Лекало для сварки труб под углом 90 градусов
Обновлено: 17.05.2024
Трубы – широко распространенный строительный материал. Их применяют в монтаже разных систем. В процессе монтажа случают ситуации ситуация, когда трубы необходимо стыковать под углом. Технология производства таких работ не является стандартной, но знать о ней нужно.
Чтобы создать сложную конфигурацию соединения, требуется резка труб под углом. Мы расскажем, как выполняются такие операции и какие существуют методы резки.
Приёмы резки труб под углом
Рассматривая приёмы работы – реза прямо или под углом – следует учитывать разный материал изделий, подвергаемых обработке. Так, рукава, изготовленные из полипропилена или тонкой меди, резать легче и проще, чем толстостенные стальные трубы.
Пластиковые изделия малых диаметров обрезаются под нужным углом с помощью специальных ножниц. При этом контролировать угол можно обычным транспортиром. Резка полимерных труб также производится обычной ножовкой с мелкозубчатым полотном.

Разрезать трубы в процессе работы с этими элементами монтажа приходится очень часто. Популярный инструмент для таких случаев – так называемая болгарка. С помощью этого инструмента режут прямо и под углом
Наиболее частой потребностью в монтаже становится резка водопроводных, канализационных и вентиляционных труб под углом 45º.
Резку труб для сборки трубопроводов выполняют, если в продаже нет фитинга, способного решить проблему, или требуется именно фигурный завершающий срез
Соединительный узел путем резки труб изготавливают, если между соседними патрубками меньше 45º. К примеру, если к одной коллекторной трубе подсоединяют три
Для того чтобы выполнить резку с максимальной точностью делают лекала. С их помощью производят разметку трубы
Резку металлических труб под углом в промышленных масштабах выполняют станки с ЧПУ. Частники режут болгаркой, закрепив трубу в тисках, или электропилой с фиксацией трубы в стусле
Отличным подспорьем в пространственной резке металлической трубы станет электролобзик по металлу. Однако перед работой желательно "набить руку" на бросовых обрезках
Резать профильную трубу легче и проще всего болгаркой. Фиксировать профиль можно как в тисках, так и в стусле
Если в сборке трубопровода планируется один или два раза сделать рез под углом, достаточно применить электропилу с полотном по металлу
Полимерную трубу под углом допустимо резать обычной ручной пилой, но очень важно зафиксировать ее в стусле, чтобы не испортить материал
Выясним, какие приспособления можно использовать для реза под различными углами.
Бумажное лекало для трубы
Для исполнения относительно точного реза можно применить несложную методику, где в качестве своеобразного лекала выступает обычный лист бумаги. Например, удачно подходит для создания лекала бумага принтерная формата А4.
Предварительно лист размечается под квадрат с помощью линейки. Размер диагонали квадрата должен быть равен длине окружности трубы, которую нужно отрезать. Лишние части листа обрезаются.

Простейший способ получения линии разметки на трубе для производства реза под углом 45 градусов. Используется обычный лист бумаги, который накладывается на корпус трубы в области отреза
Далее следующие действия:
- Согнуть лист по диагонали, совместив противоположные углы.
- Полученный треугольник повернуть так, чтобы линия гипотенузы была перпендикулярна оси трубы.
- В таком положении обернуть бумагой трубную поверхность, совместив вместе крайние точки гипотенузы.
- Нанести маркером метку реза по линии любого из катетов треугольника.
- Обрезать трубу по намеченной линии.
Этим способом вполне удобно размечать и резать трубы под углом 45º в диапазоне диаметров от 32 до 63 мм. Для большего удобства разметки рекомендуется брать толстую, но мягкую бумагу. Также можно использовать паронит и похожие материалы.
Как грамотно подобрать труборез для пластиковых труб и как его применять на деле, подробно описано в предложенной нами статье.
Грамотно сделанные лекала для фигурного раскроя трубы позволяют с предельно высокой точностью выполнить срезы. При этом зазор между подготовленными заготовками все же не исключен. В соединении металлических труб он «закрывается» сварным швом, при соединении пластиковых деталей используется специализированный шнур для пайки.
Раскроенные под углом из трубы детали должны совмещаться с минимальным зазором. Таким, чтобы после сварки он смог полностью заполниться швом
Если лекала для резки были сделаны неточно, проще отрезать новые элементы, чем подгонять их по факту напильником
Перед сварным соединением фигурно разрезанных деталей следует провести "примерку", чтобы определить участки с зазорами, требующими усиленного шва
Лекала для совершения реза трубы под углом рекомендовано опробовать сначала на обрезках пластиковой трубы соответствующего диаметра. После точной выверки их можно перенести на металлические заготовки
Программы расчёта углов реза
Технология резки по лекалам позволяет получать разные углы среза. Но для формирования лекала на углы, отличные от 45º, уже потребуется выполнять математические расчёты и по расчётным данным вырезать шаблон из бумаги или подобных материалов.
Правда существуют компьютерные программы, призванные избавить мастера от производства расчётов. Лекала под резку труб такие программы распечатывают на принтере.
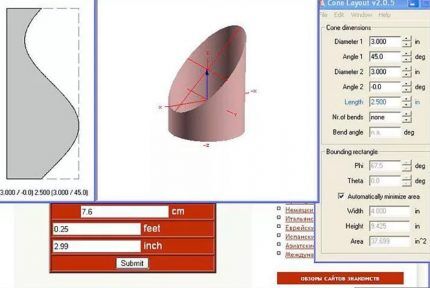
Так выглядит окно компьютерной программы, выполняющей расчет угла среза для трубы круглого сечения. По результатам расчета вырисовывается лекало, которое распечатывается принтером. Лекало используют в изготовлении шаблонов
Простая программа расчета, созданная на базе приложения MS Excel, позволяет рассчитать и составить лекало практически для любых значений диаметров труб и требуемых углов реза.
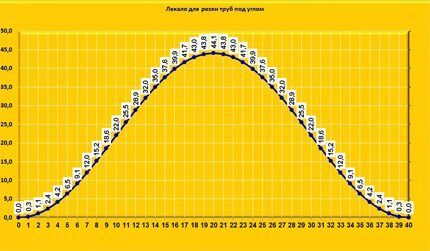
Пример лекала, полученного методом вычислений в популярной программе Excel. Вычисление точек прохождения кривой осуществляется на основе всего двух заданных параметров – диаметра трубы и требуемого угла среза
Недостаток программы – она не учитывает толщину листа лекала, что приводит к незначительным неточностям.
Стусло для резки труб
Есть несложный инструмент, часто используемый в быту, в основном для работ с деревом. Называется – стусло. Так вот, это же приспособление подходит для резки труб, причём под разными углами.
Стусло имеется в продаже, но при желании его всегда можно сделать своими руками и подогнать конструкцию под нужный диаметр трубы:
- Взять деревянную доску шириной, равной диаметру трубы, длиной 400-500 мм.
- Взять ещё две доски тех же размеров, но по ширине увеличенных на толщину первой доски.
- Из трёх досок собрать конструкцию в виде перевёрнутой буквы «П», где в качестве основания установлена первая доска.
- В центральной части конструкции разметить прямоугольник, две стороны которого проходят по внутренним границам боковых досок.
- Разделить прямоугольник диагоналями и по линиям, полученным на верхних гранях боковых досок, сделать пропилы вниз до основания.
Таким способом изготавливается шаблон для резки под углом 45º. Но с помощью транспортира можно разметить практически любой угол и сделать пропилы под рез трубы для конкретного угла.
Преимущество стусла — инструмент пригоден для неоднократного применения. Работа с инструментом допустима до такой степени износа стенок прорезей, пока они смогут обеспечивать высокую точность реза. Рекомендуется изготавливать стенки инструмента из материала более высокой прочности, чем дерево.
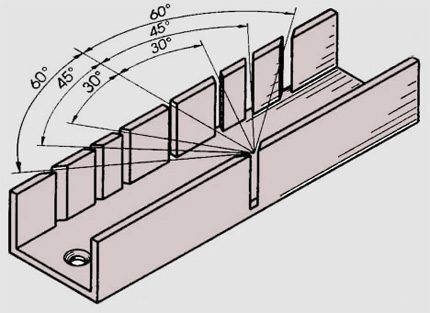
Такой выглядит возможная конструкция стусла – приспособления, благодаря которому также можно резать трубы под разными углами. Однако стусло, как правило, удобно применять для реза труб малых
Преимущества способа очевидны – простота, лёгкость изготовления инструмента (стусла), экономичность, универсальность. Недостатки работы с таким вариантом оснастки – необходимость подгонки размеров стусла под трубный диаметр при условии выполнения точного реза. То есть для каждой трубы придётся делать свой инструмент.
Также с помощью стусла резать трубу можно только ножовкой по металлу или секатором (для пластиковых изделий). Для работы с толстостенными металлическими трубами под рез болгаркой этот инструмент не подойдёт.
Простая оснастка под резку
Металлические изделия круглой и прямоугольной форм, имеющие достаточно толстые стенки, удобно резать под углом при помощи незамысловатой оснастки электромеханического действия.
Режущим элементом такого инструмента выступает отрезной диск или дисковая пила, закреплённые на валу электродвигателя. В свою очередь, электродвигатель с резаком является частью всей оснастки, куда входят рабочий стол, маятниковая опора, струбцина.

Электромеханическое приспособление для реза трубных элементов, в том числе под разными углами. Используется дисковый резак и несложная механическая система крепления трубы в разных положениях
Для установки трубы под нужным углом с последующим её креплением используются обычная струбцина и два металлических уголка. Один уголок (короткий) прикреплён к основанию поворотного механизма — маятника. Второй уголок (длинный) находится в свободном состоянии.
Процедура закладки трубы и резки:
- Поворотным механизмом устанавливается требуемый угол реза (например, с помощью линейки и транспортира).
- Найденное положение фиксируется прижимными винтами.
- Между коротким и длинным уголками закладывается труба и прижимается винтом струбцины.
- Подаётся напряжение на электродвигатель.
- Прилагая слабое усилие нажима к диску резака, трубу режут в нужном месте.
Преимущества такой методики – быстрая работа, аккуратный срез, возможность обработки большого количества труб за короткий промежуток времени.
Недостатки: ограничения к применению в бытовых условиях, повышенный шум, работа с трубами только малых и средних диаметров. К тому же процесс резки оснасткой выполняется стационарно на удалении от места монтажа, что не всегда приемлемо.
Если вы собираетесь сделать дома медный трубопровод, то потребуются особые труборезы, с правилами подбора которых советуем ознакомиться.
Нюансы работы с прямоугольным сечением
Для выполнения резки изделий прямоугольного сечения рекомендуется заблаговременно подготовить шаблонные отрезы уголков. Их легко сделать из металлического уголка, предварительно разметив тем же транспортиром.

Резка прямоугольных труб (профильных элементов) под нужными углами обычно выполняется по шаблонам. Такие шаблоны изготавливаются из металлических уголков разных размеров
Разметку можно выполнить под разные значения углов. Для использования в деле шаблона, его достаточно приложить к прямоугольной трубе в нужном месте и отметить линию реза. Затем любым подходящим инструментом выполнить рез по намеченной линии.
Аппараты точной резки
Среди фирменных аппаратов, которые могли бы использоваться в быту для выполнения реза под углом, можно обратить внимание на технику итальянского производства.
Ленточнопильный станок Mini Cut от компании «MASS» — малогабаритное устройство с ручным прижимом, для работы не только с трубами, но также уголками, прутками, профильными элементами.

Удобный и продуктивный аппарат для резки труб малого и среднего диаметров. Резак сделан на базе ленточного стального полотна, который может устанавливаться для выполнения реза под углом
На станке поддерживается установка угла среза от 0 до 45º. Процедура осуществляется при помощи ленточного полотна со скоростью 45 возвратно-поступательных движений в минуту. Аппарат оснащается электродвигателем мощностью 370 Вт, который питается от бытовой сети. Максимально допустимый диаметр обрезаемой круглой трубы – 65 мм.
В промышленных масштабах для резки трубы разработаны многочисленные установки с электромеханическим и электрическим приводом. Технически сложные аппараты позволяют с высокой точностью производить термическую, кислородную и плазменную резку:
Для резки трубы в индустриальном строительстве выпускают обширный ассортимент машин. В этой группе есть мобильные станки для использования на объекте и стационарные установки для резки в условиях цеха/мастерской
Установки с ЧПУ, предназначенные для пространственной резки трубы, могут делать резы в семи различных направлениях. В результате зазор между соединяемыми заготовками исчисляется долями миллиметра
Термическую резку производят по газовой плазменной технологии. Для механической резки аппараты снабжают роликовым или патронным резаком
Трубы большого диаметра на объекте прокладки магистрального трубопровода режут седельными машинами. Угол пространственного реза выбирает оператор
Промышленные модели (на примере BSM)
Существуют специальные станки промышленного назначения для выполнения точных операций резки под углом. Хороший пример: аппараты, выпускаемые под брендом «BSM». Производителем станков является немецкая компания Rexinger.
Правда станки серии «BSM» предназначены исключительно для работы с полипропиленовыми трубами достаточно больших диаметров. Поддерживается обработка изделий типа ПП, ПВХ, ПЭ, ПВДФ.

Промышленный станок под резку трубных изделий из полимеров. Предназначен для работы с изделиями больших диаметров, но имеет оснастку под обработку труб от 50 мм. Машина обеспечивает рез в широком диапазоне углов
Режущим инструментом станка является ленточная пила, благодаря которой и выполняется рез под углами от 0 до 67,5º. Точность процесса обеспечивает лазерный распознаватель резки.
Несмотря на конфигурацию устройства под изделия больших диаметров, можно применять специальный стол, при помощи которого также успешно режутся трубы малых диаметров (50 – 200 мм), которые проще раскроить с помощью трубореза. Выпускается широкий модельный ряд устройств «BSM».
Применение термических способов
Кроме механических способов, нередко используются термические способы, где в качестве инструмента работают сварочные или резательные аппараты. Например, автогенный газовый резак или обычный сварочный аппарат (постоянного/переменного тока).
При помощи таких аппаратов резке доступны толстостенные металлические трубы. Однако крайне сложно методом электросварки или газового автогена получить идеально ровный качественный срез.

Технология резки с помощью электросварки и автогена распространена повсеместно. Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Обычно после резки термическим способом изделия подвергаются дополнительной обработке. Выравнивается линия среза, подгоняются значения требуемого угла. Такой подход экономически невыгоден, так как сопровождается дополнительными расходами на механическую обработку.
Как правило, применяется термическая методика реза в условиях промышленно-производственной сферы. Правда службы ЖКХ тоже часто прибегают к такой методике.
Термический рез используется и для работы с пластиковым материалом. Существуют устройства — термические гильотины. Острое тонкое лезвие таких аппаратов нагревается до высокой температуры, после чего выполняют рез.
Термические гильотины поддерживают резку под углом, и в этом их преимущество. Однако для работы с более жёсткими материалами, чем поливинилхлорид, дерево, древесно-стружечные плиты, эти устройства применять нельзя.
Для резки металлопластиковых труб нужны труборезы, способные равномерно разделить на части изделия с многослойной структурой. Их разновидностям и способам применения посвящена рекомендуемая нами статья.
Выводы и полезное видео по теме
В видеоролике представлены расчеты и показан практикум по выполнению реза трубы под углами 45º и 90º:
Для каждого отдельного случая монтажа можно подобрать наиболее удобный и менее затратный способ резки. Конкретный выбор зависит от материала трубы, её диаметра, толщины стенки.
Применяя простые способы разметки, можно получить достаточно точный угол, под которым требуется обрезать заготовку. Вместе с тем, обращаясь к сложной методике вычисления, есть возможность резать под нестандартными углами с высокой точностью.
У вас есть полезная информация по теме статьи? Возникли вопросы в процессе ознакомления с материалом или обнаружили спорные моменты? Пишите, пожалуйста, комментарии в расположенном ниже блоке.
3 способа сварить профиль под прямым углом
Для каждой сооружаемой конструкции из квадратных труб необходимо применять свое соединение под углом 90 градусов. Где-то важна простота и скорость выполненной работы, а где-то надежность и долговечность.
Три способа соединить квадратные трубы под углом 90 градусов
Предлагаю рассмотреть три разных способа соединения профиля под прямым углом, под разные нужды от простого к сложному.
Первый способ
Это самый простой способ соединения прямым углом. Для этого трубы просто приваривают к друг другу в стык. Предварительно зачищаются края.

Данный метод обладает главным достоинством, таким как простота и подходит в основном для быстро сооружаемых конструкций на непродолжительное время.
Хотя недостатков у него больше чем достоинств: края труб должны быть идеально ровными, иначе не о каких 90 градусах говорить не приходится. Далее, конец одной трубы остается открытый и незащищенный от погодных условий.
Второй способ
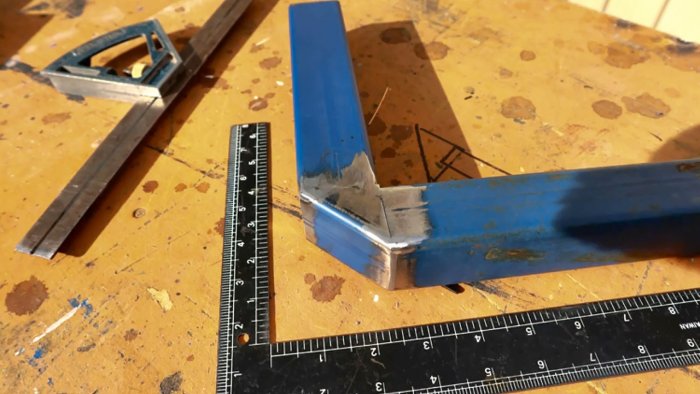
Второй и самый распространенный способ - это сварка под 45 градусов обеих труб.
На каждой трубе с помощью разметочного треугольника расчерчиваем линии среза под угол 45 градусов.





Далее обвариваем. Данный метод является оптимальным и самым надежным из всех. Его хорошо использовать при изготовлении одиночных, несущих конструкций.
Из недостатков хочется отметить сложность всех расчетов и подгонов в точных узлах.
Третий способ
Переходим к последнему и самому сложному, на первый взгляд, соединению труб по 90 градусов: сварка с вставкой.
Предварительно, из трубы того же диаметра, что и свариваемые трубы необходимо сделать вставку. Для этого на профиле проводим линию под 45 градусов.






Данный способ хорош при производстве сложных конструкций с большим количеством углов. Достаточно напилить необходимое количество данных вставок и приступать к сборке.
Также это соединение обладает плавным углом, бывают случаи где это необходимо.
Смотрите видео
Сварка труб под углом

Сварка труб под углом имеет свои нюансы. Она несколько сложнее, чем другие способы соединения элементов конструкции. Чтобы хорошо выполнить такую работу, специалист должен обладать определенными знаниями и опытом.
С другой стороны, благодаря подобной сварке отпадает нужда в использовании разного рода отводов, тройников и крестовин для сборки системы труб. И данную возможность сэкономить упускать просто-напросто неразумно.
4 основных способа сварки труб между собой
Для сварки труб между собой существует несколько способов, выбор которых будет зависеть от типа соединения:
- Сварка встык – при этом методе детали находятся напротив друг друга, к примеру, это концы двух труб.
- В тавр, или тавровый стык – чаще всего этот способ используют при врезании в трубу под углом 90°, то есть расположенных перпендикулярно друг к другу (в форме буквы «Т»).
- Внахлест – применяют для повышенной герметичности при сборке двух труб, а также при разнице в диаметрах или при наличии неровностей. При таком методе конец одной трубы развальцовывают (увеличивают диаметр края при помощи специального приспособления, растягивают ее поверхность изнутри) и затем надевают ее на край другой трубы.
- Угловое соединение – это процесс сварки квадратных или круглых труб с определенным углом относительно друг друга. Обычно используют стандартные значения – под углами 45°, 60° или 90°.

Преимущественно для угловой сварки применяются стальные трубы. Такое соединение участков используют и при изготовлении арматур из конструкционных сплавов, и при производстве труб из высоколегированных сталей. Для металлических изделий с разными свойствами требуются различные технологии сварки и определенный тип электродов.
С помощью сварки (пайки), помимо прочего, можно соединять также алюминиевые или медные трубы. Правда, в таких случаях необходим специальный аргонодуговой аппарат, возбуждающий электрическую дугу в среде инертного газа (аргона). При этом в качестве электрода может быть использована обычная медная или алюминиевая проволока.
Кроме того, применяя технологию термической сварки давлением, можно соединить и полимерные трубы. Эту технику даже используют для изготовления сегментарных фитингов, собираемых из вырезанных фрагментов труб.
Профессиональная разметка труб для последующей сварки
Перенесение необходимых размеров с чертежа на трубу для создания детали или части трубопровода называется разметкой. Этот процесс является важной и ответственной операцией, требующей точности исполнения. Специалист, наносящий метки, должен хорошо уметь читать чертежи, а также обладать развитым воображением, уметь производить геометрические построения и чертить развертки, разбираться в размерах припусков под последующую обработку деталей и труб, учитывать расход материалов, в целях экономии используя разные обрезки.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
При разметке для геометрических построений знаков и линий пользуются мерительными инструментами и шаблонами. В перечень основных приспособлений можно включить линейку и угольник, циркуль и рулетку, транспортир и чертилку, уровень, нутромер, кернер, рейсмус, молоток и штангенциркуль.

Помимо этого, следует использовать и шаблоны. Они служат для разметки однотипных деталей. Материалом для изготовления, в основном, служит толь, жесть или картон.
Для нанесения знаков и меток обычно используют меловую краску с различными примесями, состоящими из жидкого стекла или столярного клея. На один литр воды достаточно взять 120 г мела и 7 г столярного клея. Таким раствором окрашивают поверхность, затем чертилкой наносят риски и, чтобы предотвратить их истирание, производят кернение. Во избежание неточностей и ошибок использовать для таких целей мел является недопустимым.
Рекомендуем статьи по металлообработке
Варианты разметки труб перед сваркой для начинающих
Процесс сварки труб под углом для начинающих сварщиков представляет определенную сложность. В первую очередь необходимо разметить трубу, после этого ровно отрезать ее при помощи болгарки и вварить в другую. Какие при этом существуют тонкости? Как правильно и быстро сделать отрезку трубы под углом?
Особенно легко произвести сварку труб под углом в 90° или 45°, а для ее разметки использовать обычный бумажный листок. Необходимо квадратный лист бумаги сложить по диагонали. Таким образом, получается простейший шаблон для нанесения угловой разметочной линии.
Можно для таких целей воспользоваться и какой-нибудь емкостью с водой, но такой метод подойдет для разметки труб небольшого диаметра. Наклонив емкость на необходимый угол, следует опустить вертикально в воду трубу, после этого надо вынуть ее и обвести полученную меточную линию.
Помимо предыдущего варианта, имеется еще один простой способ разметки труб под сварку, при использовании которого применяют небольшой металлический уголок. Его слегка прихватывают электродом в том месте, где планируется произвести сварку труб под углом, и после этого по нему ввариваемая труба обводится мелом.
Следующий метод для быстрой разметки труб и последующей их сварки под углом – с помощью приспособления в виде длинных шпажек с резинками. Для такого вида разметки нужно подставить ввариваемую трубу к другой, надев на нее две резинки, а затем плотно вставить шпажки. Достижение необходимого угла производится вытягиванием шпажек, потом производится обрезка трубы.

По завершении разметки надо взять карандаш или остро заточенный мел и нанести черту на поверхности трубы по краям шпажек. После этого, при обрезке трубы по разметочной линии, получается правильный угол для сварки.
Есть и другие высокотехнологичные способы для нанесения разметки труб под углом при сварке, к примеру, с использованием компьютерных программ. Однако такие технологии редко применяются, в основном обходятся простыми методами.
Виды угловых стыков
Основным нормативным документом, контролирующим сварку труб под углом, является ГОСТ 16037-80, в котором отражено, что, кроме пяти способов сварки тройников (крестовин), есть еще и восемь методов стыковки секторов в отводе (элементов в колее). Кроме того, угловое сопряжение, означающее стыковку магистралей под каким-либо углом, осуществляется при помощи следующих разновидностей соединений:
- Угловой стык – с одинаковым диаметром без кромочного скоса с использованием одностороннего сварочного шва. Этот метод закреплен в ГОСТ – У16. Выполнение кромок труб происходит практически без зазора, а проекцией линии сопряжения является геометрическая фигура треугольника.
- Угловая сварка штуцера или трубы (приварка или отростка) – односторонним сварочным швом, регламентировано ГОСТами У17, У18. Проекция сварочного стыка представляет собой форму полуокружности. Кромки должны быть подогнаны друг к другу с минимальным зазором.
- Соединение со скосом кромок и односторонним швом, имеющее шифр У19. Линия сопряжения напоминает сектор окружности. Торец нижней трубы в сущности без обработки, фаска снимается только на верхней трубе.
- Соединение, имеющее скос кромки на цилиндрическом торце, выполненное односторонним швом (шифр У20). При проекции линий сопряжения получается сектор дуги, а кромки нижней трубы также не поддаются обработке.
- С разделом и размещением вкладыша кольцевого исполнения внутри трубы на односторонней прокладке. Шов наносят с наружной стороны и маркируют в сборочной технической документации как У21.
Соединение труб сваркой под углом производится с помощью следующих типов сварочных швов:
- Без применения скосов (разделов) кромок, когда сопрягаемые секторы соединяются при помощи втулки (съемной подкладки), устанавливаемой внутри или встык. При использовании такого метода применяется шов одностороннего исполнения.
- С односторонним кромочным скосом и точной обработкой торцевой поверхности одного сектора. Такой стык можно изготовить как при помощи съемной прокладки, так и без нее.
- С кромочными скосами, предполагающими условную точность торцов трубы. При данной технологии используются два вида подкладок – цилиндрические и кольцеобразные. Образующую фаску можно нарезать как с наружной, так и с внутренней стороны торцов. Иными словами, односторонний вид шва накладывается не только с внешней, но и с внутренней части трубы, формируя сварное соединение с тупым и острым углом.
- С развальцовкой (расточкой) внутренней поверхности торца стыка и скосом кромок по наружной стороне. В соответствии с ГОСТом есть шесть разновидностей внутренней расточки кромок.
Соответственно, при таком разнообразии сварочных швов предполагается применение разных способов и техник сварки, начиная со стандартного электродугового метода и заканчивая газовой пайкой.
Технология сварки
Газовую, аргонодуговую или электродуговую сварку без применения кромочных скосов начинают с подгонки торцов. Минимальный зазор между трубами в данном случае – 0,5 мм, а максимальный – 1,5 мм. Помимо этого, подобную технику разрешается использовать только при толщине стенок труб от 1 до 6 мм. Процесс необходимо начинать с прихватывания точечными швами углового сопряжения, после этого выполнить правку расположения труб и обварить стык снаружи по всему диаметру.
Для углового сопряжения с односторонним торцом предполагается изготовление фаски с углом 50°. А при двустороннем разделе предполагается применение двух фасок, выполненных под углом в 30°. В первом варианте величина зазора между кромками составляет 1-2 мм, а во втором – 2–5 мм. Другими словами, о правильности исполнения торцевых поверхностей практически можно не заботиться. При таком способе стыковки толщина стенок труб колеблется в диапазоне от 2 до 20 мм.
При угловом сопряжении со скосом кромок и разделом предполагается стыковка труб толщиной стенок от 6 до 60 мм. Ширина раздела будет изменяться в пределах от 18 до 48 мм. Такие значения подразумевают использование особой техники заполнения сварочной ванны.
3 метода сварки профильных труб под прямым углом
Чаще всего при изготовлении приспособлений, металлоконструкций и каркасов различного оборудования используется профильная труба. При ее применении в конструкциях почти всегда необходимо выполнить сварку, чаще всего под прямым углом.
Сварочные работы выполняют различными способами, все зависит от того, что является приоритетным – эстетичность или скорость выполнения работ.

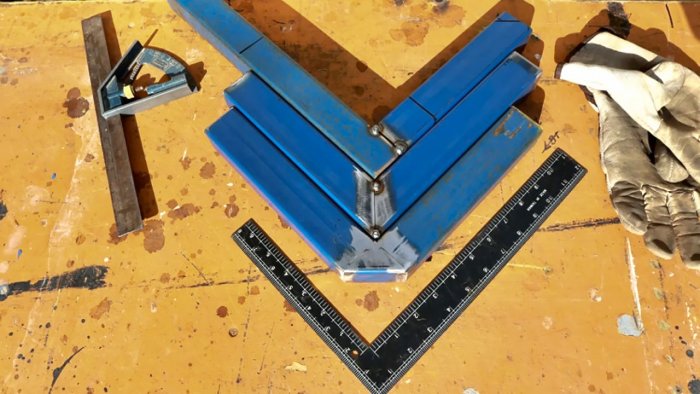
Применяется при использовании черновых профильных заготовок, невидимых со стороны конструкций. При сварке два куска профильной трубы необходимо приложить друг к другу под прямым углом (чаще всего при помощи угловой струбцины) и обварить.
В результате образуется качественное и надежное соединение частей, которое выполняется за считанные минуты. Тем не менее, один из трубных торцов остается открытым, и это неприемлемо для использования конструкций, в которых стык такого вида будет просматриваться.
На заготовке в месте планируемого сгиба наносится поперечная линия. Затем влево и вправо от нее под углом в 45° проводятся лучи. То же самое делается и на противоположной стенке трубы – аккуратно напротив. Если использовать угольник, то на нанесение разметки уйдут считанные секунды.
Далее необходимо при помощи болгарки выполнить резы размеченной части трубы, чтобы осталась только поверхность стенки начала выхода лучей. После этого производится сгибание и выравнивание трубы, пока не появится прямой угол. В результате между стенками, предназначенными для стыка, остается зазор, не превышающий 2 мм. Владея определенным опытом, такую сварку можно произвести идеально и просто.
Этот способ почти полностью совпадает с предыдущим, но после сгибания не остаются те самые зазоры, которые порой сложно заварить аккуратно. Для его изготовления необходимо измерить толщину стенки профильной трубы, затем на заготовке прочертить поперечную линию, но при нанесении лучей под 45° необходимо сделать отступ от края, равный толщине стенки.
После этого следует вырезать отмеченную область и согнуть трубу. Наличие такого отступа при сгибе позволяет полностью устранить зазор. В итоге получается, что аккуратно нанести такой шов сможет даже сварщик с начальным уровнем подготовки. Эта технология является более кропотливой, но результаты в эстетическом плане намного качественнее.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Как разметить трубу для точной обрезки под сварку колена 90 градусов

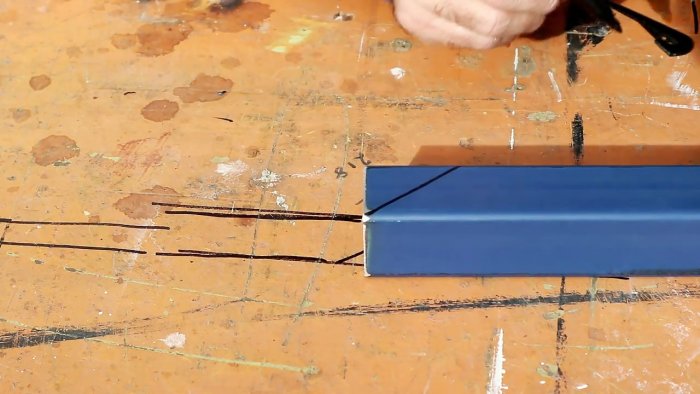
При отсутствии торцовочной пилы по металлу отрезать трубу под 45°, чтобы сварить из нее колено 90° весьма проблематично. Если делать это болгаркой, то требуется очень точная разметка. Сделать ее можно используя обычный лист бумаги.
Что потребуется:
Процесс разметки и обрезки труб
Трубу необходимо обернуть листом бумаги, составить его края вместе и отрезать лишнее. В результате должен остаться обрезок, окутывающий трубку с ровной стыковкой по поперечной линии.



В данном случае получается 60 мм. Подготовленный лист складывается пополам, и на нем проводится поперечная линия на расстоянии от края равном диаметру трубы, то есть 60 мм.

Отмеченная область разбивается на 3 части двумя продольными линиями. Они проводятся с отступом с боков на расстояние радиуса трубы, то есть по 30 мм.

Далее необходимо вписать в боковые прямоугольники полукруг, для этого к ним приставляется торец трубы и обводится. Затем нужно провести косую линию под линейку, как на фото.
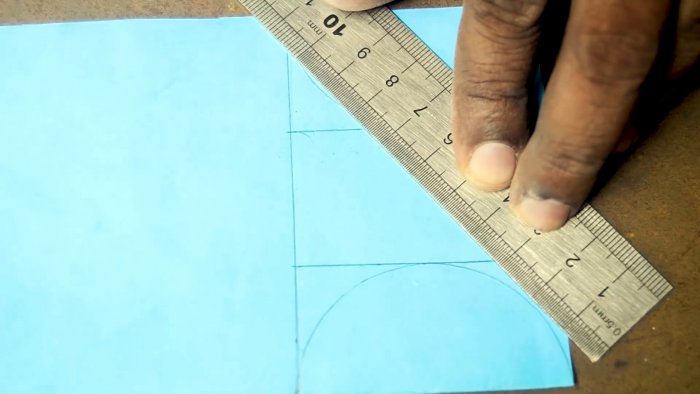

В результате получаем шаблон. Его нужно обернуть вокруг трубы и обвести. Если потом ее обрезать по этой линии, то стыкуя края заготовок, получим идеальное колено 90°.






Смотрите видео
Читайте также: