Марка сварочной проволоки для нержавеющей стали
Обновлено: 06.10.2024

Является основным элементом, который делает нержавеющую сталь нержавеющей. Хром способствует образованию защитной оксидной пленки, которая защищает сталь от коррозии. С одной стороны хром увеличивает прочность, вязкость, текучесть и ковкость металла.
С другой стороны большое содержание хрома (аналогично углероду) влечет за собой образование хрупкой структуры в переходных зонах и затрудняет процесс сварки, но, при правильном подборе режимов сварки и правильного соблюдения технологического процесса практически не влияет на свариваемость.
Добавление никеля повышает пластичность, вязкость стали и коррозионную стойкость.. На свариваемость практически не влияет.
С одной стороны повышает прочностные характеристики, увеличивает твердость, теплоустойчивость, несущую способность при ударных нагрузках и высоких температурах. С другой стороны затрудняет сварку, сильно окисляется и выгорает.
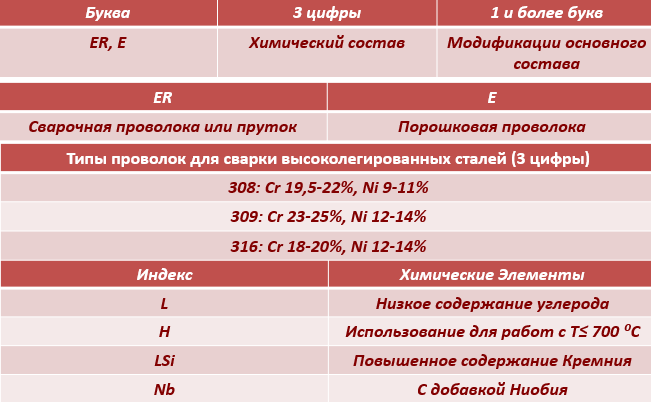
Буквенное обозначение легирующих элементов

Расшифровка Нержавеющей проволоки по AWS А-5.9
Расшифровка Нержавеющей проволоки по ГОСТ 2246-70

- Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием Cr -18%, Ni — 8% и повышенным содержанием кремния в среде защитных газов.
- Является аналогом Св-04Х19Н9, Св-01Х18Н10, Св-06Х19Н9Т
- Используется в таких отраслях, как нефтяная, машиностроительная, химическая и даже пищевая. С ее помощью изготовляют различные емкости, бойлеры, трубопроводы.
- Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки разнородных сталей (нержавеющих сталей c не- и низколегированными сталями), а также для сварки аустенитных нержавеющих сталей, содержащих Cr — 24%, Ni — 13% и повышенным содержанием кремния в среде защитных газов (Ar-аргон). Постоянный ток обратной полярности (плюс на электроде) DC+.
- Является аналогом Св-07Х25Н13, Св-08Х25Н13БТЮ, Св-06Х25Н12ТЮ
- Применяется в химической и пищевой промышленности, нефтехиммашиностроении, при ответственных работах на сосудах под давлением, газотранспортном оборудовании и нефтепроводах.
- Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием Cr -18%, Ni — 8% и Mo — 3%. Наплавленный металл такого типа обладает высокой стойкостью к коррозии в кислотной и хлорсодержащей среде
- Является аналогом Св-04Х19Н11М3, Св-06Х20Н11МЗТБ
- Используется в таких отраслях, как нефтяная, машиностроительная, химическая и даже пищевая.

Нержавеющая сварочная проволока ER321Lsi
- Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки нержавеющих сталей типа 08Х18Н10, 12Х18Н9Т, 08Х18Н10Т (304, 308, 321, 347) и им подобных в среде защитных газов (Ar) на постоянном токе DC. Проволока, легированная титаном обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва.
- Является аналогом Св-06Х19Н9Т, Св-12Х18Н10Т, Св-04Х19Н9
- Применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике.
Выбор нержавеющей сварочной проволоки
При выборе нержавеющей проволоки необходимо обратить внимание на:
- химический состав, который должен соответствовать составу материала изделий
- состояние поверхности, которая не должна иметь расслоений, трещин и посторонних включений
- плотность намотки проволоки без запутанных витков
Существует 4 основных группы нержавеющей стали по химическому составу:
- Хромистые (имеют повышенную прочность) – это самые дешевые виды нержавеющей стали. Они хуже поддаются обработке из-за низкой пластичности. Хромистые нержавеющие стали подразделяются на три типа: 13% хрома, 17% хрома,27 % хрома
- Хромоникелевые (отличаются большей пластичностью). Наиболее востребованная и широкая группа нержавейки. Добавление никеля стабилизирует структуру сплава и придает стали слабые магнитные свойства. Содержат 18 % хрома (Cr) и 9 % никеля (Ni)
- Хромомарганцевоникелевые. Добавление марганца в сплав увеличивает прочность, сохраняя пластичность стали. Содержат до 22% хрома
- Хромокремниймарганцевые стали типа 35ХГСА, содержат по 1 % хрома, марганца и кремния и характеризуются хорошими механическими и технологическими
| Марка стали | Марка проволоки |
| 12Х18Н10Т, 03Х18Н11 | Св-04Х19Н9 (ER308Lsi), Св-01Х19Н9 |
| 20Х23Н13, 20Х23Н18 | Св-07Х25Н13 (ER309Lsi), Св-08Х25Н13БТЮ |
| 08Х17Н13М2Т, 08Х17Н15М3Т, 10Х14Г14Н4Т | Св-04Х19Н11М3 (ER316Lsi), Св-06Х19Н10М3Т |
| 08Х18Н10Т, 08Х22Н6Т | Св-06Х19Н9Т (ER321Lsi) |
| 12Х18Н9ТЛ | Св-08Х20Н9С2БТЮ |
| 08Х18Г8Н2Т | Св-04Х19Н9, Св-07Х18Н9ТЮ, Св-05Х20Н9ФБС |
| 02Х18Н11 | Св-01Х18Н10, Св-01Х19Н9 |
| 10Х17Н13М2Т | Св-08Х19Н10М3Б, 06Х19Н11М3Т |
| Св-06Х20Н11М3ТБ | Св-06Х20Н11М3ТБ |
| 03Х17Н14М3 | Св-01Х17Н14М2, Св-01Х19Н18Г10АМ4 |
Особенности сварки нержавеющей стали
Существует несколько способов сварки нержавеющей стали. Для этого используется:
- Ручная дуговая сваркой плавящимися электродами (MMA).
Этот метод наиболее распространен в домашних условиях, т.к. инверторы для РДС по цене доступны каждому сварщику. Отличается самым низким качеством, поэтому в промышленных масштабах практически не используется.
- Полуавтоматическая сварка проволокой в среде защитного газа (MIG/MAG)
Для этого отлично подойдут сварочные полуавтоматы. Наиболее эффективный способ: быстрый, образующий ровный шов. Лучше подходит для более толстых деталей.
- Сварка неплавящимися электродами в среде инертного газа (TIG)
Чаще всего используют инверторы для аргонодуговой сварки. Более предпочтителен при сварке тонких заготовок. Рекомендуется при сварке труб высокого давления.
Технология сварки нержавеющей стали полуавтоматом
Перед началом сварки требуется выполнить следующие приготовления:
- Поверхность зачищается до блеска
- Металл обезжиривается с помощью растворителя или ацетона
- Необходимо наличие зазора между кромками деталей. Он обеспечивает свободную усадку металла.
- Подбор мощности установки, выбор метода сварки, побор необходимых расходников достаточно сложен, рекомендуется, чтобы работы выполнял квалифицированный специалист, имеющий профильное образование и практику

Режимы сварки нержавеющей стали полуавтоматом
Каждый из способов выполнения работ имеет свои преимущества и особенности:
- С использованием короткой дуги — полуавтоматическая сварка нержавейки, в среде защитных газов, выполненная этим способом позволяет обеспечить необходимые условия для сваривания тонких листов материала. Преимуществом способа с короткой дугой является снижение вероятности прожигания нержавейки.
- Со струйным переносом — при этом способе рекомендовано использовать проволоку с флюсом (порошковую) без применения газа. Потребуется также использовать специальные головки на сварочный автомат.
- Импульсный метод — из всех режимов сварки нержавеющей стали полуавтоматом, импульсный является наиболее точным и эффективным, так как является полностью контролируемым. Назван импульсный метод так потому, что проволока подается в ванну импульсно в виде небольших капель. У импульсного способа сварки нержавеющей стали имеются свои преимущества: полностью отсутствуют брызги, а также уменьшается расход проволоки.
Сварные швы нержавеющих сталей
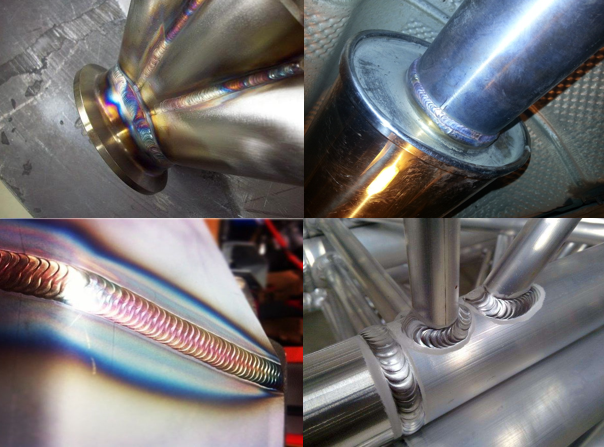
Сварные изделия из нержавеющей стали






Заключение
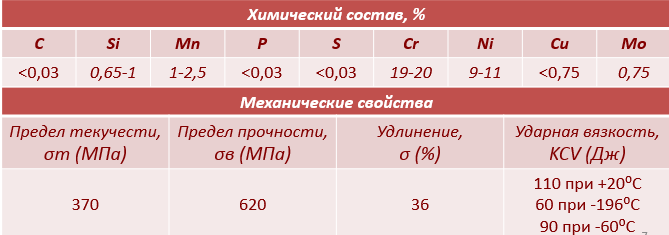
- При сварке проволоками ER-308 LSi, ER-309 LSi и ER-316 LSi, наибольшую прочность и несущую способность к ударным нагрузкам будет обладать шов, сваренный проволокой ER-316 LSi. С другой стороны из-за наличия Молибдена в данной проволоке, провести сварку будет сложнее, чем при сварке проволоками 308 LSi и 309 LSi.
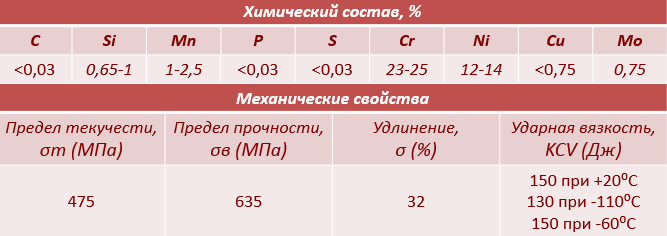
- Также, более коррозийно стойким будет шов, сваренный с помощью проволоки ER-309 LSi, т.к. данная проволока содержит наибольшее количество хрома.
- Наиболее мелкозернистой будет структура шва, сваренная с помощью проволок ER-309 LSi и ER-316 Lsi. Мелкозернистая гранулярная структура повышает механические свойства наплавленного металла
Для наилучшего результата необходимо:
- Правильно учитывать особенности сварки нержавейки.
- Выбрать наиболее подходящий (доступный) метод сварки.
- Тщательно обработать место сварки до начала и после окончания работ.
- Использовать качественное сварочное оборудование и расходные материалы.
DEKA - это компания, постоянно расширяющая свой ассортимент, развивающая новые модели, опираясь на мировой опыт индустрии сварочных технологий.
сварочная нержавеющая проволока

Сварочная нержавеющая проволока выделена в отдельную категория из-за наличия важного свойства – сохранять антикоррозионные свойства сварного шва.
Область применения, назначение
Нержавеющая сталь получила распространение как в быту, так и на производстве. Применение этой стали в химической, нефтяной и пищевой промышленности обеспечивает работоспособность предприятий этих производств. Создание новых и ремонт старых деталей производится с помощью сварки.
Нержавейка как расходный материал используется в технологии автоматической или полуавтоматической сварки. Она может быть сплошной при защите в газовой атмосфере углекислого газа, аргона и их смеси. Без защиты газа применяется порошковая проволока, представляющую собой трубку, наполненную составом, одно из свойств которого создавать защиту сварному шву.

Проволока сварочная нержавеющая Wester STW08100. Фото 220Вольт
Используется в качестве наплавочного расходного материала. Наплавленная поверхность получает возможность защиты основной детали от коррозионного воздействия. Используется как заготовка для электродов.
Обозначения и маркировки
Маркировка сплошной проволоки для сварки (наплавки) на отечественном рынке производится согласно ГОСТ 2246-70. Нержавеющая сварочная проволока обозначается как любая другая легированная. Единственное отличие в химическом составе — повышенное содержание хрома и никеля.
Пример: 3 Св.–01Х19Н9 – Ш – Э – О ГОСТ 2246-70.
- 3 Св. — обозначает технологию применения (сварочная) и ее типоразмер 3,0 мм.
- 01Х19Н9 – химический состав материала:
- 01 – углерод (не более 0,03%);
- Х19 – содержание хрома около 19%;
- Н9 – содержание никеля около 9%.
Обозначение химического состава может заканчиваться буквой А или сдвоенной АА. Здесь оговаривается содержание вредных примесей фосфора и серы: А – стандартное, АА – уменьшенное.
- Ш – проволока изготовлена технологией электрошлакового переплава.
- Э – проволока применяется для приготовления электродов.
- О – поверхность нержавеющей проволоки может покрываться медью. Такая проволока используется для особо ответственных соединений, где требуется стабильность дуги.

Проволока нержавеющая MIG ER-308LSi (1 кг; 0.8 мм) Кедр. Фото ВсеИнструменты.ру
Маркировка порошковой проволоки, применяемой для сварки нержавеющих сталей производится по ГОСТ 26271-84.
В международном формате пользуются маркировкой по стандартам AWS (американского общества сварки).
Основным технологическим процессом, где используется нержавеющая проволока — это полуавтоматическая в атмосфере защитных газов. Для улучшения параметров процесса она может быть покрыта медью, т.е. быть омедненной (! не путать с медной проволокой). В качестве дополнительного материала используется в аргонодуговой сварке неплавящимся электродом. С помощью газовой горелки наносится на поверхность в виде наплавки.
Полезное видео
Популярные марки
Рассмотрим некоторые часто применяемые виды.
12Х18Н10Т
Проволока данной марки производится из жаростойкой нержавейки с высоким уровнем легирования. Обладает стойкостью не только к коррозии, но и к агрессивным средам.
Присадочный материал используется в строительстве, в энергетике, машиностроении, пищевой промышленности, на заводах по добыче и переработке газа и нефти. Является лучшим вариантом материалов для сварки труб водопроводов, выполненных из аналогичного сорта стали, что и проволока.
Выделяют несколько разновидностей стальной проволоки:
- по точности встречаются изделия нормальной и высокой точности;
- исходя из пластичных свойств — первый и второй класс;
- в зависимости от типа обработки: оксидированная и светлая;
- по способу изготовления — горячекатаная и холоднокатаная.

- 12 – содержание углерода составляет 0,12 %;
- Х18 – содержание хрома — 18 %;
- Н10 – содержание никеля — 10 %;
- Т – содержание титана — около 1 %.
- углерод (С) — 0,11 %;
- кремний (Si) — 0,8 %;
- титан (Ti) — 1%;
- марганец (Mn) — 2 %;
- никель (Ni) — 10%;
- хром (Cr) — 18 %;
- железо (Fe) — основа.
Проволока выпускается в диаметре от 0,2 до 6 мм.
СВ-01Х19Н9
Высоколегированная проволока предназначена для аргонодуговой сварки нержавеющих сталей, в качестве присадки, а также для изготовления электродов.
Материал применяется в различных индустриальных сферах, пользуется популярностью в нефтехимическом машиностроении, где предназначается для изготовления трубопроводов, емкостей, бойлеров и других подобных изделий, а также в пищевой промышленности.
Наплавленный металл обладает выраженными антикоррозионными свойствами. Снижение риска возникновения межкристаллической коррозии (МКК) достигается за счет присутствия в составе проволоки достаточного количества углерода.

Механические свойства, диаметр проволоки, мм — временное сопротивление разрыву для сварки (наплавки), МПа — временное сопротивление разрыву для изготовления электродов, МПа:
Проволока выпускается в диаметре от 0,3 до 6 мм. и фасуется в кассеты весом от 5 до 28, мотки — от 20 до 120 и бухты — от 250 кг.
10Х17Н13М3Т
Нержавеющая проволока находит широкое применение при соединении штуцеров, при сварке стыков трубопроводов, во время ремонта оборудования, работающего в радиоактивной среде.
- железо (Fe) — основа;
- хром (Cr) — 16-18 %;
- никель (Ni) — 12-14 %;
- титан (Ti) — 0,5-0,7%
- молибден (Mo) — 3-4 %;
- марганец (Mn) — не более 2 %
- кремний (Si) — не более 0,8 %;
- углерод (C) — не более 0,1 %;
- фосфор (P) — не более 0,035 %;
- сера (S) — не более 0,02 %.
Проволока поставляется в кассетах весом от 1,5 до 20 и бухтах весом от 15 до 45 кг.
CВ-06Х15Н60М15
Проволока используется для сварки ответственного оборудования из сплавов на никелевой основе, а также разнородных металлов (перлитных, хромистых сталей со сплавами на никелевой основе). Применяется для сварки узлов энергетического оборудования из сплавов на никелевой основе, эксплуатирующихся при температуре не выше 600°C, заварки выборок при исправлении дефектов сварных швов. Подходит для сварки (наплавки) и изготовления электродов ЦТ-28, ЦТ-48.
Химический состав:
- углерод (С) — 0,08 %;
- кремний (Si) — 0,5 %;
- марганец (Mn) — 1-2 %;
- хром (Cr) — 15 %;
- молибден (Mo) — 15 %;
- железо (Fe) — 4 %;
- фосфор (P) — 0,015 %;
- сера (S) — 0,015 %;
- никель (Ni) — остальное.
Механические свойства:
- временное сопротивление разрыву — 680 МПа;
- относительное удлинение — 34 %;
- ударная вязкость (при температуре +20) — 145 Дж/кв.см.

Физические свойства:
- плотность — 8,9 гр/куб.см.;
- температура плавления — 1453;
- температура кипения — 2140;
- временное сопротивление — 45 кг./кв.мм.;
- твердость — 90 HВ;
- предел упругости — 8 кг/кв.мм.;
- предел текучести — 12 кг/кв.мм.
Технические характеристики: диаметр проволоки, мм. — временное сопротивление разрыву для сварки (наплавки), МПа — временное сопротивление разрыву для изготовления электродов, МПа:
Преимущества:
- сварочные соединения обладают жаростойкостью и жаропрочностью, устойчивы к коррозии;
- проволока обладает высокой пластичностью, поэтому используется для работы с деталями, испытывающими значительные динамические нагрузки;
- материал может использоваться для ручной и для автоматической сварки;
- минимальный набор примесей, которые могут ухудшить качество шва.
СВ-05Х20Н9ФБС
Проволока применяется для сварки ответственных узлов конструкций при допустимой температуре эксплуатации до 350°С при наличии требований по стойкости к МКК.

Механические свойства: диаметр проволоки, мм. — временное сопротивление разрыву проволоки для сварки (наплавки), МПа — временное сопротивление разрыву проволоки для изготовления электродов, МПа:
Механические свойства наплавленного металла:
- временное сопротивление разрыву — 613,6 МПа;
- предел текучести — 421,5 МПа;
- относительное удлинение — 44 %;
- ударная вязкость: при температуре +20 составляет 128,7; -20 — 121,6 Дж/см2.
Сварочно-технологические характеристики проволоки:
- стабильное горение дуги;
- отличное качество формирования корневого, заполняющих и облицовочного слоёв шва.
Проволока поставляется на пластиковых и металлических катушках весом 5-20 кг, а также в бухтах по 70-80 кг. Диаметр — от 0,8 до 6 мм.
ЭП-690
СВ-01Х19Н18Г10АМ4 (другое название ЭП-690) — нержавеющая жаростойкая проволока, которая используется для сварки деталей из никелевых сплавов с повышенными требованиями межкристаллической коррозии (МКК) и стойкости шва к агрессивным средам.
Материал применяется в энергетическом машиностроении, химической и нефтяной промышленности. Используется для сварки и наплавки деталей оборудования, а также в производстве сварных конструкций, которые эксплуатируются в средах повышенной агрессивности.

Проволока поставляется на катушках весом от 5 до 28 кг., в мотках/бухтах — 20-120 кг.
12Х25Н16Г7АР
Нержавеющая сварочная проволока сплошного сечения востребована в различных сферах: медицинская, строительная, химическая, пищевая, металлургическая. Материал служит для изготовления разного рода конструкций, является актуальным для применения в среде высокой влажности и температуры.

Разновидностью данной марки служит проволока СВ-12Х25Н16Г7АР-Ш.
Справка. Популярностью у мастеров пользуются марки, предназначенные для сварки других материалов: ПАНЧ-11 (для чугуна); Св-08Г2С (для углеродистых и низкоуглеродистых сталей); ER70S-6 (для низколегированных или нелегированных, конструкционных и углеродистых сталей); ВТ1-ооСв (титановая проволока).
Характеристики
Для сварки нержавеющих сталей важно использовать сварочную проволоку, состоящую из тех же компонентов, что и основной металл. Это главное условие для получения качественного шва. Химический состав — основной показатель.
Технология изготовления проволоки обеспечивает высокие физические и механические свойства. Они не уступают аналогичным характеристикам основному металлу.
При использовании нержавеющей проволоки в качестве наплавочной, важно знать коэффициент наплавки. С его помощью можно рассчитать потребное количество расходника и подобрать оптимальное значение тока.
Предъявляемые требования
Сварочная нержавеющая проволока должна отвечать всем требованиям ГОСТ 2246-70. При выполнении сварки химический состав должен соответствовать составу соединяемых материалов. Температура плавления сварочной проволоки ниже или равна температуре свариваемых заготовок.

Сварочная нержавеющая проволока QUATTRO ELEMENTI 770-407. Фото 220Вольт
Отличительные особенности, достоинства и недостатки
Особенность сварочной нержавеющей проволоки в том, что ее нельзя заменить никакой другой с такими же свойствами коррозионной устойчивости.
Основным достоинством является возможность сварки на полуавтомате. Этим достигается производительность сварки. Сварка выполняется в газовой защитной атмосфере.
Недостатком считается обязательное присутствие газового баллона. Невозможность гарантированного обеспечение защиты сварного шва на открытом воздухе – минус этого способа сварки.
Эти недостатки перекрывает возможность применения порошковой нержавеющей проволоки. Здесь сварка может выполняться без газа, нет ограничений для сварки на открытом воздухе. Однако образование шлака и высокая стоимость проволоки оставляют более приемлемым вариант с газовой защитой. Тем более, что качество шва получается выше.
Рекомендации по использованию

Проволока нержавеющая 308LSi (0.8 мм; кассета 15 кг) БАРС. Фото ВсеИнструменты.ру
- Зачистить свариваемые кромки металлической щеткой или шлифовальной машинкой. Обезжирить.
- Выставить требуемый зазор согласно нормативной документации.
- Прихватить.
- Подобрать защитный газ. Чистый углекислый газ дает большое разбрызгивание. Лучше применять его в смеси с аргоном.
- При сварке в защитном газе рекомендуется держать максимально короткую дугу. Это предотвратит образование так называемых горячих трещин. Форма шва при такой дуге не способствует их возникновению.
- Температура плавления нержавеющей стали довольно высокая (около 1800°С), следовательно требуется повышенный сварочный ток. При таких режимах велика вероятность прожига материала, особенно тонколистового. Применение импульсного метода сварки дает возможность контролировать этот процесс.
Форма выпуска, расфасовка, упаковка
Сварочная проволока поставляется в мотках, бухтах, катушках, кассетах. Габариты и применяемые упаковочные материалы должны соответствовать ГОСТ 2246-70.
Производители
На производстве сварочной проволоки нержавейки специализируется достаточно много предприятий, выпускающих расходные материалы, некоторые из них.
ESAB — шведская компания, деятельность которой основана на инновационных решениях во всех областях сварочных технологий. За 110 лет своей деятельности она стала мировым лидером сварочной индустрии, выпускает не только нержавеющие, но и полированные, омедненные, алюминиевые и прочие виды проволоки.

Сварочная нержавеющая проволока ESAB OK Autrod 316LSi, 0,8mm., 5,0kg. Фото Сварочные Технологии
ОЛИВЕР — на рынке сварочных технологий с 1993 года. Компания не отстала от развивающихся тенденций и продолжает стремится заглянуть в будущее.
LINCOLN ELECTRIC — американская компания основанная в 1895 году, выпустившая в 1911 году первый в мире сварочный аппарат для одного пользователя. Имеет собственное отдельное предприятие по выпуску сварочных проволок.
DEKA — китайский производитель, предлагающий широкий выбор нержавеющих проволок по доступным ценам.
Где купить
На российском и зарубежном рынках производства и поставок сварочной проволоки присутствует достаточно значительное количество предприятий. Некоторые из компаний представлены в разделе «Где купить сварочную проволоку». Организации предоставляют широкий сортимент расходных материалов, в том числе и для работы с нержавеющими сталями.
Сварочная проволока: марки, маркировки, виды
Сварочные работы производятся с любыми материалами — это могут быть чугуны, стали или цветные металлы. Технологии позволяют выполнять эти работы на производительных автоматах и полуавтоматах. Обеспечивают функциональность этого оборудования расходные материалы в виде проволоки.
Применение
Основным назначением является использование расходного материала на полуавтоматах в атмосфере защитного газа. В тех случаях, когда применяется самозащитная проволока, сварка производится без газа.
Проволока применяется как наплавочный материал, если требуется изменить геометрию поверхности детали или придать дополнительные свойства (поверхностная твердость, стойкость к коррозии и другие).

Проволока сварочная алюминиевая ER4043 (1.6 мм; катушка 6 кг) ELKRAFT 93614. Фото ВсеИнструменты.ру
Некоторые виды служат заготовками для электродов. Наиболее часто используется низкоуглеродистая проволока.
Обозначение, расшифровка, характеристики
Сварочные проволоки обозначаются на основании нормативных документов. Такими документами являются ГОСТы и ТУ.
- Позиционированиестальной сварочной (наплавочной) проволоки выполняется как указывает ГОСТ 2246-70. Пример маркировки сплошной диаметром 1,6 мм, из материала 01Х19Н9, из которой можно получить электроды, электрошлаковый переплав применяется в технологии изготовления, поверхность покрыта медью — проволока 1,6 Св-01Х19Н9-Ш-Э-О ГОСТ 2246-70.
- Маркировкапорошковых проволок выполняется по ГОСТ 26271-84. Пример наименования порошковой, марки ПП-АН1, диаметром 2,5 мм, газозащитной, предел текучести шва 54, по химическому содержанию категории В, 3 – с ударной вязкостью не ниже 35 Дж/см2, сваривается в самых разнообразных пространственных положениях — проволока ПП-АН1 2,5 ПГ 54-В3У ГОСТ 26271-84.
- Наплавка выполняется порошковыми проволоками, которые отвечают требованиям ГОСТ 26101-84. Пример обозначения такой проволоки марки ПП-Нп-18Х1Г1М, конструктивно выполненной в виде двухслойной трубки, самозащитной, диаметром 2,0 мм, 1 класса — ПП-Нп-18Х1Г1М-Д-С-2,0-1 ГОСТ 26101-84.
Сварочная проволока СВ-01Х19Н9
Систематизация проволок производится по таким параметрам, как выполняемые задачи, вид структуры, покрытие поверхности, химический состав.
По назначению
Помимо работы в стандартных условиях, где применяется проволока общего назначения, производится проволока для сварки в специальных условиях.

Проволока сварочная общего назначения Св-08Г2С-О Fubag. Фото ВсеИнструменты.ру
Это может быть сварка с принудительным формированием сварочного шва, сварка под водой, сварка арматуры с помощью ванной технологии и подобные не тривиальные способы. Здесь проволока отличается химическим составом, покрытием и другими конструктивными особенностями.
По структуре
По механическому строению различают следующие структуры проволоки.
- Сплошная. Представляет собой протянутый цельный калиброванный сердечник, собранный с помощью рядной укладки в бухты, катушки или кассеты. Механические свойства позволяют применять на автоматах и полуавтоматах.

ESAB OK Autrod 12.64 — сплошная омедненная проволока, легированная 1,7%Mn, применяется для полуавтоматической сварки углеродистых и низколегированных сталей. Фото Сварочные Технологии
- Порошковая — это полая трубка, наполненная порошком (флюсом) со специальными свойствами. Такая структура затрудняет настройку протяжки проволоки на полуавтоматах. Усилия роликов, кроме создания качественной подачи, не должны превращать круглую трубку в овальную.

Проволока порошковая (флюсовая) сварочная WESTER FW08100. Фото 220Вольт
- Активированная. По возможностям использования в полуавтоматах она аналогична сплошной. Такой же цельный сердечник, но с добавлением, например, в виде тонких прослоек, компонентов, используемых для порошковых проволок.
По виду поверхности
Качество сварки полуавтоматом зависит от состояния поверхности проволоки. Покрытая медью, она значительно увеличивает стабильность сварочной дуги. Это создается улучшением подвода тока к зоне сварки по причине хороших электротехнических характеристик меди, а также уменьшением сопротивлению подачи проволоки через отверстие подающего наконечника.

FoxWeld Проволока сварочная омедненная ER70S-6 д. 0,8мм. 5кг. Фото Сварочные Технологии
Преимуществом непокрытой «черной» проволоки является более дешевая экономическая составляющая. Непокрытая проволока может выпускаться с полированной поверхностью. Этот вид приближается по характеристикам к проволоке с омедненной поверхностью.
По химическому составу
Химический состав сварочной проволоки должен соответствовать составу свариваемых материалов. Этим требованием объясняется многообразие видов проволоки по химическому составу — от проволоки из обычной малоуглеродистой стали до легированной с большим количеством элементов.

Легированная сварочная проволока ДЕКА ER70S-6 0,8 мм. евро-кассета, 5 кг. Фото Сварочные Технологии
По количеству легирующих элементов
Свойства проволоки напрямую зависят от количества входящих в нее легирующих элементов. Различают следующие виды легированной сварочной проволоки:
- низколегированная (до 2,5% содержание элементов);
- среднелегированная (от 2,5% до 10%);
- высоколегированная (свыше 10%).

Порошковая легированная сварочная проволока Барс в кассете. Фото Сварочные Технологии
Применение легированного присадочного материала делает возможность сохранить, а в некоторых случаях улучшить, такие уникальные свойства основного материала, как коррозионная стойкость, жаростойкость, жаропрочность и другие.
Для разных материалов
Кроме стальной существует проволока для сварки чугуна и сплавов цветных металлов (алюминия, меди, титана и других). Это дает возможность применять полуавтоматическую сварку для разных материалов. Для получения качественного шва требуется учитывать особенности материалов при настройке параметров сварки.
Нержавеющая сварочная проволока в расплавленном состоянии обладает повышенной жидкотекучестью. Это сильно затрудняет сварку в вертикальном и потолочном положениях. Высокая скорость плавления нержавейки требует от сварщика наличия квалификации при формировании шва.
Исправление литейного брака чугуна (раковины, трещины) производится с помощью сварки. Текучесть чугуна является препятствием при заваривании сквозных трещин. Высокая температура сварочной дуги при длительном воздействии приводит к изменению структуры, что делает чугун в месте сварки хрупким и склонным к появлению трещин. Полуавтоматическая сварка нагревает ограниченную по площади поверхность. Шов формируется отдельными последовательными точками. Тем самым минимизируется влияние обозначенных выше свойств на качество сварки.
Сварочный процесс цветных металлов сопровождается появлением тугоплавких окисных пленок. Это предъявляет высокие требования к защитному газу — обычно это аргон с высокой степенью очистки. Высокая теплопроводность требует наличия на полуавтоматах импульсного режима сварки для уменьшения риска прожига свариваемых материалов, особенно тонколистовых.
По диаметру
Выбор диаметра проволоки напрямую связан с толщинами свариваемых материалов. Чем меньше толщина, тем меньше диаметр. Соответственно этому правилу варьируется параметр величины сварочного тока. Рекомендуемые размеры диаметра:
- оборудование со сварочным током до 200А – применяется проволока диаметром 0,6 мм, 0,8 мм, 1,0 мм;

Проволока алюминиевая сварочная STARWELD Al-Mg5 1 мм. Фото 220Вольт
- с током 200-350 А — диаметры 1,0 мм, 1,2 мм;
- с током 400-500 А — диаметры 1,2 мм, 1,6 мм.
Марки
Многообразие количества видов проволоки (только стальной существует около 80 наименований) всегда позволят подобрать лучший вариант для сварки. Наиболее часто применяются следующие марки.
- – применяется с омедненной и не омедненной поверхностью, аналогом является ER70S-6. С помощью этой малоуглеродистой и низколегированной проволоки на полуавтоматах сваривается большое количество марок стали. Поэтому проволоку выпускают многие производители, в том числе лидеры мирового рынка ESAB и DEKA. Во время работы электрод практически не залипает, разбрызгивание минимально. Защитная атмосфера создается аргоном или углекислым газом. Для выполнения работ в соответствии с технологией аргонодуговой сварки применяются и другие типы материалов.

Катушка сварочной проволоки ПАНЧ-11 диаметром 0,8 мм. Фото Партал
- Св-06Х19Н9Т – применяется для сварки нержавеющих сталей. Также может применяться в качестве наплавки и заготовок для изготовления электродов. Пониженное содержание углерода повышает пластичность сварочного шва. Большое количество хрома позволяет использовать в качестве присадки для материалов, используемых в нефтяной, пищевой и химической промышленности. – используется в полуавтоматической сварке чугунных изделий. Устранение трещин, раковин и других подобных дефектов – основное назначение этого присадочного материала. Причем делается это без нагрева заготовки и при отсутствии защитного газа. Сварочный шов без проблем поддается обработке, не возникает критических внутренних напряжений, поэтому деталь не поддается короблению.
Справка. Нормам расхода разных типов проволоки и технологии ее заправки в оборудование посвящена отдельная статья.
Видео: советы по выбору
Продажей сварочной проволоки занимаются многие компании, среди которых присутствуют производители и поставщики. Ассортимент разнится, некоторые предприятия предоставляют полный перечень расходных материалов, другие — реализуют определенные типы или марки. В любом случае каждый покупатель имеет возможность приобрести нужную продукцию по оптимальным ценам.
Марки нержавеющей сварочной проволоки

1. Св-08Х20Н9Г7Т (аналог проволок: Св.-08Х21Н10Г6, Св.-08Х20Н9Г7Т) ER-307Si
Коррозионностойкая хромоникелевая сварочная проволока для сварки полуавтоматом разнородных аустенитных нержавеющих сталей c содержанием хрома ~18% и никеля ~ 8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.п.
Св-08Х20Н9Г7Т можно использовать как буферный слой перед наплавкой твердосплава. Устойчива к высоким температурам (850°C). Наплавленный металл 307Si обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Проволока применяется в машиностроении, нефтяной, химической и пищевой отрасли, для изготовления трубопроводов, емкостей, бойлеров, при сварке пружинных сталей, конструкционных сталей, проведении судостроительных и судоремонтных работ, при производстве инструментов, рельсов, ремонте дробильных машин, трубопроводов, емкостей, бойлеров и т.п.
Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
2. Св-04Х19Н9 (аналог проволок: Св.-06Х19Н9Т, Св.-01Х18Н10, Св.-01Х19Н9)
ER-308LSI
Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием хрома ~18% и никеля ~ 8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.п., в среде защитных газов. Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Проволока применяется в машиностроении, нефтяной, химической и пищевой отрасли. Для изготовления трубопроводов, емкостей, бойлеров и т.п.
3. Св-07Х25Н13
ER-309LSi
Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки разнородных сталей (нержавеющих сталей c не- и низколегированными сталями), а также для сварки аустенитных нержавеющих сталей, содержащих Cr – 24%, Ni – 13% и незначительный % С в среде защитных газов (Ar). На постоянном токе DC. Применяется в машиностроении, нефтяной, химической и пищевой отрасли.
УПАКОВКА: пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
4. Св-04Х19Н11М3
ER-316LSi
Хромоникелевая коррозионностойкая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием Cr -18%, Ni – 8% и Mo – 3% таких, как: 10Х17Н13М3Т, 03Х17Н14М2, 316 и др. в среде защитных газов (Ar). На постоянном токе DC. Наплавленный металл типа 316LSi обладает высочайшей стойкостью к коррозии в кислотной и хлорсодержащей среде. Легирование кремнием и молибденом обеспечивает высокую стойкость против межкристаллической коррозии и высочайшее качество шва. Применяется в нефтяной, химической и пищевой отрасли, а также в машиностроении и многих других отраслях.
5. Св-07Х19Н10Б
ER-347
Проволока 07Х19Н10Б изготавливается из низкоуглеродистых и легированных марок стали и обеспечивает хорошее качество сварного шва. СВ-07Х19Н10Б предназначена для сварки хромоникелевых сталей типа 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б и им подобных, когда к металлу шва предъявляют жесткие требования стойкости к межкристаллитной коррозии. Также проволока СВ-07х19н10б используется для наплавки и для изготовления электродов.
6. Св-06Х19Н9Т
ER-321
Сварочная хромоникелевая проволока для полуавтоматической сварки нержавеющих сталей типа 08Х18Н10, 12Х18Н9Т, 08Х18Н10Т (304, 308, 321, 347) и им подобных, в среде защитных газов, на постоянном токе. Проволока, легированная титаном, обеспечивает высокую антикоррозийность межкристаллической решетки и высочайшее качество сварного шва. Находит широкое применение в машиностроении, нефтехимии и пищевой промышленности, в энергетике и т. п.
Читайте также: