Машины для стыковой сварки сопротивлением
Обновлено: 19.05.2024
Стыковая сварка многопроволочных жил (т.н. "сварка провода" или "сварка кабеля") как круглого сечения, так и секторных жил, из медной или алюминиевой проволоки перед непрерывными линиями производства кабеля: экструзионными (нанесения изоляции), скруточными и другими. Экономя время на перезаправку линий, эти стыкосварочные машины (т.н. "аппараты сварки встык") позволяют увеличить производительность линий. С некоторыми ограничениями, накладываемыми конструктивным исполнением узлов прижима (увеличенная установочная длина = расстояние между губками), на этих аппаратах контактной стыковой сварки многопроволочных жил также можно сваривать и единичную проволоку сплошного сечения из меди или алюминия.
1) - Установка зачищенных от изоляции концов медного кабеля из одной многопроволочной жилы в губках машины контактной стыковой сварки многопроволочных жил LS.
2) - Образцы сварных соединений, полученных на стыкосварочных машинах для многопроволочных жил типа LS производства IDEAL-Werk.
Технология
Стыковая сварка многопроволочных жил производится в одноразовых сварочных муфтах из графита, керамики или стекла. Это позволяет получать безгратовые соединения с незначительным участком сниженной гибкости жилы, с одинаковой электропроводностью по всему сечению шва.
Сварка секторных жил требует применения муфт соответствующего сечения.
Машины просты в эксплуатации даже для неподготовленного оператора!
Имеется широкий ряд типоразмеров сварочных муфт для всех диаметров, специальные муфты доступны по запросу.
- Прецизионные стеклянные муфты для тонкопроволочных жил (модель LSF 001);
Керамические муфты с фаской и без для обычных диаметров (модели LSH 004 – LS0 400);
Диапазон возможностей
Типоряд моделей аппаратов контактной сварки медных многопроволочных жил в муфтах "LS" производства IDEAL-Werk состоит из 13 моделей разной мощности, что позволяет охватить диапазон сечений от 0,12 до 2000 мм2 для медных проводников и от 0,5 до 2500 мм2 для проводников из алюминия.
4) - LSH 004. 5) - LS0 300
Модификации и комплектация
Станки для сварки многопроволочных жил малых сечений выпускаются в модификациях «H» (LSH) и «F» (LSF).
LSH – настольное исполнение с ручными рычажными прижимами. Возможна установка этих модификаций на тележку.
LSF – исполнение на 2-х или 4-х колесном шасси (тележке) с ножным приводом прижимов педалями, что облегчает установку жилы в губках прижимов, и увеличивает точность центровки стыка.
Машины для малых сечений оснащены пружинными приводами узла осадки (подвижного прижима), а для больших сечений оснащаются пневматическими. Кроме того машины для больших сечений имеют гидравлический привод прижимов. Все машины имеют осевое движение привода осадки!
Машины для больших сечений комплектуются дисковыми пилами для торцовки жилы перед сваркой. Причем на машинах от LS0 630 и выше, дисковая пила располагается так, чтобы производить торцовку непосредственно в сварочных губках, что исключает необходимость перезахвата заготовок в прижимах.
6) - LSF 004 и LSF 016 7) - LS 1200 8) - LSH 050
Технические характеристики
Номинальная мощность трансформатора
Компания Техномеридиан - официальный дилер компании IDEAL-Werk - предлагает:
- квалифицированную консультацию в выборе модели машины стыковой сварки кабеля (многопроволочных жил) LS;
- реальные цены на машины LSH сварки встык многопроволочных жил ("кабеля") IDEAL-Werk, в том числе и на условиях покупки напрямую с завода (на условиях EXW) ;
- ТОЛЬКО У НАС - ежемесячные поставки оригинальных запчастей к машинам сварки кабеля встык LS и расходных деталей (электродов, прижимных сегментов и любых других деталей);
- квалифицированную помощь по дистанционному выявлению неисправности;
- помощь сервис-инженеров.
Покупая машину LS у официального дилера IDEAL-Werk - ООО "Техномеридиан" - Вы никогда не останетесь без сервисной поддержки!
Контактная сварка
Довольно большое распространение получила технология контактной сварки. Она может использоваться для получения изделий самого различного предназначения. Для проведения сварочных работ требуется определенное оборудование и навыки. Стоит учитывать, что при отсутствии требуемых навыков получить качественное изделие будет довольно сложно. В некоторых случаях изготовить оборудование для контактной сварки можно своими руками. Рассмотрим особенности подобного процесса подробнее.

Технология контактной сварки
Современная контактная сварка предусматривает использование электрического тока, за счет которого проводится соединение металла между собой. Рассматриваемый метод контактной сварки предусматривает формирование электрической дуги, которая расплавляет металл. При повышении температуры в зоне воздействия металл становится пластичным, за счет чего молекулы начинают соединяться между собой. К особенностям метода соединения контактной сваркой можно отнести нижеприведенные моменты:
- На мощность образующейся дуги оказывает влияние величина тока. Именно поэтому технология применяется при соединении самых различных деталей. При повышении показателя силы тока появляется возможность работать с металлам большой толщины.
- Время воздействия и сила сжатия металлов также оказывает влияние на полученный результат. Стоит учитывать, что преимущества контактной сварки заключается именно в фиксации соединяемых элементов. За счет этого существенно повышается качество получаемого шва.
В целом можно сказать, что за счет применения специального оборудования создаются точки сварки.
На сегодняшний день выделяют различные виды контактной сварки. Наибольшее распространение получили следующие:
- Шовная.
- Точечная.
- Рельефная.
- Стыковая.

Контактная шовная сварка
Управление контактной сваркой можно провести при применении специального оборудования, которое можно изготовить самостоятельно или приобрести в специализированном магазине. Стоит учитывать, что обычный сварочный аппарат в подобном случае не подходит.
Сущность процесса
Процесс контактной сварки основан на кратковременном воздействии тока различной силы. При его прохождении через металл он нагревается, за счет чего существенно повышается степень пластичности. Главными положительными особенностями можно назвать следующие моменты:
- При применении рассматриваемой технологии тепло формируется в самом теле заготовки. Для того чтобы исключить вероятность распространения тепла по всему материалу, скорость его подачи должна быть высокой. Именно поэтому применяется специальное сварочное оборудование.
- Подаваемая сила тока должна быть высокой, а время нагрева незначительным. Как показывает практика, мощность при рассматриваемой обработке составляет несколько сотен и даже тысяч Ампер. При этом время воздействия составляет всего несколько долей секунд. Подобного результата можно достигнуть только при внутреннем выделении тепла в материале.
- Применяемое оборудование позволяет существенно повысить производительность. Этот момент многие называют преимуществом контактной сварки. Сегодня проводится создание роботизированной техники, которая путем подачи тока проводят сваривание большого количества металла.
- Обработка проходит без применения присадочного металла. Именно поэтому технология считается более экономичным в плане количества расходуемой энергии.
- Нагрев происходит непосредственно в зоне воздействия. Именно поэтому не наблюдаются тепловые потери, если сравнить с технологией дуговой ручной сварки или других технологий.
- Применяемое оборудование существенно облегчает процесс. При этом можно применять оборудование, которое автоматизирует обработку. На момент воздействия тока не образуется яркая вспышка, поэтому снижаются расходы на оборудование зоны обработки.

Точечная сварка на производстве
Сегодня контактная сварка применяется в случае конвейерного производства. Роботы могут проводить соединение металла практически без прерывно.
Не стоит забывать и о некоторых недостатках контактной сварки. Она также определяет особенности рассматриваемой технологии. Недостатки выглядят следующим образом:
- Для того чтобы обеспечить высокое качество соединения должно применяться оборудование, которое может оказывать давление на заготовку.
- Соединение может проводится только в случае, когда заготовки могут размещаться в специальной машине. Другими словами, есть определенные ограничения по размеру изделий.
- Если шов должен быть большим, то существенно возрастает механическая мощность и сила подаваемого тока. Кроме этого, есть определенные ограничения, касающиеся толщины соединяемых элементов.
- Технология не характеризуется универсальностью и маневренностью. Другими словами, провести работу на месте размещения изделий достаточно сложно, для этого зачастую создают самодельные конструкции.
- Получаемый шов характеризуется низкой герметичностью.

Точечная контактная сварка
Кроме этого, покупное оборудование характеризуется высокой стоимостью. При обслуживании могут возникнуть серьезные проблемы. При желании можно создать самодельную конструкцию, которая характеризуется высокой эффективностью.
Подготовка поверхностей
Сама технология контактной сварки предусматривает использование специального оборудования. Для того чтобы получить качественный шов следует провести подготовку соединяемых поверхностей. Среди особенностей проводимой процедуры отметим следующие моменты:
- Для начала нужно провести очистку поверхности от различных загрязнений. Использовать для этого можно абразивные материалы и специальные жидкости.
- После очистки поверхности нужно проверить, чтобы не было механических дефектов.
Как правило, на конвейере размещаются заготовки, которые не требуют подготовки. Уделять внимание состоянию металлу следует только в случае самостоятельного проведения сварочных работ.
Машины для контактной сварки
Для того чтобы повысить производительность труда следует применять специальные машины для контактной сварки. Они бывают самого различного типа, при этом стоимость предложения может существенно отличаться. Машины контактные характеризуются следующими особенностями:
- Высокая производительность.
- Есть возможность автоматизировать процесс.
- Высокий показатель качества получаемого соединения.
- Бесшумность работы.
- Высокая безопасность.

Самодельная машина для сварки
Классификация подобных устройств проводится по самым различным признакам. Примером можно назвать размеры корпуса и компоновку, диапазон мощности подаваемого тока. Установка контактной сварки может проводится в самых различных помещениях, однако должна учитываться техника безопасности. Примером можно назвать то, что устройство должно быть хорошо заземленным. Некоторые модели предусматривают питание от стандартной сети, другие нужно подключать к трехфазной.
Электроды для контактной сварки
Слабым местом рассматриваемой технологии можно назвать применение определенных электродов. Многие начинающие сварщики уделяют внимание тому, что стоимость подобных электродов относительно невысокая. К особенностям подобного стержня можно отнести нижеприведенные моменты:
- На стержень оказывается высокое механическое воздействие. Именно поэтому основа должна быть прочной.
- Применяемые материалы при изготовлении электродов должны обладать высокой электропроводностью.
- Высокая термическая стойкость достигается только при применении специальных материалов.
- Малый коэффициент теплоемкости.
- Повышенный показатель прочности на сжатие.
Подобными свойствами обладает, к примеру, медь и некоторые другие сплавы на основе подобного металла.

Сварочный аппарат с медными электродами
Все расходные материалы можно разделить на несколько основных групп:
- При контактной обработке в жестких условиях. Применять их можно для работы с хромистыми и цинковыми сплавами, а также бронзой. В состав может включаться титан и бериллий.
- Электроды, которые применяются для работы при температуре нагрева около 300 градусов Цельсия. Подходят подобные варианты исполнения для работы с медными и алюминиевыми сплавами, а также углеродистыми и низколегированными сплавами. При производстве применяются различные медные сплавы.
- Можно также встретить электроды для легких режимов эксплуатации. Примером можно назвать воздействие температуры 200 градусов Цельсия. При изготовлении основы применяется хромистая и кадмиевая бронза. Подобные варианты исполнения чаще всего применяются при роликовой контактной электрической сварке.
Подобные электроды поставляются с соответствующей маркировкой.
Дефекты сварки и контроль качества
На сегодняшний день рассматриваемая технология применяется чаще других по причине получения качественного шва и высокой производительности труда. Однако, применение неправильного оборудования и допущение ошибок может привести к появлению дефектов. Примером назовем нижеприведенные моменты:
- Металл может прожигаться насквозь.
- Появляются вмятины по причине сильного механического воздействия.
- Герметичность шва небольшая.
Контроль качества в случае конвейерного производства предусматривает применение специального оборудования. При самостоятельном проведении работы зачастую проводится лишь визуальный контроль качества, сварщик на основе своего опыта ставит вывод, касающийся прочности соединения.
Разновидности контактной сварки
Контактная электрическая сварка классифицируется по различным признакам. Наибольшее распространение получили следующие разновидности технологии:
- Точечная характеризуется тем, что после завершения процедуры не образуются трещины.
- Рельефная считается разновидностью точечной.
- Шовная также получила довольно большое распространение за счет существенного повышения качества соединения.
- Конденсаторная характеризуется высокой эффективностью.

Контактная сварка определение указывает на то, что при соединении отдельных элементов должно оказываться давление. Сварка сопротивлением может применяться только при использовании определенного оборудования.
Точечная контактная сварка
на сегодняшний день подобная технология получила широкое распространение. Самодельная контактная сварка сегодня применяется часто при проведении работы в домашних условиях. Данный метод хорош тем, что после завершения сварки не появляются трещины. К другим особенностям технологии отнесем следующие моменты:
- Принцип работы предусматривает оказание давления на поверхность. При этом оно постоянное.
- Соединение отдельных элементов проводится внахлест. Для сварки провода подобная технология не подходит.
- Перед проведением работы следует провести подготовку поверхности. Незначительные дефекты могут привести к снижению качества соединения.
Применение рассматриваемой технологии позволяет получить хорошее соединение в минимальные сроки. Бесконтактный метод предусматривает применение ручного оборудования, к примеру, инвертора.
Проводимая технология характеризуется довольно большим количеством. Последовательность действий следующая:
- Для начала проводится подготовка поверхности к проводимой работы. Стоит учитывать, что в рассматриваемом случае она должна быть не просто очищена от загрязнения и окислений, но и не иметь существенных дефектов. В противном случае формирующееся поле будет неравномерным, что существенно снизит качество соединения.
- Как правило, для прижима применяется ручное или механическое приспособление. За счет оказания давления существенно повышается интенсивность диффузии и прочность оказываемого шва.
- При локальном воздействии электрического тока формируется сварочное соединение. За счет оказания сильного давления не образуется брызг, за счет чего повышается качество шва.
После соединения металла ток отключается. Для остывания шва требуется определенное количество времени. Как правило, давление оказывается электродами. Именно поэтому уделяется больше всего внимания именно выбору подобного расходного материала.
Рельефная сварка
Как ранее было отмечено, рельефная сварка напоминает точечную. Однако, рельефно точечная технология характеризуется следующими особенностями:
- Листы помещаются с выступами между электродами, которые имеют плоскую форму.
- Для соединения отдельных элементов применяется ток с высоким показателем.
За счет применения подобной технологии качество получаемого соединения существенно повышается.
Шовная сварка
Довольно большое распространение получила технология шовной обработки. Особенностями, которыми обладает шовный метод, можно назвать нижеприведенные моменты:
- Соединение листов проводится внахлест.
- Перед проведением работы требуется подготовка поверхности. Для этого проводится очистка поверхности при применении абразива и некоторых других химических веществ. Если поверхность имеет дефекты, то проводить подобную работу не нужно.
- Для работы применяются электроды в форме роликов. Они, как правило, являются частью применяемого оборудования.
- При проведении сварочной работы электроды постоянно вращаются. За счет этого обеспечивается недлительное воздействие на поверхность, но при этом шов равномерный.
- Проводимый процесс непрерывный, за счет чего повышается качество получаемого соединения.

Шовная сварка алюминия
Рассматриваемая технология встречается сегодня крайне часто. Это связано с тем, что она позволяет получить герметичный шов, который будет характеризоваться высокой прочностью и надежностью.
Стыковая сварка
Для получения качественного соединения может применяться и стыковая технология термического воздействия. Она подходит для случая, когда соединяемые элементы имеют небольшую толщину. К особенностям этой технологии отнесем следующие моменты:
- Используется меньший показатель силы тока.
- Прочность соединения снижается.
- На момент работы соединяемые элементы должны находится в неподвижном состоянии.
Для проведения рассматриваемой работы требуется специальное оборудование. Кроме этого, требуется и специальные электроды, которые подходят для стыковой сварки.
Обозначение контактной сварки на чертеже
Рассматриваемый тип соединения применяется крайне часто в последнее время, что связано с высокой производительностью технологии. Для упрощения работы инженеров на чертежах также проводится указание рассматриваемого соединения. Как правило, отображается обычная линия, к которой подводится полка с соответствующим обозначением.
В заключение отметим, что при самостоятельном проведении точечной обработки достаточно сложно добиться высокого качества. Это связано с тем, что для работы требуется специальное оборудование. При применении автоматизированного оборудования качество соединения весьма высокое. Однако, обходится оно достаточно дорого, целесообразно проводить установку в случае массового производства.
Стыкосварочные машины (DSP) контактной сварки проволоки, пневматические, для непрерывных режимов работы
DSP - cтыкосварочные машины контактной стыковой сварки сопротивлением стальной проволоки (прутка) производства IDEAL-Werk с пневматическим приводом прижимов, для поточной сварки проволочных деталей (рамок, колец), сращивания концевых отходов
Стыкосварочные машины DSP контактной стыковой сварки сопротивлением стальной проволоки (прутка) производства IDEAL-Werk с пневматическим приводом прижимов, для поточной сварки проволочных деталей (рамок, колец), сращивания концевых отходов
Назначение
Машины контактной стыковой сварки проволоки DSP предназначены для сварки стальных проволочных изделий встык в серийном производстве, сращивании концевых отходов, производстве инструмента, сварке проволочных колец.
Для стыковой сварки прутков (арматуры) больших сечений – см.машины стыковой сварки оплавлением AS.
Стыкосварочные аппарты DSP используются в производстве:
- для стыковой сварки звеньев цепей противоскольжения, цепей сельхозназначения (из проволоки малого диаметра)
- велосипедных шин (сварки бортовой проволоки)
- колпаков для автомобильных колес (сварки кольца из проволоки)
- подставок/стоек под цветочные горшки
- мелкого инструмента (сварка рабочей части с хвостовиком)
- сращивания концевых отходов (например, шпилек)
Технология контактной стыковой сварки сопротивлением
Концы проволоки требуют подготовки – обрезки под 90° без заусенцев, как при любой стыковой сварке. Технология сварки – контактная стыковая сварка сопротивлением. После сварки средне- или высокоуглеродистых сталей требуется отжиг.
В машинах DSP можно проводить контактную стыковую сварку по более сложной циклограмме усилия - с небольшой проковкой в конце цикла, а также с регулированием тока в начале по расстоянию, а потом по времени (в конце цикла осадки).
Описание работы: После подготовки торцов свариваемых заготовок, концы укладываются в V-образные канавки электродов вручную и зажимаются в прижимах. После запуска, цикл сварки происходит автоматически. После сварки оператор зачищает, при необходимости, грат, образовавшийся на сварном соединении. При сварке низкоуглеродистой стальной проволоки и установленном импульсном контроллере можно получать безгратовый шов с минимальным плавным усилением.
Диапазоны машин DSP
На пневматических станках контактной стыковой сварки проволоки DSP («аппаратах стыковой сварки») можно сварить встык проволоку из стали диаметрами от 1,5 до 14 мм. Машины контактной сварки проволоки DSP также можно использовать для сварки прямоугольных сечений.
Комплектация
Машины сварки проволоки DSP могут комплектоваться импульсным контроллером, позволяющим получать безгратовый шов с плавным усилением, что в некоторых случаях позволяет исключить последующую операцию зачистки грата.

Ссылки
Для периодической сварки для стыковки бухт проволоки перед волочильными станами – см. машины контактной стыковой сварки сопротивлением с ручными или педальными прижимами – DSH
Для сварки проволочных заготовок в стык и в тавр – DST
Стыкосварочные машины сварки больших сечений из меди – DDS
Стыкосварочные машины сварки больших сечений из стали – AS
Для сварки многожильных проводников (медных или алюминиевых кабелей) – LS
Для стыковой сварки стального металлокорда – DC0 и DCE.
Компания Техномеридиан - официальный дилер компании IDEAL-Werk - предлагает
- квалифицированную консультацию в выборе модели Стыкосварочной машины DSP для сварки Ваших проволочных изделий и Ваших объемов производства;
- реальные цены на машины контактной сварки встык проволочных изделий DSP IDEAL-Werk, в том числе и на условиях покупки напрямую с завода (на условиях EXW);
- ТОЛЬКО У НАС - ежемесячные поставки оригинальных запчастей к машинам сварки проволоки DSP и расходных деталей (электродов, прижимных сегментов и любых других деталей);
- квалифицированную помощь по дистанционному выявлению неисправности;
- помощь сервис-инженеров с 10-ти летним стажем в установке, настройке или ремонте машин DSP.
Покупая машину контактной сварки проволочных изделий DSP у официального дилера IDEAL-Werk - ООО "Техномеридиан" - Вы никогда не останетесь без сервисной поддержки!
Стыкосварочные машины DSH/DSF производства IDEAL-Werk контактной стыковой сварки сопротивлением проволоки (прутка)
Машины стыковой сварки проволоки DS предназначены для стыковой сварки бухт катанки в производстве проволоки/арматуры, стыковой сварки бухт проволоки в производстве канатов или холоднотянутой арматуры, для обеспечения непрерывной подачи сварочной проволоки при роботизированной или автоматической сварке (для стыковки сварочной проволоки, поставляемой в катушках или бочках), стыковой сварки бухт при производстве мерного прутка, кабеля, или любого иного производства требующего непрерывной подачи проволоки.
Для сварки стыковых соединений стальной проволоки предназначаются машины DSH/DSF модификации FE,
для сварки проволоки встык из цветных металлов (медной, алюминиевой, латунной или, например, вольфрамовой) – модификации NE.
Сделано это не просто так. Цветные металлы требуют при сварке иных скоростей осадки (т.е. других усилий осадки) и несколько иного напряжения во вторичном контуре. Именно поэтому Идеал-верк не делает "универсальных" "аппаратов для сварки проволоки встык" и для стальной и для медной/алюминиевой проволоки. IDEAL-Werk делает машины сварки проволоки встык БЕЗ КОМПРОМИССОВ, идеальные с точки зрения достижения результата - "идеальной сварки" ЛИБО СТАЛЬНОЙ ПРОВОЛОКИ, ЛИБО ПРОВОЛОКИ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ.
Машины DSH/DSF не предназначены для поточной/непрерывной стыковой сварки деталей, а лишь для повторно-кратковременных режимов работы при обрыве проволоки и сварки проволоки встык перед волочильными станами, крутильными машинами и др. (Для поточных задач, например, сварки проволочных колец, сварки проволочных рамок, любых других деталей из проволоки – см.машины типа DSP и DST).
Для стыковой сварки арматуры больших сечений – см.машины стыковой сварки оплавлением AS.
Стыкосварочные машины DSH используются в производстве:
- для стыковой сварки проволоки (в т.ч. и прямоугольного сечения), арматуры, мерного прутка;
- в сварочном производстве: для стыковой сварки сварочной проволоки, т.е. обеспечения непрерывной ее подачи при сварке роботом или на автоматической сварочной установке;
- Кабельной продукции;
- Армирования шлангов;
- Сварной сетки.
Концы проволоки требуют подготовки – обрезки под 90° без заусенцев, как при любой стыковой сварке. При сварке больших диаметров может потребоваться также снятие фаски. Технология сварки – контактная стыковая сварка сопротивлением. После сварки средне- или высокоуглеродистых сталей или меди требуется отжиг.
Описание работы: После подготовки торцов свариваемых заготовок, концы укладываются в V-образные канавки электродов вручную и зажимаются в прижимах. После запуска, цикл сварки происходит автоматически. Отжиг производится либо в тех же губках-электродах, либо в отдельных губках с регулируемой установочной длиной, если установлено у-во отжига. После сварки оператор зачищает, при необходимости, грат, образовавшийся на сварном соединении.
Диапазоны машин DSH (DSF)
На машинах контактной стыковой сварки проволоки DS («аппаратах стыковой сварки») можно сварить встык проволоку из стали диаметрами от 0,15 до 18 мм, из меди от 0,4 до 14,0 мм, из алюминия от 0,5 до 18 мм. Машины контактной сварки проволоки DSH также используются для сварки прямоугольных проводов соответствующих сечений.
Модификации
IDEAL-Werk выпускает следующие модификации машин для стыковой сварки проволоки или прутка
- DSH – с ручными рычажными прижимами;
- DSF – с педальным приводом прижимов;
- DSH 180 – с пневматическим приводом прижимов и узла осадки;
- DSH(DSF) xxx FE – для сварки сталей;
- DSH(DSF) xxx NE – для сварки цветных металлов.

Комплектация
Машины DSH комплектуются тележками с 2-мя или 4-мя колесами, для удобства их перемещения по цеху, например от одного волочильного стана к другому:
Машины DSH комплектуются устройствами для торцовки проволоки. Для малых диаметров предлагаются гильотинные ножницы, для больших – дисковые пилы, смонтированные на дополнительном консольном столе:
Машины DSH комплектуются зачистными устройствами для снятия грата абразивным кругом после сварки – навесным электродвигателем с абразивным кругом. Для машин, предназначенных для сварки больших диаметров, также предлагается зачистное устройство на гибком валу:
Для стыкосварочных машин, предназначенных для сварки малых диаметров, предлагается навесная лампа с увеличительным стеклом, для удобства установки проволок в губки прижимов:
Машины DSH модификации FE (для сварки стальной проволоки) оснащаются в базовом исполнении совмещенной регулировкой трех параметров: установочной длины, усилия осадки, длины пути осадки под током. Раздельной регулировкой по умолчанию оснащаются машины для сварки медной и алюминиевой проволоки (модификации NE), а также стыкосварочные машины для сварки больших диаметров прутка.
Стыкосварочные машины DSH xxx FE в базовом исполнении оснащены устройством одноступенчатого отжига, который производится в тех же фасонных сварочных губках после перестановки сваренного стыка в другие канавки на электродах – на большую установочную длину. Ток отжига подается после нажатия кнопки, время отжига регулируется оператором, температура отжига контролируется визуально оператором. Плавной регулировкой отжига оснащаются, по умолчанию, машины для сварки самых малых и самых больших диаметров.
Опционально, для сварки средне- и высокоуглеродистой стальной проволоки, машины DSH могут оснащаться устройствами отжига с отдельными губками с регулируемой установочной длиной, плавной регулировкой тока отжига, таймером. Машины для сварки больших диаметров могут быть оснащены системами автоматического отжига с пирометрическим контролем температуры, что может потребоваться при сварке высокоуглеродистых сталей.
Для стыкосварочных машин DSH xxx NE (для сварки медной или алюминиевой проволоки больших диаметров) предлагается изменить циклограмму усилия осадки установкой дополнительного устройства, обеспечивающего подачу усилия проковки. При этом можно получить более мелкое зерно в зоне термического влияния, и, как следствие, увеличить предел прочности на разрыв сварного соединения.
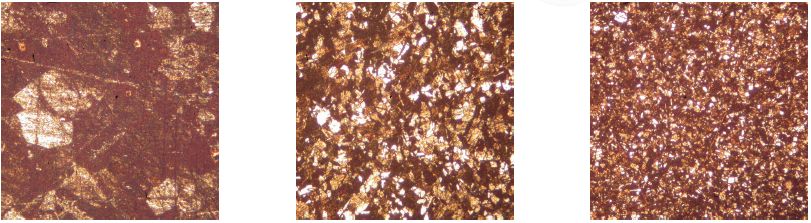
слева направо: микроструктура в стыке после обычного метода стыковой сварки сопротивлением; при применении проковки; в исходном материале.
Для сварки стальной ленты – см. стыкосварочные машины сварки сопротивлением для ленточных пил и ножей – BSS
Для сварки стальной полосы – см. стыкосварочные машины сварки оплавлением для сварки ленточных пил – BAS
Для непрерывной сварки проволочных заготовок – см. машины контактной стыковой сварки сопротивлением с пневматическими прижимами – DSP
Для сварки проволочных заготовок в стык и в тавр – DST
Стыкосварочные машины сварки больших сечений из меди – DDS
Стыкосварочные машины сварки больших сечений из стали – AS
Для сварки многожильных проводников (медных или алюминиевых кабелей) – LS
Для МИГ/МАГ, ТИГ или плазменной сварки штрипса перед трубосварочными станами, линиями нанесения покрытия и другими непрерывными линиями – BLS, LBS
Для лазерной стыковой сварки листового проката – LAS
Для стыковой сварки стального металлокорда – DC0 и DCE
- квалифицированную консультацию для корректного выбора модели машины DS для стыковой сварки проволоки;
- реальные цены на машины IDEAL-Werk, в том числе и на условиях покупки напрямую с завода (на условиях EXW);
- ТОЛЬКО У НАС - ежемесячные поставки оригинальных запчастей расходных деталей (электродов, прижимных сегментов и любых других деталей машин Идеал-верка);
- квалифицированную помощь по дистанционному выявлению неисправности;
- помощь сервис-инженеров с 10-ти летним стажем в установке, настройке или ремонте машин IDEAL-Werk;
Покупая стыкосварочную машину у официального дилера IDEAL-Werk - ООО "Техномеридиан" - Вы никогда не останетесь без сервисной поддержки!
Читайте также: