Машины точечной сварки чертеж
Обновлено: 17.05.2024
Машина контактной сварки не только проста при эксплуатации, но ее еще несложно изготовить. Главное, что необязательно владеть навыками данной работы. В том, как сделать самодельную контактную сварку своими руками и из доступных устройств, разберется даже новичок. Что такое контактное соединение?
Виды контактной сварки:
- точечная;
- рельефная;
- стыковая и шовная.
Конструктивное исполнение
Машина точечной контактной сварки, изготовленная в бытовых условиях может быть предназначена для решения простых задач, возникающих в быту. С ее помощью несложно наложить шов, необходимый при ремонте или изготовлении изделий. Контактная точечная сварка получается путем нагревания отдельных элементов электрическим током и обеспечивается надежное соединение, и ремонтируемое изделия еще некоторое время прослужит.
Устройство функционирует в непосредственной зависимости от габаритов материала, его теплопроводности и мощности оборудования.
Параметры работы следующие:
- Невысокое напряжение от 1 до 10В.
- Время производства работ занимает несколько секунд.
- Сила тока от 1000 Ампер.
- Небольшая площадь расплавления.
- Давление к месту ремонтируемого образца должно быть сильным.
Автоматическая контактная сварка, сделанная в бытовых условиях, при соблюдении всех параметров учитывает требования к качеству. Чтобы упросить задачу рекомендуется выбирать переменный ток. В этом случае продолжительность воздействия позволит выполнить качественные швы, при этом временной промежуток будет увеличен. В таких устройствах имеется реле, обеспечивающее регулирование времени.
Аппарат контактной сварки своим руками сделать несложно. Он довольно прост в изготовлении. Для этих целей можно использовать в качестве автотрансформатора преобразователи тока от старого телевизора. Контактная сварка из микроволновки, а также сварка из инвертора или из ЛАТРа тоже будет неплохо функционировать.
При выборе наиболее подходящего трансформатора обмотки наматываются вновь, исходя из параметров напряжения и тока. Обозначение точечной контактной сварки согласно требованиям ГОСТ 14098.
Схема управления техническим устройством разрабатывается, либо можно воспользоваться существующей, размешенной на интернет-страницах, опять же на основании задаваемых параметров. Станок контактной сварки производится в соответствии с видами предполагаемых работ. Во множестве случаев выполняют клещи для контактной сварки.
Соединение должно быть выполнено правильно, чтобы был обеспечен непосредственный контакт, в том числе прохождения силы тока одного параметра. Особое внимание представляет трансформатор для контактной сварки и электроды для контактной сварки, закрепленные на клещах.
На агрегатах при недостаточном внимании на этот критерий возникает искрение, и конечный результат не достигается. Неплохим решением будет также шовная контактная сварка своими руками из инвертора или выполнение агрегата своими руками из микроволновки, а также СВЧ печь.
Сварщик контактной сварки может варить все разновидности материалов в соответствии с видами аттестации. Вакансии всегда предусматривают первоначальное обучение. Дуговая сварка выполняет соединения более массивных конструкций.
Самостоятельное изготовление
Машины контактно — стыковой сварки должны быть безопасны в период эксплуатации, а также необходимо знать для каких целей устройство будет использоваться. Самодельная контактная сварка изготавливается в бытовых условиях. Для этого учитывается, что толщина металла должна быть не более 1 мм, а сечение проволочных электродов не более 4 мм.
Работа сварочного аппарата осуществляется при 220 В и 50 Гц, при этом напряжение на выходе получается от 4 до 7 В. Показатель импульсного тока составляет до 1,5 тысяч А. Блок управления контактной сваркой можно смастерить, после просмотра видео.
Электрические схемы на чертеже совмещают следующие конструкции:
- выключателя, работающего в режиме автоматики;
- цепи для управления работой;
- силовой части;
- трансформатора для контактной сварки;
- тиристора однофазного для подключения питания к сети.
Схема обмоток включает первичную, имеющую шесть выходов для включения и обеспечения регулирования тока во вторичной. При этом первый подключается к сети, а 5 регулируют параметры процесса.
Схема пускателя на чертеже МТТ4 включает:
- Тиристорный ключ.
- Через два контакта одновременно происходит перераспределение нагрузки на другие 2 контакта через трансформатор.
Схема управления состоит из:
- блока питания из трансформатора;
- реле для замыкания контактов при подаче напряжения;
- диодного моста, выполняющего функцию выпрямителя.
Принадлежности для контактной сварки:
- Корпус, не пропускающий ток.
- Трансформатор, на который намотана поволока.
- Клещи.
- Электроды.
- Электросхемы.
- Ряд приборов безопасности: манометры для газа на входе давления.
Автоматизация процесса выполняется при использовании всех составляющих. Сварщик контактной сварки должен обладать определенными навыками при соединении швом или местами. Вакансии этой специальности часто можно найти в интернете.
Чертежи
Изготовление трансформатора
Контактная сварка, основным конструктивным элементом которой является трансформатор, выполняется своими руками. Можно извлечь трансформаторное оборудование из любого устройства, главное, учесть расчет трансформатора, чтобы сила тока была не менее 2,5 А. Старую обмотку следует удалить, и установить кольца на магнитопровод из тонкого электропроводного картона. Этот провод обматывается лакотканью более чем в 3 слоя.
Для изготовления первичной обмотки следует использовать провода, изолированные тканью для лучшей пропитки, диаметром 1,5мм. Для вторички лучше применить многожильный провод 20 мм в диаметре в кремнийорганической изоляции. Рассчитать количество витков из расчета мощность аппарата. После наматывания перчвички наматывается хлопковая лента, затем на нее накладывается вторичка. Все пропитывается лаком.
Сварщик контактной сварки ручной машины должен знать все конструктивные элементы. Вакансии на эту специальность востребованы. Дуговая сварка тоже имеет в своем конструкторском решении трансформатор.
Изготовление клещей
Сварочный аппарат для контактной сварки оснащается клещами. Ручные клещи для контактной стыковки могут быть:
Во втором варианте предусмотрена хорошая изоляция и безупречный контакт с электродами. Для этого необходимо выносной рычаг выполнить длинным. Ручки соответствующей длины проще изготовить на выносной конструкции. Изоляция подвижного соединения должна быть надежной, как правило, для этого используются шайбы и втулки из текстолита.
Клещи для контактной сварки производятся с заданным параметром вылета электродов в виде точек, который тоже немаловажен, от него зависит расстояние от кромки до места соединения деталей. Электроды изготавливаются из меди или бериллиевой бронзы. Также сварочные клещи можно изготовить из рабочей части паяльников. Это удобно при соединении полиэтиленовых труб.
Выполнение работ
Дуговая сварка не подойдет для заваривания отдельных точек.
Перед выполнением работ необходима заточка электродов для контактной сварки, это знает каждый сварщик на машинах контактной сварки.
Контактная стыковая сварка оплавлением производится следующим образом:
- Устанавливаются детали между электродами.
- Под действием прижимного усилия создается сила трения между электродом и поверхностью.
- Выставляется максимальный зазор перед подачей напряжения. В процессе протекания тока создается контактное сопротивление.
- Подается напряжение и электрод перемещается, захватывая стыки, образовывая шов.
Соединение алюминиевых конструкций выполняется с помощью стыковой контактной сварки. Контактная сварка алюминия бывает шовная и точечная. Сварщик на машинах контактной сварки может иметь такую же квалификацию, как и при работе на инверторах. Электродуговая считается наиболее опаснее.
Контроль качества швов осуществляется государственного норматива. Стандарт — это ГОСТ 14098, на который ориентируются работники ОТК и на основании лабораторного испытания.
Об оборудовании
Общемашиностроительные нормативы времени на контактную сварку необходимы для выполнения производственных задач в заданный промежуток времени. Для нужд производства приобретается оборудование, например, контактная сварка tecna, формирующая соединения в виде точек.
ООО «ПФ Контактная сварка» выпускает, ремонтирует и дооснащает инверторные агрегаты. План предприятий, направленный на выпуск продукции в машиностроении, должен осуществляться при наличии современных устройств.
Многоточечные машины контактной сварки, в том числе их технология по принципу сварки сетки и стержней в неподвижном состоянии. Роликовая сварка этими машинами объединяет способы выполнения работ как прерывистым, так и непрерывным шагом.
Контактная точечная сварка, сделанная своими руками, нужна для выполнения ремонта изделий из тонкого металла, полиэтилена, в том числе полиэтиленовых труб, осуществляемая встык.
Сегодня представлено в продажу 91 сварочных агрегатов для контактной точечной сварки. Машина контактной точечной сварки МТ 1928 ЛМ предприятием ООО ПФ контактная сварка, изготовлена на основе полупроводников и на конденсаторах в состав комплекта входят:
- регулятор контактной сварки РКС 502 или регулятор контактной сварки РКС 801;
- клещи контактной сварки foxweld ктр 8 3097;
- на обмотку устанавливается контроллер pic16f628.
Машиной выполняются одноточечные соединения, также возможно соединение полиэтиленовых труб. Контактной сварки МТ достаточно для сварки арматуры.
С помощью этого агрегата выполняется контактно стыковая сварка проволоки.
Видео: точечная сварка своими руками (споттер).
Аппарат Акс 2М применяется для сварки медных и цветных сплавов, выполняется точечная сварка аккумуляторов. Сварка для аккумуляторов своими руками несложная по технологии.
Аппарат точечной сварки sunkko применяется для сборки батареи элементов. Sunkko 709a не перегревает металлическую пластинку при выполнении операций, что может произойти при запаивании изделий. Выпускается в комплекте с паяльником, а при работе используется никель. Шовная работа выполняется для полиэтиленовых труб встык на магистралях трубопроводов, а также можно соединить пластиковые изделия.
Профессиональный сварщик контактной сварки получает специальность в учебном заведении. Вакансии электрогазосварщиков, в том числе и сварщик на машинах контактной сварки или сварщик контактной сварки, всегда открыты на предприятиях.
Проектирование контактной машины точечной сварки
Национальный технический университет Украины "Киевский политехнический институт"
Кафедра сварочного производства и оборудования
Курсовой проект по дисциплине "Технологии и оборудование сварки давлением"
На тему: "Проектирование контактной машины точечной сварки"
Киев 2015
В данной работе проектирование контактной машины точечной сварки для сварки двух деталей толщиной 0,5 мм из низкоуглеродистой стали. Произведен технологический расчет режимов работы машины и произведен выбор оборудования.
Графическая часть содержит чертеж машины точечной сварки, электродного узла, электрода, электрододержателя, привода сжатия, спецификации к машине, электродному узлу и приводу, схему электрическую структурную, схему пневматическую принципиальную, чертеж конструктивных элементов сварного соединения, циклограмму режимов сварки, диаграмму баланса энергии, параметры режимов сварки.
Курсовой проект содержит 1 лист формата А2, 8 листов формата А3 и 5 листов А4 графической части, 27 страниц пояснительной записки, содержащей 10 рисунков, 8 таблиц и 8 источников.
Ст3 - низкоуглеродистая сталь относится к материалам группы 1. Для этой группы характерно:
Среднее значение предельного электросопротевления, малый показатель сопротивления деформации, низкая чувствительность к термическому циклу и вибризгиваний позволяет сваривать эти стали как на жестких так и мягких режимах при небольшом сварочном токе и малом сварочном усилии электродов с плоской рабочей поверхностью, электропроводностью не менее 80% электропроводности меди и твердостью НВ 120-140. (выдержки из курсовой работы из раздела "Анализ материала, который свариваеться")
В конструкторской части была разработана контактная машина точечной сварки на основе МТ-2202.
Технические характеристики:
Номинальное первичное напряжение питающей сети однофазного переменного тока, В: 380
Номинальная частота питающей сети, Гц: 50
Наибольший вторичный ток, кА: 22±2,2
Регулирование сварочного тока: комбинированое
Масса машины, кг, не более: 430
Состав: Машина точечной сварки (СЧ), электродный узел (СЧ), электрод, электрододержатель, привод сжатия (СК), 3 спецификации, схема электрическая структурная, схема пневматическая принципиальная, конструктивные элементы сварного соединения, циклограмма режимов сварки, диаграмма баланса энергии, параметры режимов сварки, ПЗ.
Софт: КОМПАС-3D 16
Сайт: www
Чтобы скачать чертеж, 3D модель или проект, Вы должны зарегистрироваться и принять участие в жизни сайта. Посмотрите, как тут скачивать файлы.

Дата: 2016-04-06
Просмотры: 1 660
Еще чертежи и проекты по этой теме:
Софт: КОМПАС-3D V14
Состав: Машина контактной точечной сварки (ВО), Схема электрическая функциональная, Циклограмма контактно точечной сварки, Конструткивни элементы сварного соединения, Диаграмма баланса общей энергии Qee, Узел электродный (СБ), ПЗ
Машина точечной сварки Keyprod MTC01
контактной многоточечной сварки деталей из низкоуглеродистых сталей, нержавеющей стали 12Х18Н9Т, титановых сплавов марки ОТ4, крестообразных соединений стержней арматуры классов В11,А1.
1.2 Детали предназначенные для сварки, не должны иметь окисных пленок и загрязнений, препятствующих сварке.
1.3 Машина должна эксплуатироваться в закрытых помещениях на высоте не более 1000 м. над уровнем моря при температуре охлаждающей воды от плюс 5°С до от плюс 25°С.
1.4 Машина изготавливается в исполнении УХЛ4 – для работы в районах умеренного климата при температуре окружающего воздуха от плюс 1°С до от плюс 35°С с относительной влажностью не более 80% при температуре плюс 25°С.
1.5 Окружающий воздух не должен содержать вредные газы, разрушающие металлы, лакокрасочные покрытия и изоляцию.
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
2.1 Машина изготавливается на питание от однофазной питающей сети 380 В при частоте 50 Гц.
2.2 Технические параметры машины приведены в табл. 1.
Наименование параметра
Наибольший вторичный ток, кА
Номинальный длительный вторичный ток, кА, не менее
Число фаз питающей сети
Наибольшая мощность при коротком замыкании, кВА
Мощность при ПВ=50% кВА
Усилие сжатия электродов, даН :
Наибольшее при давлении сжатого воздуха 0.5 МПа,
Наибольшее при давлении сжатого воздуха 0.1 МПа,
Номинальный вылет, мм
Номинальный раствор, мм
Наибольший ход верхних электродов, мм
Регулирование сварочного тока
Пределы фазового регулирования тока, %, не менее
Наибольшая длительность прохождения сварочного циклы, с
Сопротивление вторичного контура машины постоянному току, мкОм
Коэффициент трансформации сварочного трансформатора
Коэффициент мощности при коротком замыкании при номинальном растворе
(1)Расчетный расход охлаждающей воды,л/ч, не более
(1)Расчетный расход свободного воздуха, при номинальном усилии сжатия и ходе 20 мм, м/100 ходов
(1)Рекомендуемый диапазон толщин свариваемых деталей из низкоуглеродистой сталей, мм
(2)Рекомендуемый диапазон диаметров крестообразных соединений стержней арматуры В1 и А1, мм
Наибольшая длительная производительность при сварке низкоуглеродистой стали толщиной, сварок/мин, не менее:
Уровни звукового давления и уровень звука
Габаритные размеры машины
(длина х ширина х высота), мм, не более
Масса машины. кг, не более
1. Параметр справочный и проверке не подлежит.
2. При установке электродов Д1-25/16-60(рис. 13).
3. Допуски к параметрам заданы на фактическое значение при изготовлении.
3.УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
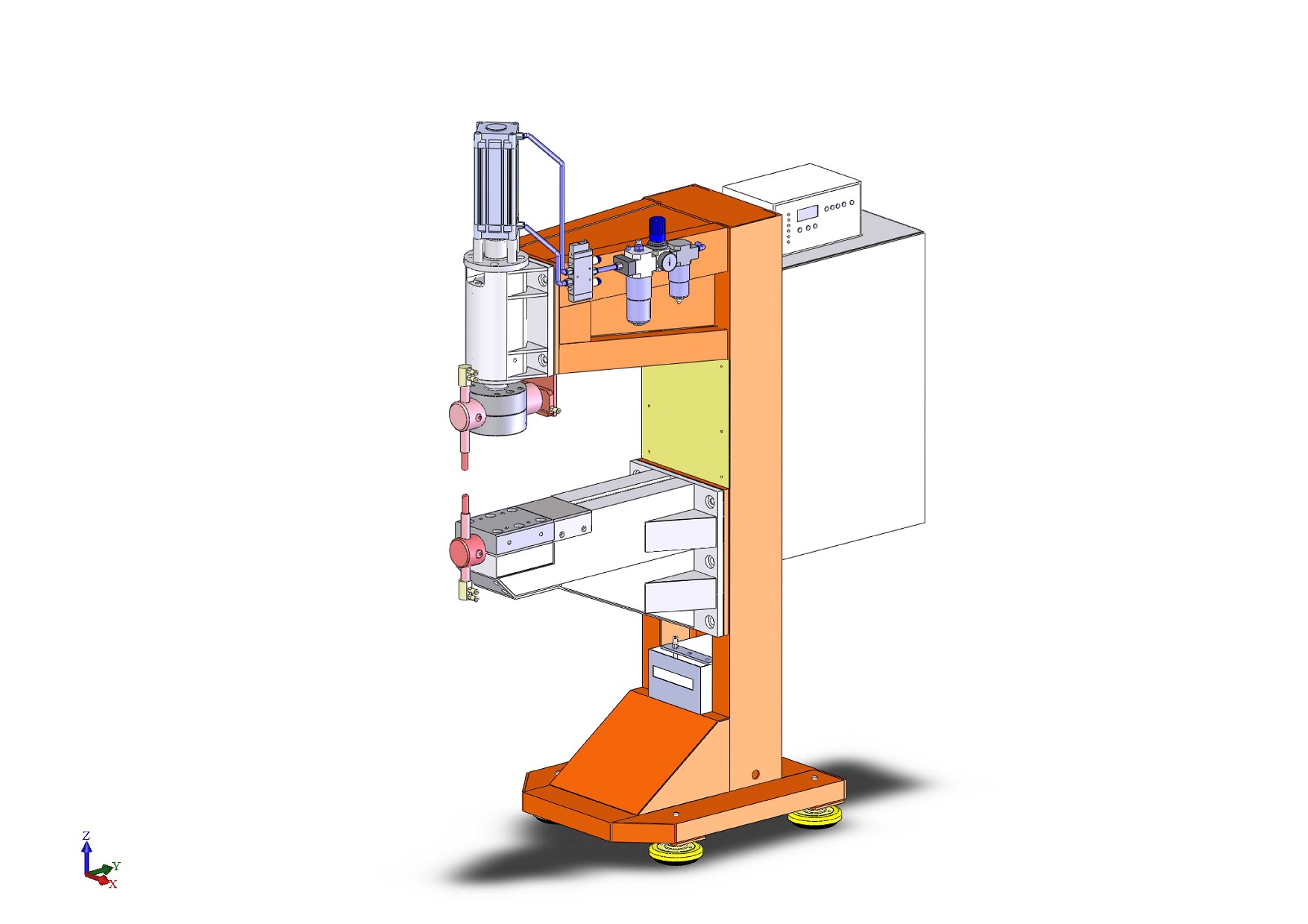
3.1 Рама 13 (рис.1) является основной несущей конструкцией машины.
Пневматический привод 1, вертикально перемещающий верхний электрододержатель 2, установлен на кронштейне рамы. Кронштейн 6, несущий нижний хобот 5 с электрододержателем 3 выполнен из токопроводящего материалы.
Элементы электрического устройства: сварочные трансформаторы 10, автоматический выключатели 9, тиристорные контакторы находятся внутри шкафов 11, которые крепятся болтами к каркасу машины. На крыше шкафов 11 установлены регуляторы контактной сварки РКС-15-1.
Кнопки 8 установлены на раме машины в удобном для работе месте. Элементы пневматического устройства 14 (блок подготовки воздуха и распределитель) расположены на боковых сторонах машины , в доступных для регулирования усилия сжатия местах. Элементы системы охлаждения 7-внутри, на передней и задней стенках рамы.
3.2 Принцип действия машины состоит в том,что сварка осуществляется путем сжатия деталей, нагретых проходящим непосредственно через них сварочным током. Работа машины начинается с нажатия пусковых кнопок 8 после установки деталей между электродами.
С этого момента автоматически в определенной последовательности и в заданные отрезки времени совершаются операции цикла сварки, а именно: c жатие деталей между электродами, прохождение электрического тока через сжатые детали ( сварка) , выдержка деталей в сжатом состоянии при выключенном токе(проковка) и раскрытие электродов (пауза). Для получения одной сварки тумблер”Одиночный цикл” –“Автоматический цикл” на лицевой панели регулятора контактной сварки РКС-15-1 следует установить в положение ”Одиночный цикл” и нажать кнопки 8. Циклы сварки будут повторятся, если кнопки остаются нажаты, а тумблер установлен в положение –“Автоматический цикл”.
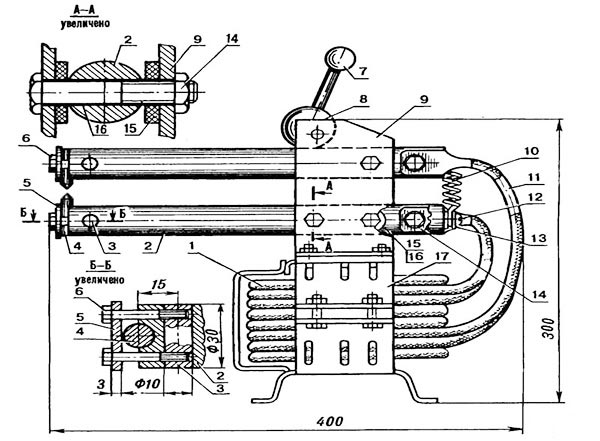
3.3 Привод пневматический (рис. 2) перемещает верхнею пару электродов и сжимает свариваемые детали ,создавая при этом необходимое сварочное усилие.
Пневматический привод состоит из пневматического цилиндра 1 и направляющей 3 с бронзовой втулкой, внутренний объем цилиндра разделен поршнем 2 на 2 –е камеры. При впуске сжатого воздуха в верхнюю камеру поршень 2совершает рабочий ход; при впуске сжатого воздуха в нижнюю и выпуске из верхней- возвращается в исходное положение.
Для предотвращения поворота штока 4 служит стержень 5. Смазка штока 4 и 5 производится с помощью двух пресс-масленок 8. (рис 2).
Для равномерного распределения усилия между двумя электродами, электроды расположены на качающемся электрододержателе 6, который крепится к штоку при помощи пальца 7.
Привод электрический изолирован от рамы машины.
3.4. Работа пневматического привода и управления им осуществляется
согласно принципиальной пневматической схеме (рис.3). Сетевой сжзатый воздух через клапан КЛ и фильтр воздушный Ф через регулятор давления РД1 и, маслораспылитель МР1 , распределитель УК1 — попеременно поступает в нижние или верхние камеры цилиндров Ц1 и Ц2.Манометры М1 и М2 показывает значение редуцирующего сжатого воздуха в каждом контуре. Безударная работа поршня обеспечивается дросселями ДР1,ДР2. Глушители Г1,Г2 предназначены для снижения шума.
3.5 Охлаждение вторичного витка сварочного трансформаторв, элементов токоподводов и теристорных контакторов проточной водой осуществляется согласно принципиальной схеме охлаждения (рис.4). Вентель ВН через два тройника обеспечивает включение трех ветвей охлаждения вторичного контура машины. Слив осуществляется через сливную коробку, расположенную на передней стенке машины.
3.6 На рис.5 представлен токоподвод машины. Подвижные колодки 5 с качающимся электродержателями с двумя электродами через которые происходит замыкание эл.цепи. Электрододержатели 3 закреплены в хоботах 1 и имеют возможность установочного перемещения.
3.7 Схема электрическая принципиальная и схема электрическая соединений представлены на рис.6 и 7.
Две фазы от трехфазнойсети подводятся к машине через автоматический выключатель QF 1 который обеспечивает защиту электрических цепей от коротких замыканий и отключения машины от сети при нажатии тумблера.
Коммутация сварочного тока осуществляется тиристорными контакторами
При нажатии на кнопки S 1 запускается регулятор контактной сварки РКС-15-1 А1, которые выдают команды на включение клапана YK 1 и тиристорных контакторов А1. Лампа на лицевой панели регулятора контактной сварки РКС-15-1 сигнализирует о наличии напряжения сети на машине. Регулятор контактной сварки РКС-15-1 обеспечивает заданную последовательность и отсчет выдержек времени сварочного цикла, плавное фазовое регулирование тока.
4. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
4.1 При обслуживании электросварочного оборудования обязательно соблюдать “Межотраслевые правила по охране труда(правила безопасности) .
При работе необходимо руководствоваться требованиями Г*ОСТ 12.3.003-86 “Работы электросварочные. Общие требования безопасности”
5.2 Работа на машине разрешается только при наличии надежного заземления.
Заземляющие провода , шины зануления и другие элементы зануления должны ежедневно проверятся. Особенно тщательно после проведения ремонтных и наладочных работ.
СЛЕДУЕТ ПОМНИТЬ, ЧТО РАБОТА БЕЗ ЗАНУЛЕНИЯ ОПАСНА ДЛЯ ЖИЗНИ.
5.3 Доступ к электрической схеме разрешен только элетрику-наладчику, за которым закреплена данная машина .работающему на данной машине проводить какие-либо ремонтные работы категорически запрещается.
5.4 Ремонт и обслуживание машины, в том числе зачистке, смене электродов должны проводится при отключенном автомате, отключенной подаче сжатого воздуха и воды. При этом надо помнить, что на входных зажимах автомата напряжение остается. Допускаются наладочные и регулировочные работы проводить наладчику при включенной автомате с соблюдение всех мер предосторожности. Зачистку изоляции подводящих питающих проводов производить на длине 20 мм.
5.5 Требования безопасности к монтажу и эксплуатации пневматического привода в соответствии с ГОСТ12.3.0015
5.6 Степень защиты электродной части 1Р00 по ГОСТ 14254-80.
Степень защиты частей машины, находящейся под напряжением сети -1Р20 по ГОСТ 14254-80.
5.7 класс машины по способу защиты человека от поражения электрическим током -01 по ГОСТ 12.2.007.0-75
5. ПОРЯДОК РАБОТЫ
5.1 Прежде , чем приступить к сварке деталей на машине необходимо ее наладить и опробовать в действии при включенном сварочном токе, для чего:
— открыть вентили, подводящие сжатый воздух и воду к машине
— подать напряжение на машину, переводом рукоятки авт. Выключателя а положение “Включено”
— установит тумблер “Ток” , расположенный на передней панели регулятора контактной сварки РКС-15-1, в положение “Выключено”, тумблер “Одиночный ток” — “Автоматический цикл” в положение “Одиночный цикл”.
— установить оптимальную величину рабочего хода верхних электродов в зависимости от толщины, материала и конфигурации свариваемой детали.
— Установить требуемое для сварки усилие сжатия электродов(график на рис.9) ,что достигается установкой соответствующего давления сжатого воздуха регуляторами давления РД1 и РД2., по манометру М1 и М2 (рис.3)
-проследить работу машины несколько раз.
Установить тумблер “Одиночный ток”-“Автоматический цикл”” в положение “Автоматический цикл”.
— нажать кнопки 8 и не отпуская ее, проверить работу машины в автоматическом цикле без сварочного тока.
Отрегулировать винт маслораспылителя 14 (рис.1) на подачу 1-2 капель масла за 12-20 ходов верхних электродов
— проследить работу машины несколько раз.
6.2 После опробования машины на холостом ходу можно приступить к наладке режимов сварки.
Оптимальный режим сварки определенных деталей устанавливается путем подбора величины усилия сжатия электродов, величины сварочного тока, времени прохождения тока через свариваемые детали, времени проковки и паузы.
Регулирование величины сварочного тока — плавное.
В соответствие с выбранным режимом сварки:
— установить требуемую величину фазового регулирования,
— установить необходимое время сварки,
— установить требуемое усилие сжатия электродов в соответствии с графиком (рис. 9)
— установить тумблер “Ток”, расположенный на передней панели регулятора контактной сварки РКС -15-1 в положение “Включено”, тумблер “Одиночный цикл”- “Автоматический цикл”,в положение “Одиночный цикл”.
— нажатием кнопок “Сварка”, произвести пробную сварку в одиночном цикле.
— повторить несколько раз,
— перевести тумблер “Одиночный цикл”- “Автоматический цикл”,в положение “Автоматический цикл”,
— нажатием кнопки пуск “Сварка” произвести пробную сварку в автоматическом цикле.
6.3. При кратковременном прекращении работы машины обесточить машину переводом рукоятки автомата в положение
“Выключено” и прекратить подачу воды и воздуха.
При опасности замерзания воды продуть систему охлаждения сжатым воздухом.
6.ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
6.1 Во время эксплуатации машины ежедневно следить за наличием масла в резервуаре маслораспылителя и периодически восполнять его расход.
6.2 Удаление изношенных электродов из гнезд электрододержателей производить специальным съемником. Не ударять по электроду молотком или другим инструментом, в противном случае неизбежен преждевременный выход из строя электрододержателей и повышенный расход электродов.
6.3 При эксплуатации машины особое внимание обращать внимание на контактные поверхности вторичного контура.
При увеличении омического сопротивления вторичного контура более чем на 25% выше начального контакта следует разобрать и зачистить их поверхности. Измерение сопротивления вторичного контура произвести методом амперметра-вольтметра током 100-200 А.
Источник постоянного тока присоединить к электродам разомкнутого вторичного контура, Измерение падения напряжения произвести милливольтметром.
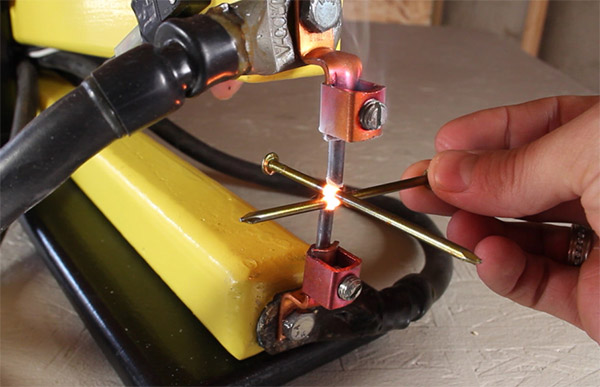
Простой аппарат для точечной сварки

Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.

Сборка аппарата для сварки


Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.







То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.


Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.







Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Сморите видео сборки и испытаний
Разбираемся в чертежах сварочных швов по ГОСТу

Виды сварки
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швов

Виды сварных соединений.
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах».
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:

Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:

Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.

А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок — одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:

Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.

Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:

Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки

Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.

Классификация сварных швов.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Читайте также: