брака на одну партию изделий. Лазерный аппарат для сварки позволяет добиться указанных результатов и обладает целым комплексом эксплуатационных достоинств:
- высокий КПД (высокая производительность и скорость сварки) при умеренной цене;
- нет расходных материалов (не считая газа);
- безопасность заготовок - аппарат для лазерной сварки металлов⚡ может применяться вблизи термочувствительных деталей, деформация материала минимальна;
- идеальный сварной шов - в силу высокой концентрации энергии и точной локализации излучения (после обработки не нужно приводить в порядок швы, отсутствие правок при сварке);
- простота эксплуатации - нет потребности в создании вакуумных камер и других специальных условий;
- надежность - не образуются трещины на металле, сохраняется устойчивость к коррозии, не требуется коробление металл. подводка температуры минимальная;
- опциональная автоматизация - можно купить аппарат ручной лазерной сварки или сразу обзавестись оборудованием с машинным (компьютеризированным управлением).
Примеры работы лазерной сварки и пайки (Видео)

Презентация аппарата для сварки и пайки TORWATT 300 F

Лазерная сварка TORWATT ULTRA / PRO

Пример сварки корпуса катера
Что делать в случае, если оборудование для лазерной сварки или гравировки сначала работает нормально, а потом резко и неожиданно выключается?
Для начала проверьте уровень воды в резервуаре и сработало ли реле. Посмотрите, достаточно ли давление водяного потока. Если данные параметры в норме, значит, проблема в датчике потока. Замените неисправную деталь.
Верхний порог температуры для сварочного аппарата - 40°С. В случае превышающей этот показатель температуры в системе активируется аварийный режим и срабатывает предупреждающий сигнал. Если через 30 секунд не происходит понижение температуры, устройство автоматически выключается.
Возможная длина сварочного шва ограничивается исключительно размерами изделия.
В комплект лазерного сварочного аппарата входят:
- Лазерный источник (лазер). В нашем случае это - Raycus (Китай), JPT (Китай), IPG (США, Россия). Мощность варьируется от 500 до 2000 Вт. Для работы со сталью рекомендуется использовать излучатель от 1500 Вт;
- Чиллер (система водяного охлаждения). Использование водяного охладителя жидкости обязательно к использованию. Аппарат контролирует уровень нагрева во избежание перегрева, отключение станка происходит автоматически при достижении критической температуры;
- Сварочная голова (головка). Настройки наших головок позволяют отключать воблинг и использовать аппарат для резки. (необходимо доп. оборудование);
- Контроллер управления. Микрокомпьютер с программным обеспечения на русском и английском языках. Контроллер позволяет настраивает мощность излучения, подачу газа, частоту;
- Сварочный газ Аргон. Охраняет материал от появления копоти и нагара, обеспечивает качественную свариваемость. Рекомендуем к использованию высокоочищенный газ, это пролонгирует срок службы защитных и фокусирующихся линз, и излучателя. Повысит качество сварного шва.

Область применения мобильных аппаратов и станков для сварки и пайки
Данные установки отлично зарекомендовали себя при работе с:
- металлами - углеродистой сталью, титановым сплавом (титан), медью, чугуном, алюминием, латунью;
- нержавеющей сталью (нержавейкой), алюминиевыми сплавами;
- металлоконструкциями из листового или профильного металла, трубами;
- производство из цветных металлов;
- фитингами и другими мелкими деталями;
- пластмассой, пластикой керамикой, стеклом.
Сколько стоит лазерная сварка?
Стоимость лазерных сварочников TORWATT колеблется от 490 000 до 4 150 000 рублей с учетом скидок и акций.
Пожалуй, дорогое оборудование можно отнести к недостаткам технологии.
Почему лазерный сварочный аппарат стоит купить у нас?
Наши клиенты ценят нас за качество оборудования и гибкие условия работы и оплаты.
Мы готовы помочь Вам:
- с обучением персонала;
- выполнить пусконаладочные работы;
- продемонстрировать эффективность оборудования.
Приглашаем на демонстрацию на производстве в Москве и СПб. Специалисты LASERSTORE подберут лазерный сварочный аппарат оптимальной конфигурации и цены с учетом задач вашего производства!
Всё о лазерной сварке: преимущества и недостатки, характеристика, виды, дефекты
Лазерная сварка - это способ соединения деталей за счет локального плавления. Встречается при обработке изделий из металла, пластика, стекла и других твердых материалов, когда нужно точное соединение деталей при сложной конфигурации.
Эта технология дает гладкий шов без следов деформации в виде неровностей, искривлений, шероховатости.
Общая характеристика
Лазерная сварка активно используется в промышленных масштабах для формирования высокоточного и неразъемного соединения.
Во время лазерной сварки металлических изделий прибегают к специальному оборудованию, которое при нужных навыках и правильно подобранных настройках обеспечивает высокое качество фиксации и аккуратный шов.

Рис.1. Сварка металлических изделий лазером
Процесс этой технологии обеспечивает преобразование металлического элемента на стыке. Луч лазера способствует процессу нагревания и дальнейшего плавления на обрабатываемом участке. Лазер создает световой поток с характерной монохромность.
Длина волн идентична. Это упрощает контроль потоков при фокусировке линз или отклонения рабочих призм. Мощность пуска повышается за счет появления волнового резонанса.
При лазерной сварке используются следующие сварочные аппараты:
- роботизированные (работа без человеческого присутствия и контроля);
- автоматические;
- полуавтоматические.
Всем трем видам характерно формирование лазерного луча, который воздействует на определенный участок - способен нагревать и расплавлять на ней металл.
Технология лазерной сварки
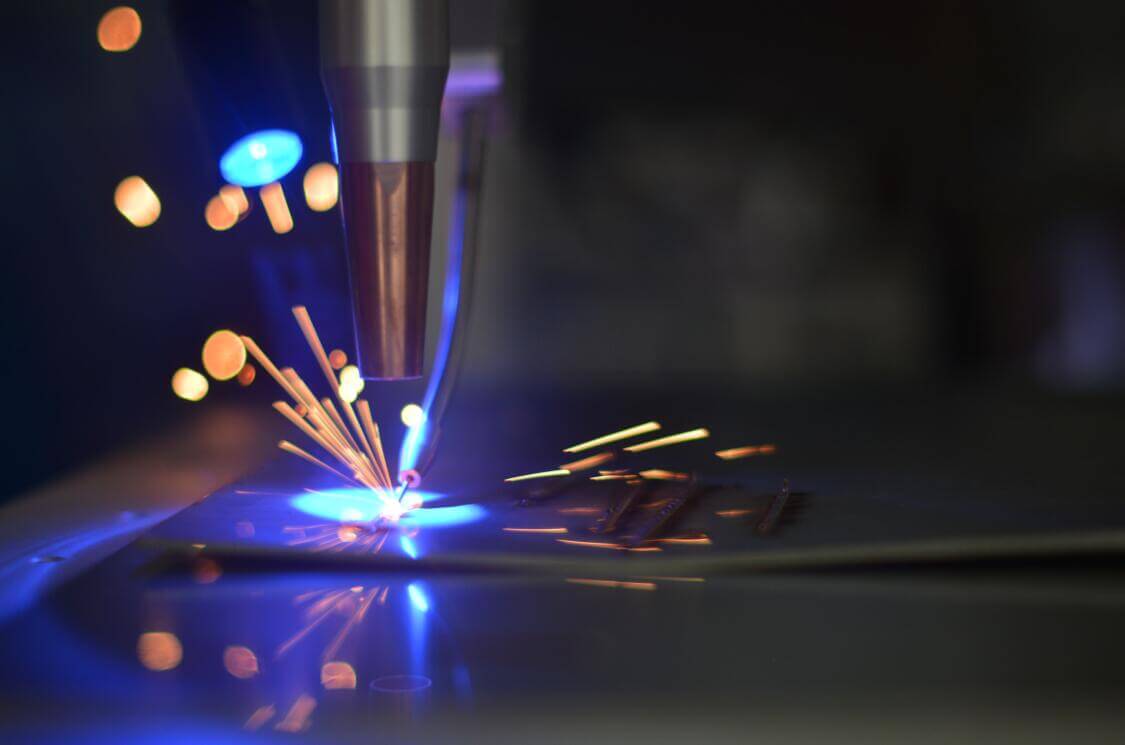
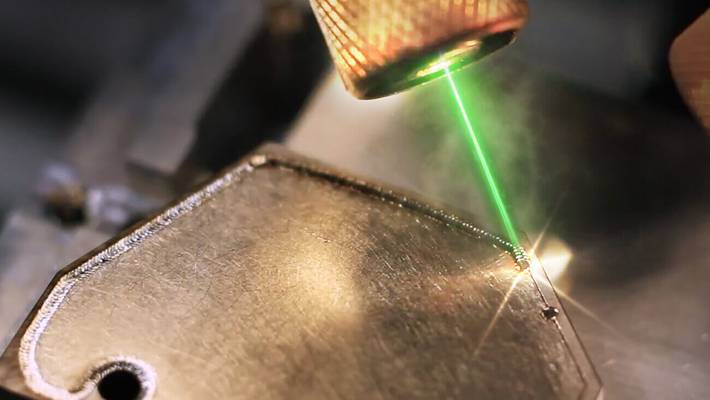
Рис.2. Технология лазерной сварки металлов
Лазерной сварке свойственны показатели:
- когерентности. Сочетание фаз теплового поля луча лазера в разных областях;
- монохроматичности. Малая ширина линий спектра-источника;
- направленности. Отсутствие рассеивания лазерного луча при его перемещении от источника к области для сварки во время сварочного процесса.
Из-за этих свойств мощность луча значительно увеличивается. Он отвечает за равномерное плавление, а также за испарение металлов в свариваемой зоне.
Особенностью сварочного процесса является факт того, что источник может находиться на удалении от области сварки, в то время как в промежутке лазерной ванны не обязательно наличие вакуума.
Как работает лазерная сварка
Лазерный луч производит фиксацию изделий следующим образом:
- Соединяемые элементы плотно фиксируется у соединительной линии;
- Лазерный луч направляется на стык;
- Происходит активизация генератора. Устройство равномерно разогревается и затем плавит металлические частицы на кромках. Лишние элементы при данной технологии испаряются.
У луча лазера сечение с небольшими размерами, поэтому полученный сплав исправляет неровности, заполняет трещинки и другие недочеты, попавшие на территорию обработки лазерным лучом.
Во время сварки лазером формируется сварное соединение изделий с большей плотностью. Для него не характерна пористость, которая встречается при других типах сварки. Также при лазерном типе отсутствует окисление металла из-за высокой скорости лазерного луча, который перемещается по поверхности изделия.
В этой технологии применяются два вида шва:
- Сплошной. Необходим при сваривании труб из нержавеющей стали. Нужны в операциях, где нужен высокий уровень герметичности
- Прерывистый. Подходит для сварки малых конструкций с поверхностными повреждениями.
Преимущества и недостатки
В лазерной сварке можно найти много преимуществ, из-за чего она и стала более востребованной. Рассмотрим их поближе:
- Сварка лазером подходит для обработки многих материалов: различные магнитные сплавы и сплавы металла, стекло, термопласты, керамика.
- Обладает высокой точностью. Траектория пятна нагревания отличается стабильностью.
- Сварное соединение небольшого размера, из-за чего оно становится незаметным.
- Область около шва не нагревается, поэтому деформация свариваемых элементов минимальна.
- Во время нагревания не выражается рентгеновское излучение и не создаются продукты сгорания.
- У сварочного процесса высокая химическая чистота, так как в процессе сварки не прибегают к дополнительным электродам, флюсам и присадкам.
- Отличный вариант для сварки в труднодоступных местах. Может использоваться на большом расстоянии от области расположения лазера.
- С помощью данной техники можно обработать материалы, которые находятся за прозрачными элементами.
- Может применяться для сварки элементов, которые находятся за прозрачными материалами.
- Созданным во время сварки сварным швам свойственны высокие показатели качества и прочности.
- При переходе на создание нового изделия можно происходит быстрая перенастройка системы.

Рис.3. Преимущества и недостатки сварки при помощи лазера
Перед подготовкой к лазерной сварке стоит учитывать и минусы данного вида сварки. В первую очередь, это следующие:
- Высокая стоимость. Инструменты и комплектующие для лазерной сварки относительно дорогие. Это причина, по которой данный тип преимущественно встречается в промышленности и на производстве. Можно попробовать создать оборудование для лазерной сварки самостоятельно, но для этого нужно обладать особыми навыками и знаниями, иметь специальные инструкции и схемы с чертежами.
- Обслуживающий персонал для устройств по лазерной сварке должен обладать высокой квалификацией.
- Также особые требования выдвигаются и к помещениям, где будет размещено оборудование для лазерной сварки. Рассматриваются все показатели - от запыленности до показателей вибрации и влажности.
- Низкий КПД у лазерно-дуговой сварки. В целом, для газовых сплавов он составляет 10%, а для твердотельных - лишь 1.
- Кроме этого, существует высокая зависимость от отражающей способности у самой заготовки. Если она низкая, то такой будет и эффективность.
Условия и способы лазерной сварки
Лазерная сварка металлов имеет разные требования и условия для проведения операций.
Для сварки изделий из нержавеющей стали, металлов и деталей из схожих сплавов необходим луч с повышенной мощностью. Во время операции нужно добиваться его точной фокусировки. Луч перемещается на рабочую поверхность через направляющие линзы и центр переднего зеркала, как только интенсивность пучка достигает самых высоких показателей.
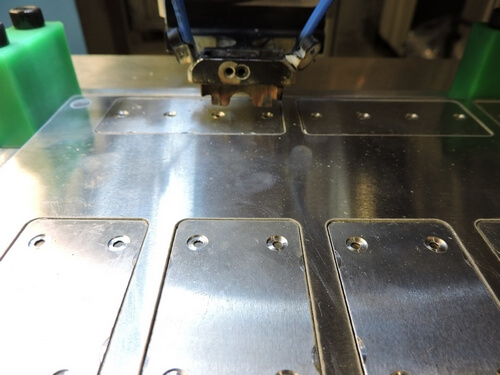
Рис.4. Лазерная сварка металла
Также в зависимости от твердости материала, сварка нержавеющей стали и других металлов может проводиться по разному с точки зрения глубины проплава. Он может быть как поверхностный - эти показатели регулируются во время проплавления металлических частей.
Сварка проводится двумя способами:
- непрерывным лучом;
- прерывистыми импульсами.
Лазерная сварка импульсом лучше всего подходит для сварки изделий из тонколистового проката, толстостенных деталей и сложных профилей.
Методы лазерной сварки могут отличаться за счет специфики материала. Для обработки нержавеющей стали, алюминия и меди подойдут следующие:
- Стыковой метод. Для него не нужны дополнительные присадки или флюс. Размер стыка между металлическими деталями - не более 0,2 мм. Этого достаточно, чтобы создать корректную фокусировку луча лазера на стыке. “Кинжальное” проплавление металла происходит по всей толщине. В случае стыкового способа лазерной сварки на изделии проводится дополнительная защита шва азотом или газом от окисления металла. Интенсивность лазерного излучения до 1 мВт/см2.
- Нахлёсточный метод. В процессе операции происходит наложение металлических листов внахлест. Мощное излучение создает отличное соединение с дополнительным прижимом элементов. Зазор между ними составляет до 0,2 мм.
Виды лазеров
Лазерная сварка проводится при помощи разных лазеров в зависимости от обрабатываемого материала. Для нержавейки, алюминиевых сплавов или меди применяется другой тип, нежели тот, к которому прибегают для обработки стекла и керамики.
Оборудование бывает следующих типов:
Каждому из них соответствуют определенные характеристики.
Твердотельные лазеры
Твердотельные лазеры используются для сварки лазером серебра, пластмасс, нержавейки, меди, стекла и других твердых элементов. В составе таких лазеров имеется особый рубиновый стержень, который также производится из неодимового стекла. Располагается внутри специальной осветительной камеры.
Процесс использования данного вида лазеров выглядит следующим образом:
- В осветительную камеру с выбранной частотой направляется луч света с высокими показателями мощности. При этом возникает возбуждение атомных частиц.
- Появляется световое излучение. Его волны обладают одинаковой длиной.
- Так как части стержневой детали на торцах состоят из отражающих зеркал, а одно из них является частично прозрачным, именно через него проходит энергия в качестве лазерного излучения.
Газовые лазеры для сварки
Газовые сварочные лазеры отличаются большими мощностными показателями и производительностью. Это их отличает от твердотельных лазеров.
Активный компонент в случае таких устройств - газовая смесь.
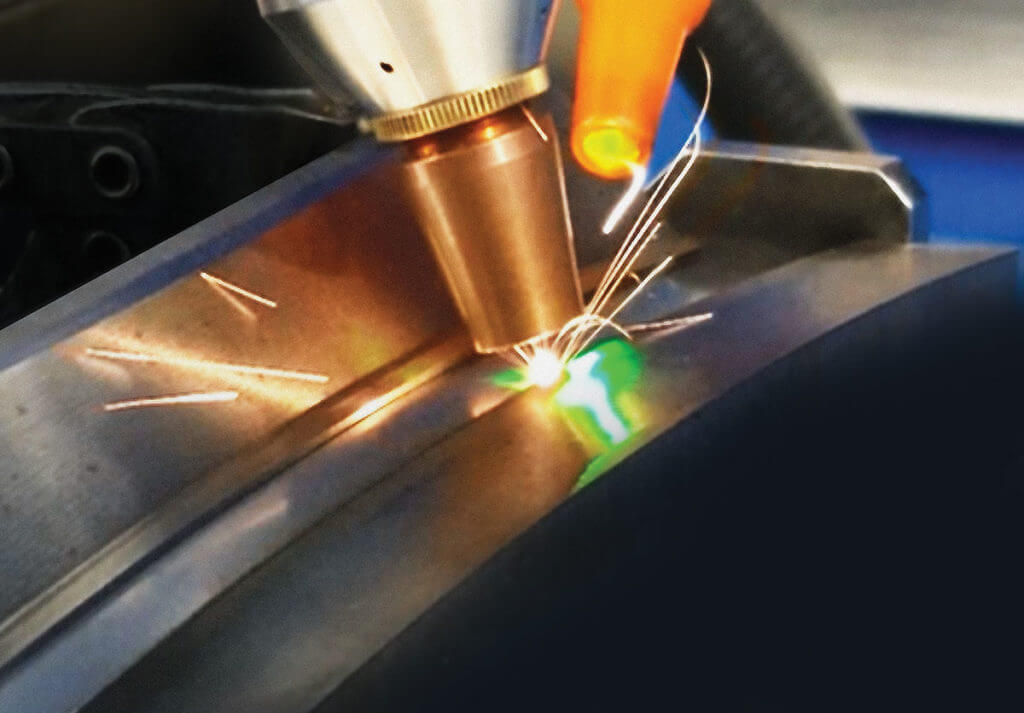
Рис.5. Сварка металла газовым лазером
Они проводят сварку таких материалов, как алюминий, титан, нержавейка и других похожих по параметрам металлов с использованием вспомогательных средств:
- прокачивание газа и передача его из баллонов происходит через насос, поэтому в качестве дополнительного элемента с ним используется газоразрядная трубка;
- между электродами проходит электрический разряд (ток). Из-за этого возбуждается газовая смесь;
- лазерные лучи проходят через установленные зеркала. Они располагаются в торцевой области газоразрядной трубы;
- при лазерной сварке крупных деталей (автомобильный кузов, детали с большой толщиной и др.) источник питания соединяется с электродами;
- охлаждается за счет водяной системы.
Газовое оборудование отличается большими габаритами, что не для всех удобно. В то же время существуют лазерные устройства, которым характерна поперечная прокачка газа. Они отличаются небольшими размерами и считаются более компактными. Показатели мощности подобных устройств - от 20 кВТ. Это позволяет проводить сварку толстостенного металла с высокой скоростью - приблизительно до 60 метров в час.
Такой метод лазерной сварки применим не только для прочных металлических сплавов - с его помощью обрабатываются драгоценные металлы (платина, золото, серебро), алюминий, медь, титан. Так как это специфические материалы, для них проведение операций по сварке происходит в атмосферных условиях со специально созданным вакуумом. Дополнительные средства формируют защиту от воздушного воздействия на расплавленный металл. В первую очередь, это газы. В особенности - аргон.
Из-за того, что во время сварки создается высокая тепловая мощность лазерного луча, процесс испарения металлических частиц проходит еще активнее. Параллельно с этим проводится ионизация паров, чтобы луч лазера экранизировался и рассеялся.
Газовые лазеры для сварки используются не только для металла, но также для стекла или пластмассы. В их обработке встречаются два вида газа:
Чаще всего, это гелий - он не рассеивает луч лазера и легче, чем аргон.
Сварщики с большим опытом работы упрощают процесс использованием комбинированных смесей газов, у которых есть защитные и плазмоподавляющие параметры.
Особенности газодинамических лазеров
У газодинамических лазеров самые высокие показатели мощности. Они относятся к устройствам с использованием окиси углерода. Данный состав нагревается до 3000 К. После проходит через сопло Лаваля, после чего происходит снижение давления и последующее охлаждение газового компонента.
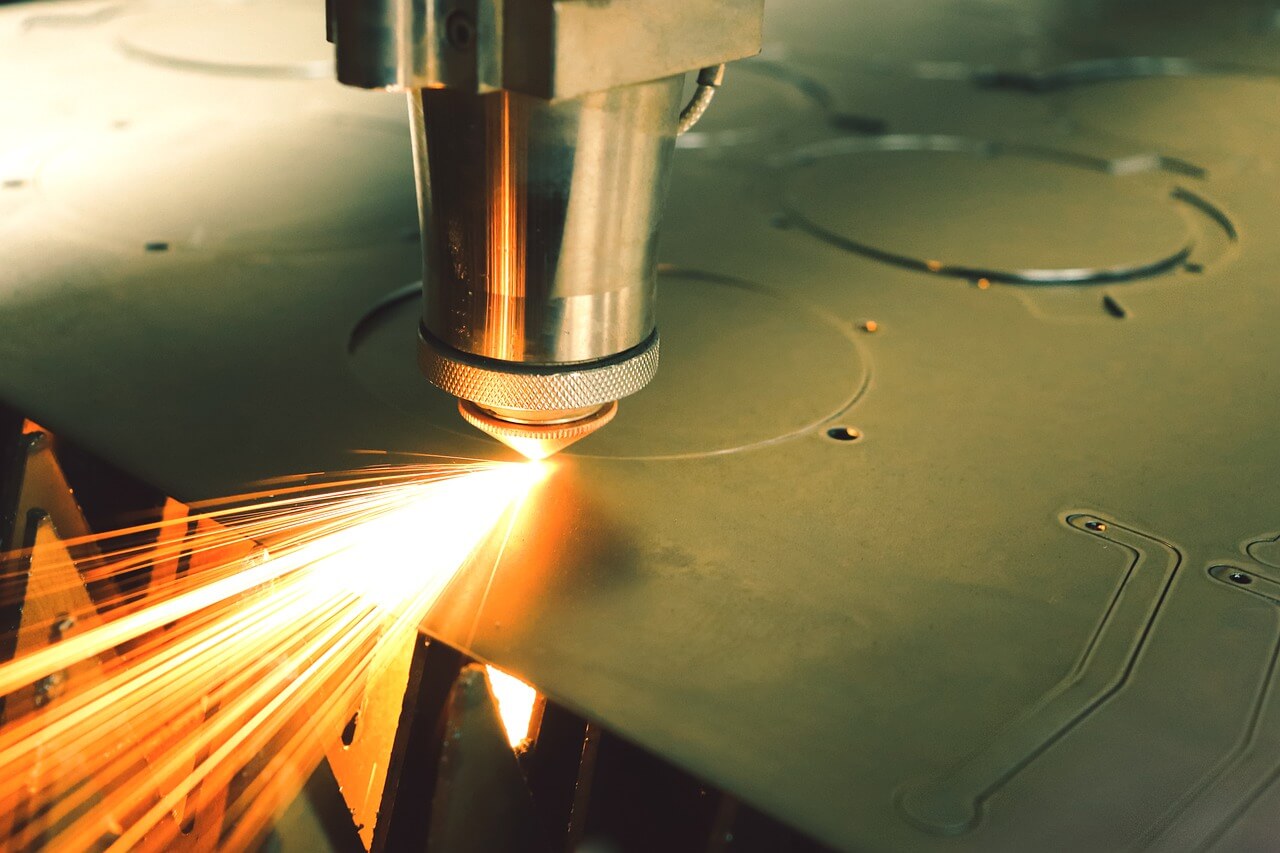
Рис.6. Применение лазеров для сварки по металлу
Использование гибридных установок
Лазерная сварка специальных элементов в виде толстостенных деталей, элементов с зазорами или большими металлическими плоскостями проводится при помощи дополнительных материалов для присадки. В первую очередь, это проволока для зажигания электрической дуги. За счет этого заполняется пространство между пластинами и создается соединительный шов с высокой прочностью.
Обдув инертным газом производит защиту толстостенных металлических конструкций и автомобильных деталей. Его подача происходит через сопло, которое крепится рядом с лазерной головкой.
Их сварка проходит на столе и на отдельных подставках от оборудования. Процесс осуществляется поэтапно:
- Сначала металл очищается от загрязнений, окалин, масляных остатков, водяных капель и влаги в цело.
- Детали плотно подгоняются стык в стык.
- Создается химическое травление металлической поверхности.
- Аппарат лазерной сварки настраивается с выставлением необходимых параметров. Для этого обращаются к типу свариваемого материала и подбивают параметры под него.
- Головка сварочного инструмента размещается у линии начала соединения.
- Активируется кнопка запуска сварки.
Во время сварочного процесса нужно следить за тем, как луч попадает на стыковую область.
Особенности сварки тонкостенных изделий
Тонкостенные детали представлены в виде небольших изделий из области микроэлектроники. Это могут быть проволочные выводы, чей диаметр варьируется от 0,01 до 0,1 мм, или же фольгированные элементы с диаметром точки лазера 0,5-0,9 мм. Их обработка производится твердотельными лазерами. Твердотельная лазерная установка способна провести точечную лазерную сварку для катонного соединения с высокой герметичностью. Необходимая деталь в современных кинескопах.
Для работы по мелким деталям с тонкими стенками подходит минимальная мощность проведения.
Операции проводятся импульсным или непрерывным режимом.
При импульсном режиме необходимо повышается скважность импульса и сокращать длительность. При непрерывном режиме - повышать скорость лазера.
Лазерная сварка стекла и пластмассы
Что касается изделий из стекла и пластмассы, лазерная сварка также проводится благодаря твердотельным установкам. Они представляют собой простое устройство, которое состоит из отражательной трубки с двумя электродами, а также смеси из ионизирующих газов в пространстве между ними.
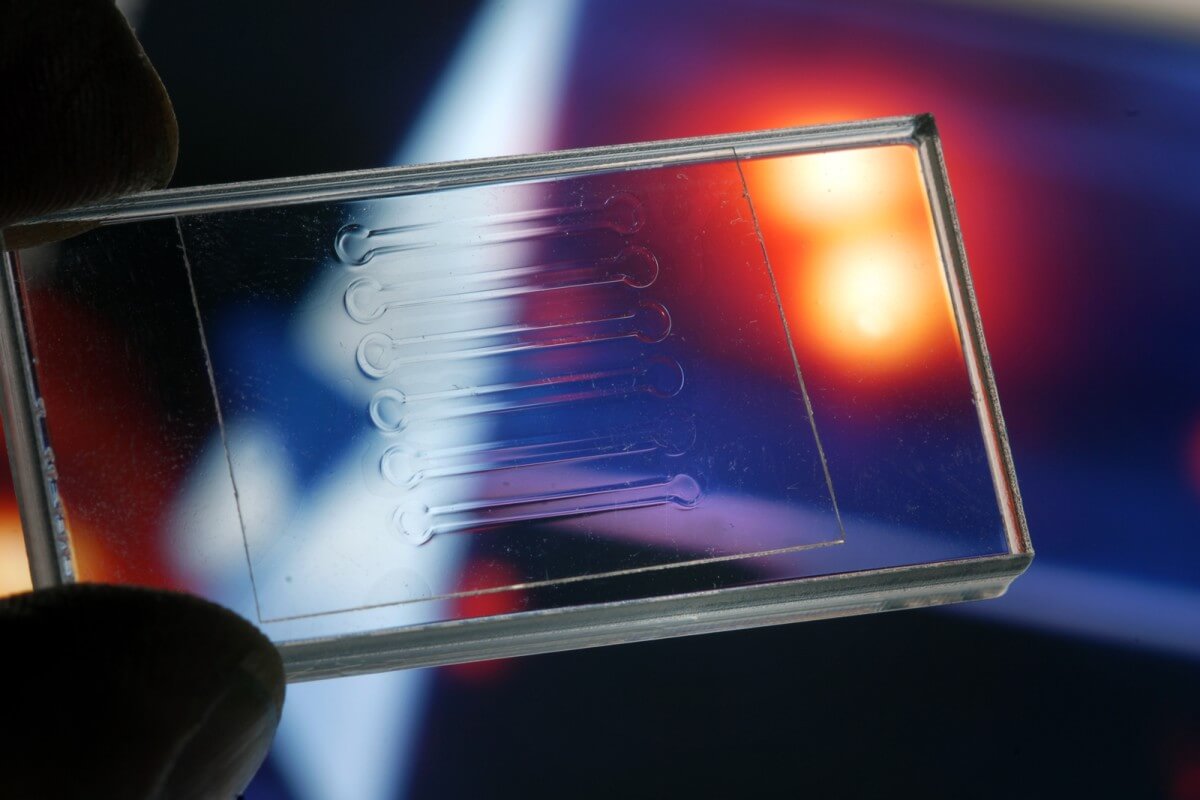
Рис.7. Лазерная сварка по стеклу
Такое устройство встречается во время ремонта очков - как пластиковых, так и стеклянных элементов. Сварка таким образом не требует дополнительного припоя при сваривании оправ.
Лазерная сварка деталей из стекла и пластика происходит с той же последовательностью, что и металлические изделия:
поверхности элементов, которые будут подвержены сварке, очищаются от пятен, пыли и других загрязнений
подготавливаются установка и электроды к дальнейшей работе, настраивается линза для фокусировки. В случае использования расфокусированной линзы есть риск смазанного лазерного луча. В таком в случае не получится сделать четкий локальный расплав металла. Корректно сфокусированный пучок обладает круглой формой
устанавливается нужное значение мощности сварки
можно приступать к работе.
Лазерная сварка в промышленности
В промышленной технологии лазерной сварки используются следующие устройства:
Станки для 2D и 3D сварки
ЛТСК-QCW - серийная российская пятикоординатная установка лазерной сварки и наплавки проволокой, которая позволяет обрабатывать детали сложной формы на основе 3D-модели, с использованием режима обучения, а также с автоматизированным построением профиля поверхности.
СВЯЖИТЕСЬ С НАМИ
КОНТАКТНАЯ ИНФОРМАЦИЯ
Укажите Ваши контактные данные, и наши специалисты ответят на Ваши вопросы и помогут с выбором.

Станок для лазерной 3D-сварки ЛТСК-YR-1250
Комплекс для точечной и шовной ручной и автоматизированной прецизионной лазерной сварки металлов, тугоплавких материалов, сплавов сфокусированным пятном мощного иттербиевого волоконного лазера.

Станок лазерной сварки металлов МЛК4-QCW
Лазерные машины МЛК4-QCW предназначены для автоматизированной сварки металлов, тугоплавких материалов и сплавов толщиной до 1,6 мм. Машины не требуют водяного охлаждения и размещаются на площади менее 1 кв. м.
Станок пятикоординатной обработки изделий сложной формы СЛ5
Установки серии СЛ5 – пятикоординатные лазерные станки для резки и сварки деталей сложной формы. За счет использования кинематической системы на линейных двигателях и гранитного виброустойчивого основания, обеспечивается позиционирование и обработка с высокой точностью и качеством.


Универсальный станок размерной обработки МЛ4-QCW-400
Станки серии МЛ4-QCW – универсальные лазерные установки для размерной обработки различных материалов. Машины имеют большую рабочую камеру, ход перемещений координатной системы – 400*300*250 мм.
Универсальный станок размерной обработки МЛ4-QCW-500
Станки серии МЛ4-QCW – универсальные лазерные станки для размерной обработки, имеющие большую рабочую камеру, ход перемещений координатной системы – 500*400*250 мм.
Мы производим станки для лазерной сварки с 1998 года. Базовые модели установок для сварки различаются типом и мощностью лазера (а значит — глубиной провара), размерами рабочей зоны, количеством автоматически управляемых осей (от одной до пяти), типом управления (пульт или ЧПУ, ручной или автоматический режим).
В зависимости от номенклатуры свариваемы материалов, типа изделий, требований к шву, а также специфики и интенсивности производства, мы можем подобрать наиболее оптимальную модель. Для этого лучше всего связаться с нашими специалистами по оборудованию и они помогут Вам с выбором наиболее подходящего станка для лазерной сварки.
Преимущества нашей техники:
• высокая точность соединения деталей
• минимальная ширина швов, отсутствие структурных изменений металла
• отсутствие температурных деформаций свариваемых заготовок
• возможность работы с деталями минимальной толщины, измеряемой долями миллиметра
• сварка без использования присадок, флюсов и других вспомогательных материалов
• возможна сварка с подачей проволоки
• выполнение швов сложной конфигурации, на труднодоступных участках изделия или за светопрозрачной преградой
• легкость автоматизации процесса и перепрограммирования установки
• возможность сварки в вакууме
Описание
Бесконтактное сваривание разнородных материалов толщиной от нескольких микрометров до десятков миллиметров с помощью луча высокой энергии находит применение в радиоэлектронике и приборостроении, при создании оптических приборов, датчиков, в автомобильной, авиакосмической отрасли, сельскохозяйственном машиностроении, при изготовлении медицинских приборов. Особенно востребована 2d, 3d сварка при соединении трудно свариваемых и тугоплавких сплавов, которая отличается повышенной скоростью, точностью . Качество лазерной сварки металла определяется следующими характеристиками энергетического пучка: когерентностью, монохроматичностью, направленностью.
Как происходит процесс
- подготовленные для сращивания детали соединяют по линии будущего шва;
- при наведении сфокусированного луча от лазерного источника на зону стыка возникает равномерный разогрев и плавление кромок;
- для защиты зоны шва осуществляется продувка инертным газом
- при этом получается однородный равномерный сварной шов без дефектов, так как в месте соприкосновения поверхности с лучом расплав материала заполняет все неровности;
- ввиду ускоренного процесса и продувки защитным газом металл не успевает окислиться.
Сплошным швом соединяют изделия из нержавейки, черной стали, инструментальной стали с толстой стенкой, точечным ‒ малогабаритные детали, тонкие металлические листы.
Оборудование для лазерной сварки металла
Нормативные документы рекомендуют использование лазерных машин для сварки , состоящих из системы фокусировки, перемещения, подачи защитного газа и лазера:
- газового, использующего в качестве рабочего тела смесь двуокиси углерода, азота, гелия;
- твердотельного, работающего в импульсном и непрерывном режимах. Самый современный лазер такого типа - иттербиевый волоконный.
Прежде чем купить станок лазерной сварки металла, необходимо ориентироваться не только на цену , но и на назначение технического оснащения, масштабы производства.
Аппараты ручной лазерной сварки












Волоконно лазерная сварка применяется для сварки металлических конструкций из листового и профильного металла (труб). Такая сварка отличается высоким качеством соединения различных металлов.
Преимущества лазерной сварки
- Идеальный сварной шов
- Высокий ресурс и отсутствие расходных материалов (кроме газа)
- Сварка без правок и дальнейшей механической обработки свраного шва
- Высокая производительность и скорость сварки
- Высокая экологическая безопасность по сравнению с традиционной сваркой
- Минимальные температурные поводки и коробление металла (в сравнении с другими методами).
- Возможность сварки двух разных материалов
Принцип работы
Сущность лазерного процесса сварки состоит в следующем: лазерное излучение направляется в систему фокусирующих линз и фокусируется в пучок. Дальше луч направляется на свариваемые детали, нагревает и расплавляет металл, формируя аккуратный сварной шов.
Свариваемые материалы не подвергаются чрезмерным нагревам в следствии чего не происходит их деформация и сохраняется геометрия изделия. Стоит также отметить что, даже малоопытные сварщики использующие оптоволоконные ручные лазерные аппараты показывают высокую эффективность и качество в сварке металлоконструкций, фитингов и т.д.
Лазерную сварку производят сквозным и частичным проплавлением в любом пространственном положении. Волоконная сварка проводится непрерывным излучением. При сварке изделий малых толщин от 0,05 до 1,0 мм сварка проходит с расфокусировкой лазерного луча.

В последнее время широкое распространение получили сварочные головки с сканаторными системами формирующие так называемый воблинг шов. За счет поступательно вращательного движения лазерного луча формируется равный широкий сварочный шов. Такие головки, как WSX ND18, Qilin позволяют регулировать его ширину от 0-4мм.
Как и в традиционной сварке, в лазерной также используют присадочных материалы (проволока диаметром около 1,5 мм, лента или порошок). Присадка увеличивает сечение сварного шва. Для подачи проволоки в зону сварки используют автоподатчики с регулировкой скорости подачи. Лазерная сварка разделяется на три вида: микросварка (толщина или глубина проплавления до 100 мкм), мини-сварка (глубина проплавления от 0,1 до 1 мм), макросварка (глубина проплавления более 1 мм).
Оборудование
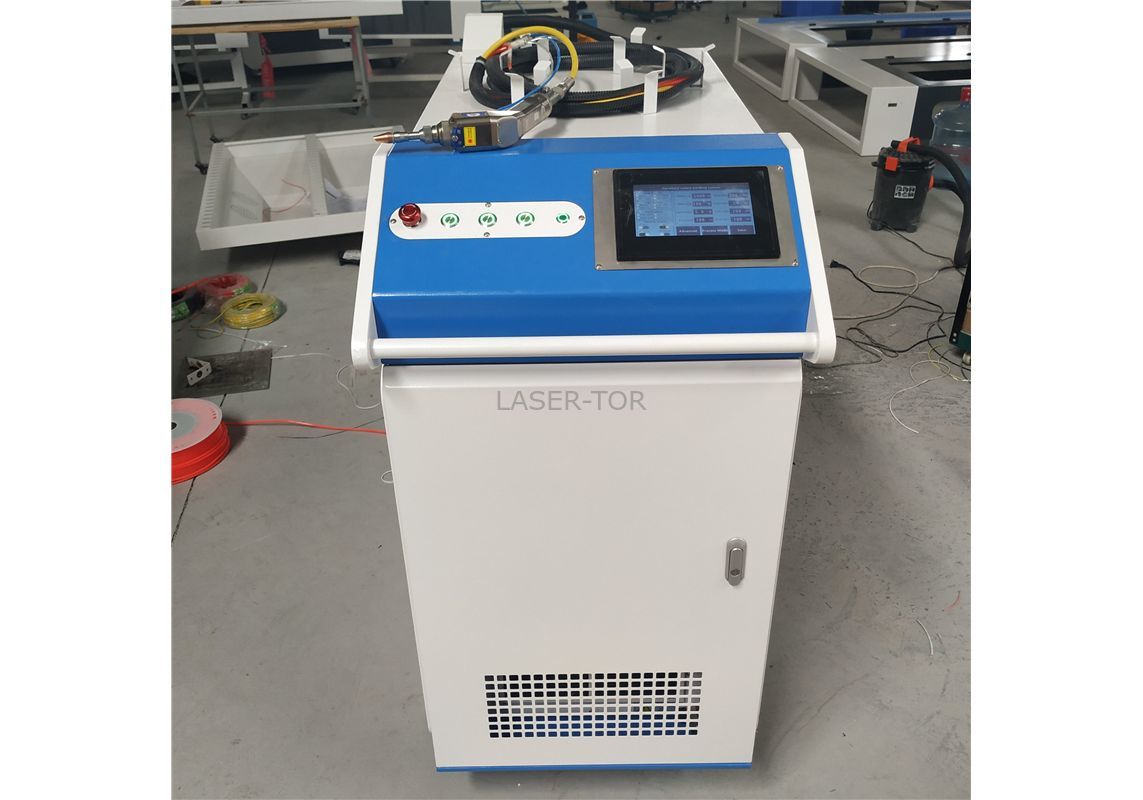
Лазерный сварочный аппарат состоит из следующих компонентов.
1. Лазерный источник.
Мы поставляем три бренда лазерных источников излучения: IPG, Raycus или MAX.
Важно правильно подобрать мощность лазера. Диапазон мощностей для ручной сварки составляет от 500 до 2000 Ватт. Для комфортной сварки нержавеющей стали лучше использовать лазерный излучатель не 1500 ватт.
2. Водяной чиллер.
Для охлаждения источника излучения и лазерной головки используется водяной охладитель жидкости - чиллер. Этот аппарат сам регулирует температуру охлаждающей жидкости и отключает станок если он выходит за рамки рекомендуемых параметров.
3. Сварочная головка.
В составе сварочных аппаратов мы используем лазерные головки производства Hanwei, Qilin и WSX. Эти головки обладают дополнительными параметрами настройки, меньшими габаритами и весом, а самое главное возможностью регулировки сварного шва и отключение воблинг эффекта. Отключение воблинга позволяет производить резку тонких металлов сварочным аппаратом установив специальное сопло.
4. Контроллер управления лазерным источником.
Контроллер управления представляет собой микрокомпьютер с понятным интерфейсом на английском или русском языке. С помощью тачскрина Вы можете настроить мощность изучения, частоту, подачу газа и другие необходимые параметры.
5. Сварочный газ Аргон.
Газ необходим не только для поддержания хорошей свариваемости материалов, но и для защиты оптического тракта от копоти и нагара.
Используйте только высокоочищенный газ для сварочных работ. Это увеличит ресурс защитных и фокусирующих линз, ресурс самого лазерного излучателя и повысит качество сварного шва.
Лазерные сварки для сварки
Ручная технология лазерной сварки в основном использует лазерный луч в качестве источника энергии для воздействия на сварочное соединение для достижения цели сварки.
Это новый метод сварки с хорошими сварочными характеристиками и небольшой деформацией, который широко используется при обработке и сварке различных металлов.
Ручной лазерный сварочный аппарат имеет преимущества простой работы, красивого шва, быстрой скорости сварки и отсутствия расходных материалов.

Сварка тонкого листа нержавеющей стали, стального листа, оцинкованного листа и других металлических материалов может прекрасно заменить традиционную аргонодуговую сварку, электросварку и другие процессы.
Ручной сварочный аппарат лазера можно широко использовать при производстве шкафов, кухонь, лестниц, лифтов, полках, печей, дверей и дверных коробок, окон, шитков распределения и других индустриях с сложным нерегулярным процессом сварки. Скорость ручной лазерной сварки быстрая, в 2-10 раз быстрее, чем традиционная сварка, машина может сэкономить не менее 2 сварщиков в год.
Сварочный шов после сварки гладкий и красивый, что сокращает последующий процесс шлифования, зачитски, сатинирования и экономит время и затраты. Заготовка для лазерной сварки не имеет деформации, сварочного щлама и прокалки шва. Расходные материалы для лазерной сварки меньше, и с большим сроком службы. Графика сварки включает в себя: точку, линию, круг, квадрат или любую плоскую графику, нарисованную программным обеспечением AutoCAD.
Аппарат прост в эксплуатации и может использоваться обычными сотрудниками без высоких затрат на обучение.
Аппарат преимущества высокой эффективности, большого размера сварки, быстрой скорости сварки, деликатного и красивого шва, а также уменьшает последующий процесс шлифования.
Аппарат можно широко использовать для сваривания листов и плит из нержавеющей стали, черной стали, гальванизированной стали, алюминиевых листов и других металлов.
Сварочное пятно невелико, зона теплового воздействия мала, сварочный верстак не нужен, а площадь пола для размещения не значительна.
Портативное лазерное сварочное оборудование может проводить сварочные операции до тех пор, пока оно оснащено портативным лазерным сварочным соединением, а стоимость замены аксессуаров весьма низкая.

Ручная технология лазерной сварки имеет преимущества простой эксплуатации, красивого сварного шва, быстрой скорости сварки и отсутствия расходных материалов.
Кроме того, сварка тонких листов из нержавеющей стали, стальных л, оцинкованных пластин и других металлов может прекрасно заменить традиционную аргонодуговую сварку, электросварку и другие процессы.
Принципиально говоря, портативная конструкция лазерного сварочного аппарата играет очень важную роль в применении производственной практики!
Для участка цеха, который занимается мелкомасштабной обработкой или не крупномасштабной сваркой, портативная лазерная сварочная система является лучшим выбором
Ключевым моментом является то, что сварочные изделия небольших мастерских разнообразны, а форма изделий гибка. Ручная лазерная сварка может полностью удовлетворить этот спрос.
Ручной лазерный сварочный аппарат использует ручной сварочный пистолет (держак, держатель, горелку) вместо ранее фиксированного светового пути, который опрокидывает предыдущий рабочий режим лазерного сварочного аппарата.
Этот режим работы удобен не только для сварки пресс-форм, рекламных слов, кухонной посуды и других изделий, но и для наружной лазерной сварки.
Лазерная сварка незаменима на толщинах сварки менее 1 мм, там где важна герметичность шва, высокая плотность шва без пор и рытвин, там где необходим удерживать минимальный (локальный) прогрев зоны свароченого шва, к примеру по 1,5 мм влево и вправо от шва.
По сравнению с традиционным методом сварки, каковы преимущества портативного лазерного сварочного аппарата?
Быстрый и эффективный, широкий диапазон обработки: концентрация энергии лазерного сварочного аппарата, высокая эффективность и высокая скорость сварки, гладкий и красивый сварной шов, сокращение последующего процесса зачитски и шлифования.
Широкий спектр свариваемых материалов: для сваривания листов и плит из нержавеющей стали, черной стали, гальванизированной стали, алюминиевых листов и других металлов.
Прорыв в ограниченных пространствах участка и сохранения окружающей среды: небольшое паяное соединение, небольшая зона теплового воздействия: нет необходимости устанавливать сварочный верстак, небольшое занятие пространства, гибкая обработка, быстрая скорость сварки, подвижная для работы на большие расстояния, не ограниченная экологическим пространством.
Низкие эксплуатационные расходы: до тех пор, пока портативное лазерное сварочное оборудование оснащено портативным лазерным сварочным соединением, сварочная операция может быть завершена, а стоимость замены аксессуаров низка.
Высокозатратное представление: ручной ручной сварочный аппарат лазера может не только производить ручную сварочную операцию лазера, но также включиться в деятельность ремонта наплавки металла в прессформах высокоточно через более позднюю платформу раскрытия.
Это предпочтительное дорогостоящее сварочное производственное оборудование для более мелких производителей.
Читайте также: