Левадный бурлака сварочные работы
Обновлено: 20.09.2024
В зависимости от условии, при которых осуществляется сваривание частиц металла, все существующие сварочные процессы можно разделить на две основные группы, а именно:
- способы сварки плавлением;
- способы сварки пластическим деформированием с применением осадочного давления.
При сварке плавлением соединение легален происходит при расплавлении металла свариваемых частей в месте их соприкосновения, с добавлением или без добавления присадочной) металла. Расплавленный металл (основной и присадочный) самопроизвольно сливается, образуя общую сварочную ванну, в которой атомы жидкого металла вступают в прочное соединение друг с другом и после затвердевания металла образуют сварной шов. Взаимному сцеплению атомов способствует их большая подвижность при высоких температурах сварочной ванны. Именно способам сварки плавлением посвящена книга, которую Вы держите в руках.
ВИДЫ И СПОСОБЫ СВАРКИ ПЛАВЛЕНИЕМ.
Ручная дуговая сварка.
Один провод сварочной цепи присоединяется к электрододержателю, в котором зажат электрод, а второй — к свариваемому металлу. При сварке плавящимся металлическим электродом (рис. I. а) сварной шов образуется за счет расплавления электрода и кромок основного металла сварочной дугой. В качестве электрода используют проволоку из того же металла или близкого по составу к свариваемому. Сверху па проволоку нанесен слой электродного покрытия, которое при расплавлении образует шлак, защищающий металл шва от действия кислорода и азота окружающего воздуха и удаляющею из расплавленного металла вредные примеси (кислород, серу и яр.).
Дуговая сварка металлическим плавящимся электродом является наиболее распространенной по сравнению с другими способами сварки металла. Она может использоваться для сварки и наплавки всех марок углеродистых и легированных сталей гол шиной о г 1 до 60 .им, чугуна и цветных металлов, наплавки твердых сплавов на постоянном и переменном токе. При использовании неплавящегося угольного электрода для образования металла шва сварку ведут по отбортовке кромок (рис. 1. б) или вводят в лугу присадочный пруток (рис. 1, б). Дуговая сварка угольным электродом применяется значительно реже, так как требует использования только постоянного тока; при сварке стали наплавленный металл получается более низкого качества, чем при сварке металлическим покрытым электродом. Этим способом можно сваривать сталь толщиной 1-2 мм по отбортовке кромок без присадочного металла, а также чугун и цветные металлы, наплавлять твердые сплавы, применять его при дуговой резке.
ОГЛАВЛЕНИЕ
Глава 1.Группы и виды сварки
Виды и способы сварки плавлением
Глава 2. Дуговая сварка
Общие сведения о типовом оборудовании для ручной дуговой сварки
Возникновение и горение дуги
Электроды для дуговой сварки
Влияние элементов режима сварки на размеры и форму шва
Выбор режима сварки
Техника дуговой сварки
Глава 3. Газовая сварки
Материалы для газовой сварки
Аппаратура для газовой сварки
Регулирование сварочного пламени
Области применения газовой сварки
Техника газовой сварки
Основные способы газовой сварки
Особенности сварки различных швов
Глава 4. Сварка углеродистых и легированных сталей
Сварка углеродистых конструкционных сталей
Сварка низколегированных конструкционных сталей
Сварка высоколегированных сталей
Глава 5. Сварка чугуна
Свойства и свариваемость чугуна
Дуговая сварка чугуна без подогрева
Дуговая сварка чугуна с подогревом
Газовая сварка чугуна
Глава 6. Сварка цветных металлов и сплавов
Сварка меди
Сварка бронзы
Сварка латуни
Сварка алюминии и его сплавов
Сварка магниевых сплавов
Сварка титана и никеля
Глава 7. Дуговая резка
Кислородно-луговая резка
Воздушно-луговая резка
Глава 8. Кислородная резка
Аппаратура дня кислородной резки
Основные условия резки
Влияние состава металла на резку
Режимы резки
Техника ручной резки
Кислородно-флюсовая резка
Глава 9. Инструмент и принадлежности сварщика
Глава 10. Техника безопасности при сварке
Техника безопасности при дуговой сварке
Техника безопасности при газовой сварке
Глава 11. Сварные соединения и вилы швов
Виды швов
Подготовка металла под сварку
Глава 12. Дефекты сварных швов.
Способы их обнаружения и устранения
Внешние дефекты
Внутренние дефекты
Способы контроля сварных швов и соединений
Глава 13. Особенности сварки некоторых видов конструкций
Решетчатые и балочные конструкции
Сварка конструкций из труб
Глава 14. Деформации, возникающие при сварке, и способы их устранения
Причины возникновения напряжений и деформаций при сварке
Основные мероприятия по уменьшению деформаций при сварке
Приложение.
Сварочные работы своими руками, Петров Д.А., 2006
Сварочные работы, Завязкин О.В., 2011
Освоить технологию сварки под силу каждому. Овладение основными навыками значительно облегчит хозяину жизнь, ведь сварка так необходима в быту, в ходе малого строительства и т. д. В книге подробно описана техника ручной дуговой сварки, газовой сварки и резки, газоплазменной пайки. Дана подробная характеристика устройств и материалов, описаны способы устранения дефектов сварки. Отдельная глава посвящена современным устройствам для автоматизированной сварки. Издание рассчитано на широкий круг читателей.
ОСНОВНЫЕ ВИДЫ СВАРКИ.
К основным видам сварки относятся контактная, лазерная, плазменная, радиочастотная, сварка трением, термитная, холодная, электронно-лучевая. Контактная сварка заключается в том, что соединяемые заготовки сжимают электродами; под действием сварочного тока происходит значительный разогрев зоны контакта с последующим сжатием заготовок. В зависимости от площади зоны контакта такая сварка подразделяется на точечную и стыковую. Лазерная сварка происходит под действием светового луча большой мощности, который дают специальные излучатели. При сварке лазером нет необходимости в поддержании вакуума, она может производиться на воздухе. Плазменная сварка основана на том, что через газовую среду, находящуюся под определенным давлением, пропускают электрический ток большой плотности. В результате газ ионизируется, превращается в плазму. Способом плазменной сварки можно сваривать наиболее тугоплавкие материалы, так как температура плазмы достигает 5000 °С. Радиочастотная сварка заключается и том, что соединяемые детали разогревают при помощи высокочастотного индуктора, кромки соединяемых заготовок оплавляются, а соединение происходит под действием роликов, сжимающих заготовки.
Сварка трением происходит при вращении активного стержня и соприкосновении его торца с торцом зафиксированного стержня. При этом торцы обеих заготовок разогреваются, а затем свариваются за счет приложения осевого усилия.
Термитная сварка основана на действии теплоты, которую выделяет нагретая смесь алюминия и оксида железа. Соединяемые заготовки погружены в огнеупорную форму, заполненную смесью металлов. При горении термитной смеси достигается температура более 2000 ’С, кромки соединяемых деталей оплавляются, образуя тем самым сварочный шов.
Содержание
ВВЕДЕНИЕ
ОСНОВНЫЕ ВИДЫ СВАРКИ
ТЕХНИКА РУЧНОЙ ДУГОВОЙ СВАРКИ
Оборудование для сварочных работ
Энергообеспечение сварочных работ
Характеристика электродов
Виды сварочных швов и соединений
Техника безопасности при дуговой сварке
Приемы дуговой сварки
Режимы дуговой сварки
Сварка швов в положениях, отличающихся от нижнего
Особенности ручной дуговой сварки различных материалов
Сварка сплавов алюминия
Сварка цветных металлов
Сварка меди и ее сплавов
Сварка никеля и его сплавов
Сварка чугуна
Сварка стали
Сварка труб способом ручкой дуговой сварки
Техника сварки полимерных материалов и пластических масс
Основные виды полимеров и пластмасс
Способы сварки полимерных материалов и пластических масс
ТЕХНИКА ГАЗОВОЙ СВАРКИ
Оборудование для газовой сварки
Особенности газовой сварки различных металлов
Сварка сплавов алюминия
Сварка легированной стали
Сварка углеродистой стали
Сварка чугуна
Сварка меди
Сварка бронзы
Сварка латуни
ТЕХНИКА ГАЗОВОЙ РЕЗКИ
Оборудование для газовой резки
Требования к материалу
Правила газовой резки
Характеристика мундштуков для газового резака
Резка труб
Резка профильного проката
Резка материалов большой толщины
Кислородно-флюсовая резка
Кислородно-копьевая и порошково-копьевая резка
Поверхностная резка
ТБ при проведении газорезочных и газосварочных работ
ТЕХНИКА ГАЗОПЛАМЕННОЙ ПАЙКИ
Разновидности паяных швов
ТЕХНИКА АВТОМАТИЗИРОВАННОЙ СВАРКИ
Устройство сварочных полуавтоматов
Управление сварочными полуавтоматическими устройствами
ДЕФЕКТЫ СВАРКИ И ИХ УСТРАНЕНИЕ
Устранение дефектов сварки
Испытание качества сварного шва
СПРАВОЧНЫЕ МАТЕРИАЛЫ.
ЛитЛайф
Книга "Сварочные работы. Электродуговая. Газовая. Холодная. Термитная. Контактная сварка"
Оглавление
Читать
Помогите нам сделать Литлайф лучше
1. Число в обозначении типа электрода соответствует временному сопротивлению разрыву σВ в кгс/мм 2 .
2. KCU – ударная вязкость.
Требования к электропитанию дуги
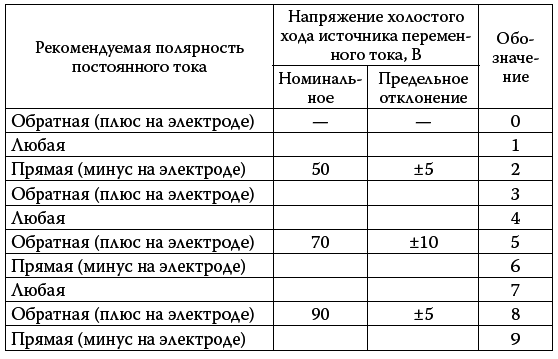
Примечание. Цифрой 0 обозначают электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности.
Характеристики наиболее распространенных электродов для сварки углеродистых и низколегированных сталей
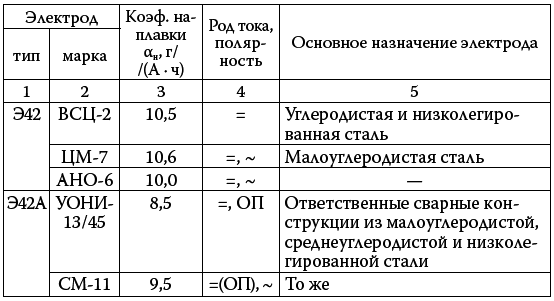
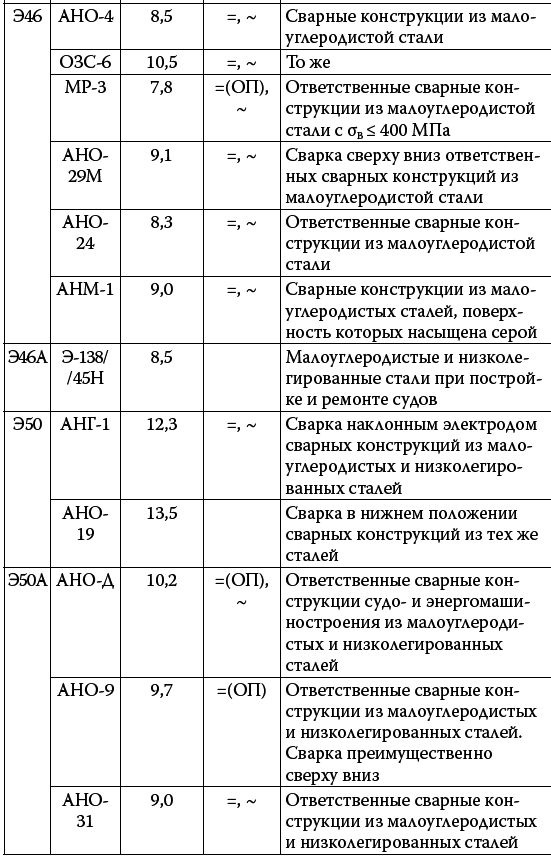
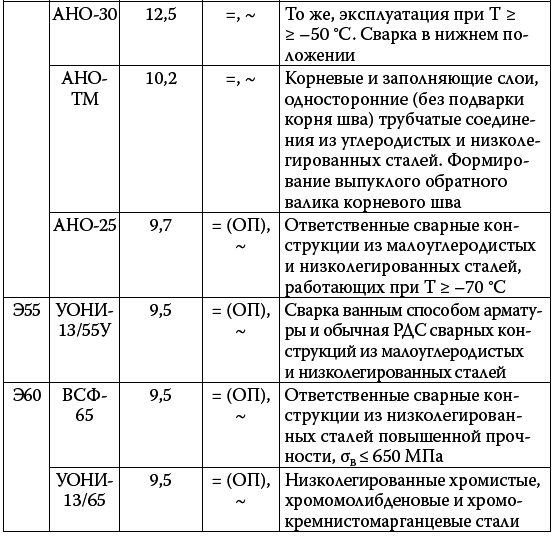
Примечание. ОП – обратная полярность, ток постоянный (=) или переменный (~).
Ориентировочные режимы ручной дуговой сварки


Зависимость сварочного тока от диаметра электрода
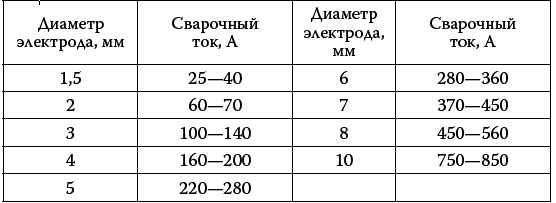
Примечание. При сварке тавровых соединений силу тока принимают на 10–15 % больше, чем при сварке встык.
Температуры разогрева стальной закаленной детали при отпуске
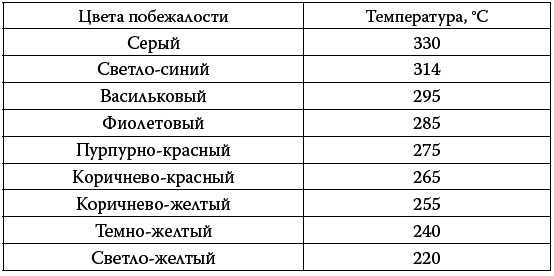
Цвета каления стали

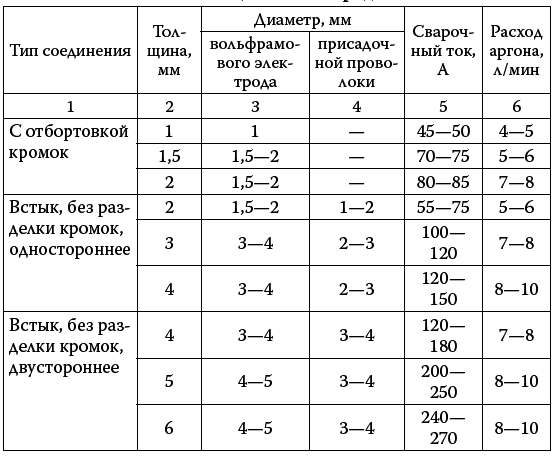
Режимы ручной аргонодуговой сварки алюминия неплавящимся электродом

Режимы сварки стыковых соединений меди и ее сплавов графитовым электродом

Ориентировочные режимы ручной однопроходной сварки меди покрытыми электродами

Ориентировочные режимы ручной дуговой сварки титана вольфрамовым электродом ∅1,5–2 мм и присадочной проволокой ∅1–2 мм

Режимы ручной сварки никелевых сплавов

Режимы резки стали угольными или графитовыми электродами

Режимы ручной дуговой резки низкоуглеродистой (числитель) и коррозионно-стойкой (знаменатель) стали металлическим электродом

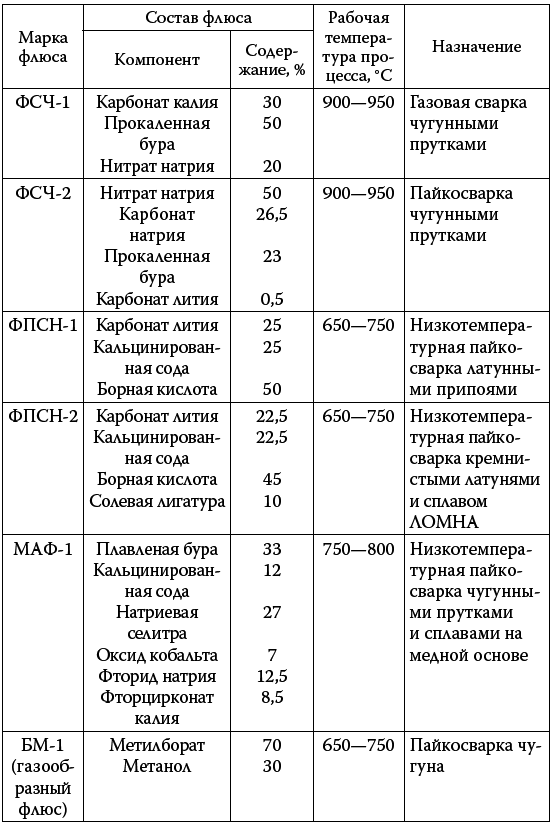
Содержание компонентов флюсов для горячей и холодной сварки чугуна, %

Флюсы для низкотемпературной сварки и пайкосварки чугуна
Содержание компонентов флюсов для газовой сварки алюминия и его сплавов, %

Содержание компонентов флюсов для газовой сварки меди и ее сплавов, %

Технические характеристики баллонных редукторов


* Первая буква определяет назначение редуктора, вторая – редуцируемый газ, третья – число ступеней редуцирования; первое число после буквенного обозначения – максимальное значение пропускной способности при наибольшем рабочем давлении, м 3 /ч; второе число – модификация редуктора; МГ – малогабаритные редукторы.
Правила выбора горелки
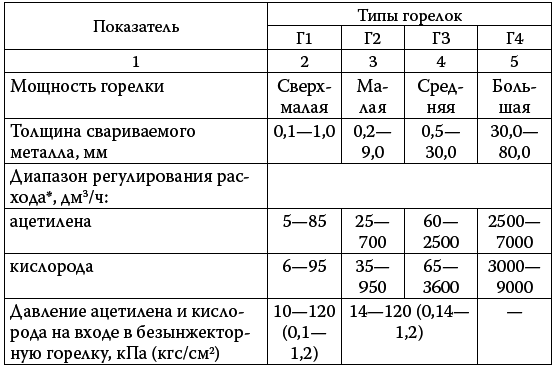

Правила выбора наконечника горелки

Техническая характеристика инжекторного резака «Пламя-62»


Мундштуки для резки на заменителях ацетилена

Расстояние между мундштуком резака и разрезаемым металлом

Примечание. При работе на газах – заменителях ацетилена указанные расстояния между мундштуком и поверхностью разрезаемого металла увеличивают на 30–40 %.
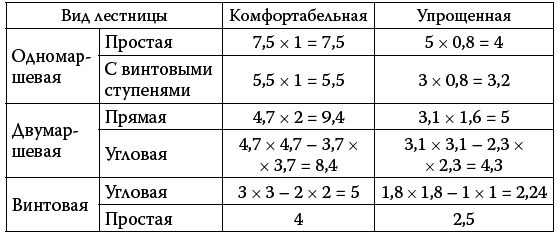
Площадь, необходимая для установки лестниц
Литература и другие источники
Акулов А. И.,Алехин В. П. и др. Технология и оборудование сварки плавлением и термической резки. – М.: Машиностроение, 2003.
Большаков И. С.,Сергеев М. А. Справочник слесаря. – Л.: Лениздат, 1974.
Володин В.Я.Современные сварочные аппараты своими руками. – СПб.: Наука и техника, 2008.
Геворкян В. Г.Основы сварочного дела. – М.: Высшая школа, 1985.
Зубаль И. Д.Сварочный аппарат своими руками. – М.: Солон-Пресс, 2003.
Кисаримов Р. А.Справочник сварщика. – М.: ИП РадиоСофт, 2012.
Кобелев Ф. Г.Как сделать сварочные аппараты своими руками. – СПб.: Наука и техника, 2011.
Корякин-ЧернякС. Л.Краткий справочник сварщика. – СПб.: Наука и техника, 2011.
Кочергин К.А.Контактная сварка. – Л.: Машиностроение, 1987.
Красильников П. А.и др. Конструктивные детали жилых и гражданских зданий. – М.: Государственное архитектурное издательство, 1949.
Левадный B. C.,Бурлака А. П. Сварочные работы. – М.: ООО «Аделант», 2010.
Лупачeв В. Г.Газовая сварка. – Мн.: Вышэйшая школа, 2001.
Лупачeв В. Г.Ручная дуговая сварка. – Мн.: Вышэйшая школа, 2006.
Маслов В. И.Сварочные работы. – М.: ИРПО; Изд. центр «Академия», 1999.
Нойферт Э.Строительное проектирование. – М.: Стройиздат, 1991.
Псарас Г. Г.,Ежель А. И. Сварщику цветных металлов: Справочное пособие. – Донецк: Донбасс, 1985.
РыбаковВ. В.Учебник газосварщика. – К.: Машгиз, 1962.
Рыбаков В. М.Дуговая и газовая сварка. – М.: Высшая школа,1986.
Семерак Г.,Богман К. Художественная ковка и слесарное искусство. – М.: Машиностроение, 1982.
Читайте также: