Материалы для электродуговой сварки
Обновлено: 19.05.2024
Когда говорят о сварке, в первую очередь речь идет о правильном управлении сварочными аппаратами. И это правильно, ведь мастерство сварщика во многом заключается в его навыках сварки, именно благодаря им он получает новые разряды. Однако, здесь участвует не только сварочный аппарат и детали, на которых он применяется, но также различные сварочные материалы. О том, что это, как применяется — в этой статье.

Требования к сварочным материалам
Материалы для сварки разнообразны и выполняют следующие функции:
- удаление окислов;
- обеспечение правильного наплава, а также более аккуратного шва;
- защита шва от кислорода;
- удешевление сварки и т. д.
Но чтобы сварочные материалы действительно помогали, им нужно отвечать требованиям качества. Поэтому их продажа находится под строгим контролем, а производство осуществляется по установленным стандартам. Например:
- ГОСТы 9466 и 9467 отвечают за металлические электроды.
- ГОСТ 2246 установлен для сварочной проволоки.
- ГОСТ 9087 регламентирует качество сварочных флюсов.
- ГОСТ 23949 — для вольфрамовых электродов и т. д.
Эти ГОСТы нужно знать, так как они указываются на упаковках и сертификатах, прикрепляемых к каждой партии. Помимо ГОСТа можно там же можно найти информацию о:
- типе материала, марке;
- номере плавки, партии;
- химическом составе;
- механических характеристиках сварочных материалов;
- массе нетто и т. д.
Помимо состава, к прокалке тоже установлены требования. Она проводится при температуре +300 – +350 °C в течение 1–2 часов. Этот процесс, помимо всего, позволяет найти дефекты на расходниках. Есть целый стандарт, ГОСТ 6032, где описаны требования к сварочным расходникам, имеющим высокую стойкость. Они должны проходить тест МКК (межкристаллитной коррозии).
Существуют требования и к условиям хранения, а также транспортировке.
Виды материалов для сварки
Учитывая, сколько функций может выполняться расходными материалами для сварки, они делятся на: электроды и пруты, проволоки, флюсы, газы и керамические подкладки на случай соединения стыков.
Каждый расходник делает что-то свое благодаря принципу использования и составу, поэтому для выбора сначала нужно изучить все классификации, их характеристики, чтобы свободно в них ориентироваться.
Проволока, прутки
Когда проволока плавится, она заполняет собой формируемый при сварке шов. Поэтому проволоки называют присадочными и бывают они:
- Низкоуглеродистыми, когда содержание углерода менее 0,12%.
- Низколегированными — для теплостойких и конструкционных сталей.
- Высоколегированными — для хромоникелевых сталей, нержавейки.
Ленты и прутки для присадки выполняют ту же функцию, а делаются из меди, стали, алюминия. Они нужны на случай, если присадочный материал нужно подавать широким тонким слоем.

Электроды
Электроды — это особые стержни, которые делаются из веществ, проводящих электричество. Нужны они как раз для подачи тока к месту сварки.
Особенности конструкции позволяют электродам делиться на металлические и неметаллические. Металлические делаются из стали, меди, бронзы и других цветных металлов. А неметаллические имеют покрытие их угольных или графитовых составов, которые не плавятся.
Все виды электродов должны обеспечивать устойчивое горение в зоне сварки, а также изоляцию сварочной ванны, уменьшая разбрызгивание металла.
Чаще всего электроды имеют слой металла, а используются для ручной дуговой сварки. Однако, есть такие, что покрыты различными ионизирующими, стабилизирующими и другими веществами.
В зависимости от покрытия электроды помечаются буквами: А — покрытие с кислотными добавками, Б — классические, Ц — с целлюлозой, П — смешанный состав.

Через электроды провидится ток к месту сварки, выбирать лучше качественного производителя и хранить в сухом месте
Газы используют для разных целей, есть горючие газы и те, что только поддерживают горение. К последним относятся:
- водород;
- кислород;
- пропан;
- ацетилен и т. д.
А вот для защиты подойдут и инертные, и активные. Углекислый газ, а также смеси на его основе будут в числе активных, а среди инертных выделяются гелий и аргон.
Инертные газы почти не вступают в реакцию с металлами, в отличие от активных.

Флюсы
Флюсы помогают растворять окислы, возникающие на поверхности свариваемых металлов. Также флюс не пропускает к месту сварки кислород, который и инициирует окисление.
Дополнительно флюсы иногда умеют упрощать нагревание металла.
В зависимости от способа изготовления, флюсы бывают плавлеными и неплавлеными, жидкими или порошкообразными.
Жидкие флюсы оказываются полезны при подготовке места, на котором далее появится шов. Перед варкой нужно снять оксидный слой, который есть на заготовке, а также одновременно обезжирить ее, с чем справляется жидкий флюс. Чтобы он выполнял подобные функции эффективно, в его составе обычно бывают щелочи или кислоты, так что подбирается флюс на основе того, с каким металлом предстоит работать и что для него более приемлемо.
Жидкие флюсы после использования смываются водой. А вот порошки смывать не нужно, функция у них иная. При нагревании такие флюсы выделяют газ, который защищает шов от окисления.

Выбор сварочных материалов
Качество сварки будет зависеть не только от знания видов, но также от правильности выбора сварочных материалов. Поэтому здесь нужно учитывать такие параметры:
- Тип сварки.
- Состав материалов, которые будут свариваться.
- Производитель сварочных расходников — он должен быть известен другим сварщикам.
- Цена — обычно самые качественные материалы, применяемые при сварке, имеют среднюю цену.
Покупки стоит совершать только в проверенных магазинах, где можно приобрести не поддельный, не просроченный товар, который гарантированно правильно хранили и транспортировали.
В выборе расходных материалов также помогут отзывы других сварщиков, так что, посоветовавшись можно значительно уменьшить круг поисков.
Как определить расход материалов
Сварочные расходники высокого качества делаются из дорогого сырья с использованием сложных технологий. Поэтому их нужно экономить, не расходуя зря. Для этого существуют целые нормы, регулирующие расход каждого вида материала в зависимости от типа сварки, а также используемого для нее оборудования.
Нормы не строгие, поэтому позволяют понять нужное количество расходника только примерно. Но сначала нужно сделать расчет расхода, использовав формулы, в которые просто нужно поставить параметры.
Например, для проволок и электродов нужно знать площадь поперечного сечения шва, коэффициент наплавки, а также длину шва. Полученное значение подставляется под значения в нормативных документах с учетом запаса на пробные швы или исправление брака.

А вот расход газов можно просто определить по таблицам, для каждого вида существует своя.

Условия хранения
ГОСТы, которые регламентируют качество материалов для сварочных работ, также регулируют правила их хранения.
Для правильного содержания потребуется сохранить заводские упаковки, чтобы помещать туда материалы после использования. Все они должны быть дополнительно расфасованы, а также промаркированы по сортам и маркам.
Все расходники хранятся в отдельных помещениях, в зависимости от их вида условия могут меняться. Так, флюсы или электроды с покрытием хранят в сушильных шкафах, термических пеналах, герметичных тарах, если те предварительно прокаливали.
Места для хранения должны быть сухими, отапливаемыми, хорошо вентилируемыми, но не позволять сварочным расходникам постоянно находиться под прямыми солнечными лучами. Температура должна опускаться не ниже 15°C, а влажность быть не выше 40%.
Соблюдение этих условий позволяет хранить материалы неограниченное время. А вот если оставить их на открытом пространстве, то они не проживут дольше 5–15 дней в зависимости от состава.
Подбор расходных материалов важен для любой сварки, промышленной и бытовой. А потому каждому сварщику помимо навыков работы со сварочными аппаратами и знания особенностей металлов нужно иметь также понимание того, какие сварочные материалы существуют, а еще как их правильно использовать, чтобы сделать работу качественнее.
Что такое сварочная дуга
Сварочная дуга используется человечеством для неразъемного, герметичного соединения металлов более века назад. Ее изучением занимался физик Вольт. Затем появились устройства для сварки. Электрический разряд возникает в момент короткого замыкания между электродом и свариваемой деталью. Электрическая энергия преобразуется в тепловую, образуется ванна расплава. Создается диффузный однородный слой металла на месте свариваемого стыка.
Изучив вольт-амперные характеристики процесса, ученые усовершенствовали процесс сварки, создали сварочные аппараты, поддерживающие стабильное горение дуги.

Что такое сварочная дуга, определение
Что можно назвать сварочной дугой – это, по сути, длительный проводник, состоящий из ионизированных частиц, существующий во времени благодаря поддерживающему электрическому полю. Дуговой разряд характеризуется непрерывной формой, высокой температурой, возникает в газовой среде, способной к ионизации.
В учебниках сварщика определение сварочной электродуги звучит следующим образом: это длительный электрический разряд в плазме, состоящей из смеси ионизированных воздушных или защитных газов, а также испарившихся компонентов присадочного и основного металла.
Природа и строение
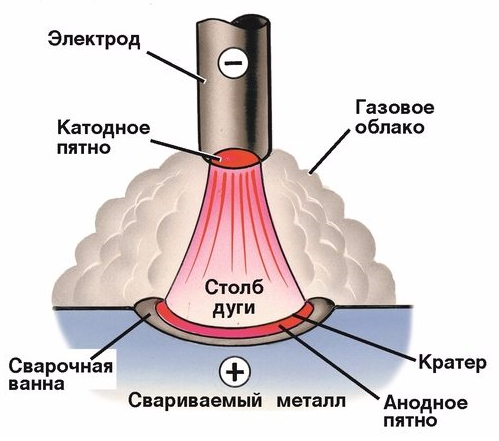
За короткое время разогреть металл до температуры плавления можно мощной сварочной дугой. Ее свойства характеризуются плотностью тока, вольтамперными показателями. С точки зрения электротехники, дуговой столб – ионизированный газовый проводник между катодом и анодом с большим сопротивлением, способностью к свечению. Детальное рассмотрение строения сварочной дуги поможет понять сущность температурного воздействия. Длина электродуги в среднем составляет 5 мм, она делится на основные зоны:
- анодную, она не более 10 микрон;
- катодную, она в 10 раз меньше анодной;
- столб – видимая светящаяся полоска.
За температуру сварочной дуги отвечает поток свободных электронов. Они образуются на катодном пятне. Оно разогревается до 38% температуры плазмы. В дуговом столбе электроны двигаются к аноду, а положительные частицы – к катоду. У столба нет собственного заряда, он остается нейтральным. Внутри частицы разогреваются до 10 000°С, металл при этом в среднем нагревается до 2350°С, стандартная температура ванны расплава составляет 1700°С.
Место входа и нейтрализации электронов называют анодным пятном. Его температура выше, чем катодного на 4–6%.
Напряжение в анодной и катодной зонах существенно снижается, свечения не возникает. Видима только плазма, излучающая ультрафиолетовые, инфракрасные и световые волны. Они вредны для органов зрения, кожи. Поэтому сварщики используют индивидуальные средства защиты.
Виды сварочной дуги
Существует несколько критериев классификации сварочной дуги. По типу сварочного тока и положению электрода относительно свариваемых элементов выделяют следующие разновидности:
- прямого действия, разряд перпендикулярен заготовке, параллелен электроду;
- косвенного действия, разряд возникает между двух электродов, наклоненных друг к другу под углом от 40 до 60°, и металлом.
Классификация состава плазмы столба:
- открытого типа возникает в воздушной атмосфере благодаря испаряемым из обмазки и металла компонентам;
- закрытая, возникающая под слоем флюса за счет газообразной фазы, образовавшейся из частиц электрода, металла, компонентов флюса при прохождении разряда;
- с подачей газовой смеси или однокомпонентного защитного газа.
Классифицируют дуговую сварку по материалу разжигающего электрода. Используют электроды:
- вольфрамовые тугоплавкие
- угольные или графитовые;
- стальные с различным типом обмазки, в состав которой входят ионизирующие компоненты.
По длительности воздействия различают стационарную (постоянную) электродугу и импульсную, применяемую при контактной сварке.
Условия горения
Сущность сварочного процесса заключается в преобразовании электрической энергии в тепловую.
Для поддержания сварочного столба необходимо создать условия для быстрой ионизации газа: детали прогревают, чтобы воздух вокруг них был теплым, или подают в рабочую зону газ, способный ионизироваться. Легче всего ионизируются частицы щелочных и щелочноземельных металлов. При пропускании тока через стержень их частицы становятся активными.
Чтобы дуговой столб не угасал, важно поддерживать постоянную температуру в катодной области. Она напрямую зависит от химического состава катода, его площади. Нужная температура поддерживается источником тока, в промышленных условиях она достигает 7 тысяч градусов.
Как возникает электрическая сварочная дуга
Как и любой электрический разряд, сварочная электродуга появляется при замыкании цепи. Возникновение тока при касании электрода к свариваемому металлу приводит к выработке большого количества тепла. В точке замыкания появляется расплав, он тянется за кончиком электрода, образуется шейка, которая мгновенно распыляется из-за сильного тока. Происходит ионизация молекул воздуха и защитного облака, они переносят поток электронов.
Направленность потока зависит от рода тока. Дуга разжигается на постоянном токе обратной и прямой полярности, на переменном. Частота угасания и розжига электродуги зависит от параметров рабочего тока.
Чем определяется мощность сварочной дуги
На мощностные параметры электродуги влияют несколько факторов:
- напряжение, возрастание приводит к увеличению мощности только в небольшом диапазоне, существуют ограничения по размеру электрода;
- сила тока, большой ампераж обеспечивает стабильное горение;
- величина напряжения плазмы, пропорциональна мощности.
Длиной сварочной дуги называют расстояние от сварного кратера до кончика электрода. От этой величины зависит объем выделившегося тепла.
По мощности сварочной дуги определяют скорость плавления металла. От этой характеристики зависит время выполнения сварочных работ. Регулировка силы тока производится для корректировки температуры в рабочей зоне, даже на длинном столбе электродуга не будет затухать при большом ампераже. Напряжение редко изменяют в процессе сварки.
Вольт-амперная характеристика
ВАХ описывает зависимость токовых параметров. С помощью этого графика определяют:
- мощность дуги;
- время горения,
- условия гашения.
Динамическая ВАХ описывает неустановившееся состояние электродуги, когда ее длина колеблется. Статическая вольт-амперная характеристика отражает зависимость вольтажа от ампеража при постоянной дуговой длине. График делится на три области:
- падающая – при подъеме силы тока напряжение резко спадает, это связано с формированием столба: площадь сечения плазменного потока возрастает, электропроводность плазмы изменяется;
- жесткая, это участок стабильной плотности тока и падения напряжения, с ростом ампеража от 100 до 1000 А пропорционально увеличивается диаметр дугового столба (анодное и катодное пятна, соответственно, изменяются);
- возрастающая, характеризуется постоянным размером катодного пятна, она ограничена диаметром электрода, при увеличении ампеража по закону Ома увеличивается U, R дугового столба.
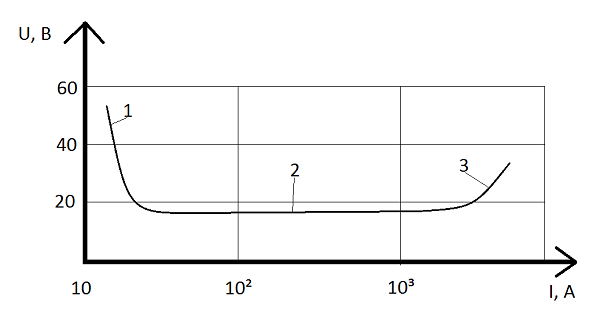
Статическая вольт-амперная харакетиристика сварочной дуги: 1 — падающая; 2 — жесткая; 3 — возрастающая.
ВАХ процесса обычной ручной сварки с использованием плавящихся и неплавящихся электродов на воздухе или в облаке защитного газа ограничена двумя первыми областями, до третьей ампераж не доходит. Механизированной сварки с использованием флюсов соответствует графику II и III областей, сварка плавящимся электродом в облаке защитной атмосферы – III.
При использовании оборудования, генерирующего переменный ток, возбуждение сварочной дуги происходит в каждом полупериоде, на пике зажигания. При переходе через ноль электродуга затухает, нагрев активных пятен прекращается. Покрытия электродов, содержащие активные щелочные металлы, повышают устойчивость ионизации. Защитное облако затрудняет розжиг на переменном токе, но поддерживают горение на постоянном. Между полюсами возникает ионизация молекул газа.
При выборе оборудования необходимо это учитывать, что вольт-амперная характеристика электродуги зависит от внешней ВАХ. Работу сварочного аппарата рассматривают как наложение графиков. Для ручной сварки необходимы источники питания с падающими областями ВАХ (повышенным напряжением холостого хода), чтобы была возможность изменять длину дуги, регулируя ампераж. Сила тока короткого замыкания во время падения капли с плавящегося электрода на свариваемый металл на 20–50% выше дугового тока. Для сварки плавящимся электродом используют дугу размыкания. Для розжига дуги вольфрамовым или угольным электродом желателен вспомогательный разряд.
При высоких значениях тока короткого замыкания возрастает риск прожогов металла. При падении капли происходит замыкание, затем резко возрастает до первоначальных значений – ампераж возрастает до величины тока короткого замыкания, образовавшийся мостик перегорает, дуга возбуждается снова. Изменения тока и напряжения в столбе происходят моментально, за доли секунды. Сварочное оборудование должно быстро реагировать на колебания, стабилизировать напряжение.
Особенности дуги
Благодаря особым свойствам, электрическая дуга используется при сварке с тугоплавкими и плавящимися электродами. Она быстро разогревает металл, образуя ванну расплава. Электрический ток эффективно преобразуется в тепловую энергию с минимальными потерями.
По природе происхождения электрическую сварочную дугу можно сравнить с другими видами электрических зарядов. Основные отличительные характеристики дуги:
Материалы для дуговой сварки

Материалы для дуговой сварки насчитывают десятки позиций, однако количество групп, в которые входит такой обширный сортамент, невелико – всего четыре основных. Внутри каждой из них есть и свое деление, но для широкой аудитории стоит указать только основные категории.
Помимо разделения на группы и виды, важно учитывать еще и нормы расходования, а также условия хранения. Мы расскажем про основные материалы для дуговой сварки, а также приведем формулы расчета их расходования и правила складирования.
Основные материалы для дуговой сварки
При проведении работ методом дуговой сварки требуется применение подходящих материалов. Их можно условно разделить на две группы:
- принимающие непосредственное участие в формировании металла соединения;
- соединения, не участвующие в этом.

- Материалы для дуговой сварки, участвующие в формировании соединения металла (шва).
В данную группу включены флюсы, стержневые электроды (неплавящиеся и плавящиеся), проволока для сварочного процесса. Данные материалы используются при ручной дуговой сварке, для чего применяют электроды, а также для автоматической/полуавтоматической дуговой сварки с применением флюсов и проволоки.
Изготовление сварочной электродной проволоки происходит в соответствии с государственными стандартами. Маркируется она по-разному. Одни ее виды используют для производства покрытых электродов, иные для дуговой сварки в защитной газовой среде или под флюсом.
Проволока для сварочного процесса выбирается в зависимости от металла заготовки. Детали, изготовленные из цветных металлов, подвергают дуговой сварке с применением проволоки, соответствующей по составу основному металлу заготовки. В процессе выбора происходит проверка соответствия проволоки ТУ (техническим условиям), а также ее чистоты. Ее поверхность не должна иметь следы масел, коррозии или примесей – всего того, что может снизить качество сварного шва, привести к появлению в нем пор или посторонних веществ, постепенно разрушающих соединение в ходе эксплуатации.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Флюсы используются для дуговой сварки, их делят на керамические (неплавленые) и плавленые.
Рекомендуем статьи по металлообработке
Неплавленые флюсы производятся из специальной пасты, в состав которой входит жидкое стекло и прочие хорошо измельченные компоненты. Прокаливание и просушивание, через которые проходит паста, помогают убрать из нее лишнюю влагу. В результате образуется «крупка».
Данный метод имеет существенный недостаток – во время дуговой сварки эти мелкие гранулы разрушаются и распадаются на составные части, которые затем, попадая в шов, способствуют снижению его прочности. Поэтому использование керамических флюсов ограничено некоторыми видами дуговой сварки. Например, там, где нельзя применить плавленые флюсы или для проведения наплавки.

Плавленые флюсы делаются из руды и минералов природного происхождения методом плавки в печах (электродуговых и стеклоплавильных).
Электроды – это стержни, имеющие специальное покрытие. Их длина может доходить до 45 см. Сфера применения у них разная, о чем на каждом электроде имеется маркировка (буквенно-цифровая). В ней заложены сведения о том, каким образом, при каких условиях и в каких целях лучше использовать каждый электрод.
Рассмотрим электроды, используемые для соединения легированных конструкционных, а также углеродистых сталей. Существует несколько их типов, отличающихся создаваемым сварным швом и механическими характеристиками его металла.
Малоуглеродистые стали класса С38/23 (СтЗ) обрабатывают ручной дуговой сваркой с использованием электродов Э46а, Э46, Э42а, Э42. Низколегированные стали, имеющие классы С44/29 (09г2с, 10Г2с, 109г2), а также С46/33 (15хснд, 14г2, 10г2с1д), варят электродами Э50а, Э46, Э50, Э46а. Это и есть буквенно-цифровой код, в котором Э – электрод, а цифры – временное сопротивление, которое возникает при растягивании наплавленного металла (измеряется в кН/см 2 ).
Присутствие буквы «а» говорит о высоких свойствах пластичности наплавленного металла. Поэтому электроды с кодами Э50а или Э42а, а также Э46а используются для соединения деталей, которые часто работают при вибрационных и динамических нагрузках. Электрод Э60а используется при работе с низколегированными сталями, имеющими классы С60/45 или С52/40. Э70 – со сталями С70/60.
Все типы электродов имеют одну, а иногда несколько марок, различающихся технологическими свойствами, покрытием (вернее, его составом), маркой стержня, свойствами металла. Обмазка (она называется покрытием) делится на рутиловую, рудно-кислую, фтористо-кальциевую.
Электродам, покрытым рудно-кислой обмазкой, соответствуют марки ЦМ-8, ОММ5, ЦМ7. Они предназначены для работы с постоянным и переменным током в любом положении в пространстве. Состав металла, наплавляемого ими, близок к составу кипящей стали. Недостатки таких электродов – сильное разбрызгивание металла в процессе дуговой сварки, а также появление марганцовистых соединений, которые чрезвычайно вредно воздействуют на людей.
Фтористо-кальциевую обмазку имеют электроды марок УОНИ-13/55, СМ-11, УОНИ-13/45. Они используются при работе с обратной полярностью постоянного тока в любом положении. Наплавленный материал имеет свойства спокойной стали, а также хороший уровень ударной вязкости, как при отрицательной, так и при положительной температуре.
Данные марки электродов подходят для дуговой сварки листовых изделий повышенной толщины, предназначенных для работы под давлением, и расчетных элементов изделий, которые будут работать под динамическим воздействием.
- Материалы, применяемые при дуговой сварке, которые не участвуют в образовании металла шва.
В основном, это защитные газы, такие как гелий, аргон и прочие и их смеси.
Гелий и аргон – инертные газы с одним атомом, без запаха и цвета.
Аргон тяжелее воздуха, не дает ему проникнуть в сварочную ванну. ГОСТ 10157-79 содержит необходимую информацию об аргоне, который поставляется для сварочного процесса. Он бывает двух сортов в зависимости от назначения газа и его процентного содержания в смеси. Высшее качество имеет аргон, который используют для дуговой сварки изделий, изготовленных из цветного металла. Первый сорт используют для сталей. Особые ТУ (технические условия) имеют смеси аргона с иными газами.

Гелий легче воздуха, причем значительно. Согласно ГОСТ 20461-75 есть гелий высокой чистоты и технический.
Углекислота или углекислый газ – без цвета, с незначительным запахом при обычных условиях. Данные об этом газе содержит ГОСТ 8050-85. Газообразное вещество бывает трех видов: технический, сварочный и пищевой – отличаются они содержанием основного компонента (газа).
Производство и фасовка углекислоты в зимнее и летнее время различаются. Объем баллонов, в которые разливается газ, одинаковый – 40 дм 3 . Зимой в такой баллон помещается 30 дм 3 или такое количество жидкости, из которых получится 15 120 дм 3 газа. Летом цифра уменьшается – из 25 дм 3 , помещаемых в баллон, получается 12 600 дм 3 газа. Баллоны для различных марок углекислоты тоже разные и использовать их можно строго в соответствии с категориями газа.
Водород очищенный – газ без цвета и запаха, значительно легче воздуха (в 14,5 раз). Технический водород, в соответствии с ГОСТ 3022-80, имеет три вида. Используется исключительно в смесях.
Кислород. Различают три вида этого газа, которые маркируют – 1, 2, 3, в соответствии с ГОСТ 5583-78. Используется О2 в качестве добавки к углекислоте или аргону.
Наибольшее распространение получили смеси кислорода (О2), углекислоты (СО2) и аргона (Ar). В процессе дуговой сварки для точного измерения количества различных газов в смеси используют смесители: АКУП-1 – смесь углекислоты, аргона и кислорода; УКП-1-71 – раствор кислорода с углекислотой; УКР-1-72 – смесь кислорода и углекислого газа. До смесителя в оборудование ставится осушитель, который убирает из газа конденсат и пар.
Данная группа электродов включает также неплавящиеся.
Обобщая вышесказанное можно отметить, что группа состоит из материалов, которые не попадают в сварное соединение и не изменяют химический состав шва.
Нормы расчета материалов для дуговой сварки
Для каждого метода дуговой сварки существуют собственные нормы потребления материалов, на их основе и проводится расчет требуемого количества.
Такие нормы определяют общий объем материалов, необходимых для изготовления всего изделия. Причем обязателен учет отходов, образующихся при дуговой сварке, а также потерь. Речь идет именно обо всех материалах, суммируется расход на каждом этапе дуговой сварки, куда входит: подготовка, включающая производство прихваток, основной процесс соединения и материалы, затраченные на необходимые правки изделия.
Нормативы расхода материалов имеются для всех методов дуговой сварки и типов соединения. В процессе вычисления их количества обязательно учитываются потери, возникающие при сварке. Для них тоже есть определенные нормы, которые зависят от нескольких параметров, в частности: режима сварки, метода, длины соединения, а также сложности выполнения работ.
Расход материалов при дуговой сварке рассчитывается в соответствии с определенной формулой. Расчет производится на 1 м соединения, то есть считается количество необходимого материала на 1 м шва.
Рассмотрим формулу, позволяющую произвести расчет расхода материалов, необходимых для создания одного метра шва:
N = G × K, где
N – норма расхода материалов на 1 м соединения;
G – масса наплавленного металла соединения длиной 1 м;
K – коэффициент, с помощью которого происходит переход от массы наплавленного металла к расходу материалов.
Для определения G, то есть массы наплавленного металла в одном метре соединения, нужна другая формула:
G = F × y × L, где
F – площадь поперечного сечения сварного соединения (мм 2 );
y – удельная масса металла (г/см 3 );
L – длина соединения, равная 1 м.
Вышеуказанные формулы помогают сделать расчет расхода материалов при выполнении работ в обычном прямом положении. Для этого при проведении работ на потолке или вертикально необходимо добавлять в формулу поправочный коэффициент. Он помогает учесть различные особенности проведения работ в разных положениях.
Коэффициент равен:
- 1 – обычное прямое положение шва;
- 1,05 – полувертикальное расположение соединения;
- 1,1 – горизонтальное или вертикальное расположение;
- 1,2 – верхнее (потолочное) положение соединения.
Правила хранения материалов для дуговой сварки
Материалы для ручной дуговой сварки необходимо учитывать с соблюдением правил размещения на складе. Хранят их согласно инструкции РД 34.10.124-94. Она устанавливает требования сортировки, отдельного размещения по маркам, а также обязательного хранения в заводской упаковке.
Склад или кладовую следует размещать в закрытом помещении, специально оснащенном для хранения материалов. Электроды, имеющие дополнительное покрытие, которые специально прокалили, должны лежать в жестких коробах или в шкафах для сушки. Они обязательно должны иметь крышку, укомплектованную уплотнителем. Температура хранения материалов не должна опускаться ниже +15 °С.
Прокаленные флюсы размещаются в шкафах в аналогичных условиях. Иногда разрешается их хранить на противнях, специально изготовленных из нержавеющей стали.
Важно! Прокалки требует и порошковая проволока, предназначенная для дуговой сварки с аргоном. Только после этого она может быть помещена в хранилище.
Ограничений в сроке хранения вышеперечисленных материалов нет. Но только при соблюдении такого требования, как содержание их в герметично закрытой таре (шкафах для сушки, термических пеналах и пр.).
При складировании на открытых полках или шкафах, срок хранения ограничен: и для флюсов, и для электродов – 15 суток. Порошковая проволока и плавильные изделия, применяемые для соединения перлитной стали, хранятся 5 суток.
На складах, в кладовых или любых иных зонах, где хранятся сварочные материалы для дуговой сварки, необходимо устанавливать информационные таблички с такими данными, как марка, номер партии, количество и пр.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Электроды для ручной дуговой сварки
На сегодняшний день сварочные работы проводятся достаточно часто. Это связано с относительной простотой процесса и низкими финансовыми затратами при приемлемом уровне качества получаемого шва. Для сварочных работ применяется специальное оборудование и расходные материалы. В качестве примера можно привести электроды для ручной дуговой сварки, без которых провести рассматриваемые работы практически невозможно. Ручная дуговая сварка покрытыми электродами сегодня проводится довольно часто, что определило появление большого количества разновидностей расходного материала. Примером можно назвать строение электрода, которое соответствует особенностям проводимой работы. Рассмотрим все наиболее важные моменты подробнее.

Электроды для ручной дуговой сварки
Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки. Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».

Виды электродов для сварки
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.
Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.

Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
Применение электродов
Сварочные электроды для ручной электродуговой сварки имеют достаточно большое количество особенностей в применении. Основные требования, применяемые к этому расходному материалу, заключатся в нижеприведенных моментах:
- Электроды, применяемые в дуговой сварке, должны обеспечить стабильное горение образующейся дуги. Только при этом условии можно обеспечить условия для формирования качественного шва.
- Стальные металлические покрытые должны иметь шов с определенным химическим составом. Только в этом случае получаемое изделие будет служить долго и надежно.
- При работе электродный стержень должен равномерно расплавляться по поверхности.
- Расходный материал должен обеспечивать все условия для высокой производительной сварки.
- Минимальная степень разбрызгивания расплавленного материала. При работе слишком сильное разбрызгивание может привести к повреждению хорошего покрытия.
- Высокая прочность получаемого соединения. Легкая отделимость шлаков – еще одна положительнаяхарактеристика применяемых электродов для ручной дуговой сварки.
- Не стоит забывать о том, что электроды должны храниться и сохранять свои качества на протяжении длительного периода. Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.
- Минимальная степень токсичности при проведении работ. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
Проводя подключение, следует уделить внимание нижеприведенным моментам:
- При прямой полярности электрод соединяется с зажимом отрицательной клеммой, деталь с положительной.
- Для работы с деталями, изготавливаемыми из тонкого листа, применяется метод подключения обратной полярности. В этом случае электрод соединяют с положительной клеммой, деталь с отрицательной.
При проведении работы следует соблюдать технику безопасности. При выполнении работ следует использовать:
- специальные перчатки;
- защитную робу;
- ботинки;
- наиболее подходящий защитный шлем.
Во многом качество получаемого шва зависит от умений сварщика и правильности выбора электрода по основным критериям.
Особенности покрытия
При изготовлении электродов могут использоваться самые различные покрытия. Стоит учитывать, что покрытия могут быть в чистом или смешенном виде. Чистое покрытие электродов для ручной дуговой сварки классифицируется следующим образом:
- кислое;
- рутиловое;
- основное;
- целлюлозное;
- прочее.
Специальная обмазка электродов для ручной дуговой сварки может стабилизировать образующуюся дугу и обеспечить наиболее благоприятные условия для работы. С каждым годом появляются новые виды покрытия электродов для ручной дуговой сварки, которые обладают более привлекательными эксплуатационными качествами.
Используются электроды достаточно просто, у сварочного аппарата есть соответствующий зажим. Не стоит забывать, что у этого расходного материала условия хранения и транспортировки точно, такие же, как и у сварочной проволоки. При необходимости проводится прокалывание электродов для ручной электродуговой сварки не позднее, чем за 5 суток перед сваркой. Не стоит забывать о том, что хранение должно проводиться в закрытых запаянных полиэтиленовых пакетах. Существенно продлить срок службы можно при исключении вероятности попадания воздуха внутрь. Также стоит учитывать, что нельзя выполнять прокалывание более двух раз, так как это ухудшит основные эксплуатационные качества.
Принципы маркировки
Марки электродов для ручной дуговой сварки указывают на основные эксплуатационные качества применяемых расходных материалов. Примером маркировки назовем Э46-ЛЭЗАНО-21-Ф-УД Е 43 1(3) – РЦ13. Расшифровка проводится следующим образом:
- Э46 – обозначение типа электродов. Как ранее было отмечено, классификация проводится по предназначению. В данном случае расходный материал предназначается для углеродистых и низкоуглеродистых сталей.
- ЛЭЗАНО-21 – марка, указываемая производителем. Эта часть маркировки не несет с собой информацию об эксплуатационных качествах электродов.
- Ф – символ, предназначенный для обозначения диаметра. Отсутствие какой-либо цифры указывает на то, что значение диаметра отображено в другом месте.
- У – символ в маркировке указывает на возможность применения расходного материала для работы с углеродистыми и низкоуглеродистыми сталями для получения шва с пределом мощности до 588 МПаю.
- Д – символ, применяющийся для определения толщины применяемого покрытия. В рассматриваемом случае покрытие толстое.
- Е – символ, связанный с международной системой классификации применяемых материалов в качестве обмазки.
- 43 – часть маркировки применяется для указания предела прочности (430 МПа).
- 1 – относительное удлинение, которое составляет 20%.
- (3) – часть маркировки, которая применяется для обозначения показателя температуры, требующейся для достижения удельной вязкости не менее 34 Дм/см2. В данном случае показатель составляет 20 градусов Цельсия.
- РЦ – символы, указывающие на тип покрытия (рутилово-целлюлозное).
- 1 – символ, определяющий допустимой пространственное положение.
- 3 – группа расходного материала для сварки, которая характеризуется определенным током и напряжением при холостом ходу.
Для того чтобы провести расшифровку маркировки следует использовать справочную литературу, в которой есть все необходимые таблицы.
Рекомендации по выбору электродов
Проводя выбор электродов для ручной дуговой сварки, следует учитывать тот момент, что для каждого сварочного аппарата производитель рекомендует определенный тип электродов. Стоит учитывать, что сварка может проходить при применении нескольких способов:
- контактная;
- роликовая;
- газопрессовая;
- электрошаговая.
На сегодняшний день наибольшее распространение получила два метода: контактный и газопрессовой. При необходимости достижения высокой производительности, как правило, выбирают газопрессовой метод. Он применяется при прокладке трубопровода на большое расстояние.
Качество сварки во многом зависит от качества применяемой проволоки в виде основы. Следующим определяющим показателем можно назвать тип применяемого материала в качестве обмазки.
Проводить выбор электродов следует исходя из параметров свариваемого покрытия. При этом следует учитывать тот момент, что каждая марка применяемых электродов обладает своими определенными качествами. Если неправильно выбрать расходный материал, то получаемый шов не будет обладать требующимися эксплуатационными качествами.
Выбирая электроды для дуговой сварки, следует учитывать нижеприведенную классификацию:
- Вид покрытия и его толщина. При изготовлении деталей могут применяться различные стали. Примером можно назвать углеродистые и легированные стали. Выбор проводится также в зависимости от толщины металла.
- Назначение. Выбор проводится также в зависимости от того, какой шов следует получить. Например, требуемая ширина и длина, а также качество.
- Состав покрытия и механические свойства. К швам предъявляется довольно больше количество требований. Примером можно назвать прочность и устойчивость к растяжению.
К другим особенностям выбора отнесем нижеприведенные моменты:
Электроды с толщиной менее 3 мм применяются при сварке деталей, которые изготавливаются при применении легированной стали.
В заключение отметим, что от качества применяемого расходного материала во многом зависят особенности получаемого шва. Именно поэтому его выбору следует уделять внимание. Если рассматривать продукцию отечественных и зарубежных производителей, то отметим, что качество изготовления отличается ненамного. А вот стоимость может варьироваться в достаточно большом диапазоне.
Электродуговая сварка
Сваривание на сегодня является самым широко применяемым способом создания неразъемных соединений металлов и их сплавов. Электродуговая сварка была изобретена во Франции в начале 20 века и используется в любом, самом дальнем уголке Земли.

Что собой представляет метод электродуговой сварки
Основы электродуговой сварки были разработаны в конце 19 века русским инженером Бернадосом.
Технология электродуговой сварки основана на расплавлении примыкающих друг к другу областей двух свариваемых деталей теплом, получаемым от электрической дуги. Область расплавленного металла – так называемая сварочная ванна — перемещается вслед за электродугой. Застывая, она образует неразъемное соединение двух заготовок — сварочный шов.

Принцип электродуговой сварки
Электрическая дуга возбуждается в воздушном промежутке между деталями и электродом. Для этого применяют источник напряжения. Он выдает небольшое напряжение- 70-100 вольт, но должен развивать большой ток — сотни ампер. Чаще всего используются источники постоянного тока — они дают более стабильную дугу и меньше разбрызгивают расплавленный металл.
Особенность технологии состоит в том, что расплавленный металл, особенно цветные металлы и высоколегированные стали, активно реагирует с кислородом воздуха и с азотом. Для защиты сварочной ванны применяют различные газы:
- аргон;
- углекислый;
- гелий и другие инертные газы.
Газы образуются в процессе сгорания обмазки стержня или подаются в рабочую зону из баллона.

Схема электродуговой сварки
Электродуговая сварка может проводиться как плавящимся электродом, металл которого войдет в состав материала шва, так и неплавящимся. В этом случае флюсовые добавки насыпают вдоль линии шва в виде порошка.
Характеристики электрической дуги
Электрическая дуга с физической точки зрения представляет собой постоянно действующий разряд в газовой среде.
Одна из важных характеристик дуги — перепад напряжения.
Если держатель присоединен к положительному разъему источника тока, его называют анодом, если к отрицательному — катодом. Если электродуговые работы ведутся переменным током, то анод и катод меняются местами 50 раз в секунду.
Сварочная дуга Возбуждение сварочной дуги
Расстояние между электродом и деталью называют искровым, или дуговым промежутком. Электрический ток может протекать через газ только в том случае, когда в нем есть заряженные частицы, ионы и электроны. Их нет в газе, находящемся в спокойном состоянии. Чтобы они появились, газ требуется ионизировать. Это и происходит при электрическом разряде, который далее поддерживает сам себя.
Виды и методы электродуговой сварки
Применяемый вид электродуговой сварки определяется:
- свариваемыми материалами;
- толщиной заготовок;
- условиями сварки.
По степени автоматизации процесса дуговой сварки различают
- ручную электродуговую сварку;
- полуавтоматическую — вместо стержня используется сварочная проволока, которая подается в рабочую зону специальным механизмом, также автоматизирована подача защитных газов;
- автоматическую — Проводится в атмосфере защитных газов без участия человека.
Ручная электродуговая сварка Полуавтоматическая дуговая сварка Схема полуавтоматической сварки
По типу применяемого электрода оазличают сварку: плавящимся ( включая полуавтоматическую) инеплавящимся, используемым только в качестве проводника тока к зоне дуги.
Преимущества
Электродуговой метод обладает очевидными достоинствами:
- высокая мобильность;
- малое время подготовки ;
- низкая стоимость в расчете на килограмм шва;
- высокая производительность;
- способность работать от бытовой электросети (в случае применения сварочных инверторов);
- широкая доступность оборудования, сопутствующих и расходных материалов.
Недостатки
Как и у любого метода, у электродуговой сварки существуют и недостатки:
- для обеспечения стабильно высокого качества шва сварщику требуется приобрести значительный опыт;
- обмазка склонны к отсыреванию, это приводит к появлению дефектов;
- для сварки цветных металлов требуется применять специальные сварочные материалы, оборудование и методы.
- качество соединения зависит от внешних погодных условий.
Недостатки электродугового метода побуждают ученых и инженеров вести упорные работы по его совершенствованию, разработке новых сварочных материалов, оборудования и приемов работы.
Виды аппаратов и виды включений
Самый простой и дешевый вид сварочного источника — это мощный понижающий трансформатор. Данный вид аппаратов отличается большим весом и габаритами, вызывает броски напряжения в питающей электросети. Они морально устарели и используются только в самых глухих углах и в некоторых узкоспециальных применениях.
Современным типом оборудования для электродуговой сварки является инвертор. Его устройство во много раз сложнее, чем у трансформатора, зато он лишен его недостатков.
- обладает малым весом и габаритами;
- не влияет на питающую электросеть;
- обеспечивает стабильные параметры дуги;
- легок в освоении и использовании.
Инвертор выдает постоянный ток.

Следующей ступенью развития специального оборудования стал полуавтомат. Источник тока в нем инверторного типа. Полуавтомат ведет сварку сварочной проволокой, которая подается через горелку специальным механизмом. Вместо флюсовой обмазки также через горелку подаются защитные газы из баллона. Полуавтомат отличается высокой производительностью и стабильностью работы. Его дороговизна окупается при больших объемах работ.
Инвертор позволяет работать в разных режимах подключения- с прямой и обратной полярностью. Прямая полярность используется в большинстве случаев сварки большинства металлов и конструкционных сталей.
Для сварки металлов, отличающихся высокой химической активностью в нагретом состоянии, применяют обратную полярность. При этом сварку ведут с использованием порошковых флюсов и присадочной проволоки
Электроды и защитные газы
Электрод — один из главных участников процесса. От его правильного подбора во многом зависит качество соединения.
Плавящийся электрод не только подает ток в зону дуги. Плавясь, он понемногу стекает в сварочную ванну, его металл входит в состав материала шва.
Флюсовая обмазка, сгорая в огне электродуги, выделяет защитные газы. Их облачко скапливается над сварочной ванной, вытесняя кислород и азот, содержащиеся в воздухе. Твердые остатки сгорания флюса образуют на поверхности шва корочку шлака, которую после остывания удаляют механическим способом.

При сварке неплавящимся стержнем в зону дуги требуется вводить присадочную проволоку.
Область применения
Область применения электродуговой сварки самая широкая. Везде, где нужно быстро, и недорого и качественно соединить металлические заготовки в строительную конструкцию или изделие – можно увидеть вспышки электросварки.
- заводы металлоизделий;
- машиностроительные производства;
- строительство любого масштаба — от гидроэлектростанций и космодромов — до заборов и сараев.;
- аэрокосмические предприятия;
- судостроение;
- производство транспорта;
- предприятия по выпуску бытовых приборов;
- и многое другие.
Сфера применения электродугового метода постоянно растет. С распространением сварочных инверторов электродуговой метод стал технологией, доступной любому домашнему мастеру.
Основы безопасности процесса сварки
Основные вредные факторы электродуговых работ — это:
- ультрафиолетовое излучение дуги;
- высокая температура расплавленного металла;
- вредные газы;
- поражения электрическим током.
Чтобы избежать неприятных последствий, следует
- пользоваться средствами индивидуальной защиты: маской сварщика, респиратором, защитными перчатками;
- одежа и обувь должна быть огнеупорной, плотной, не оставлять открытых участков кожи;
- перед началом работы проверять оборудование на отсутствие механических повреждений, нарушений изоляции и отсутствия утечки газов.

Меры безопасности при сварке
Нельзя также загромождать рабочую зону и работать со случайных опор.
Требования госстандартов
Типы сварных соединений, спецификации сварочных материалов, методики проведения электродуговыхработ регламентируются ГОСТами России и соответствующими их международными стандартами. Этим нормам надо следовать для обеспечения качественной, производительной и безопасной работы. Самые употребительные из них — это:
- ГОСТ 5264-80 описывает виды и способы выполнения сварочных швов ;
- ГОСТ 14771-76 регламентирует использование защитных газов при сварочных работах;
- ГОСТ 26291-79 посвящен типам электродов и соответствующих им режимов сварки.
По мере освоения профессии, роста квалификации и сложности работ сварщик все чаще обращается к государственным стандартам.
Читайте также: