Марки электродов для ручной дуговой сварки их назначение
Обновлено: 20.09.2024
Типы и марки сварочных электродов
Ниже, по возможности, приводятся наиболее распространенные марки электродов для сварки, сгруппированные по типам.
Электроды для сварки углеродистых и низколегированных сталей
Получение металла шва, равнопрочного основному, обеспечивается выбором типа сварочного электрода, который регламентирует прочностные характеристики сварного соединения. Следует учитывать, что применение электродов с повышенными механическими свойствами наплавленного металла, например, по пределу прочности при растяжении, может привести к снижению работоспособности сварной конструкции.
Для сварки кипящих сталей (низкоуглеродистая сталь, выпускаемая из печи слабораскисленной) используют электроды с любым покрытием.
Для сварки полуспокойных сталей (сталь, полученная при раскислении жидкого металла менее полно, чем при выплавке спокойной стали, но большем, чем при выплавке кипящей стали) при больших толщинах следует применять электроды с покрытиями основного или рутилового видов.
Сварка конструкций из спокойной стали, работающих при низких температурах или при динамических нагрузках, должна выполняться электродами с основным покрытием.
Стабильность горения дуги влияет на качество швов и на возможность сварки переменным током. Наиболее стабильно дуга горит у электродов с целлюлозным, кислым и рутиловым покрытиями. Это позволяет использовать сварочные трансформаторы. Для электродов с основным покрытием требуются только источники постоянного тока.
В нижнем, вертикальном и потолочном положениях шов лучше формируется у электродов с целлюлозным покрытием, так как мелкокапельный перенос электродного металла и высокая вязкость шлака обеспечивают качественное ведение сварки. Хуже формируется шов у электродов с основным покрытием.
При сварке толстостенных конструкций многослойными швами отделяемость шлака является существенным показателем. Электроды с рутиловым, целлюлозным и кислым покрытиями обеспечивают лучшую отделяемость шлака по сравнению с основным покрытием.
Сварка электродами с основным покрытием требует тщательной очистки кромок от ржавчины, масла, грязи во избежание порообразования. Кроме того, электроды с основным покрытием склонны к порообразованию в начальный момент сварки и при сварке длинной дугой.
Электроды для наплавки
Наплавочные электроды обеспечивают получение наплавленного металла разнообразного по химическому составу, структуре и свойствам. По ГОСТ 10051-75 "Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами" существует 44 типа таких электродов.
Все они имеют основное покрытие. Это обеспечивает лучшую сопротивляемость образованию трещин при наплавке деталей из стали с повышенным содержанием углерода и при высокой жёсткости конструкции.
В зависимости от условий работы конструкций с наплавленными покрытиями, электроды для наплавки могут быть условно разделены на 6 групп.
Электроды для сварки и наплавки чугуна
Такие электроды предназначены для устранения дефектов в чугунных отливках и для восстановления поврежденных и изношенных деталей. Их можно применять и для изготовления сварно-литых конструкций. Электроды для холодной сварки и наплавки чугуна без предварительного подогрева дают наплавленный металл в виде стали, сплавов на основе меди, никеля и железоникелевого сплава. Это марки ЦЧ-4, ОЗЧ-2, ОЗЧ-6 и др. Иногда целесообразно использовать электроды иного назначения. Так, при ремонте чугунных тюбингов в условиях большой загрязненности и высокой влажности лучше брать марку ОЗЛ-25Б. Первые слои на загрязненных чугунах можно выполнять марками ОЗЛ-27 и ОЗЛ-28. Успешно применяют и марку ОЗБ-2М, предназначенную для сварки бронз.
Электроды для сварки цветных металлов
Предназначены для сварки алюминия, меди, никеля и их сплавов. Титан и его сплавы ручной дуговой сваркой покрытым электродом не сваривают из-за интенсивной окисляемости.
Электроды для сварки алюминия. Основная трудность при сварке алюминия и его сплавов - наличие окисной пленки. Температура её плавления 2060°С, тогда как температура плавления алюминия 660°С. Плотная тугоплавкая пленка может нарушить стабильность процесса сварки и таким образом повлиять на качество формирования шва, вызвав появление внутренних дефектов в наплавленном металле. Для удаления окисной пленки в состав покрытия электродов вводят хлористые и фтористые соли щелочных и щелочно-земельных металлов. Эти вещества и обеспечивают качественную сварку.
Электроды для сварки меди и ее сплавов. При сварке меди основная проблема - образование пор в металле шва из-за высокой ее активности при взаимодействии с газами, особенно с кислородом и водородом. Чтобы этого избежать, применяют только хорошо раскисленную медь и тщательно прокаленные электроды. Сварку выполняют по зачищенным до металлического блеска кромкам.
Сварка латуней сложна и опасна для здоровья из-за интенсивного выгорания цинка.
Сварка бронз доставляет трудности ввиду высокой хрупкости и недостаточной прочности в нагретом состоянии.
Электроды для сварки никеля и его сплавов. Сварка никеля и его сплавов затруднена из-за большой чувствительности к растворенным в сварочной ванне газам: азоту, кислороду и водороду, что вызывает образование горячих трещин и пор. Для предупреждения появления этих дефектов необходимо применять основной металл и сварочные электроды высокой чистоты и качественно их подготавливать.
Электроды для резки металла
Дуговая резка металла покрытыми электродами часто используется при монтаже и ремонте металлоконструкций. Она эффективна, так как не требует дополнительного оборудования и специальной квалификации рабочих. Электроды для резки отличаются от электродов для сварки высокой тепловой мощностью дуги, высокой теплостойкостью покрытия, интенсивной окисляемостью жидкого металла. Эти электроды целесообразно применять для удаления дефектных швов или их участков, удаления прихваток, заклепок, болтов, разделки трещин и т.п. Прокалка перед сваркой: 170°С; 1ч.
Электроды для сварки легированных теплоустойчивых сталей
Электроды для сварки легированных теплоустойчивых сталей, должны в первую очередь обеспечить необходимую жаропрочность сварных соединений - способность противостоять механическим нагрузкам при высоких температурах.
Для конструкций, работающих при температурах до 475°С, используют молибденовые электроды типа Э-09М, а при температурах до 540°С - хромомолибденовые электроды типов Э-09МХ, Э-09Х1М, Э-09Х2М1 и Э-05Х2М.
Для конструкций, работающих при температурах до 600°С, применяют хромомолибденованадиевые электроды Э-09Х1МФ, Э-10Х1М1НБФ, Э-10Х3М1БФ.
Электроды Э-10Х5МФ с повышенным содержанием хрома предназначены для сварки конструкций из сталей с повышенным содержанием хрома (12Х5МА, 15Х5М, 15Х5МФА и др.), работающих в агрессивных средах при температурах до 450°С.
Для сварки теплоустойчивых сталей чаще используют электроды с основным покрытием, обеспечивающие прочность наплавленного металла при повышенных температурах, а также малую склонность к образованию горячих и холодных трещин.
Электроды для сварки высоколегированных сталей
Стали, содержащие 13% хрома, считаются высокохромистыми нержавеющими. Они обладают стойкостью против атмосферной коррозии и в слабоагрессивных средах. Это стали 08X13, 12X13, 20X13, которые различаются свариваемостью в зависимости от содержания углерода.
При выборе электродов для сварки таких сталей необходимо обеспечить следующие свойства металла шва: стойкость против атмосферной коррозии и в слабо агрессивных средах, жаростойкость до температуры 650°С и жаропрочность до температуры 550°С. Этим требованиям удовлетворяют электроды типа Э-12Х13 марок ЛМЗ-1, АНВ-1 и др., которые обеспечивают химический состав, структуру и свойства металла шва, близкие характеристикам основного металла.
Для сварки сталей с пониженным содержанием углерода и дополнительно легированных никелем рекомендуются электроды типа Э-06Х13Н марки ЦЛ-41.
С увеличением количества хрома возрастает коррозионная стойкость и жаростойкость высокохромистых сталей. Содержание 17-18% дает коррозионную стойкость в жидких средах средней агрессивности. Такие стали относятся к кислотостойким: 12X17, 08X17Т, 08Х18Т и др. Если количество хрома достигает 25-30%, то возрастает жаростойкость - стойкость против газовой коррозии при температурах до 1100°С. Это жаростойкие стали: 15Х25Т, 15X28 и др. Для серосодержащих сред пригодны стали и электроды, в которых не менее 25% хрома.
Выбор электродов для сварки высокохромистых сталей зависит от количества хрома в свариваемых сталях. Так, для сварки сталей с 17% хрома, к которым предъявляются требования по коррозионной стойкости в жидких окислительных средах или по жаростойкости при температурах до 800°С, рекомендуются электроды типа Э-10X17Т марок ВИ-12-6 и др.
Для сварки сталей с 25% хрома следует применять электроды типа Э-08Х24Н6ТАФМ, придающие металлу шва после отпуска высокие пластичность, ударную вязкость и стойкость против межкристаллитной коррозии.
Сварку высокохромистых сталей следует выполнять при умеренных режимах с уменьшенной погонной энергией. После каждого прохода рекомендуется охлаждать металл околошовной зоны до температуры ниже 100°С, что обеспечивает минимальный рост зерна.
Высокохромистые стали на основе 13% хрома с дополнительным легированием молибденом, ванадием, вольфрамом и ниобием относятся к жаропрочным. Они способны противостоять механическим нагрузкам при высоких температурах. При выборе электродов для этих сталей основное требование - обеспечить необходимый уровень жаропрочности металла шва. Это достигается за счет получения химического состава швов, близкого основному металлу. Такому условию наиболее полно удовлетворяют электроды типов Э-12Х11НМФ марки КТИ-9А, Э-12Х11НВМФ марки КТИ-10, Э-14Х11НВМФ марки ЦЛ-32.
Сварочные электроды и прочие сварочные материалы
В качестве сварочных материалов для электродуговой сварки применяются штучные электроды, сварочная и порошковая проволока.
Штучные электроды
Плавящиеся электроды. Штучные плавящиеся электроды с покрытием используются очень широко, для сварочных работ в домашних условия - это основной материал.

Плавящийся электрод для сварки: 1 - стержень, 2 - участок перехода, 3 - марка электрода, 4 - покрытие.
Стержни электродов для сварки стали изготавливаются из низкоуглеродистой, легированной или высоколегированной сварочной проволоки. Стандартом предусматривается 77 марок стальной проволоки, идущей на изготовление штучных электродов диаметром от 1,6 до 6 мм.
Покрытие сварочных электродов оказывает множественное действие: образует атмосферу защищающую металл от кислорода и азота, находящихся в воздухе, стабилизирует горение дуги, удаляет вредные примеси из расплавленного металла, легирует его с целью улучшения свойств. Для выполнения всех этих функций покрытие включает в себя множество компонентов:
- Шлакообразующие вещества, защищающие металл от азота и кислорода. В их состав входит марганцевая руда, каолин, титановый концентрат, мел, мрамор, полевой шпат, доломит, кварцевый песок.
- Раскисляющие вещества, удаляющие из расплавленного металла кислород. В качестве них используются марганец, кремний, алюминий, титан в виде ферросплавов.
- Газообразующие компоненты, создающие при сгорании покрытия газовую среду, защищающую расплавленный металл от кислорода и азота воздуха. В основном это декстрин и древесная мука.
- Легирующие вещества, придающие металлу шва особые свойства - прочность, жаростойкость, износостойкость, повышение сопротивляемости коррозии. Для этого используются хром, марганец, титан, молибден, никель, ванадий и некоторые другие вещества.
- Стабилизирующие элементы, способствующие ионизации сварочной дуги - натрий, калий, кальций.
- Связующие вещества, служащие для связывания компонентов покрытия друг с другом и всего покрытия со стержнем электрода. Основным связующим веществом является калиевое или натриевое жидкое стекло (силикатный клей).
Для сварки цветных металлов и их сплавов наряду с неплавящимися применяют плавящиеся электроды из соответствующих металлов и сплавов - алюминия, меди, никеля, бронзы, латуни и т.п.

Сварочные электроды
Классификация и обозначение электродов. Электроды, применяемые для сварки и наплавки, классифицируются по широкому ряду признаков:
- по назначению (для сварки стали, чугуна, цветных металлов, для наплавочных работ и пр.);
- по технологическим особенностям (для швов различного пространственного положения, для сварки с глубоким проплавлением и т.п.);
- по виду покрытия (кислое, рутиловое, основное и пр.) и его толщине (толстое, тонкое, среднее, особо толстое);
- по химическому составу покрытия и стержня;
- по механическим свойствам металла шва;
- по роду и полярности тока, величине номинального напряжения холостого хода источника питания.
- по качеству изготовления, состоянию поверхности покрытия, содержанию вредных примесей фосфора и серы.
Каждый параметр электрода имеет свое буквенное или цифровое обозначение в определенной части маркировки. В частности, электроды для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм 2 обозначаются буквой У. Электроды со средним по толщине рутиловым покрытием имеют в маркировке букву С (среднее) и Р (рутиловое). Стоящая предпоследней цифра 1 сообщает, что электрод может использоваться для выполнения шва любого пространственного положения, а завершающая обозначение цифра 0 информирует о том, что данный электрод используется при работе сварочным аппаратом дающим постоянный ток.
В соответствии с ГОСТ 9466-75 обозначение электрода содержит информацию о типе, марке, диаметре и прочих его характеристиках. В обозначение типа электродов для сварки конструкционных сталей входит буква Э ("электрод для дуговой сварки") и цифра, сообщающая о минимальном временном сопротивлении разрыву металла шва в кгс/мм 2 . Если после цифр присутствует буква А (например, Э42А, Э46А), это означает, что данный тип электрода обеспечивает более высокие пластические свойства металла шва.
Наряду с типом, электроды имеют и марку. Одному типу электродов может соответствовать несколько марок. Например, электродам типа Э42 соответствуют марки ГОСЦ-2, ЦМ-7, АНО-6.

Обозначение электродов по ГОСТ 9466-75
1 - Тип электрода (Э - электрод для дуговой сварки, 46 - прочность 460МПа, А - повышенная пластичность и вязкость металла шва);
2 - Марка электрода;
3 - Диаметр стержня;
4 - Назначение электрода (У - для сварки углеродистых и низколегированных сталей);
5 - Характеристика толщины покрытия (Д - толстое);
6 - Группа индексов, указывающая на характеристики металла шва;
7 - Вид покрытия (Б - основное);
8 - Пространственное положение шва (1 - для всех положений);
9 - Род тока (0 - постоянный, обратной полярности).

Обозначение электродов по международному стандарту EN 499
1 - Электрод для дуговой сварки;
2 - Минимальный предел текучести (500Н/мм 2 );
3 - Характеризует температуру, при которой обеспечивается минимальное значение ударной вязкости 47Дж (около 60°C);
4 - Характеризует химический состав наплавленного металла (Ni - 2,6-3,8%);
5 - Тип покрытия электрода (основной);
6 - Код производительности и род тока ( 7 - Код положения швов при сварке (все, кроме вертикального сверху вниз);
8 - Характеризует содержание водорода в наплавленном металле (10 мл/100г).
Неплавящиеся электроды. Неплавящиеся электроды бывают угольными, графитовыми и вольфрамовыми. Температура плавления всех этих материалов превышает ту, до которой они нагреваются при сварке. Эта особенность и обусловила их название.
Графитовые электроды изготавливают из синтетического прессованного графита, угольные - из электротехнического угля. Электроды из графита обладают определенными преимуществами перед угольными. У них выше электропроводимость, позволяющая в 2,5-3 раза повысить плотность тока, и более высокая устойчивость против окисления при высоких температурах. Последнее качество позволяет снизить их расход по сравнению с угольными.

Графитовые электроды

Угольные омедненные электроды
Вольфрамовые неплавящиеся электроды изготавливаются из чистого или с наличием присадок вольфрама. В качестве присадок используются окислы тория, иттрия, лантана и других веществ. О наличии той или иной присадки говорит марка и цвет электрода. Обозначение ЭВ (WP) означает чистый вольфрам (конец окрашен в зеленый цвет), ЭВТ (WT) - вольфрам с торием (красный), ЭВИ (WY) - с иттрием (темно-синий), (WL) - с лантаном (синий или золотистый, в зависимости от содержания лантана), WC - с церием (серый), WZ - с цирконием (белый).

Вольфрамовые электроды
С помощью неплавящихся электродов варят сталь, чугун, медь, латунь, бронзу, алюминий и прочие металлы. Сварка проводится чаще всего в среде защитного газа (аргона, гелия, азота и их смеси). Её можно осуществлять как с присадочным материалом, так и без. В качестве последнего используется проволока, металлические прутки или полосы.
Выбор электродов для сварки сталей
Выбор типа электрода для сварки сталей зависит не только от марки последней, но и от характера соединения, пространственного положения шва, рода сварочного тока (постоянный или переменный), температуры окружающего воздуха во время работ и пр. В настоящее время производится несколько сотен марок электродов для самого различного назначения.
Электроды для сталей подразделяются на несколько групп - в зависимости от марки материала, для сварки которого они предназначены.
Первую группу образуют электроды для сваривания углеродистых и низколегированных конструкционных сталей, содержащих до 0,25% углерода и имеющих сопротивление разрыву до 490 МПа. К таким сталям относятся марки Ст5пс, Ст3сп, Ст0 и другие, используемые для производства металлопроката, из которого в быту изготавливается большинство конструкций, к прочности которых не предъявляют особых требований - ворота, ограждения и пр. Для их сваривания применяют такие известные всем сварщикам марки электродов, как АНО-4, АНО-21, МР-3, ОЗС-41. Популярный электрод МР-3 пригоден для сварки как переменным, так и постоянным током во всех пространственных положениях шва кроме вертикального сверху вниз.
Для сварки сталей, имеющих сопротивление разрыву от 490 до 590 МПа, используются электроды типа Э50А, Э60 (марки УОНИ-13/55, ОЗС-28, УОНИ-13/65). Эти электроды дают шов, выдерживающий более значительные нагрузки, чем предыдущая группа электродов.
Конструкционные легированные стали повышенной и высокой прочности, имеющие сопротивление разрыву свыше 590 МПа, необходимо варить электродами НИАТ-5, ЭА-981/15, ЭА-395/9 (если изделие не подвергается после сварки термообработке) или электродами ОЗШ-1, НИАТ-3М, УОНИ-13/85 - если сваренную конструкцию планируется подвергнуть термообработке с целью обеспечения равнопрочности швов.
Для сварки низколегированных и легированных теплоустойчивых сталей, работающих при температурах до 550-600 °C, предназначены электроды типа Э-09Х1М, Э-09МХ, Э50А (марки АНЖР-2, ОЗС-11, ЦУ-5).
Не часто, но приходится в быту сталкиваться и со сваркой жаропрочных и жаростойких сталей, предназначенных для работы при температуре свыше 550-600 °C. Например, при изготовлении несгораемых колосников для печи. Если удастся добыть такую сталь, варить ее нужно электродами КТИ-7А, ОЗЛ-38, ЦТ-15.
Коррозионностойкие стали, обладающие устойчивостью к коррозии в кислотной, щелочной и прочих агрессивных средах, известные в быту под названием "нержавейки", варятся электродами марок ЦЛ-11, ОЗЛ-7, ОЗЛ-22.
Выбор диаметра электрода. Диаметр электрода выбирается, прежде всего, с учетом толщины свариваемого металла. Прочие условия работы: марка свариваемого металла, род тока, параметры сетевого напряжения, формы подготовки кромок и т.п. - также могут выдвигать свои требования к диаметру электрода, но в гораздо меньшей степени, чем толщина свариваемого металла.
Для первоначального выбора электрода можно использовать нижеследующую таблицу, значения в которой соответствуют нижнему шву.
| Толщина металла, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Диаметр электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
При выполнении сварных швов в вертикальном и потолочном положениях применяют электроды диаметром не более 4 мм. Если имеется разделка кромок или необходимо заплавить зазор между деталями, то корневой шов может выполняться электродом меньшего диаметра - 2,5-3 мм.

Сварка корневого шва
Сварочная проволока
Сварочная проволока выпускается из стали различных марок, меди, алюминия и других металлов. Стальная проволока, предназначенная для сварки, наплавки и изготовления штучных электродов, изготавливается по ГОСТ 2246-70. Стандарт предусматривает 77 марок стальной проволоки различного химического состава - низкоуглеродистых, легированных и высоколегированных.
Диаметр материала колеблется от 0,3 до 12,0 мм. Проволока толщиной до 3 мм применяется для полуавтоматической шланговой сварки, диаметром 1,6-6 мм - для ручной сварки штучными электродами, диаметром 2-5 мм - для автоматической сварки. Материал больших диаметров применяют для наплавочных работ. По виду покрытия проволока бывает чистой и омедненной. Омеднение улучшает прочность и чистоту шва, повышает устойчивость горения дуги, снижает разбрызгивание металла.
В обозначении марок проволоки используются буквы и цифры. Обозначение Св-08ГС говорит о том, что это сварочная проволока (Св), имеющая углерода - 0,8%, марганца (Г) - до 1%, кремния (С) - до 1%.

Сварочная проволока: нержавеющая, омедненная, алюминиевая.
Порошковая проволока
Порошковая проволока (она же флюсовая или самозащитная), используемая для сварки полуавтоматами, представляет собой металлическую оболочку, заполненную специальным порошком. Последний состоит из смеси материалов (ферросплавов, минералов, руд, химикатов и пр.), имеющих то же назначение, что и покрытие штучных электродов - защиту расплавленного металла от кислорода и азота, легирования и раскисления металла, стабилизацию дугового разряда и пр.

Варианты конфигурации оболочки порошковой проволоки
Порошковая проволока позволяет отказаться от использования в полуавтоматической сварке газовых баллонов, однако при этом страдает качество.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Маркировка электродов
Маркировка электродов для сварки содержит информацию о типе, марке, диаметре и прочих его характеристиках:

Электроды для сварки ЛЭЗАНО-21

Маркировка электродов для сварки ЛЭЗАНО-21
1 - тип электрода: Э46 - для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве до 46 кгс/мм 2 ;
2 - марка электрода: ЛЭЗАНО-21;
3 - диаметр электрода: указан в другом месте;
4 - назначение электрода: У - для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм 2 );
5 - коэффициент толщины покрытия: Д - с толстым покрытием (1,45 6 - международное обозначение плавящегося покрытого электрода: Е;
7 - предел прочности при растяжении: 43 - 430 МПа (44 кгс/мм 2 );
8 - относительное удлинение: 1 - 20%;
9 - минимальная температура, при которой ударная вязкость металла шва составляет не менее 34 Дж/см 2 (3,5 кгс·м/см 2 ): 3 - -20°С;
10 - вид покрытия: РЦ - рутилово-целлюлозное;
11 - допустимые пространственные положения: 1 - для всех положений;
12 - сварочный ток и напряжение холостого хода: 3 - сварка переменным током и постоянным током обратной полярности, напряжение холостого хода около 50В.

Расшифровка маркировки электродов для сварки АНО-21
1 - тип электрода: Э46 - для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве до 46 кгс/мм 2 ;
2 - марка электрода: АНО-21;
3 - диаметр электрода: 2,5 мм;
4 - назначение электрода: У - для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм 2 );
5 - коэффициент толщины покрытия: Д - с толстым покрытием (1,45 6 - международное обозначение плавящегося покрытого электрода: Е;
7 - предел прочности при растяжении: 43 - 430 МПа (44 кгс/мм 2 );
8 - относительное удлинение: 0 - менее 20%;
9 - минимальная температура, при которой ударная вязкость металла шва составляет не менее 34 Дж/см 2 (3,5 кгс·м/см 2 ): 3 - -20°С;
10 - вид покрытия: Р - рутиловое;
11 - допустимые пространственные положения: 1 - для всех положений;
12 - сварочный ток и напряжение холостого хода: 1 - сварка переменным током и постоянным током любой полярности, напряжение холостого хода около 50В.

Обозначение электродов для сварки МР-3 ПЛАЗМА
1 - тип электрода: Э46 - для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве до 46 кгс/мм 2 ;
2 - марка электрода: МР-3 ПЛАЗМА;
3 - диаметр электрода: указан в другом месте;
4 - назначение электрода: У - для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм 2 );
5 - коэффициент толщины покрытия: Д - с толстым покрытием (1,45 6 - международное обозначение плавящегося покрытого электрода: Е;
7 - предел прочности при растяжении: 43 - 430 МПа (44 кгс/мм 2 );
8 - относительное удлинение: 0 - менее 20%;
9 - минимальная температура, при которой ударная вязкость металла шва составляет не менее 34 Дж/см 2 (3,5 кгс·м/см 2 ): 3 - -20°С;
10 - вид покрытия: Р - рутиловое;
11 - допустимые пространственные положения: 2 - для всех положений, кроме вертикального "сверху-вниз";
12 - сварочный ток и напряжение холостого хода: 6 - сварка переменным током и постоянным током обратной полярности, напряжение холостого хода около 70В.

Маркировка электродов для сварки УОНИ-13/55
1 - тип электрода: Э50А - для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве 50 кгс/мм 2 , "А" указывает, что металл шва имеет повышенные свойства по пластичности и ударной вязкости;
2 - марка электрода: УОНИ-13/55;
3 - диаметр электрода: 5,0 мм;
4 - назначение электрода: У - для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм 2 );
5 - коэффициент толщины покрытия: Д - с толстым покрытием (1,45 6 - международное обозначение плавящегося покрытого электрода: Е;
7 - предел прочности при растяжении: 51 - 510 МПа (52 кгс/мм 2 );
8 - относительное удлинение: 4 - 20%;
9 - минимальная температура, при которой ударная вязкость металла шва составляет не менее 34 Дж/см 2 (3,5 кгс·м/см 2 ): 4 - -30°С;
10 - вид покрытия: Б - основное;
11 - допустимые пространственные положения: 2 - для всех положений, кроме вертикального "сверху-вниз";
12 - сварочный ток: 0 - сварка постоянным током обратной полярности.

Обозначение электродов для сварки ЦЛ-11
1 - тип электрода: Э-08Х20Н9Г2Б - для сварки высоколегированных сталей;
2 - марка электрода: ЦЛ (марка сокращена, в другом месте указана марка ЦЛ-11);
3 - диаметр электрода: указан в другом месте;
4 - назначение электрода: В - для сварки высоколегированных сталей с особыми свойствами;
5 - коэффициент толщины покрытия: Д - с толстым покрытием (1,45 6 - международное обозначение плавящегося покрытого электрода: Е;
7 - метод испытаний стойкости металла шва к межкристаллитной коррозии: 2 - АМ и АМУ;
8 - максимальная рабочая температура, при которой регламентированы показатели длительной прочности металла шва (жаропрочность): 0 - нет информации;
9 - максимальная рабочая температура сварных соединений: 0 - нет информации;
10 - содержание ферритной фазы в металле шва: 5 - 2,0-10%;
11 - вид покрытия: Б - основное;
12 - допустимые пространственные положения: 2 - для всех положений, кроме вертикального "сверху-вниз";
13 - сварочный ток: 0 - сварка постоянным током обратной полярности.
Тип электрода

Для сварки углеродистых и низколегированных сталей, а также легированных с повышенной и высокой прочностью, маркировка состоит из:
- индекса Э - электрод для ручной дуговой сварки и наплавки;
- цифр, следующих за индексом, обозначающих величину предела прочности при растяжении в кгс/мм 2 ;
- индекса А, указывающего, что металл шва имеет повышенные свойства по пластичности и ударной вязкости.
Для сварки теплоустойчивых, высоколегированных сталей и для наплавки, условное обозначение состоит из:
- индекса Э - электрод для ручной дуговой сварки и наплавки;
- дефиса;
- цифры, следующей за индексом, указывающей среднее содержание углерода в сотых долях процента;
- букв и цифр, определяющих содержание химических элементов в процентах. Порядок расположения буквенных обозначений химических элементов определяется уменьшением среднего содержания соответствующих элементов в наплавленном металле. При среднем содержании основного химического элемента менее 1,5 % число за буквенным обозначением химического элемента не указывается. При среднем содержании в наплавленном металле кремния до 0,8% и марганца до 1,0% буквы С и Г не проставляются.

Обозначение металлов
Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве до 490 МПа (50 кгс/мм 2 ) применяют 7 типов электродов: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А. Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве от 490 МПа (50 кгс/мм 2 ) до 588 МПа (60 кгс/мм 2 ) применяют 2 типа электродов: Э55, Э60. Для сварки легированных сталей повышенной и высокой прочности с пределом прочности при разрыве свыше 588 МПа (60 кгс/мм 2 ) применяют 5 типов электродов: Э70, Э85, Э100, Э125, Э150.
Для сварки теплоустойчивых сталей - 9 типов: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ. Для сварки высоколегированных сталей с особыми свойствами - 49 типов: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ и др. Для наплавки поверхностных слоев с особыми свойствами - 44 типа: Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и др.
Марка электрода

Каждому типу электрода может соответствовать одна или несколько марок.
Диаметр электрода

Диаметр электрода (мм) соответствует диаметру металлического стержня.
Назначение электрода

- Для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм 2 ) - маркируется буквой У;
- Для сварки легированных конструкционных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм 2 ) - маркируется буквой Л;
- Для сварки теплоустойчивых сталей - маркируется буквой Т;
- Для сварки высоколегированных сталей с особыми свойствами - обозначается буквой В;
- Для наплавки поверхностных слоев с особыми свойствами - маркируется буквой Н.
Коэффициент толщины покрытия

В зависимости от отношения диаметра покрытия электрода D к диаметру металлического стержня d, электроды подразделяются на следующие группы:
- с тонким покрытием (D/d≤1,2) - маркируется буквой М;
- со средним покрытием (1,2С;
- с толстым покрытием (1,45Д;
- с особо толстым покрытием (D/d>1,8) - Г.
Обозначение плавящегося покрытого электрода

Буква Е - международное обозначение плавящегося покрытого электрода.
Группа индексов, указывающих характеристики металла шва или наплавляемого металла

Для электродов, применяемых для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм 2 ).

Характеристики металла шва электродов для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа
В условном обозначении электродов для сварки легированных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм 2 ) первый индекс двузначного числа соответствует среднему содержанию углерода в шве в сотых долях процента; последующие индексы из букв и цифр показывают содержание элементов в процентах в металле шва; последний цифровой индекс, проставляемый через дефис, характеризует минимальную температуру, при которой ударная вязкость металла шва составляет не менее 34 Дж/см 2 (3,5 кгс·м/см 2 ). Например, Е-12Х2Г2-3 означает 0,12% углерода, 2% хрома, 2% марганца в металле шва и при -20°С имеет ударную вязкость 34 Дж/см 2 (3,5 кгс·м/см 2 ).

Характеристика металла шва электродов для сварки легированных сталей с пределом прочности при растяжении свыше 588 МПа
В условном обозначении электродов для сварки теплоустойчивых сталей содержатся два индекса: первый указывает минимальную температуру, при которой ударная вязкость металла шва составляет не менее 34 Дж/см 2 (3,5 кгс·м/см2); второй индекс - максимальную температуру, при которой регламентированы показатели длительной прочности металла шва.

Характеристики металла шва электродов для сварки теплоустойчивых сталей
Электроды для сварки высоколегированных сталей кодируются группой индексов, состоящей из трёх или четырёх цифр:
- первый индекс характеризует стойкость металла шва к межкристаллитной коррозии;
- второй указывает максимальную рабочую температуру, при которой регламентированы показатели длительной прочности металла шва (жаропрочность);
- третий индекс указывает максимальную рабочую температуру сварных соединений, до которой допускается применение электродов при сварке жаростойких сталей;
- четвертый индекс указывает содержание ферритной фазы в металле шва.

Характеристики металла шва электродов для сварки высоколегированных сталей
Условное обозначение электродов для наплавки поверхностных слоев состоит из двух частей. Первый индекс указывает среднюю твёрдость наплавленного металла и выражается дробью: в числителе - твёрдость по Виккерсу, в знаменателе - по Роквеллу.

Характеристики наплавленного металла электродов для наплавки поверхностных слоев
Второй индекс указывает, что твёрдость наплавленного металла обеспечивается: без термической обработки после наплавки - 1, после термической обработки - 2.
Например: Е-300/32-1 - твердость наплавленного слоя без термообработки.
Обозначение вида покрытия

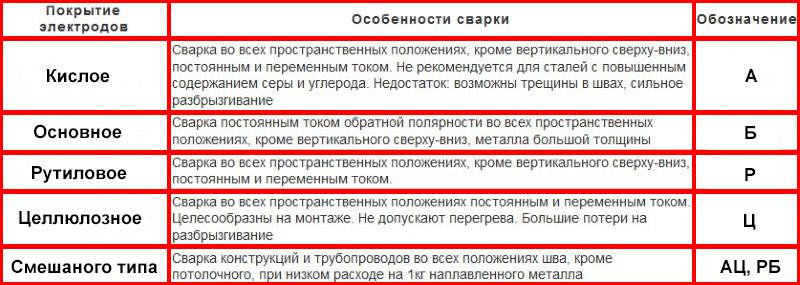
- А - кислое покрытие;
- Б - основное покрытие;
- Ц - целлюлозное покрытие;
- Р - рутиловое покрытие;
- АР, РБ, РЦ и т.д. - смешенные покрытия - соответственно: кисло-рутиловое, рутилово-основное, рутилово-целлюлозное;
- П - прочие.
При наличии в покрытии железного порошка более 20% добавляется буква Ж, например, АЖ.
Про покрытия электродов есть статья Покрытие сварочных электродов.
Обозначение допустимых пространственных положений

- 1 - для всех положений.
- 2 - для всех положений, кроме вертикального "сверху-вниз".
- 3 - для нижнего, горизонтального на вертикальной плоскости и вертикального "снизу-вверх".
- 4 - для нижнего и нижнего для угловых соединений.
Чаще используется международное обозначение положений швов, для которых предназначены электроды.

Международное обозначение положений швов и расшифровка
Обозначение характеристик сварочного тока и напряжения холостого хода источника питания


Характеристики сварочного тока и напряжения холостого хода источника питания
Цифрой 0 обозначают электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности.
Выбираем сварочные электроды: виды и назначение
Сварка металлов — это основной метод соединения металлических деталей в строительстве, машиностроении, производстве судов и транспортных средств. Она применяется практически во всех сферах промышленного производства и в быту. Главный расходный материал, от которого зависит качество соединений — сварочный электрод.
Возможно Вам нужно:

Электроды АНО-4, d=3,25 мм СпецЭлектрод (5 кг)

Электроды МР-3, d=4,0 мм СпецЭлектрод (5 кг)

Электроды УОНИ-13/55, d=4,0 мм СпецЭлектрод (5 кг)
Виды и назначение сварочных электродов
С помощью сварки можно:
- соединять металлические детали;
- изготавливать металлические конструкции любых размеров;
- резать металл;
- устранять трещины;
- прорезать круглые и фасонные отверстия;
- наплавлять металл для восстановления мест износа;
- выполнять ремонт и другие виды работ.

Промышленность производит множество видов электродов, их около двух сотен. Каждый из них наиболее эффективен в ограниченных рамках характеристик этих работ, поэтому выбор электродов для сварки является весьма ответственным этапом. Делать его следует после тщательного изучения темы либо с помощью специалистов.
Критериями выбора электродов служат конструктивные параметры, характеристики и назначение, указываемое производителем изделий. Основными из них являются:
- марка электрода;
- назначение;
- диаметр сердечника;
- тип обмазки электрода;
- длина электрода;
- величина рабочей силы тока;
- род тока и полярность подключения;
- состав центрального стержня;
- положение сварки;
- особые технологические характеристики процесса сварки.
Назначение
В марке электрода, как правило, зашифровано его назначение. Например, изделия типов:

- УОНИ — предназначены для сварки деталей при низких температурах;
- АНО-21 — для выполнения работ с тонкими (до 4 мм) деталями, эксплуатируемых под небольшими давлениями;
- МР-3С — для сварки деталей из проката и среднеуглеродистых сталей толщиной до 20 мм;
- ЛЭЗ — для наплавки изношенных деталей;
- недорогие электроды ОЗС-12 универсального применения рекомендованы для сваривания углеродистых сталей, отличаются простотой применения;
- рутиловые изделия марки АНО-4 применяют для сварки низколегированных и низкоуглеродных сталей; работают и на постоянном, и на переменном токах; хорошо варят загрязнённый ржавчиной металл, обладают устойчивым горением дуги, легко очищаются от шлака.
Специалисты различают электроды для сварки, прихватки, наплавки и резки. Большим спросом пользуются универсальные изделия, с которые экономится много времени при выполнении разнородных работ.
Диаметр
Выбор диаметра электрода (сердечника) определяется толщиной свариваемых деталей и величиной максимального тока применяемого сварочного аппарата. Чем они выше, тем более толстыми могут быть соединяемые элементы.
Все три параметра находятся в зависимости друг от друга. Их значения указаны в специальных таблицах, которыми удобно пользоваться перед работой и закупкой электродов. Так, для деталей толщиной 3-4 мм нужно использовать электроды диаметром 3 мм с регулировкой рабочего тока в пределах 80-160 А.

Обмазка электродов
Обмазка сердечника — это твёрдый состав, своеобразный флюс, предназначенный для защиты металла расплава от вредного воздействия кислорода, при попадании которого в жидкий металл образуются окислы, ухудшающие качество соединения.
Другая функция обмазки — термоизоляция расплава для задержки времени затвердевания (чтобы из него успели выйти вредные газовые и неметаллические включения). В современных электродах используют несколько видов обмазки. Главными являются основная (в маркировке электродов обозначается буквой «Б») и рутиловая (буква «Р»).
Основная обмазка
Известно, что в её состав входят соли кальция — карбонат и фторид. Её преимуществом считается небольшое содержание водорода. Характерными представителями электродов с основной обмазкой являются изделия УОНИ. Их покрытие обеспечивает получение высококачественного шва – как по внешнему виду, так и по техническим показателям: пластичности, прочности, ударной вязкости.
Электроды не образуют внутри шва кристаллические трещины, поэтому рекомендуются специалистами для ответственных сварочных операций и для изделий, эксплуатируемых в суровых климатических условиях. Их можно применять при сварке в любом положении, кроме вертикального.
Рутиловая обмазка
Рутил — это диоксид титана. Кроме него, в обмазке присутствуют кремний и кислород.
Рутиловое покрытие характеризуется следующими свойствами:
- образование качественного шва при любом пространственном положении электрода;
- стабильное горение дуги;
- минимальное разбрызгивание расплава и обмазки;
- возможность сварки как на постоянном, так и на переменном токах;
- возможность сварки ржавых и грязных деталей;
- быстрый и лёгкий розжиг электрода;
- лёгкое отхождение шлака.
Длина
Длина электродов колеблется в диапазоне 30-50 см. Чем длиннее изделие, тем больше время работы без его замены. Иногда это имеет весомое значение, например, при выполнении длинного шва высокого качества. Короткие электроды могут быть более удобны в труднодоступных местах.
Источник тока
Для сварки металлов электродами используют сварочные трансформаторы, выпрямители, инверторы и другие устройства, работающие в режиме ручной дуговой сварки. Инвертор получил широкое применение благодаря компактности, небольшому весу и широким возможностям.
Он обеспечивает работу как на постоянном, так и на переменном токе, а малый вес его объясняется тем, что трансформация напряжения выполняется на частоте не в 50 Гц, а в 100 кГц, для которой размеры и масса сердечника трансформатора уменьшается на порядок.
При сварке на постоянном токе имеет значение полярность подключения. При прямой полярности массу (сварочную деталь) подключают к «+» источника, а держак с электродом – к «-». При обратной полярности — наоборот. На прямой полярности можно сваривать тонкие детали, а на обратной – массивные.
При выборе электродов с помощью таблицы и данных о сварочном аппарате можно определить, сможет ли источник обеспечить требуемую величину тока.
Состав стержня
Материал стержня должен подходить для сварки конкретного металла, поэтому стоит строго следовать соответствующим указаниям производителя изделий.
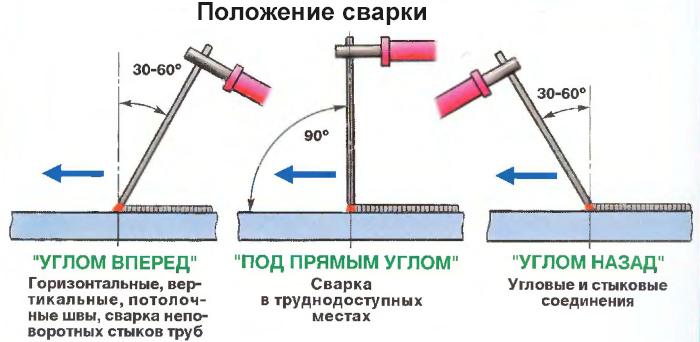
Положение сварки
Пространственное положение электрода также входит в его маркировку. Цифрой 1 обозначают электроды, для сварки которыми используется только нижнее положение детали (электрод сверху).
Цифрой 2 маркируют изделия, применяемые при горизонтальном или вертикальном расположении шва (потолочное исключается).
Цифра 3 применяется для потолочных электродов (электрод упирается в деталь снизу). Эти маркировки сварщик должен принимать во внимание во избежание получения некачественного шва или травмы.
Прокаливание электродов
Обмазка электродов требует герметичности при хранении, однако это условие повсеместно не выполняется. Острые края стержней, как правило, нарушают герметичность полиэтиленовой упаковки уже при первой перекладке пачек. Таким образом, к моменту покупки электроды оказываются напитанными излишней атмосферной влагой.
В таком состоянии из-за опасности получения некачественного шва и возможности слишком сильного разбрызгивания металла сварку ими производить нельзя. Нужно высушить электроды. Производитель даёт чёткие рекомендации относительно параметров процесса, устанавливая время сушки и предельную температуру. Она обычно не превышает 260 ºС.
Как установить качество электродов при покупке?
Лучшим вариантом будет опробование нескольких электродов из приобретаемой партии в рабочем процессе сварки. Если это невозможно, нужно обратить внимание на следующие факторы:
- срок годности изделий;
- название компании-производителя (для опытных сварщиков это важная информация);
- качество обмазки в части равномерности толщины нанесения вокруг стержня, отсутствие крошения.
Если при опробовании появляются признаки излишней влажности, следует просушить электроды и провести проверку повторно.
Чтобы сварка деталей была выполнена по всем правилам нормативов, а качество шва не подвергалось критике, крайне важно хорошо изучить сварочные технологии. Выбор типа электрода — это составная часть этих знаний, которые нужно постоянно пополнять и совершенствовать.
Электроды для ручной дуговой сварки
На сегодняшний день сварочные работы проводятся достаточно часто. Это связано с относительной простотой процесса и низкими финансовыми затратами при приемлемом уровне качества получаемого шва. Для сварочных работ применяется специальное оборудование и расходные материалы. В качестве примера можно привести электроды для ручной дуговой сварки, без которых провести рассматриваемые работы практически невозможно. Ручная дуговая сварка покрытыми электродами сегодня проводится довольно часто, что определило появление большого количества разновидностей расходного материала. Примером можно назвать строение электрода, которое соответствует особенностям проводимой работы. Рассмотрим все наиболее важные моменты подробнее.

Электроды для ручной дуговой сварки
Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки. Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».

Виды электродов для сварки
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.
Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.

Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
Применение электродов
Сварочные электроды для ручной электродуговой сварки имеют достаточно большое количество особенностей в применении. Основные требования, применяемые к этому расходному материалу, заключатся в нижеприведенных моментах:
- Электроды, применяемые в дуговой сварке, должны обеспечить стабильное горение образующейся дуги. Только при этом условии можно обеспечить условия для формирования качественного шва.
- Стальные металлические покрытые должны иметь шов с определенным химическим составом. Только в этом случае получаемое изделие будет служить долго и надежно.
- При работе электродный стержень должен равномерно расплавляться по поверхности.
- Расходный материал должен обеспечивать все условия для высокой производительной сварки.
- Минимальная степень разбрызгивания расплавленного материала. При работе слишком сильное разбрызгивание может привести к повреждению хорошего покрытия.
- Высокая прочность получаемого соединения. Легкая отделимость шлаков – еще одна положительнаяхарактеристика применяемых электродов для ручной дуговой сварки.
- Не стоит забывать о том, что электроды должны храниться и сохранять свои качества на протяжении длительного периода. Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.
- Минимальная степень токсичности при проведении работ. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
Проводя подключение, следует уделить внимание нижеприведенным моментам:
- При прямой полярности электрод соединяется с зажимом отрицательной клеммой, деталь с положительной.
- Для работы с деталями, изготавливаемыми из тонкого листа, применяется метод подключения обратной полярности. В этом случае электрод соединяют с положительной клеммой, деталь с отрицательной.
При проведении работы следует соблюдать технику безопасности. При выполнении работ следует использовать:
- специальные перчатки;
- защитную робу;
- ботинки;
- наиболее подходящий защитный шлем.
Во многом качество получаемого шва зависит от умений сварщика и правильности выбора электрода по основным критериям.
Особенности покрытия
При изготовлении электродов могут использоваться самые различные покрытия. Стоит учитывать, что покрытия могут быть в чистом или смешенном виде. Чистое покрытие электродов для ручной дуговой сварки классифицируется следующим образом:
- кислое;
- рутиловое;
- основное;
- целлюлозное;
- прочее.
Специальная обмазка электродов для ручной дуговой сварки может стабилизировать образующуюся дугу и обеспечить наиболее благоприятные условия для работы. С каждым годом появляются новые виды покрытия электродов для ручной дуговой сварки, которые обладают более привлекательными эксплуатационными качествами.
Используются электроды достаточно просто, у сварочного аппарата есть соответствующий зажим. Не стоит забывать, что у этого расходного материала условия хранения и транспортировки точно, такие же, как и у сварочной проволоки. При необходимости проводится прокалывание электродов для ручной электродуговой сварки не позднее, чем за 5 суток перед сваркой. Не стоит забывать о том, что хранение должно проводиться в закрытых запаянных полиэтиленовых пакетах. Существенно продлить срок службы можно при исключении вероятности попадания воздуха внутрь. Также стоит учитывать, что нельзя выполнять прокалывание более двух раз, так как это ухудшит основные эксплуатационные качества.
Принципы маркировки
Марки электродов для ручной дуговой сварки указывают на основные эксплуатационные качества применяемых расходных материалов. Примером маркировки назовем Э46-ЛЭЗАНО-21-Ф-УД Е 43 1(3) – РЦ13. Расшифровка проводится следующим образом:
- Э46 – обозначение типа электродов. Как ранее было отмечено, классификация проводится по предназначению. В данном случае расходный материал предназначается для углеродистых и низкоуглеродистых сталей.
- ЛЭЗАНО-21 – марка, указываемая производителем. Эта часть маркировки не несет с собой информацию об эксплуатационных качествах электродов.
- Ф – символ, предназначенный для обозначения диаметра. Отсутствие какой-либо цифры указывает на то, что значение диаметра отображено в другом месте.
- У – символ в маркировке указывает на возможность применения расходного материала для работы с углеродистыми и низкоуглеродистыми сталями для получения шва с пределом мощности до 588 МПаю.
- Д – символ, применяющийся для определения толщины применяемого покрытия. В рассматриваемом случае покрытие толстое.
- Е – символ, связанный с международной системой классификации применяемых материалов в качестве обмазки.
- 43 – часть маркировки применяется для указания предела прочности (430 МПа).
- 1 – относительное удлинение, которое составляет 20%.
- (3) – часть маркировки, которая применяется для обозначения показателя температуры, требующейся для достижения удельной вязкости не менее 34 Дм/см2. В данном случае показатель составляет 20 градусов Цельсия.
- РЦ – символы, указывающие на тип покрытия (рутилово-целлюлозное).
- 1 – символ, определяющий допустимой пространственное положение.
- 3 – группа расходного материала для сварки, которая характеризуется определенным током и напряжением при холостом ходу.
Для того чтобы провести расшифровку маркировки следует использовать справочную литературу, в которой есть все необходимые таблицы.
Рекомендации по выбору электродов
Проводя выбор электродов для ручной дуговой сварки, следует учитывать тот момент, что для каждого сварочного аппарата производитель рекомендует определенный тип электродов. Стоит учитывать, что сварка может проходить при применении нескольких способов:
- контактная;
- роликовая;
- газопрессовая;
- электрошаговая.
На сегодняшний день наибольшее распространение получила два метода: контактный и газопрессовой. При необходимости достижения высокой производительности, как правило, выбирают газопрессовой метод. Он применяется при прокладке трубопровода на большое расстояние.
Качество сварки во многом зависит от качества применяемой проволоки в виде основы. Следующим определяющим показателем можно назвать тип применяемого материала в качестве обмазки.
Проводить выбор электродов следует исходя из параметров свариваемого покрытия. При этом следует учитывать тот момент, что каждая марка применяемых электродов обладает своими определенными качествами. Если неправильно выбрать расходный материал, то получаемый шов не будет обладать требующимися эксплуатационными качествами.
Выбирая электроды для дуговой сварки, следует учитывать нижеприведенную классификацию:
- Вид покрытия и его толщина. При изготовлении деталей могут применяться различные стали. Примером можно назвать углеродистые и легированные стали. Выбор проводится также в зависимости от толщины металла.
- Назначение. Выбор проводится также в зависимости от того, какой шов следует получить. Например, требуемая ширина и длина, а также качество.
- Состав покрытия и механические свойства. К швам предъявляется довольно больше количество требований. Примером можно назвать прочность и устойчивость к растяжению.
К другим особенностям выбора отнесем нижеприведенные моменты:
Электроды с толщиной менее 3 мм применяются при сварке деталей, которые изготавливаются при применении легированной стали.
В заключение отметим, что от качества применяемого расходного материала во многом зависят особенности получаемого шва. Именно поэтому его выбору следует уделять внимание. Если рассматривать продукцию отечественных и зарубежных производителей, то отметим, что качество изготовления отличается ненамного. А вот стоимость может варьироваться в достаточно большом диапазоне.
Читайте также: