Марка сварочной проволоки для полуавтомата
Обновлено: 11.05.2024
Рассмотрим формы выпуска, маркировку, виды и особенности сварочной проволоки, что пригодится для грамотного подбора расходников под конкретные работы.
Проволока для полуавтомата применяется в видах сварки MIG и MAG, проходящих в среде инертных и активных газов. Сама проволока выступает одновременно электродом и присадочным металлом. Напряжение от источника тока передается по кабелю на токосъемный наконечник, а с него на саму проволоку. Дуга горит между изделием и концом электрода,благодаря чему появляется сварочная ванна и формируется шов.
Поскольку проволока подается непрерывно от катушки, возможно создавать швы увеличенной длины, по сравнению с использованием методов сварки покрытыми электродами. Значительно возрастает скорость сварки. Каждый сварщик должен уметь правильно выбирать сварочную проволоку для полуавтомата, поскольку она непосредственно влияет на результат. Рассмотрим формы выпуска, маркировку, виды и особенности сварочной проволоки, что пригодится для грамотного подбора расходников под конкретные работы.
Форма выпуска сварочной проволоки

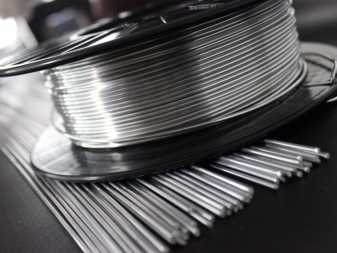
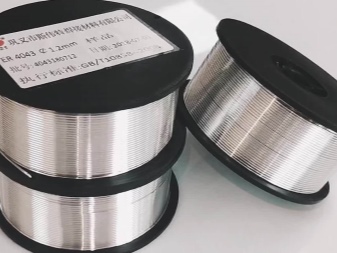
Сварочная проволока для полуавтоматов выпускается на пластмассовых катушках или металлических каркасных кассетах. Пластмассовые катушки применяются для намотки проволоки с общим весом 1-5 кг, а иногда 12-22 кг. Исходя из количества проволоки на бобине, ее диаметр варьирует от 10 до 20 см, а в редких случаях до 30 см. Обозначаются они соответственно – D200 и D300.
На металлических каркасных кассетах проволока выпускается с весом 12-20 кг, но бывают бобины и на 30 кг для крупных промышленных полуавтоматов. В документации такая оснастка обозначается как К300 и К415, что соответствует наружному диаметру кассет.
При выборе сварочной проволоки для полуавтомата нужно учитывать массу кассеты и ее наружный диаметр. В небольшие аппараты для MIG-сварки помещаются только катушки весом до 5 кг и диаметром 20 см. В крупные аппараты можно установить как маленькие, так и большие кассеты. Большие катушки удобны, поскольку при ежедневной многочасовой сварке не требуется регулярно их менять. Килограммовые бобины быстро заканчиваются и приходится тратить дополнительное время на заправку новой проволоки в канал, протяжку, снятие-установку катушки.
Маркировка и расшифровка обозначений сварочной проволоки
В России вся проволока маркируется согласно ГОСТ, чтобы по краткому обозначению сварщик мог быстро понять ее свойства. Поэтому нужно знать, что подразумевается под буквами и цифрами.

Рассмотрим пример: маркировка проволоки Св-08Г2С-О ГОСТ 2246-70 расшифровывается так:
- Св – продукция предназначена для проведения сварочных работ;
- 0,8 – содержание углерода в составе достигает 0,08%;
- Г2 – в состав входит марганец 2%;
- С – буква без цифры подразумевает содержание вещества менее 1% от общей массы, в данном случае речь идет о кремние;
- О – сварочная проволока содержит омедненное покрытие.
Мы не случайно привели в пример проволоку Св-08Г2С, поскольку по объемам продаж она занимает 95% и отлично подходит для сварки труб, уголков, швеллеров и другого металлопроката из низкоуглеродистой стали.
По маркировке сварочной проволоки сварщик может легко определить состав и предназначение расходника. Кроме углерода и марганца, в электроды добавляют:
- цирконий (Ц);
- азот (А);
- ванадий (Ф);
- ниобий (Б);
- алюминий (Ю);
- вольфрам (В);
- хром (Х);
- медь (Д);
- никель (Н);
- титан (Т);
- кремний (С)

В конце маркировки может стоять еще одна буква “А”. Это означает, что для изготовления проволоки использовалась очищенная сталь с меньшим содержанием вредных примесей. Две “АА” подразумевают еще более высокую очистку материала.
Виды сварочной проволоки по типу

Сварочная проволока для MIG/MAG сварки выпускается диаметром 0,6/0,8/1,0/1,2/1,6/2,0 мм. Толщина элемента подбирается исходя из силы тока и сечения свариваемых деталей. Тонкая проволока на больших токах быстро плавится, не успевая долететь до заготовки. Толстая создает избыточное сопротивление и не вплавляется в металл, а накладывается сверху, поэтому правильный подбор диаметра сварочной проволоки для полуавтомата играет важную роль. Исходя из диаметра проволоки подбираются ролики подающего механизма и канал в рукаве горелки. Если часто приходится варить попеременно тонкий и толстый металл, понадобится несколько комплектов роликов и каналов.
Сварочная проволока бывает полая и сплошная. Первая изготавливается в виде трубки, в середину которой засыпается порошок – флюс. Он создает дополнительную защиту сварочной ванны. Но полая проволока более хрупкая и больше подвержена перегибам. Ее нельзя сильно прижимать роликом подающего механизма.
Еще сварочная проволока бывает с покрытием или однородная. Чаще всего покрытие бывает медным и стоит такая продукция дороже обычной. Медь обеспечивает гладкое скольжение проволоки в канале и меньше оставляет стружки в местах соприкосновения. Еще покрытие содействует надежному контакту как с мундштуком, так и с изделием, что дает стабильную дугу. Наличие меди защищает металлическую проволоку от коррозии при длительном хранении. Попадая в сварочную ванну и плавясь в ней, медь содействует формированию швов с повышенным коэффициентом растяжения.
Виды сварочной проволоки по предназначению
Согласно ГОСТ 2246-70, существует 77 марок сварочной проволоки, которые делятся между собой на легированную, низколегированную и высоколегированную. Это определяет сферы ее применения при сварке металлов.
Самый распространенный и востребованный вид сварочной проволоки – для низколегированных и углеродистых сталей, поскольку большинство конструкций состоят именно из таких металлов. Это швеллеры, уголки, круглые трубы, профильные трубы, арматура и пр. Такая проволока востребована как на производстве, так и в быту. Если вы начинающий сварщик, то заварить забор, навес калитки, бак или каркас теплицы с навесом получится именно с такой проволокой. Выбирайте, например, БАРСВЕЛД СВ-08Г2С ⌀ 0,8 мм в катушках по 5 кг.


Сварочная проволока для меди и ее сплавов состоит из меди и кремния. Она имеет сплошную структуру. Подходит для сварки полуавтоматом любых медных изделий, а также для наплавки под последующую проточку. Образует однородный шов по составу с основным металлом. Один из популярных вариантов такой сварочной проволоки – БАРСВЕЛД CuSi ⌀ 0,8 мм.
Аустенитные стали свариваются полуавтоматом с применением проволоки для нержавейки. В ее составе хром, никель в качестве легирующих элементов. Процентное соотношение этих добавок определяется исходя из уровня легирования основного металла изделия. Поскольку от высокой температуры электрической дуги легирующие элементы выгорают из изделия, их наличие в проволоке компенсирует потерю и металл остается коррозионностойким. Сварка нержавейки обычно проволокой приведет к быстрому появлению ржавчины на швах. Хороший вариант проволоки для аустенитных сплавов – БАРСВЕЛД 308LSi ⌀ 0,8 мм.


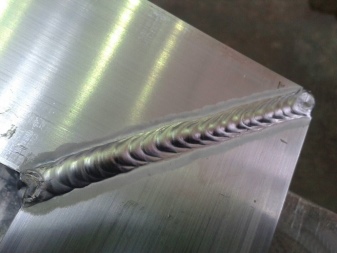
Алюминий и его сплавы (силумин и пр.) свариваются специальной проволокой для алюминия, которая в качестве добавочного компонента содержит магний. Во время сварки магний интенсивно испаряется из основного металла, поэтому его наличие в проволоке компенсирует потери. Шов не окисляется и обладает теми же свойствами, что и материал изделия. Если предстоит варить алюминий, обратите внимание на проволоку БАРСВЕЛД AlMg5 ⌀ 0,8 мм, которая продается в кассетах по 2 кг. Этого хватит для ответственной работы, а цена товара вполне доступна, поскольку у бухты малый вес.
Особенности порошковой сварочной проволоки
Порошковая проволока бывает самозащитная и для работы в среде инертного газа. Самозащитная проволока предназначена для работы полуавтоматом без использования баллона. Это актуально для полевых условий, сварки на высоте или под землей, что упрощает транспортировку оборудования. Но качество швов самозащитной проволоки не самое высокое, поэтому такой метод подойдет лишь для неответственных конструкций или в качестве экстренной ремонтной меры с последующей переделкой швов другими методами сварки.
Порошковая проволока для работы в среде инертного газа обеспечивает повышенную защиту сварочной ванны от воздействия внешней среды. Это оправдано в случае ответственных швов на емкостях для химической промышленности. После сварки шов покрыт шлаком, как при работе с покрытыми электродами. Наличие шлаковой корки обеспечивает медленное остывание соединения и лучшее формирование кристаллической решетки.

Важность правильного подбора сварочной проволоки
Если неправильно подобрать сварочную проволоку для полуавтомата, то сварку будет вести неудобно, снизится качество соединения. Присадочный металл будет сильно разбрызгиваться, потребуется больше времени на последующую зачистку поверхностей. Неверный выбор диаметра проволоки приводит к тому, что электрод “гуляет” в сопле, трудно контролировать дугу и управлять сварочной ванной. Слишком толстая проволока может забиться в канале.
Настройка аппарата для работы со сварочной проволокой
| Толщина металла, мм | Диаметр сварочной проволоки, мм | Сила тока, А | Скорость подачи проволоки, м/ч |
|---|---|---|---|
| 1-1,5 | 0,6-0,8 | 75-120 | 130-200 |
| 2 | 1,2 | 130-170 | 150-250 |
| 3 | 1,2 | 180-250 | 350-480 |
| 4-5 | 1,2-1,6 | 200-300 | 450-650 |
| 6-8 | 1,6 | 250-400 | 500-700 |
Чугун хорошо варится омедненной сварочной проволокой, обеспечивающей низкое разбрызгивание присадочного металла. Дополнительно медь делает основной металл более тягучим, поэтому снижается вероятность горячих и холодных трещин.
Проволока дергается из-за пробуксовывания ролика в механизме подачи или забитого канала в рукаве. Попробуйте немного подтянуть прижимной ролик; если он сильно изношен, замените на новый. Канал для подачи проволоки следует чистить раз в месяц проволокой большего диаметра, поскольку в нем скапливается грязь, сужающая пропускную способность.
При ежедневной сварке полуавтоматом по 6-8 часов мундштук меняют 1-2 раза в день. Если этого не делать, проволока начнет “гулять” и труднее станет контролировать дугу. Шов может получиться неровным.
При сварке нержавеющей стали, когда дуга потухла, на конце проволоки образуется небольшая застывшая капля. Она диэлектрическая, поэтому для последующего возбуждения дуги понадобится ее откусить бокорезами. В случае работы с проволокой для черных металлов, особенно когда в качестве защитного газа применяется углекислота (активный компонент), обрезать шарик не проволоке не требуется – дуга загорится и так.
Нет, нельзя! Это приведет к разбалтыванию катушки на валу, осложнит работу подающего механизма. Катушку подбирают строго по посадочному диаметру вращающейся оси полуавтомата.
Выбор проволоки для сварки алюминия
Сварка алюминия – сложный технологический процесс. Металл плохо поддаётся свариванию, ввиду чего выбирать расходные материалы для работы необходимо с особой тщательностью. Из материала данной статьи вы узнаете, как выбрать проволоку для сварки алюминия, какой она бывает, какими особенностями обладает.

Особенности
Проволока для сварки алюминия – присадочная алюминиевая проволока с малым сечением, поставляемая в виде прутков либо в катушках. Её вес измеряется в килограммах, она используется для сварки алюминия, что под силу только опытным сварщикам. Данный расходный материал применяют для сварки на полуавтоматах.
На поверхности алюминия есть тугоплавкая окисная плёнка, которая мешает качественной сварке. Высоколегированная сварочная проволока нуждается во вспомогательной защите.

Ввиду этого используется аргоновая дуговая сварка, уменьшающая негативный эффект, связанный с влиянием среды из-за изоляции.
В ходе сварки приходится следить за присадочным материалом. Во время манипуляций мастера расходнику необходима защита. Поэтому приходится использовать специализированный материал, который автоматически подаётся в зону сварки с одинаковой скоростью. Причём скорость её подачи выше, чем, например, меди.
Алюминий – мягкий металл с низкой температурой плавления. Присадочный материал для его сварки передаёт сварному шву свои характеристики. Чем он прочней, тем прочней сам шов. При этом сварной материал бывает разным, благодаря чему его можно подобрать под конкретный сплав с алюминием (изделия из него обычно имеют разные присадки, повышающие его прочность).

Обычно такая проволока не меняет своих свойств при смене температуры. Она не ржавеет, отличается широким ассортиментом номенклатуры. Благодаря этому можно максимально точно выбрать присадочный материал необходимого диаметра. При этом проволока подходит, как для ручной, так и для автоматической сварки.
Однако у неё есть несколько недостатков. Например, на ней тоже образуется оксидная плёнка, ввиду чего она нуждается в предварительной обработке.
Если этого не делать, это отражается на качестве сварочных швов. Плохо и то, что большой ассортимент усложняет выбор, когда точно не известно, какой материал придётся сваривать.
Свои основные свойства присадочная проволока получает от алюминия. Ввиду большой скорости её плавления, важно следить за точностью регулировки скорости подачи проволоки в рабочую зону сварки. При работе с ней нет потребности в высоких температурах. Причём в ходе работы проволока не меняется в цвете, что может усложнить контроль нагрева. Она не уменьшает электропроводность алюминия.


Сварочная проволока имеет диаметр в диапазоне от 0,8 до 12,5 мм. Помимо катушек, её продают в форме бухт и пучков. Зачастую её пакуют в герметичные мешки из полиэтилена вместе с силикагелем. Диаметр тянутой разновидности не превышает 4 мм. Прессованная варьируется в пределах 4,5-12,5 мм.
Химические свойства проволоки для сварки алюминиевых сталей полуавтоматом без газа определяются её составом. Исходя из этого можно выделить несколько типов расходного сварочного материала. При этом маркировка указывает на содержание в составе проволоки алюминия или иных присадок:
- для работы с чистым алюминием (металлом с минимальным числом присадок) подходит присадочная проволока марки СВ А 99, которая состоит из практически чистого алюминия;
- когда планируется работа с алюминием с небольшой долей присадок, используют проволоку марки СВ А 85Т, в состав которой помимо 85% алюминия входит 1% титана;
- в работе с алюминиево-магниевым сплавом применяют сварочную проволоку марки СВ АМг3, в которой содержится 3% магния;
- когда запланирована работа с металлом, в котором преобладает магний, в работе используют специально предназначенную для этого проволоку с маркировкой СВ АМг 63;
- для металла, в состав которого входит кремний, разработана сварочная проволока СВ АК 5, состоящая из алюминия и 5% кремния;
- СВ АК 10 отличается от предыдущего типа расходного проволочного сырья большим процентом кремниевой присадки;
- разновидность СВ 1201 предназначена для работы с алюминиевым сплавом, содержащим медь.
Присадочную проволоку для сварки алюминия производят с ориентацией на 2 основных стандарта.
Помимо сочетаний алюминий/кремний, алюминий/магний в продаже встречается проволока из алюминия с присадкой марганца. В большинстве случаев для работы приобретают расходное сырьё универсального назначения. Несмотря на то что универсальность считается относительной, данная проволока обеспечивает высокое качество сварных швов. Она не магнитится, является уникальным электродом особого типа.
Как выбрать?
Выбирать алюминиевую проволоку для сварки необходимо правильно. От этого зависят качество и надёжность формируемых сварочных швов, а кроме того, стабильность их механических характеристик. Чтобы приобрести действительно качественный расходник, нужно учитывать такие параметры:
- сопротивление шва на разрыв;
- пластичность сварного соединения;
- устойчивость к ржавлению;
- устойчивость к появлению трещин.
Подбирать сварочную проволоку нужно с учётом свариваемого объекта. Диаметр расходника должен быть чуть меньше толщины металла. К примеру, для листового алюминия толщиной 2 мм подойдёт пруток с диаметром 2-3 мм.
Кроме того, необходимо знать состав объекта, для которого покупают расходник. В идеале его состав должен быть идентичным составу металла.
Такой компонент, как кремний, придаёт проволоке прочность. В иных модификациях в её состав могут входить никель и хром. Данное расходное сырьё используют не только в машиностроении, пищевой, нефтяной и лёгкой промышленности, но и судостроении. Высококачественная сварочная проволока для алюминия является незаменимым элементом дуговой сварки.
Если точно не известно, что входит в состав имеющегося материала для сварки, лучше купить универсальную присадочную проволоку для работы с алюминием с маркировкой СВ 08ГА. При этом необходимо учитывать объём расходного сырья. Если планируется небольшой объём работы, нет смысла покупать большие катушки проволоки.
Если же запланирована длительная и однотипная работа, не обойтись без большого запаса материала. В таком случае выгодней покупать бухты, отличающиеся максимальной длиной проволочного расходника. Чтобы не ошибиться в выборе, стоит обратить внимание на температуру плавления металла и самой проволоки. Работать придётся быстро, чтобы не прожечь металл. Поэтому нужно, чтобы она была идентичной.
Отличается же она преимущественно из-за наличия в составе примесей. Чем больше разнятся составы проволоки и металла, тем хуже качество сварочного шва.
Вспомогательные присадки в составе сплавов могут стать причиной того, что металл перегреется, а проволока так и не достигнет необходимого состояния для сварки.
Чтобы не сомневаться, можно обратить внимание на марку. В идеале марка проволоки и свариваемого металла должна быть идентичной. Если она не совпадёт, это может сказаться на качестве сварочных швов.
Купить качественный проволочный материал можно у проверенных производителей. К таким брендам относятся ESAB, Aisi, Redbo и «Искра».
При выборе присмотренного варианта нельзя забывать ключевое правило. Использование материала должно быть своевременным. После вскрытия упаковки время хранения необходимо свести к минимальному значению. Чем дольше будет храниться проволока, тем быстрее она придёт в негодность. Максимальную осторожность следует соблюдать при хранении материала в условиях повышенной влажности.
При покупке стоит учесть, что маленькие катушки с намотанной проволокой для сварки алюминия подходят далеко не ко всем аппаратам. Если при подборе того или иного варианта возникают сомнения, можно посоветоваться с продавцом-консультантом.
Ещё лучше зайти на сайт производителя и поинтересоваться у него, какой именно вид проволоки подойдёт для работы с конкретным металлом.
Нюансы использования
Пользоваться расходником для сварки алюминия не так просто. Присадочный материал отличается склонностью к короблению, у него высокий коэффициент линейного расширения. Металл не упругий, что может осложнить проведение сварки. Ввиду этого необходимо обеспечить жёсткость фиксации свариваемого предмета, для чего можно использовать разные грузы.
Непосредственно перед самим процессом сварки проводят предварительную подготовку металла. Поверхность самого объекта и проволоки очищают от плёнки посредством химического растворителя. Это позволит минимизировать вероятность образования кристаллических трещин. Упростить работу и избежать появления трещин поможет предварительный нагрев заготовок до температуры 110 градусов.
О том, как выбрать присадочный пруток, смотрите далее.
Все о сварочной проволоке для полуавтоматов
Проволока является незаменимым элементом в сварочных работах. Благодаря ей сварщик легко соединяет несколько металлических конструкций в одно целое. Важное отличие представляемой сварочной присадки заключается в качественном исполнении соединительных швов. Частично это обуславливается механизацией подачи электродов, роль которых исполняет проволока. Ну и, самое главное, необходим достаточный профессионализм мастера.
Описание
Проволока для сварки – важный расходник, используемый в разных режимах сварочных работ. В профессиональной сфере сварщики называют сварочную проволоку присадкой. Она выполнена из металла, закрученного на катушку. Зачастую проволока применяется в изготовлении электродов, которые гарантируют прочный соединительный шов между металлическими изделиями. При работе полуавтомата с использованием присадок важно использовать атмосферу из газа.


Обзор видов
На сегодняшний день существует множество видов проволоки, каждая из которых подходит для работ с определенным металлом. Благодаря такой присадке значительно улучшается качество и прочность шва. В месте соединения не возникают поры и различные неровности.
Далее предлагается познакомиться с основными преимуществами сварочных присадок:
- высокая скорость выполнения работ;
- удобство эксплуатации в промышленной области;
- низкий уровень возникновения брака;
- множество расходников, позволяющих выбрать подходящую присадку для каждой конкретной работы;
- низкий уровень вероятности возникновения шлаковых образований при сварочных работах.


К сожалению, сварочная проволока имеет несколько существенных недостатков, знать которые должен каждый специалист:
- необходимо соблюдать постоянную защиту;
- для хранения больших катушек необходимо найти приемлемое место в доме;
- существует сложность выбора присадки подходящего диаметра;
- необходимо использовать флюс.


Разобравшись с достоинствами и недостатками расходников для сварки, необходимо разобраться с существующими разновидностями проволоки.
- Активированные. Речь идет о порошковой присадке, используемой при работах в углекислой атмосфере.
- Газосварочные. Идеальный вариант для соединения углеродистых и низкоуглеродистых металлов.
- Алюминиевые. Даная присадка позволяет соединить алюминиевые детали. При этом шов имеет низкий показатель пористости.
- Из нержавеющей стали. Представляемая разновидность сварочной присадки позволяет соединить конструкции из нержавейки, при этом шов получается настолько качественным, что даже коррозия его не берет.
- Флюсовые. Присадка, позволяющая соединить конструкции из среднеуглеродистого, низкоуглеродистого и углеродистого металла. Отличительная черта флюсовой присадки заключается в возможности проводить сварочные работы без защитного газа.
- Легированные. Лучший расходный материал, используемый сварщиками для работы с любыми разновидностями металлов и газовых смесей.
Также сварщики применяют медные наплавочные элементы, сплошные, а именно омедненные и неомедненные присадки. Огромным спросом пользуется самозащитная порошковая присадка. Кстати говоря, она отличается хрупкостью, поэтому мастер должен проявлять повышенную осторожность при сварке без углекислоты.
Сплошные
Представляемые присадки применяются в работе с углеродистым и низкоуглеродистым металлом. Как говорилось ранее, сплошные наплавочные элементы делятся на омедненные и неомедненные разновидности. Омедненная проволока, используемая в работе полуавтоматической сварки, увеличивает антикоррозийные свойства швов соединения. Однако в процессе плавления происходит выделение вредных паров, способные нанести вред здоровью человека.


В целях безопасности рекомендуется использовать проволоку без омеднения.
В свою очередь, неомедненные присадки делятся на несколько видов.
- Сплошные по сечению. Эти присадки используются для соединения углеродистых стальных конструкций.
- Легированные. Сварочная проволока, разработанная для соединения прочных термостойких металлов.
Порошковые
По внешнему виду конструкция порошкового вида расходника представляет собой трубку с шихтовым наполнителем. Шихта – это сочетание газообразующих добавок и шлака, возникающих при воздействии высокой температуры. Эта смесь является препятствием для появления окислений. Благодаря представленной технологии сварщик соединяет металлические детали любых конструкций без использования аргона.
Порошковые присадки разделяются на несколько подвидов, предназначенных для обработки определенного типа металла.
Маркировка
Как стало понятно, видов сварочных присадок очень много. Каждый сварщик должен знать, какая присадка подходит к тому или иному металлу. Но не стоит забывать, что сварочные расходники имеют маркировку. На сегодняшний день существует примерно 76 марок проволоки, соответствующих ГОСТу. И речь идет не только о низкоуглеродистой присадке. Государственный стандарт затрагивает легированную и высоколегированную сталь.
В целом сварочный расходный материал делится по типу назначения. Одни созданы только для сварки, а именно – соединения разных конструкций посредством сварочного шва. Другие позволяют создать электроды. Кстати говоря, за этим типом присадки закреплена буква «Э». Низкоуглеродистые и легированные присадки делятся по принципу обработки на неомеднённую и омеднённую «О».
Несмотря на широкое разнообразие марок, для полуавтомата используется несколько видов проволоки. Остальные варианты представляют собой специальные модели, для изготовления которых предъявляют особые требования. На сегодняшний день работа полуавтоматическими агрегатами проводится не только в области защитного газа, но и при помощи присадки, укрытой слоем флюса.
Применяемая в работе проволока диаметром до 1 мм или больше полностью зависит от особенностей соединяемых конструкций. А именно – от толщины и состава деталей требующих соединения.
Из этого следует, что присадки для полуавтоматов разделяются на несколько категорий, а именно – низкоуглеродистые, легированные и высоколегированные.
Зная маркировку присадки, становится понятен ее состав. Для примера предлагается рассмотреть маркировку Св-08Г2С. Первичные «Св» говорят, что эта сварочный расходник. Цифра «08» показывает процентную массу углерода в сотых долях. Получается 0,08%. Буква «Г», следующая за цифрами, говорит, что в составе присадки имеется марганец, а следующая за ним цифра «2» указывает его процентное содержание. Последняя буква «С» дает понять, что состав присадки обогащен кремнием. Если в конце отсутствует какое-либо цифровое значение, значит, что количество кремния в составе равно 1%.
В некоторых моментах мастер должен пользоваться знаниями дополнительной маркировки.
- Буквенное значение «А». Ее наличие в конце маркировки говорит о том, что эта проволока имеет в составе небольшое количество вредных для здоровья веществ. В данном случае речь идет о сере или фосфоре.
- Буквенное значение «АА». Это показатель низкого содержания вредных веществ в составе присадки. Сама же проволока выполнена из металла высокой степени очистки.
- Буквенные значения «Х» и «Н». Сразу становится понятно, что речь идет о хроме и никеле. В основном их применяют в качестве легирующих добавок для проволоки из нержавейки.
Популярные производители
На сегодняшний день в списке создателей качественных проволок для сварки присутствует немного компаний. И все они являются отечественными производителями, гарантирующими высокое качество расходного материала. Конечно, в погоне за низкой ценой многие приобретают присадки китайского производства, которые в итоге оказываются подделкой. Чтобы не покупать кота в мешке, лучше познакомиться с российскими фирмами, готовыми предложить широкий ассортиментный ряд проволок, подходящих для любого типа работ.
- «СварМонтажСтрой». Наиболее известная фирма, специализация которой заключена на производстве присадочного материала для сварки. Компания изготавливает проволоки разных видов, типов и маркировок, соответствующих ГОСТу. Все заводы оборудованы по последнему слову техники. Сложные станки и знания технологов создают присадки, отвечающие высоким стандартам качества.
- ООО «Петромет». Производственное предприятие, занимающееся выпуском сварочных присадок только некоторых марок.
- ОАО «Волгоградский сталепроволочноканатный завод». Проволока, производимая данным предприятием, составляется с учетом всех государственных требований. Ее можно использовать при выполнении любых сварочных работ с полуавтоматическим агрегатом.
- ОАО «Западно-Сибирский металлургический комбинат». Это предприятие отличается широким ассортиментным рядом сварочных присадок. Говоря точнее, компания производит все известные марки проволоки, благодаря чему каждый сварщик сможет приобрести необходимый расходный материал.
Основное предназначение сварочной проволоки – заполнение сварного шва, образующегося в процессе соединения металлических конструкций. Говоря простыми словами, присадки позволяют снизить потери оснований металлических изделий. Главное – правильно подобрать присадку. Сварщики утверждают, что для выбора качественной сварочной проволоки необходимо руководствоваться лишь двумя правилами.
- Материал присадки должен быть идентичен составу изделия, подлежащего сварке. Именно поэтому при выборе проволоки крайне важно знакомиться с ее составом. Например, для сварки по чугуну лучше использовать сплошную по сечению проволоку соответствующей толщины. Однако в этом списке могут оказаться и вредные для здоровья человека вещества, а именно сера и фосфор. Соответственно при работе с такой присадкой сварщик должен проявлять максимальную осторожность.
- Температура плавления присадки должна быть ниже, чем у соединяемой конструкции. Высокая температура плавления проволоки может испортить варимую конструкцию, оставив на металле места прогаров.


Выбирая проволоку согласно маркировке, необходимо обратить внимание на несколько нюансов:
- диаметр сварочного расходника должен быть идентичен толщине металла;
- на присадке не должно быть даже намека на ржавчину, краску и других химических составов;
- на готовом сварочном шве не должно присутствовать шлака, трещин и даже минимальных пор.


Современные модели сварочных полуавтоматов делятся на несколько категорий:
- агрегаты для сварки металла при помощи порошковой присадки;
- агрегаты для сварки швов под флюсовым покрытием;
- агрегаты для сварки металла с газовой защитой;
- агрегаты универсальные.
Устройство, требующее применения инертного газа, оснащено клапаном, контролирующим поток вещества в зону работы аппарата. Закрытие этого клапана происходит автоматически, когда заканчивается подача электрода. Чтобы сварочный шов под флюсовым слоем оказался прочным, необходимо использовать проволоку широкого диаметра. Более точные цифровые показатели указываются в таблицах, представленных в специализированной литературе. Флюс подается через воронку, крепящуюся рядом с горелкой.
Сегодня полуавтоматические сварки разделяются на бытовые, полупрофессиональные и профессиональные аппараты. Кроме того, классификация сварочных агрегатов происходит от силы тока. В широком ассортиментном ряде имеются переносные и стационарные конструкции.
Отдельное внимание следует уделить схемам механизмов подачи, они бывают подающими, толкающими и универсальными. В толкающих механизмах происходит протяжка электрода от роликов подачи вдоль шланга. За скорость подачи отвечает специальный регулятор, конструкция которого состоит из коробки передач и нескольких связанных между собой шестеренок. Настроить электроды помогают моторы постоянного тока, система которых позволяет плавно регулировать обороты.
Многие полуавтоматические сварки оснащены программой самостоятельной регулировки дуг. Это очень удобно и практично, ведь сварщику не приходится постоянно проверять скорость подачи электрода, и уж тем более нет необходимости проверять расход сварочной проволоки. Встроенное программное обеспечение все сделает без человеческих рук.
Представленные нюансы эксплуатации позволяют произвести наладку бесперебойной активности аппарата, соединяющего металлические конструкции.
О том, как выбрать проволоку на сварочный полуавтомат, смотрите в следующем видео.
Сварочная проволока. Диаметры, маркировка и виды

Поскольку полуавтоматы для сварки сейчас довольно востребованы, это позволило создать широкий рынок производства сварочной проволоки для полуавтомата. Правильный выбор проволоки позволяет существенно повысить производительность, а также качество самой сварки и сварного шва. Дополнительно повышается и безопасность, что тоже немаловажно для квалифицированных сварщиков.
Типы и маркировка проволоки для сварки
Сварочная проволока для полуавтоматов используется как плавящийся электрод при проведении сварочных работ на полуавтомате.
Существует около 77 марок проволоки для сварки, качество и состав которых регулирует ГОСТ 2246-70. Этому стандарту полностью соответствует выпускаемая холоднотянутая проволока из низкоуглеродистой стали, легированной, а также высоколегированной стали.
Сварочная проволока для полуавтоматов подразделяется по своему назначению на:
- непосредственно для сварки;
- для изготовления электродов (дополнительное обозначение Э).
Низкоуглеродистая и легированная проволоки сортируются по виду обработки поверхности на неомеднённую и омеднённую (О).
Несмотря на большое количество различных марок проволоки для сварки полуавтоматом, в производстве и строительстве широко используют для работы всего несколько. Остальные – это марки специальные, или узкопрофильные. При изготовлении к ним предъявляют особенные требования. Такая проволока предназначается для проведения сварочных работ при строительстве научных комплексов и лабораторий, объектов атомной промышленности и для других современных отраслей промышленности, которые используют высокие технологии.

В настоящее время применяются технологии, позволяющие проводить сварку полуавтоматами не только в нейтральной среде защитного газа, но и при помощи проволоки, под слоем флюса. Тип применяемой проволоки, её диаметр и марка всегда зависят от толщины и химического состава конструкций и деталей, подлежащих сварке. В связи с этим, сварочная проволока для полуавтоматов делится на три основные категории:
- низкоуглеродистая – такие марки проволоки, как Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- легированная – марки проволоки Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, а также Св-08ГСМТ и др.;
- высоколегированная – марки Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и др.
Если знать маркировку, то одного взгляда на название будет достаточно, чтобы узнать её состав. Таким образом, название Св-08Г2С говорит о следующем:
Аббревиатура Св обозначает, что данная проволока сварочная. Буквы и цифры, идущие следом, рассказывают о содержании составляющих элементов в той или иной проволоке. Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.

В некоторых случаях необходимо знать дополнительную маркировку проволоки:
А – стоящая в конце маркировки, означает, что эта проволока с уменьшенным содержанием вредных веществ, вроде серы или фосфора, а две буквы (АА) говорят о том, что проволока содержит минимум вредных примесей, а сама проволока сделана из металла высокой очистки. Кроме того, внутри маркировки А показывает наличие в составе азота.
Х и Н – (хром, никель), в основном используются как легирующие добавки, в том случае, если изготавливается сварочная проволока для нержавейки.
Остальные элементы, встречающихся в маркировках:
В — вольфрам;
Т — титан;
Ю — алюминий;
Ф — ванадий;
Б — ниобий;
Д — медь;
М — молибден;
С — кремний;
Ц — цирконий.
Можно выделить несколько самых известных производителей проволоки для сварки. Это Компания ООО «Петромет», выпускающая такие популярные в нашей промышленности марки проволоки, как Св-08ГСНТи Св-08Г2С, Св-08ГНМ, Св-08ХМ и др. ООО «Свармонтажстрой», производство которого основано на ряде иностранных технологий и качество выпускаемых изделий соответствует основным международным нормам. Московский производитель ООО «Велд – Метиз».

Диаметры сварочной проволоки
Номинальные диаметры проволоки применяемой для сварки полуавтоматом имеют размеры от 0,3 мм до 12 мм. Всего существует 17 стандартных диаметров.
Предварительно, при сварке автоматом выбирают проволоку диаметром до 5 мм, а при полуавтоматической, механизированной – до 2 мм, в основном её диаметр зависит от толщины металла.
Для достижения требуемого качества сварочного шва, при сварке деталей и конструкций из легированных и высоколегированных сталей, химический состав самой проволоки обязательно должен быть таким, чтобы в получаемом шве содержание углерода ограничивалось 0,10 – 0,12%, а кремния было менее 0,5%.
Для сварки специализированных сталей применяются высоколегированные аустенитные и ферритные сварочные проволоки. Однако аустенитная высоколегированная сварочная проволока для полуавтоматов после волочения нагартовывается (нагартовка – наклёп) и становится более жёсткой, а её пластичность снижается. В связи с этим подача проволоки такого малого диаметра от 2 – 3 мм по шлангам при сварке полуавтоматом, облегчается, в отличие от подачи проволоки большего диаметра.
Сварка с применением газовой смеси отличается лучшими техническими показателями. Поэтому в настоящее время повсеместно используют смесь углекислого газа и нейтрального аргона, имеющую процентное соотношение – 75-80% Ar и 20-25% CO2.
Контроль расхода сварочной проволоки
В процессе сварки на полуавтомате, необходимо вести учёт расхода проволоки для сварки и газовых смесей. Это обеспечивает экономию расходных материалов на производстве и ведёт к снижению себестоимости самих работ.
На расход проволоки для сварки оказывают влияние такие показатели как:
- химический состав металла;
- диаметр и качество самой проволоки;
- данные технических характеристик рабочего полуавтомата для сварки;
- проведение сварки в среде нейтрального газа.
Во многих случаях, расход используемой сварочной проволоки считается до 1,5 % от веса всей конструкции. А вес проволоки превышает вес наплавляемого материала до 6%, так как имеют место угар и отходы.
Нормы расхода определённых марок проволоки на метр сварочного шва определяются по формуле М = НР ∙ КР. (где М – масса наплавляемого металла, напрямую зависящая и от металла, и от вида сварочного шва). КР – коэффициент расхода используемой проволоки (значение берётся из таблиц).
Исходя из данной формулы рассчитывают потребность в сварочной проволоке не только для конкретного вида работ, но и для всего предприятия в течение времени.

Современные механизмы и скорость подачи сварочной проволоки
Сварочные полуавтоматы классифицируют следующим образом:
- для сварки изделий в защитных газах;
- для сварки с помощью порошковой проволоки;
- для выполнения сварки под флюсом;
- универсальные.
Полуавтоматы для сварки с применением защитных газов оборудованы специальным клапаном, прекращающим подачу рабочего газа по окончании сварки.
В полуавтоматах для сварки под флюсом всегда есть горелка с воронкой. Осуществляется более мощная подача проволоки, чем на другом оборудовании, поскольку для этой сварки необходима проволока большого диаметра.

Сварочные полуавтоматы разделяют на бытовые, полупрофессиональные и профессиональные, в зависимости от силы тока и длительности работы самого аппарата. А также бывают передвижными, стационарными и переносными. Промышленные полуавтоматы изготавливают только для работы в режиме трёхфазного тока. Швы, получаемые при использовании в работе таких аппаратов гораздо более качественные и ровные.
Полуавтоматы для сварки современной порошковой проволокой снабжены специальным устройством подающих роликов, чтобы не допустить деформации рабочей проволоки.
Универсальные полуавтоматы укомплектованы вспомогательными приспособлениями (сварочными горелками, роликами для подачи проволоки и др.), что даёт возможность с успехом использовать их для различных видов сварки.
К механизму подачи проволоки к горелке относятся – электродвигатель, редуктор и, конечно, подающие ролики. Вид подающего устройства (относительно газовой горелки), может быть тянущий, толкающий и универсальный. При подаче проволоки устройством толкающего типа, подающие ролики находятся у самого шланга сварочной горелки и равномерно толкают проволоку непосредственно в канал горелки. Используется всегда при сварке стали.

С помощью подачи проволоки на полуавтомате механизмом тянущего типа проволока попадает в канал горелки. Это придаёт ей дополнительный вес, но тем не менее, такой механизм часто устанавливают в полуавтоматах для сварки алюминия. Сварочная проволока для полуавтоматов служит не только для улучшения качества шва, но и непрерывности сварочных работ. Подачу тянуще – толкающего типа применяют для сварки алюминия в случае значительного удаления основного сварочного механизма от места сварки.
Скорость подачи проволоки необходимо настраивать для каждого случая и регулировать по ходу работ. Основную регулировку скорости подачи выполняет коробка передач и комплект шестерён. В таком случае приводом служит трёхфазный асинхронный двигатель. Недостатком данной регулировки скорости является трудность подбора необходимого режима для сварки. Особенно при работе с тонким металлом.
Плавное регулирование необходимой скорости подачи проволоки очень малого диаметра достигается при использовании в работе двигателя постоянного тока, путём плавного изменения числа оборотов головки двигателя. Скорость подачи может доходить до 150 м/ час.
При настройке скорости подачи важна толщина металла, состав и диаметр выбранной сварочной проволоки. Получить качественный сварочный шов возможно только при тщательной регулировке скорости путём нескольких пробных сварок.
Читайте также: