Материалы для сварки и пайки
Обновлено: 09.05.2024
Сварка пластика – надежный способ монтажа труб или листов на молекулярном уровне. Шов однородной структуры получается с помощью разогревающего оборудования – сварочных аппаратов. Работа с ними не требует особых навыков. Научиться самостоятельно сваривать пластик несложно. Труднее выбрать инструмент, который годится для работы в домашних условиях. При выборе учитываются плюсы и минусы каждого. Советы специалистов бывают полезны. Горячему соединению поддаются не все виды пластмасс, а только не дающие усадку при нагреве.

Виды пластика, которые свариваются
Свои свойства при расплавлении с последующим остыванием сохраняют не все разновидности пластика. Невозможна сварка пластика, который боится нагрева. Эти виды полимерных материалов называются реактопластами. Они горючие, при нагреве начинают дымить, при высокой температуре горят, обугливаются.
Хорошо свариваются только термопласты, самые распространённые из них ПВХ (поливинилхлорид), полиэтилен и полипропилен. Другие виды разогреваемых пластмасс обычно склеивают или монтируют на обрешетке. Это:
- нейлон;
- поливинилацетат;
- поликарбонат;
- полиэтилентерефталат;
- полистирол.
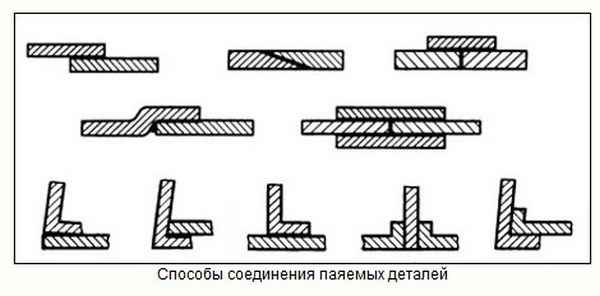
Сварочный процесс возможен, если детали выполнены из однородного пластика. Формат особенной роли не играет. Соединять детали можно на всю толщину или на треть слоя, при меньшем шве сцепление деталей считается ненадежным. Трубные изделия чаще монтируются внахлест. Такое соединение имеет большую площадь сцепления.
Способы сварки пластика и оборудование
Для пайки пластика в домашних условиях применяется несколько методов.
- Контактная сварка для пластика наиболее удобная. Не требует присадочного материала. Самый простой из них – бытовой паяльник с рабочим напряжением 220 вольт со специальной насадкой вместо жала, она обеспечивает большую площадь разогрева. Контактный метод считается универсальным, им соединяют полипропилен и полиэтилен различной плотности, формы и толщины. Сущность процесса – разогрев зоны шва до 260°C с последующим соединением деталей стыковкой или внахлест. Существует три вида оборудования для сварки пластиков: 1) когда нагревательный элемент воздействует на всю толщину детали (для листового и трубного пластика); 2) зона разогрева ограничена (соединение листов внахлест); 3) одновременно нагревается внутренняя и наружная часть соединяемых элементов (стыковка враструб).


Экструдеры выпускаются двух типов:
- бесконтактный, когда подаваемую массу необходимо разравнивать специальным валиком;
- контактный, когда мягкий полимер подается с усилием.
Регулировка осуществляется с учетом вида полимера, толщины присадочного прутка.
Технология сварки пластмасс феном или термопистолетом
Метод применяется для изделий любой конфигурации. Феном монтируют трубы, бамперы, бассейны, напольные покрытия и многое другое.
Феном для сварки пластика соединяют любые термопласты. Пистолет чаще применяется для соединения деталей внахлест: разогревается пространство между ними, после этого шов уплотняется, прокатывается валиком. Также соединяют детали с помощью фена, когда изделия соединяются встык, в зону шва подается присадочный пруток – он направляется поверх стыка или в него. Теперь про насадки, строительный фен для сварки прутком одновременно разогревает кромки и присадочный материал. Насадки на фены разделяются по видам:
- фиксирующие перед сваркой прижимают свариваемые поверхности;
- щелевые удобны при сварке кровельных материалов;
- формировочные используются для прутка толще 4 мм.
Технология выполнения шва предполагает предварительную обработку кромок: их очищают, обезжиривают. С кромок, толще 2 мм, предварительно снимают фаску, чтобы было место для укладки прутка. При соединении тонких пластиков пруток подается непосредственно в зазор между деталями. Необходимо учитывать, что с применением присадочного материала образуется выпуклый шов. При необходимости лишний полимер срезается. Для образования ровного соединения необходимо соблюдать расстояние между феном и соединяемыми деталями. Скорость движения фена регулируется так, чтобы пруток и кромки успели разогреться, но не сильно оплавились. Не должно быть деформации края.
Технология сварки пластмасс экструдером
Из всех горячих методов самым экономичным и удобным считается соединение пластиковых элементов контактным экструдером, когда расплавленная масса, подаваемая в стык, прижимается направляющим соплом. Этот метод применяется для деталей с толстой стенкой. Экструдер подает уже размягченный материал. При таком способе:
- уменьшается расход энергии;
- улучшается теплопередача;
- нет необходимости использовать прижимные устройства;
- легче контролировать качество шва.
Основные этапы технологического процесса:
- Разогрев свариваемых кромок до состояния вязкости разогретой массой;
- Стыковка силой рук или специальными устройствами;
- Естественное охлаждение соединенных деталей (их нельзя сдвигать до полного затвердевания).
Выбор сварочных прутков
Присадочный материал выбирается под тип свариваемого пластика. Он указывается в маркировке. Присадочные полипропиленовые стержни выпускаются разного сечения: треугольные, круглые. Если детали скрепляются под прямым углом, лучше выбирать треугольный стержень. Они различаются по цвету. Большим спросом пользуются черные и серые. Полиэтиленовые прутки для сварки пластика мягче, чем полипропиленовые, температура плавления ниже (от +160°C).
Присадочные материалы используются при температуре окружающей среды выше +15°C. На холоде они теряют пластичность, становятся хрупкими.
При выборе присадки необходимо обращать внимание на температуру плавления прутка или стержней. Допустимо использование незначительно отличающихся полимеров, если они сходны по режиму пластичности. Важно, чтобы присадочный материал хорошо входил в экструдер, подходил по диаметру загрузочного отверстия и выходного сопла. Для ручных экструдеров применяются прутки или стержни от 2 до 7 мм.
Заключение
Для сварки пластмасс применяется бытовое оборудование. Оно рассчитано на 200 вольт и частоту 50 Гц. Промышленные устройства лучше не приобретать. Самым простым в применении устройством считается экструдер. Для сборки домашних водоводов пользуются паяльником со специальными насадками.
Классификация материалов для сварки и правила выбора
Когда говорят о сварке, в первую очередь речь идет о правильном управлении сварочными аппаратами. И это правильно, ведь мастерство сварщика во многом заключается в его навыках сварки, именно благодаря им он получает новые разряды. Однако, здесь участвует не только сварочный аппарат и детали, на которых он применяется, но также различные сварочные материалы. О том, что это, как применяется — в этой статье.

Требования к сварочным материалам
Материалы для сварки разнообразны и выполняют следующие функции:
- удаление окислов;
- обеспечение правильного наплава, а также более аккуратного шва;
- защита шва от кислорода;
- удешевление сварки и т. д.
Но чтобы сварочные материалы действительно помогали, им нужно отвечать требованиям качества. Поэтому их продажа находится под строгим контролем, а производство осуществляется по установленным стандартам. Например:
- ГОСТы 9466 и 9467 отвечают за металлические электроды.
- ГОСТ 2246 установлен для сварочной проволоки.
- ГОСТ 9087 регламентирует качество сварочных флюсов.
- ГОСТ 23949 — для вольфрамовых электродов и т. д.
Эти ГОСТы нужно знать, так как они указываются на упаковках и сертификатах, прикрепляемых к каждой партии. Помимо ГОСТа можно там же можно найти информацию о:
- типе материала, марке;
- номере плавки, партии;
- химическом составе;
- механических характеристиках сварочных материалов;
- массе нетто и т. д.
Помимо состава, к прокалке тоже установлены требования. Она проводится при температуре +300 – +350 °C в течение 1–2 часов. Этот процесс, помимо всего, позволяет найти дефекты на расходниках. Есть целый стандарт, ГОСТ 6032, где описаны требования к сварочным расходникам, имеющим высокую стойкость. Они должны проходить тест МКК (межкристаллитной коррозии).
Существуют требования и к условиям хранения, а также транспортировке.
Виды материалов для сварки
Учитывая, сколько функций может выполняться расходными материалами для сварки, они делятся на: электроды и пруты, проволоки, флюсы, газы и керамические подкладки на случай соединения стыков.
Каждый расходник делает что-то свое благодаря принципу использования и составу, поэтому для выбора сначала нужно изучить все классификации, их характеристики, чтобы свободно в них ориентироваться.
Проволока, прутки
Когда проволока плавится, она заполняет собой формируемый при сварке шов. Поэтому проволоки называют присадочными и бывают они:
- Низкоуглеродистыми, когда содержание углерода менее 0,12%.
- Низколегированными — для теплостойких и конструкционных сталей.
- Высоколегированными — для хромоникелевых сталей, нержавейки.
Ленты и прутки для присадки выполняют ту же функцию, а делаются из меди, стали, алюминия. Они нужны на случай, если присадочный материал нужно подавать широким тонким слоем.

Электроды
Электроды — это особые стержни, которые делаются из веществ, проводящих электричество. Нужны они как раз для подачи тока к месту сварки.
Особенности конструкции позволяют электродам делиться на металлические и неметаллические. Металлические делаются из стали, меди, бронзы и других цветных металлов. А неметаллические имеют покрытие их угольных или графитовых составов, которые не плавятся.
Все виды электродов должны обеспечивать устойчивое горение в зоне сварки, а также изоляцию сварочной ванны, уменьшая разбрызгивание металла.
Чаще всего электроды имеют слой металла, а используются для ручной дуговой сварки. Однако, есть такие, что покрыты различными ионизирующими, стабилизирующими и другими веществами.
В зависимости от покрытия электроды помечаются буквами: А — покрытие с кислотными добавками, Б — классические, Ц — с целлюлозой, П — смешанный состав.

Через электроды провидится ток к месту сварки, выбирать лучше качественного производителя и хранить в сухом месте
Газы используют для разных целей, есть горючие газы и те, что только поддерживают горение. К последним относятся:
- водород;
- кислород;
- пропан;
- ацетилен и т. д.
А вот для защиты подойдут и инертные, и активные. Углекислый газ, а также смеси на его основе будут в числе активных, а среди инертных выделяются гелий и аргон.
Инертные газы почти не вступают в реакцию с металлами, в отличие от активных.

Флюсы
Флюсы помогают растворять окислы, возникающие на поверхности свариваемых металлов. Также флюс не пропускает к месту сварки кислород, который и инициирует окисление.
Дополнительно флюсы иногда умеют упрощать нагревание металла.
В зависимости от способа изготовления, флюсы бывают плавлеными и неплавлеными, жидкими или порошкообразными.
Жидкие флюсы оказываются полезны при подготовке места, на котором далее появится шов. Перед варкой нужно снять оксидный слой, который есть на заготовке, а также одновременно обезжирить ее, с чем справляется жидкий флюс. Чтобы он выполнял подобные функции эффективно, в его составе обычно бывают щелочи или кислоты, так что подбирается флюс на основе того, с каким металлом предстоит работать и что для него более приемлемо.
Жидкие флюсы после использования смываются водой. А вот порошки смывать не нужно, функция у них иная. При нагревании такие флюсы выделяют газ, который защищает шов от окисления.

Выбор сварочных материалов
Качество сварки будет зависеть не только от знания видов, но также от правильности выбора сварочных материалов. Поэтому здесь нужно учитывать такие параметры:
- Тип сварки.
- Состав материалов, которые будут свариваться.
- Производитель сварочных расходников — он должен быть известен другим сварщикам.
- Цена — обычно самые качественные материалы, применяемые при сварке, имеют среднюю цену.
Покупки стоит совершать только в проверенных магазинах, где можно приобрести не поддельный, не просроченный товар, который гарантированно правильно хранили и транспортировали.
В выборе расходных материалов также помогут отзывы других сварщиков, так что, посоветовавшись можно значительно уменьшить круг поисков.
Как определить расход материалов
Сварочные расходники высокого качества делаются из дорогого сырья с использованием сложных технологий. Поэтому их нужно экономить, не расходуя зря. Для этого существуют целые нормы, регулирующие расход каждого вида материала в зависимости от типа сварки, а также используемого для нее оборудования.
Нормы не строгие, поэтому позволяют понять нужное количество расходника только примерно. Но сначала нужно сделать расчет расхода, использовав формулы, в которые просто нужно поставить параметры.
Например, для проволок и электродов нужно знать площадь поперечного сечения шва, коэффициент наплавки, а также длину шва. Полученное значение подставляется под значения в нормативных документах с учетом запаса на пробные швы или исправление брака.

А вот расход газов можно просто определить по таблицам, для каждого вида существует своя.

Условия хранения
ГОСТы, которые регламентируют качество материалов для сварочных работ, также регулируют правила их хранения.
Для правильного содержания потребуется сохранить заводские упаковки, чтобы помещать туда материалы после использования. Все они должны быть дополнительно расфасованы, а также промаркированы по сортам и маркам.
Все расходники хранятся в отдельных помещениях, в зависимости от их вида условия могут меняться. Так, флюсы или электроды с покрытием хранят в сушильных шкафах, термических пеналах, герметичных тарах, если те предварительно прокаливали.
Места для хранения должны быть сухими, отапливаемыми, хорошо вентилируемыми, но не позволять сварочным расходникам постоянно находиться под прямыми солнечными лучами. Температура должна опускаться не ниже 15°C, а влажность быть не выше 40%.
Соблюдение этих условий позволяет хранить материалы неограниченное время. А вот если оставить их на открытом пространстве, то они не проживут дольше 5–15 дней в зависимости от состава.
Подбор расходных материалов важен для любой сварки, промышленной и бытовой. А потому каждому сварщику помимо навыков работы со сварочными аппаратами и знания особенностей металлов нужно иметь также понимание того, какие сварочные материалы существуют, а еще как их правильно использовать, чтобы сделать работу качественнее.
Что такое канифоль и для чего нужна при пайке
Популярным расходным материалом при паечном ремонте электрооборудования, сварочных аппаратов считается гостированная канифоль для пайки. Вещество органической природы не растворяется в воде, плавится при нагреве. Температура размягчения канифоли в пределах +50…70°C.

Очень хрупкая полупрозрачная субстанция получается различными способами, цветность зависит от способа производства, бывает с ярким светло-желтым оттенком, коричневатым разной насыщенности и темно-красным. Узнается по стекловидному блеску, при разломе крошится с образованием раковин, неровностей.
Впервые смесь природных карбоновых кислот с изомерами научились получать в Древней Греции. В городе Колофон музыканты натирали ей смычки для улучшения звучания струнных инструментов. Впоследствии «колофолонской смоле» нашлось другое применение, ее применяют при производстве лакокрасочных материалов и некоторых видов пластиков, киношных и тепловых «дымовушек».
Что это такое?
Канифоль это природная смола, получаемая при термической обработке древесного сока хвойных пород. После фракционного отделения воды и скипидара образуется густая смесь, которая при высыхании превращается в комок неровной формы. Химический состав канифоли зависит от исходного сырья и степени очистки. В органическую смесь входят смоляные кислоты, эфирные масла и примеси. Чем больше примесей, которые ухудшают электроизоляционные свойства, тем темнее окраска.
Качество материала регламентируется ГОСТ 19113-84, по чистоте классифицируется по сортам. Высший, первый и второй. Два последних желтой окраски применяются в электротехнике. При выборе флюса важна температура плавления канифоли, у некоторых видов она достигает + 130°С. Плотность вещества в пределах от 1,07 до 1,10 г/см3, в основном его делают из сосновой живицы. Разработана технология экстракции древесной муки и обработки отходов производства бумаги. Способ выработки во многом определяет технологические свойства, по стандарту он указывается на упаковке паяльного флюса.

Зачем нужна?
Основные причины выхода из строя бытовой электротехники, приводного оборудования и инструментов – нерабочие платы, сгоревшие конденсаторы и другие элементы, требующие замены, монтаж которых производится методом пайки. Имея определенные навыки работы с паяльником, каждый умелец сможет отремонтировать электрооборудование самостоятельно.
При расплавлении металла происходит окисление. Цветные металлы намного активнее вступают в реакцию с кислородом в горячем виде, образуются оксиды, ухудшающие соединение. Для устранения оксидной пленки при пайке применяются флюсы, они наносятся на поверхности спаиваемых деталей, необходимы для защиты от воздействия компонентов воздуха, снижают поверхностное натяжение припоя при покрытии деталей.
Для чего, по сути, нужна канифоль при пайке? Только в качестве флюса. Экологичное вещество характеризуется рядом достоинств:
- не образует вредных испарений при нагреве;
- не ухудшает электропроводимость спайки;
- улучшает прочность соединений;
- препятствует растеканию жидкотекучих металлов;
- применяется при соединении легкоплавких контактов.
Смолистый материал при длительном хранении не меняет своих свойств, не окисляется и не разлагается.
Это самый известный флюс, который для домашней пайки несложно найти в специализированных магазинах.
Среди недостатков канифоли следует отметить плохое удержание расплава на поверхности металла. Для полноценной защиты деталей и элементов схемы требуется наносить смолу несколько раз. В условиях повышенной влажности даже после затвердевания канифольная пленка способна впитывать влагу, это приводит к развитию коррозионных процессов. Хрупкое вещество важно правильно хранить и транспортировать, чтобы сохранить целостность комка. Важно учесть, что смолистый флюс применяется не для всех паечных соединений.

Какие виды существуют
Разновидности канифольных флюсов по способу производству, составу исходного сырья:
- Живичная канифоль чаще производится из сосновой смолы, реже – из других пород хвойных деревьев. Сырье собирают, подсекая кору живых деревьев. Название флюса появилось по аналогии с исходным продуктом. В сосновой живице содержится до 80% канифоли и 20% скипидара. Живичная канифоль качественная, содержит от 90 до 94 % смоляных кислот, до 1,5 % жирных. Концентрация неомыляемых веществ не более 6…7%. Встречается живичная канифоль редко. Ее часто заменяют экстракционными и талловыми аналогами.
- Экстракционная канифольная смесь производится методом экстрагирования смеси измельченной хвойной древесины (обмола) и бензина, выполняющего функцию растворителя органических кислот. От живичной такая канифоль отличается темным оттенком и температурой размягчения, она ниже на 10–15 градусов, составляет в среднем +55°С. Кислотное число экстракционного паечного флюса в пределах 150 мг КОН/г, массовая доля жирных кислот не выше 12%. Для улучшения эксплуатационных свойств экстракционную канифоль очищают. Процедура называется оставлением. Адсорберы поглощают красящие компоненты. На выходе получается продукт, близкий к живичному по химическому составу и свойствам.
- Талловая паечная канифоль самая светлая. Выпускается из сульфатного мыла путем вакуумной перегонки. Получается смолистое вещество с высокой концентрацией абиетиновой кислоты, ускоряющей кристаллизацию. Исходным сырьем служат отходы целлюлозно-бумажного производства. По техническим характеристикам таловая канифоль сопоставима с живичной.
Несколько слов об особенностях различных видов канифольных флюсов. В живичном тугоплавком практически нет жирных кислот, которые недопустимы при пайке некоторых металлов. В экстракционной их может содержаться до 10%, в таловой еще больше. В розничной торговле флюс продается фасованным видом в металлических круглых коробках. На этикетке указываются технические особенности.
Как пользоваться канифолью
При пайке деталей, контактов рекомендуется учитывать несколько моментов:
- Горячая канифоль способна растворять оксидные пленки. Это свойство актуально при паечном соединении загрязненных поверхностей.
- При выборе температурного режима в расчет принимается температура расплавления, а не расплавления смолы. Рекомендует прогревать флюс и детали до +100…130°С. На холодной поверхности канифоль и припой быстро остывают.
- Применение смолистых флюсов новичками часто заканчивается образованием сажи на жале паяльника. Важно поддерживать температуру нагрева, не допускать повышенного образования дыма, не превращать канифоль в темно-бурую вязкую массу.
Перед началом работы обгораемое жало лучше предварительно очистить, чтоб снизить риск попадания окалины в шов. Необгораемое достаточно опустить в канифоль, чтобы образовалась пленка. Важно уделять внимание подготовке поверхностей, их очищают от пыли и влаги. Необходимо позаботиться о жесткой фиксации соединяемых элементов. Место спайки после остывания обязательно очищают от остатков флюса.
Использование припоя с канифолью
Производители предлагают оловянно-свинцовые припои, в состав которых входит канифольная смола. Он реализуется прутками, намотанными на катушки. Фактически это тонкие оловянно-свинцовые трубки, полости которых залиты расплавленной канифолью. Это одновременно флюс и присадочный материал, образующий соединение при лужении. Преимущества припоя с канифолью:
- увеличение скорости пайки;
- упрощение паечного процесса.
В процессе пайки важно поддерживать определенный температурный режим. При перегреве появляется канифольный дым, усиливается выделение паров олова и свинца. Не следует пренебрегать техникой безопасности. При попадании горячего флюса и припоя на кожу его необходимо удалять, нужно сразу стряхивать частички расплава с одежды.
Проводит ли канифоль ток?
При пайке микросхем, особенно когда расстояние между дорожками небольшое, необходимо удалять остатки флюсовой смолы. Если этого не сделать, может произойти пробой при подключении электропитания. Для удаления остатков используют растворители, ацетон.
Законный вопрос: как проходит электричество, если канифольный состав – полярный диэлектрик? Действительно, проводимость паяльной канифоли настолько мала, что ей можно пренебречь. Но в смоле остаются микрочастицы припоя, возникающие при отрыве жала паяльника. Даже незначительные вкрапления, которые сложно разглядеть, способны вызвать замыкание соседних дорожек.
Еще одна причина – способность расплавленной канифоли для пайки впитывать атмосферные пары в условиях повышенной влажности. При образовании мелких пузырьков высокочастное оборудование выходит из строя. При самостоятельном ремонте инверторов следует это учитывать.
Важно!
Готовая плата должна быть идеально чистой, чтобы избежать возможной коррозии и для контроля соединений, выявления возможных дефектов.
При смывании остатков канифоли чистым спиртом возможно образование белых разводов на плате. Специалисты предпочитают пользоваться сложными составами, например, смесью 1 части спирта и 1 части бензина с добавлением незначительного количества ацетона для лучшего смешивания компонентов.
При соблюдении всех рекомендаций, правильном выборе разновидности канифольного флюса получаются надежные паечные соединения. Приобретая канифоль, важно учитывать химический состав соединяемых сплавов. Универсальный расходный материал – припой с канифолью. Им удобно пользоваться при большом объеме работы.
Материалы

Что такое металлопрокат: виды металлопроката
Сегодня трудно представить хоть одно производство без металлопроката. Металлопрокат используется повсеместно, на стройке, в промышленности, при изготовлении различных деталей и

Штрипс-лента: что это такое и для чего она нужна
Штрипс-лента представляет собой тонкую металлическую полосу, толщина которой редко превышает 4 миллиметра. Производится такая лента из низколегированных и низкоуглеродистых марок

Что такое кламповое соединение
Кламповое соединение отличается от обычного соединения тем, что его можно многократно применять для присоединения патрубков. Кроме того, соединение CLAMP отличается

Что такое антивандальный шлагбаум
От обычного шлагбаума антивандальный отличается тем, что он имеет прочную и надёжную металлическую конструкцию, которая способна долгое время противостоять механическому

Что такое профильная труба
На сегодняшний день существуют различные виды профильной трубы разного сечения. Сфера её использования настолько широка, что эта труба встречается повсеместно,

Сварочный карандаш
Сварочный карандаш или как его ещё часто называют «термитный карандаш», предназначен для того, чтобы варить в полевых условиях. Воспользоваться термитным

Прутки для пайки
При изготовлении различных деталей применяются дополнительные составляющие для сварки и пайки. Одним из наиболее часто используемым является латунный пруток. Элементы

Брызги при сварке
Разбрызгивание металла при сварке и прилипание электрода, является не менее распространённой проблемой, как и непровары с прожогами. В результате этого

Паста для травления
Для стальных изделий, которые поменяли цвет и утратили стойкость к коррозии в процессе сварки, подойдёт обработка химическим травлением. Во время

Налипание сварочных брызг на заготовку
Очень часто при выполнении сварочных работ сварщики сталкиваются еще с одной трудностью — налипанием брызг на заготовку. Конечно же, когда
Популярные статьи
Сплав Розе
Сплав Розе представляет собой низкотемпературный припой, который состоит из олова, свинца и висмута в следующих пропорциях: 1:1:2. Назван этот сплав

Что такое металлопрокат: виды металлопроката

Штрипс-лента: что это такое и для чего она нужна

Флюс из канифоли и растворителя

Что такое кламповое соединение

О сайте

Сайт про сварку и пайку металлов. Технологические процессы, связанные с пайкой алюминия и меди. Полезные статьи про сварку в домашних условиях и на производстве.
Информация на сайте носит ознакомительный характер. Копирование статей разрешается только с указанием активной ссылки на источник.
Отличия пайки от сварки

Чем отличается пайка металлов от сварки, сфера применения
Многие путают думая, что пайка и сварка металлов это одно и то же. Однако они сильно заблуждаются, ведь основное отличие пайки от сварки в том, что при пайке металл не расплавляется.
Технология пайки кардинально отличается от сварки в виду особенностей и специфики применяемого оборудования. Для сварки металлов применяется куда более сложное оборудование, чем для пайки.
Однако это еще ничего не значит, и порой выпаять микросхему или перепаять зарядное гнездо в телефоне гораздо сложнее, чем сварить забор из профильной трубы. В чем особенности и отличия пайки от сварки? Какое оборудование применяется для этих двух технологических процессов?
В чем отличия пайки от сварки
При сварке же происходит расплавление металлов и их соединение друг с другом на молекулярном уровне. Это делает соединение более надежным, крепким и долговечным, хотя и меняет структуру металла в целом.

Поэтому можно сказать так: пайка даёт возможность соединять мелкие детали без какого-либо вреда. При этом прочность соединения во многом зависит от припоя, а также способа соединения спаиваемых элементов. Для сварки используются инверторы и газовое оборудование, для пайки — паяльные станции, горелки и паяльники.
Где применяется пайка, а где сварка металлов
Пайка занимает второе место по популярности соединения металлов после сварки. Она нашла широкую востребованность во многих областях, а в некоторых, и вовсе, пайка занимает лидирующую позицию.
Например, невозможно представить сегодня IT-промышленность без пайки. Здесь пайка широко применяется для соединения электросхем и радиодеталей. Без неё не получится спаять медные трубы на отопление и водоснабжение. Широко пайка применяется и при кузовном ремонте.

Сварка же металлов в основном востребована в строительной сфере, однако не меньшую популярность в последнее время она завоевала и в быту. В основном применяется она для соединения черных металлов, а также там, где нужно собирать большие металлоконструкции.
Виды пайки
В техническом плане очень сложно определить классификацию пайки из-за немалого количества параметров. Пайка подразделяется не только по способу заполнения зазоров припоем, но и по типу кристаллизации шва, методу удаления оксидной пленки, а также по многим другим параметрам.
Поэтому основная классификация пайки характеризуется температурой плавления припоя. По данному параметру существующие виды пайки можно классифицировать следующим образом.
Читайте также: