Материалы и аппаратура для газовой сварки
Обновлено: 17.05.2024
При газовой сварке расплавление основного и присадочного металла осуществляется в результате использования тепла, которое выделяется при сгорании в атмосфере кислорода горючих газов, паров бензина или керосина в специальных горелках. Регулируя соотношение горючих веществ и кислорода, можно получить различные виды пламени: нормальное (восстановительное), окислительное и науглероживающее, и за счет этого выполнять сварку без дополнительных покрытий или флюсов. Газовую сварку применяют, главным образом, при небольших объемах работ, изготовлении тонкостенных изделий, трубопроводных и сантехнических работах и т.д.
1. Газы для газопламенной обработки, их свойства и условия хранения
Для сварки используют горючие вещества, свойства которых приведены в табл. 1, а возможности их использования при сварке различных материалов — в табл. 2.
Наибольшая температура достигается при сгорании газов в атмосфере кислорода — газообразного 1, 2, 3 сорта согласно ГОСТ 5583-78 и жидкого 1 и 2 сорта по ГОСТ 6331-78.
Таблица 1. Свойства горючих газов, их заменителей, кислорода и условия их хранения
*1 При подогревании смеси.
Таблица 2. Возможность использования различных горючих веществ для газовой сварки материалов
- «+», «–», «±» — использование данного горючего газа целесообразно, нецелесообразно и ограничено соответственно.
- Для сварки используется осветительный керосин. При работе на тракторном керосине сварочная аппаратура забивается смолистыми веществами.
2. Оборудование и аппаратура для сварки
Основным инструментом газосварщика является сварочная горелка — устройство для смешивания горючего газа или паров горючей жидкости с кислородом и создания сварочного пламени (табл. 3). Технические характеристики безынжекторных и инжекторных горелок согласно ГОСТ 1077-79 приведены в табл. 4 и 5, сварочных горелок, работающих на газах (заменителях ацетилена), — в табл. 6.
Кроме того, практикуется использование специальных комплектов для сварочных и резательных работ (табл. 7).
Таблица 3. Технические характеристики универсальных ацетилено-кислородных горелок
*1 Горелка типа Г1 — безынжекторные, остальных типов — инжекторные.
*2 Горелка ГС-4 предназначена для подогрева. Конструкция горелки Г2-04 подобна конструкции ранее выпускающимся горелкам Г2-02, «Звездочка», «Малютка».
Таблица 4. Техническая характеристика безынжекторных горелок типа Г1
Таблица 5. Технические характеристики инжекторных горелок
Таблица 6. Технические характеристики горелок сварочных на газах — заменителях ацетилена
*Горелка ГЗУ-3 универсальная; ГЗУ-4 — для сварки чугуна и цветных металлов (кроме меди), а также наплавки, пайки, нагрева; ГД-Д1 — газовоздушная горелка с максимальной температурой нагрева до 700 о С, массой 0,35 кг.
Таблица 7. Газосварочные комплекты
Примечание. В состав комплекта КГС-1-72 входят горелка Г2-04 и резак вставной РГМ-70, комплекта КГС-2А — горелка Г3-03 и резак вставной РГС-70. В оба комплекта входят сменные наконечники, мундштуки и футляр.
Для питания горелок ацетиленом используют как баллонный, так и газ передвижных генераторов (табл. 8). В зависимости от размеров кусков карбида кальция выход ацетилена составляет 210…375 л/ч при времени разложения 5…13 мин.
Таблица 8. Технические характеристики передвижных генераторов ацетилена
В стационарных условиях пользуются специальными газоразборными постами (табл. 9).
Таблица 9. Технические характеристики газоразборных постов
Сварка с использованием флюса выполняется с помощью специального поста УФП-1, который осуществляет подачу в пламя горелки паров флюса БМ-1, при сгорании которых образуется флюсовое вещество — оксид бора.
Пост УФП-1 включает газораздаточные посты ПГУ-5 и ПГК-10, флюсопитатель ФГФ-3, осушитель ацетилена ОАФ-3, экономизатор и рукава. Наибольший расход кислорода и ацетилена — 3,2 м 3 /ч, флюса — 30…100 г на 1 м 3 горючего газа, емкость резервуара флюсопитателя — 5,2 л, масса силикагеля в осушителе — 5,3 кг.
Для мелких работ используют переносные установки, например ПГУ-3 (табл. 10).
Таблица 10. Технические характеристики переносной установки ПГУ-3 для сварки, пайки и резки металлов
К баллону присоединяется редуктор для снижения давления газа до рабочего значения; его тип выбирается в зависимости от заданного расхода газа (табл. 11, 12).
Таблица 11. Характеристики редукторов для малых расходов газа (для сварки горелкой ГС-1 с наконечником 000,00,0)
Таблица 12. Характеристики редукторов для газопламенной обработки
Примечание. Цифра в обозначении типоразмера — наибольшая пропускная способность (м 3 /ч) при наибольшем рабочем давлении. Первая буква — назначение редуктора: Б — баллонный, С — сетевой, Р — рамповый, Ц — центральный (магистральный), У — универсальный высокого давления. Вторая буква — редуцируемый газ: К — кислород, А — ацетилен. П — пропан, В — воздух, М — метан. Третья буква — код числа ступеней редуцирования и способа задачи рабочего давления: О — одноступенчатый с пружинным заданием, З — одноступенчатый со специальным задатчиком, Н — одноступенчатый с заданием рабочего давления от специальных пневмокамер, Д — двухступенчатый.
Газы из баллона подаются к резаку по специальным рукавам(табл. 13.), на их пути после редуктора устанавливают предохранительные устройства для зашиты сварочных постов — постовые затворы (наиболее компактным и надежным из них является ЗСУ-1) и обратные клапаны (табл. 14). Последние используют при работе на газах — заменителях ацетилена АЗС-1, АЗС-3 и для горючих жидкостей ЛКО-1.
Обратные клапаны типа ЛЗС и жидкостные предохранительные затворы — защитные устройства гравитационного действия, они должны устанавливаться строго вертикально, а обратный клапан ЛКО присоединяться к рукоятке керосинореза.
Таблица 13. Рукава для газовой сварки и резки (ГОСТ 9356-75)
Пламегасители (табл. 14) устанавливаются на входных штуцерах рычагов, горелок, напыляющих устройств стационарных машин и установок для газопламенной обработки и служат препятствием для попадания обратного удара пламени в рукав, соединяющий огневую аппаратуру с предохранительным устройством (основным затвором или газовым коллектором газопотребляющего агрегата).
Таблица 14. Технические характеристики предохранительных устройств
3. Материалы и технология сварки сталей
Ниже перечислены основные параметры режима газовой сварки.
- Тепловая мощность сварочного пламени определяется расходом ацетилена, который проходит через горелку за один час и регулируется сменными наконечниками горелки; мощность можно подсчитать по формуле: QА= А s, где QА — расход ацетилена, л/ч; s — толщина металла, мм; А — эмпирический коэффициент: для углеродистых сталей А = 100…130, для меди А = 150…200, для алюминия А = 100…150. Мощность горелки при правом способе сварки выбирают из расчета 120…150 л/час ацетилена, а при левом —100…130 л/ч на 1 мм толщины свариваемого металла.
- Способ сварки — правый и левый. При правом способе сварку ведут слева направо, пламя направляют на сваренный участок шва, а присадочную проволоку перемещают вслед за горелкой. Этот способ обеспечивает лучшую защиту сварочной ванны от кислорода и азота воздуха, большую глубину провара, замедленное охлаждение металла шва; производительность выше на 20…25 %, а расход газа на 15…20 % меньше. При левом способе сварку ведут справа налево, пламя направляют на еще незаваренные кромки металла, а присадочную проволоку перемещают впереди пламени. При этом сварщик лучше видит свариваемый металл: предварительный подогрев кромок способствует хорошему перемешиванию сварочной ванны. Применяется для сварки тонколистовых и легкоплавких металлов.
- Вид пламени зависит от соотношения β = vO2 : vC2 H2. Для нормального пламени β = 1…1,3; для окислительного пламени β > 1,3; для науглероживающего пламени β < 1,1. Газосварщик устанавливает и регулирует вид пламени на глаз. Нормальным пламенем сваривают большинство сталей, окислительным пользуются при сварке латуни, науглероживающим сваривают чугун.
- Марка и диаметр присадочной проволоки. Марка проволоки должна соответствовать составу свариваемого металла; диаметр ее выбирают в зависимости от толщины свариваемого металла и способа сварки. При правом способе d = s/2, но не более 6 мм, при левом способе d = s/2 + 1, где s — толщина металла.
- Скорость нагрева регулируется сменой угла наклона мундштука к поверхности металла Чем толще металл и больше его теплопроводность, тем больше угол наклона.
- Манипулирование концом мундштука горелки — поперечное и продольное; основным является продольное, поперечное движение служит для прогрева кромок основного металла и получения шва необходимой ширины.
- Флюс применяется для защиты расплавленного металла от окисления и удаления из него оксидов и вводится различными способами: подсыпают совком, приготавливают пасты и наносят на кромки деталей и присадочную проволоку, вводят непосредственно в сварочное пламя через горелку в порошкообразном или газообразном виде. В качестве флюсов используют борную кислоту, оксиды и соли бария, калия, лития и др.
Газовой сваркой можно выполнять все виды сварных швов во всех пространственных положениях. Параметры подготовки кромок стыковых швов приведены в табл. 15. Технологические рекомендации относительно сварки сталей приведены в табл. 16.
Таблица 15. Подготовка кромок при сварке стыковых швов
Таблица 16. Технологические параметры сварки сталей
Аустенитные хромоникелевые стали сваривают быстро, без подогрева, околошовную зону защищают мокрым асбестом. Сразу после сварки необходимо охлаждение водой или сжатым воздухом.
Качество соединений удовлетворительное при толщине стали до 2 мм. Стали типа Х13 сваривают с местным подогревом до 200… 250 °С (тонкий лист — левым способом, более толстый — только правым).
Примечания. 1. Высокоуглеродистые стали сваривают нормальным или слабонауглероживающим пламенем, остальные стали — нормальным пламенем. 2. Диаметр проволоки при сварке сталей толщиной до 15 мм равен половине толщины стали для правого способа и половине толщины плюс 1 мм — для левого. Сталь толщиной более 15 мм сваривают проволокой диаметром 6…8 мм.
4. Технология сварки чугуна и цветных металлов и сплавов
Несмотря на высокую трудоемкость, низкую производительность и тяжелые условия труда, это весьма эффективный способ сварки чугуна вследствие «мягкого» введения тепловой мощности в основной металл. Области применения этого способа зависят от характера дефектов и требований к качеству наплавленного металла (табл. 17). Присадочным металлом служат чугунные прутки (см. табл. 15, 18) в сочетании с флюсами разных марок (табл. 19). Сварка выполняется нормальным пламенем с предварительным подогревом детали до температуры 650 о С на режиме, приведенном в табл. 20.
Таблица 17. Области применения различных способов сварки чугуна
Примечание. При пайко-сварке основной металл не доводится до расплавления.
Таблица 18. Марка и назначение чугунных прутков
Примечание. Размеры прутков всех марок, мм: диаметр 6…(8…16); длина 350…450.
Таблица 19. Составы флюсов для сварки и пайко-сварки чугуна, %
Примечание. Назначение флюсов: ФСЧ-1 — газовая сварка, ФСЧ-2 — пайко-сварка чугуном, ФПСН-1 — пайко-сварка бескремнистыми латунями, ФПСН-2 — пайко-сварка кремнистыми латунями и сплавом ЛОМНА, МАФ-1 — пайко-сварка чугуном и сплавами на медной основе, БМ-1 — газообразный флюс для газовой сварки.
Таблица 20. Технологические параметры горячей газовой сварки чугуна
| Наконечник ацетиленовой горелки: | |||
| площадь дефекта, см 2 | До 5 | 5…25 | Свыше 25 |
| номер наконечника | 5 | 6 | 7 и 8 |
| Присадочный пруток: | |||
| площадь дефекта, см 2 | До 20 | 20…60 | Свыше 60 |
| диаметр прутка, мм | 6…8 | 10…12 | 14…16 |
| Пламя | Нормальное | ||
| Температура предварительного подогрева, общего или частичного | 650 о С | ||
Сначала подогревают основной металл вокруг дефекта до светло-красного цвета, затем оплавляют поверхность разделки и ванным способом заполняют ее присадочным металлом, погружая его во флюс.
Охлаждение замедленное: отвести горелку на 50…100 мм, задержать 1…2 мин, потом закрыть деталь асбестом и горячим песком или загрузить ее в печь, нагретую до 650…750 °С и вместе с ней охладить.
При пайке-сварке процесс ведут нормальным пламенем на 4-м и 5-м номере наконечника горелки, не расплавляя основного металла. Присадочным материалом служат стандартные латунные прутки (см. табл. 6), а в качестве флюса применяют марки ФПСН-1, ФПСН-2, МАФ-1. При этом максимальная температура нагрева основного металла должна быть не более 850…950 °С, индикатором ее достижения является расплавление флюса. Кромки засыпают флюсом и облуживают участками, натирая прутком латуни. Затем в горячей зоне пламени расплавляют присадочный металл и заполняют разделку, а горячий металл проковывают.
Медь и ее сплавы сваривают, в основном, ацетилено-кислородным пламенем, газы-заменители используют только для сварки металлов малой толщины. Мощность пламени сварки увеличивают почти вдвое по сравнению с пламенем сварки стали, металлы большой толщины сваривают двумя или тремя горелками одновременно (две из них служат для подогрева) одним слоем с максимальной скоростью во избежание роста зерна и образования пор. Медь и бронзу сваривают нормальным пламенем, а латунь — окислительным для снижения растворения водорода в жидком металле и уменьшения интенсивности испарения цинка.
В качестве присадки используют медную проволоку с 0,2 % фосфора, иногда с 0,15…0,3 % кремния, выступающими в роли раскислителей. При сварке медных сплавов, в состав которых входят активные раскислители (А1, Si, Мn), можно использовать присадку того же состава. В качестве флюса применяют составы на основе буры и борной кислоты. Диаметр присадки выбирают в зависимости от толщины свариваемого металла:
| Толщина, мм | 1,5 | 1,5…2,5 | 2,5…4 | 4…8 | 8…15 | 15 |
| Диаметр присадки, мм | 1,5 | 2 | 3 | 4…5 | 6 | 8 |
Медь толщиной до 3 мм сваривают без разделки кромок с зазором до 1 мм. Если металлы большой толщины, то выполняют V-образную разделку с углом 60…70 о , притуплением 1,5 мм и зазором не более 1,5 мм. Пламя горелки направляют под прямым углом к свариваемым деталям, расстояние от ядра до поверхности не более 5…6 мм. Сварку ведут левым способом без остановок. После окончания для получения мелкозернистой пластичной структуры рекомендуется проковка. Изделие из латуни и бронзы рекомендуют после сварки подвергнуть отжигу при температурах 600…700 о С и 500…600 о С соответственно.
Никель и его сплавы сваривают, используя нормальное или слегка восстановительное пламя при расходе ацетилена 120…130 л/мин на 1 мм толщины.
В качестве присадки применяют никелевую проволоку, легированную 3 % марганца. Флюсом служит как чистая бура, так и многокомпонентный флюс (30 % буры, 50 % борной кислоты, 10 % NaCl, 10 % KCl). Сварку нихрома выполняют быстро, без перерывов, мощность пламени 50…70 л/ч на 1 мм толщины в сочетании с многокомпонентным флюсом, приведенным выше. После сварки для увеличения пластичности и вязкости сварного соединения рекомендуется проводить нормализацию при температуре 825…900 о С.
Свинец сваривают нормальным пламенем при расходе ацетилена 50… 100 л/ч. В качестве присадки используют круглые свинцовые прутки или «лапшу», нарезанную из листов длиной не более 400 мм. Диаметр присадки зависит от толщины свариваемого металла:
| Толщина, мм | 3 | 6 | 8 | 10…12 |
| Диаметр присадки, мм | 0,8…1,2 | 1,5…2 | 2,5…3 | 4…8 |
Металл толщиной до 4 мм сваривают без разделки и зазора, металл большей толщины разделывают под углом 60…90 о без зазора. В качестве флюса используют смесь стеарина с канифолью, им натирают кромки листов и поверхность присадочных прутков. При толщине листов более 2 мм сварку ведут несколькими слоями левым способом. В многопроходных швах первый шов выполняют без присадки.
Сварка алюминия и его сплавов выполняется после сложной предварительной подготовки (см. в § 4). Сварку ведут нормальным пламенем с расходом ацетилена 100 л/ч на 1 мм толщины металла. Номер наконечника и диаметр присадки выбирают в зависимости от толщины свариваемого металла:
| Толщина, мм | 1…1,5 | 2…4 | 4…6 | 7…9 | 10…12 | 14…16 |
| Номер наконечника | 1 | 2 | 3 | 4 | 5 | 6 |
| Диаметр присадки, мм | 1,5…2 | 2…3 | 3…4 | 4…4,5 | 4,5…5,5 | 5…5,5 |
Сварку чистого алюминия ведут проволокой марки Св-АВ00, сплавов AMг, АМц — проволокой АМГ3, АМГ5, литейных сплавов — проволокой марок СвАК3, СвАК5. В качестве флюса применяют марку АФ-4 а состоящего из хлористых и фтористых солей калия, натрия и лития. Сварку ведут левым способом, металл толщиной до 4 мм сваривают за один проход, более толстый — несколькими проходами с общим или местным предварительным подогревом до 250…300 о С. После сварки остатки флюса удаляют, промывая швы и околошовную зону теплой или слегка подкисленной водой (2 %-ным раствором хромовой кислоты). При заварке дефектов силуминового литья нужен предварительный подогрев до 300 о С и последующий отжиг изделия.
Газы для проведения сварки и резки металлов
Кислород при газовой сварке способствует интенсивному горению горючих газов и получению высокотемпературного пламени. При горении газов в воздухе температура пламени значительно ниже, чем при горении в кислороде. При газовой сварке применяют газообразный технический кислород трех сортов.
Первый сорт характеризуется чистотой не ниже 99,7 % по объёму, второй сорт – не ниже 99,5 %, а третий сорт – не ниже 99,2 %. Технический кислород содержит примеси, состоящие из азота и аргона. Следует учесть важное значение чистоты кислорода при сварке и резке металла. Снижение чистоты кислорода на 1 % не только ухудшает качество сварного шва, но и требует увеличения расхода кислорода на 1,5 %.
Кислород при атмосферном давлении и нормальной температуре представляет собой газ без цвета и запаха с плотностью 1,43 кг/м 3 . Его получают из воздуха методом низкотемпературной ректификации, основанным на разности температур кипения основных составляющих воздуха – азота (–195,8 °C) и кислорода (–182,9 °C). Воздух переводят в жидкое состояние и затем постепенным повышением температуры испаряют азот (78 %). Оставшийся кислород (21 %) очищают многократным процессом ректификации.
Ацетилен в газосварочном производстве получил наибольшее распространение благодаря важным для сварки качествам – высокой температуре пламени, большой теплоте сгорания. Он представляет собой химическое соединение углерода с водородом (С2Н2). Это бесцветный газ с характерным запахом, обусловленным наличием примесей – сероводорода, фтористого водорода и др. Ацетилен взрывоопасен при следующих условиях: нагревании до 480–500 °C, давлении 0,14–0,6 МПа, наличии 2,3–80,7 % ацетилена в смеси с воздухом, наличии 2,8–93 % ацетилена в смеси с кислородом.
Ацетилен получают при взаимодействии карбида кальция с водой по реакции:
карбид кальция получают путем сплавления в электропечах кокса и обожженной извести:
СаО + 3С = СаС2 + СО.
Карбид кальция очень активно вступает в реакцию с водой, реагируя даже с парами воды, насыщающими воздух. Поэтому его хранят и транспортируют в герметически закрытых стальных барабанах, содержащих 50–130 кг карбида. Из 1 кг карбида кальция в зависимости от сорта и грануляции получают 235–280 л ацетилена. Следует иметь в виду, что мелкий и пылеобразный карбид кальция применять запрещается – он взрывоопасен. Для взаимодействия 1 кг карбида кальция теоретически необходимо 0,56 л воды, практически берут 7–20 л воды для обеспечения охлаждения ацетилена и безопасной работы генератора.
Водород – газ без цвета и запаха. В смеси с кислородом или воздухом он образует взрывчатую смесь (гремучий газ), поэтому требует строгого соблюдения правил техники безопасности.
Водород хранится и транспортируется в стальных баллонах при максимальном давлении 15 МПа. Получают его электролизом воды или в специальных водородных генераторах путем воздействия серной кислотой на железную стружку или цинк.
Пиролизный газ – смесь газообразных продуктов термического разложения нефти, нефтепродуктов или мазута. Содержит вредные сернистые соединения, вызывающие коррозию мундштуков горелок и резаков, поэтому требует тщательной очистки.
Нефтяной газ – смесь горючих газов, являющихся побочным продуктом нефтеперерабатывающих заводов. Его применяют для сварки, резки и пайки сталей толщиной до 3 мм и сварки цветных металлов.
Природный газ получают из газовых месторождений. Он состоит в основном из метана (93–99 %).
Пропанабутановую смесь получают при добыче и переработке естественных нефтяных газов и нефти. Хранят и транспортируют в сжиженном состоянии в баллонах вместимостью 40 и 55 л под давлением 1,6–1,7 МПа. Жидкой смесью заполняют только половину баллона, так как при нагреве значительное повышение давления может привести к взрыву.
Бензин и керосин используют при газопламенной обработке в виде паров. Для этой цели горелки и резаки имеют специальные испарители, которые нагреваются от вспомогательного пламени или электрическим током.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Оборудование для плазменно-дуговой сварки, резки, напыления:
Оборудование для плазменно-дуговой сварки, резки, напыления: • источник питания плазменной дуги с вертикальной вольт-амперной характеристикой;• плазменная горелка-плазмотрон;• системы подачи газа и охлаждения горелки;• порошковый питатель (для
Оборудование для лазерной сварки и резки:
Оборудование для лазерной сварки и резки: • высоковольтный выпрямитель для питания ламп накачки;• блок конденсаторов;• блок поджига газового разряда;• собственно лазерная головка (активный элемент, отражатель, лампы накачки);• оптическая система для фокусировки,
Эффективные методы проведения сварки
Эффективные методы проведения сварки Метод опирания, или сварка с глубоким проплавлением Электрод с утолщенным покрытием используют для получения глубокого проплавления. Стержень электрода плавится быстрее покрытия, в итоге чего на конце электрода образуется
Оборудование и аппаратура для проведения газовой сварки
Оборудование и аппаратура для проведения газовой сварки Газовой сваркой называется сварка плавлением, при которой нагрев кромок соединяемых частей и присадочного материала производится теплотой сгорания горючих газов в кислороде. Классифицируется газовая сварка по
Сущность процесса кислородной резки
Сущность процесса кислородной резки Кислородная резка (рис. 78) основана на свойстве металлов и их сплавов сгорать в струе технически чистого кислорода. Рис. 78. Газокислородная резка:1 – разрезаемый металл; 2 – струя режущего кислорода; 3 – горючая смесь; 4 – режущий
Оборудование для кислородной резки
Оборудование для кислородной резки Резаки классифицируют:• по назначению – универсальные и специальные;• по принципу смешения газов – инжекторные и безынжекторные;• по виду резки – для разделительной и поверхностной резки;• по применению – для ручной и машинной
Техника резки
Техника резки На поверхности разрезаемого металла могут быть грязь, краска, окалина и ржавчина, поэтому она должна быть хорошо очищена. Для удаления окалины, краски и масла достаточно медленно провести пламенем горелки или резака по поверхности металла вдоль намеченной
Глава 12 Технология проведения сварки под флюсом и оборудование для нее
Глава 12 Технология проведения сварки под флюсом и оборудование для нее Сущность сварки под флюсом Сваркой под флюсом называется дуговая сварка, при которой дуга горит под слоем сварочного флюса, обеспечивающего защиту сварочной ванны от контакта с
Глава 13 Технология проведения дуговой сварки в защитных газах
Глава 13 Технология проведения дуговой сварки в защитных газах Сущность дуговой сварки в защитных газах Сущностью и отличительной особенностью дуговой сварки в защитных газах является защита расплавленного и нагретого до высокой температуры основного и электродного
Глава 14 Технология проведения контактной сварки
Глава 14 Технология проведения контактной сварки Сущность контактной сварки Контактной сваркой называется сварка с применением давления, при которой нагрев производится теплотой, выделяющейся при прохождении электрического тока через находящиеся в контакте
Глава 16 Технология производства сварки цветных металлов и их сплавов
Глава 16 Технология производства сварки цветных металлов и их сплавов Особенности сварки цветных металлов Цветные металлы и сплавы по своим физико-химическим свойствам резко отличаются от сталей, что необходимо учитывать при выборе вида сварки и технологии. По
Особенности сварки цветных металлов
Особенности сварки цветных металлов Цветные металлы и сплавы по своим физико-химическим свойствам резко отличаются от сталей, что необходимо учитывать при выборе вида сварки и технологии. По химической активности, температурам кипения и плавления, теплопроводности,
Глава 18 Технология электродуговой резки
Глава 18 Технология электродуговой резки Резка плавящимся электродом Резка стальным электродом основана на выплавлении металла из зоны резания теплотой электрической дуги, возбуждаемой между электродом и разрезаемым металлом. Этот способ широко применяется для
9.3. Средства для электросварки и резки стали под водой
9.3. Средства для электросварки и резки стали под водой Для электросварки и резки стали под водой применяются специальные электрододержатели и электроды. Электрический ток к электрододержателю и массе металла (обратный провод) подается с поверхности по кабелю сечением
Материалы и оборудование для газопламенной обработки металлов:
Материалы и оборудование для газопламенной обработки металлов:
• кислород и горючий газ в специальных баллонах или генератор для его получения;
• аппаратура управления (редукторы, манометры);
• сварочные горелки или резаки в комплектах со шлангами для подачи газов;
• присадочная проволока для сварки или наплавки;
• очки-светофильтры с затемненными стеклами;
• набор инструментов: молоток, набор ключей для баллонов и горелок, стальные щетки, костюм для сварщика и перчатки;
• сварочный стол или приспособления для сборки и фиксации деталей;
• инструменты для измерения и разметки;
7.7. ЗАЩИТА ОТ ИДЕОЛОГИЧЕСКОЙ ОБРАБОТКИ
7.7. ЗАЩИТА ОТ ИДЕОЛОГИЧЕСКОЙ ОБРАБОТКИ Правила защиты от допросов противника в равной степени применимы для защиты от идеологической обработки. Если допрашивающий не может побудить вас дать больше сведений, чем фамилия, звание, личный номер и дата рождения, очевидно, что
Инструмент для обработки поверхности
Инструмент для обработки поверхности При окончательной обработке поверхности резчики часто оставляют на дереве следы ножа, стамески – того инструмента, который оказался последним при создании рельефа, образа. Это соответствует традиционному подходу к древесине.
УРОВНИ ОБРАБОТКИ ИНФОРМАЦИИ
УРОВНИ ОБРАБОТКИ ИНФОРМАЦИИ Эмма и Мелани повторяют свои знания перед экзаменом по французскому языку. Мелани пытается заучить слова посредством многочисленного повторения, надеясь, что вспомнит их во время экзамена. Эмма использует другую тактику и старается понять
Способы обработки возражений
Способы обработки возражений Целью обработки возражений является смещение фокуса внимания партнера в нужную для Вас сторону. Возражение обработано тогда, когда фокус внимания смещен. Для этого в нашем распоряжении 14 лингвистических паттернов
Оптимальность кулинарной обработки
Оптимальность кулинарной обработки Для рационального питания очень важна правильная кулинарная обработка пищевых продуктов. Возможно, вы обратили внимание в табл. 3.11, 3.12 на то, что, как правило, приготовленный продукт имеет большую калорийность, чем сырой. И это только
Материалы и оборудование для производства работ электродуговой сваркой:
Материалы и оборудование для производства работ электродуговой сваркой: • источник питания сварочной дуги;• сварочный и питающий кабели, электрододержатель;• принадлежности сварщика – спецкостюм, маска с защитным стеклом;• сварочный стол или приспособления для
Раздел шестой. Оборудование рейдов и гаваней. Докование Глава 14. Оборудование рейдов и гаваней 14.1. Рейдовые бочки и бридели
Раздел шестой. Оборудование рейдов и гаваней. Докование Глава 14. Оборудование рейдов и гаваней 14.1. Рейдовые бочки и бридели Стоянка кораблей на рейдовых бочках обеспечивает более быструю съемку, чем с якоря, большую надежность стоянки, возможность стоянки большего
Технология газовой сварки металлов: материалы, техника
Такому способу соединения металлических деталей, как газовая сварка, уже более сотни лет. На протяжении этого времени данная технология продолжает успешно совершенствоваться, хотя другие методы сварки, в которых используется электрическая дуга, развиваются более активно и вытесняют сварку, в которой используется газовая горелка.

Плюсы и минусы газовой сварки
Такой метод соединения металлов, как газовая сварка, предполагает плавление соединяемых материалов, в результате чего формируется гомогенная структура. Горение газа, за счет которого и осуществляется нагрев и расплав металла, обеспечивается за счет введения в газовую смесь чистого кислорода. Такой метод соединения металлов отличается целым рядом преимуществ.
- Этот способ сварки не требует использования сложного оборудования (сварочного инвертора или полуавтоматического аппарата).
- Все расходные материалы для осуществления такой сварки несложно приобрести.
- Газовая сварка (соответственно, и газовая сварка труб) может выполняться даже без мощного источника энергии и порой без специальных защитных средств.
- Процесс такой сварки хорошо поддается регулированию: можно устанавливать требуемую мощность пламени горелки, контролировать степень нагрева металла.
У данного метода есть и недостатки.
- Металл нагревается очень медленно, в отличие от использования электрической дуги.
- Зона тепла, которая формируется газовой горелкой, является очень широкой.
- Очень сложно концентрировать тепло, создаваемое газовой горелкой, оно является более рассеянным, по сравнению с электродуговым способом.
- Газовую сварку можно отнести к достаточно дорогостоящим методам соединения металлов, если сравнивать ее с электродуговой сваркой. Стоимость затраченного кислорода и ацетилена значительно перекрывает цену электричества, затрачиваемого для сварки однотипных деталей.
- При сварке толстых металлических деталей значительно снижается скорость выполнения соединения. Обусловлено это тем, что концентрация тепла при использовании газовой горелки очень низкая.
- Газовая сварка плохо поддается автоматизации. Механизировать можно лишь процесс газовой сварки тонкостенных труб или резервуаров, который выполняется с использованием многопламенной горелкой.

Газовая сварка трубы из нижнего положения
Материалы для выполнения сварки с использованием газа
Технология газовой сварки предполагает использование различных типов газов, выбор которых зависит от целого ряда факторов.
Одним из газов, используемых для сварки, является кислород. Характеризуется этот газ отсутствием цвета и запаха, он выступает в качестве катализатора, активизируя процессы плавления соединяемого или разрезаемого материала.
Для того чтобы хранить и транспортировать кислород, используются специальные баллоны, в которых он содержится под постоянным давлением. При контакте с техническим маслом кислород может воспламениться, поэтому следует исключить саму возможность такого контакта. Баллоны, в которых содержится кислород, необходимо хранить в помещениях, защищенных от источников тепла и солнечного света.
Получают сварочный кислород путем его выделения из обычного воздуха, для чего используются специальные устройства. В зависимости от степени своей чистоты кислород бывает трех типов: высший (99,5%), первый (99,2%) и второй (98,5%) сорт.
Для различных манипуляций с металлами (сварки и резки) также применяется бесцветный газ ацетилен C2H2. При определенных условиях (давлении, превышающем 1,5 кг/см2 и температуре свыше 400 градусов) данный газ может самопроизвольно взорваться. Получают ацетилен при взаимодействии карбида кальция и воды.
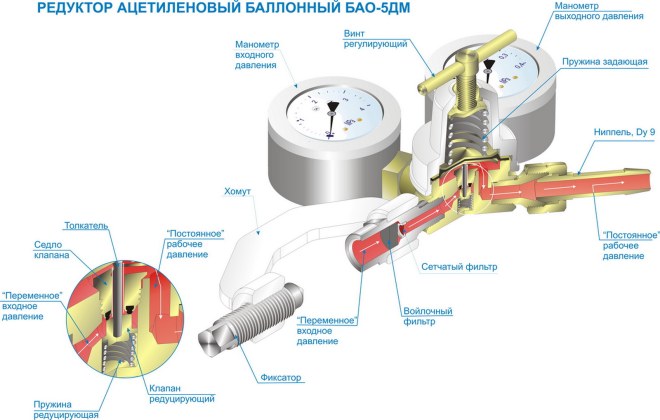
Устройство ацетиленового редуктора
Преимущество использования ацетилена при сварке металлов заключается в том, что температура его горения позволяет без проблем осуществлять этот процесс. Между тем использование более дешевых газов (водород, метан, пропан, керосиновые пары) не дает возможности получить такую высокую температуру горения.
Проволока и флюс для выполнения сварки
Для осуществления сварки металлов, кроме газа, необходимы также проволока и флюс. Именно за счет этих материалов создается сварочный шов, формируются все его характеристики. Проволока, которая используется для сварки, должна быть чистой, без признаков коррозии и краски на ее поверхности. В отдельных случаях в качестве такой проволоки можно использовать полоску того же металла, который подвергается свариванию. Для того чтобы обеспечить защиту сварочной ванны от внешних факторов, необходимо использовать специальный флюс. В качестве такого флюса часто используются борная кислота и бура, которые наносятся непосредственно на поверхность свариваемого металла или на используемую для сварки проволоку. Без флюса может выполняться газовая сварка углеродистой стали, а при соединении деталей из алюминия, меди, магния и их сплавов такая защита необходима.
Оборудование для газовой сварки
Технология газовой сварки предполагает использование определенного оборудования.

Оборудование необходимое для сварки
Водяной затвор необходим для обеспечения защиты всех элементов оборудования (генератор ацетилена, трубы) от обратной тяги огня из горелки. Такой затвор, вода в котором должна находиться на определенном уровне, размещается между газовой горелкой и генератором ацетилена.
Баллон, в котором содержится газ
Такие баллоны окрашиваются разной краской в зависимости от того, какой газ в них планируется хранить. Между тем верхняя часть баллона не красится, чтобы исключить контакт газа с компонентами краски. Следует также иметь в виду, что на баллоны, в которых хранится ацетилен, нельзя устанавливать вентили из меди, так как это может привести к взрыву газа.
Он используется для снижения давления газа, выходящего из баллона. Редукторы могут быть прямого или обратного действия, а для сжиженного газа используются модели с оребрением, которые исключают его вымерзание при выходе.
Газовую сварку невозможно выполнять без использования специальных шлангов, по которым может подаваться как газ, так и горючие жидкости. Такие шланги делятся на три категории, маркируемые 1) красной полосой (работают при давлении до 6 атмосфер), 2) желтой полосой (для подачи горючих жидкостей), 3) синей полосой (работают при давлении до 20 атм).
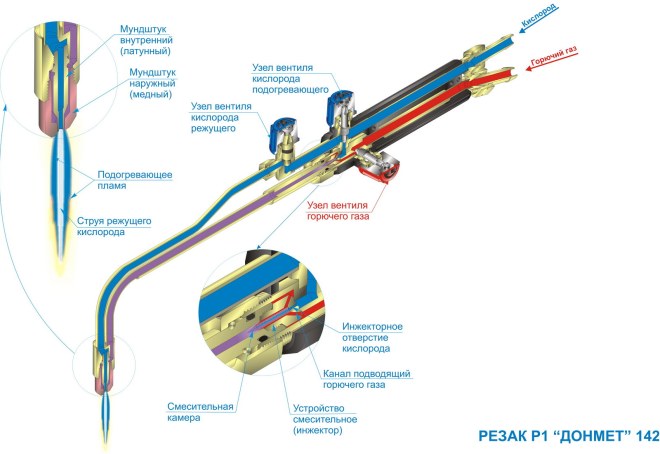
Устройство газосварочного резака
Смешивание газов и их горение обеспечивается за счет использования горелки, которая может быть инжекторного и безинжекторного типа. Классифицируются горелки и по своей мощности, которая характеризует количество газа, пропускаемого в единицу времени. Так, бывают горелки большой, средней, малой и микромалой мощности.
Газовую сварку осуществляют на специально обустроенном месте, которое называется постом. По сути, таким местом является стол, который может быть с поворотной или фиксированной столешницей. Этот стол, оснащенный вытяжной вентиляцией и всем необходимым для хранения вспомогательного инструмента, значительно облегчает труд сварщика.
Особенности выполнения газовой сварки
Регулировка параметров пламени осуществляется при помощи редуктора, который позволяет менять состав газовой смеси. При помощи редуктора можно получать пламя трех основных типов: восстановительное (используемое для сварки практически всех металлов), окислительное и с повышенным количеством горючего газа. При сварке металлов в расплавленной ванне протекают одновременно два процесса – окисление и восстановление. При этом при сварке алюминия и магния окислительные процессы протекают активнее.
Сам сварочный шов и участок, прилегающий к нему, характеризуется разными параметрами. Так, участок металла, прилегающий к шву, отличается минимальной прочностью, именно он наиболее склонен к разрушению. Прилегающий к данной зоне металл имеет структуру с крупными зернами.
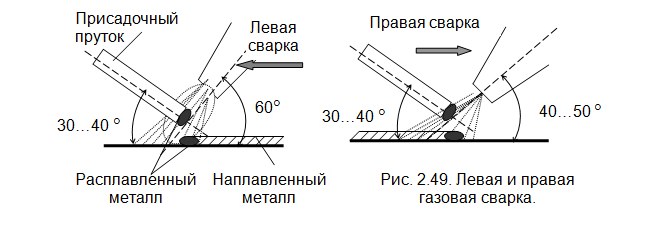
Схема газовой сварки
Чтобы улучшить качество шва и зоны, которая к нему прилегает, выполняют дополнительный нагрев или так называемую термическую ковку металла.
Технологии сварки различных металлов имеют свои нюансы.
- Газовую сварку деталей из низкоуглеродистой стали выполняют с помощью любого газа. В качестве присадочного материала при сварке таких сталей используется проволока из стали, содержащей небольшое количество углерода.
- Методы сварки легированных сталей выбираются в зависимости от их состава. Так, нержавеющие жаропрочные стали варятся с использованием проволоки, содержащей хром и никель, а отдельные марки требуют применения присадочного материала, дополнительно содержащего молибден.
- Чугун варится науглероживающим пламенем, которое предотвращает пиролиз кремния и образование зерен хрупкого белого чугуна.
- Для сварки меди необходимо использовать пламя большей мощности. Кроме того, по причине повышенной текучести меди детали из нее сваривают с минимальным зазором. В качестве присадочного материала используется проволока из меди, а также флюс, который способствует раскислению металла шва.
- При сварке латуни есть риск улетучивания цинка из ее состава, что может привести к повышенной пористости металла шва. Чтобы избежать этого, в пламя горелки подают больше кислорода, а в качестве присадки используют латунную проволоку.
- Сварка бронзы осуществляется восстановительным пламенем, которое не выжигает из этого сплава олово, алюминий и кремний. В качестве присадки применяется проволока из бронзы похожего состава, в которой дополнительно содержится кремний, способствующий раскислению металла шва.
Как выполняется газовая сварка в полуавтоматическом режиме
Для полуавтоматической технологии газовой сварки необходимо использование электрической дуги и защитного газа, что делает этот метод соединения металлов гибридным.
Данная технология, если ее разобрать подробнее, выглядит следующим образом:
- включение устройства;
- продевание проволоки через отверстие, расположенное в горелке;
- выставление при помощи редуктора требуемого давления газа;
- установка требуемой скорости подачи проволоки;
- выставление всех остальных параметров сварки (напряжения и силы тока);
- расположение горелки под требуемым углом перед началом сварки.
На каждый из параметров сварки, выполняемой полуавтоматическим способом, есть параметры, которые оговариваются соответствующими ГОСТами:
Газосварочное оборудование: инвентарь, модели и характеристики

Сварка является одним из самых значимых изобретений человечества. Ведь с ее появлением у человека появилась возможность создавать при помощи монолитных соединений металлов ранее недоступные изделия. Сварка помогла совершить серьезный прорыв в производственной сфере, результатами которого человечество продолжает пользоваться вот уже не одно десятилетие.
Первое время была доступна только электрическая сварка, но по мере ее совершенствования появилась более универсальная, газовая, которая отличалась от электросварки более широкой сферой применения. Особенностью сварки газом является то, что для соединения металлов на их поверхности оказывается воздействие высокими температурами, возникающими в результате сжигания в кислороде горючих газов.

Для осуществления сварки необходимо создание особой рабочей среды, для чего используется специальный энергоноситель — баллонный газ или генератор на ацетилене. Сама же сварка осуществляется посредством горелки или резака. Окончательный выбор зависит от типа выполняемых операций. Главным достоинством газовой сварки является возможность соединять цветные металлы с созданием аккуратного и красивого шва.
Для сварки может применяться одиночный газ или специальная смесь, включающая бутан, пропан, аргон, кислород и прочие виды газов. Но чаще всего сварка осуществляется с использованием смеси ацетилена с кислородом и кислорода с пропаном и бутаном, поскольку на сегодняшний день — это самые доступные виды газов, а создаваемая с их помощью зона расплава обладает самыми высокими характеристиками.
Инвентарь для проведения газосварочных работ
Чтобы иметь возможность проводить сварку газом, необходимо позаботиться о наличии следующих агрегатов:
- Генератор на ацетилене или баллон с другим горючим газом. В бытовых условиях чаще всего используют мобильные ацетиленовые генераторы, в которых газ вырабатывается в результате реакции воды с карбидом кальция. Но иногда его заменяют и готовым газом, в качестве которого чаще всего используется пропан или бутан. Для большего удобства желательно, чтобы баллоны были оснащены расходомерами.
- Баллон с кислородом.
- Предохранительные клапаны для баллонов. Представляют собой защитные приспособления, которые помогают избежать возгорания, когда пламя возвращается от горелки.
- Редуктор для баллонов с кислородом и рабочим газом. С их помощью осуществляется регулировка давления.
- Подающие шланги, которые также называются рукавами. Для каждой группы газов предусмотрен свой тип рукавов. Всего их выпускается три категории. В соответствии с требованиями безопасности, нельзя подключать шланг к баллону с газом, для работы с которым он не предназначен.
- Горелка. Сегодня газовые горелки почти всегда поставляются с насадками, с помощью которых можно изменять необходимые параметры пламени.
- Сварочный стол. Представляет собой рабочую зону, в которой происходит процесс сварки. В целях безопасности сварочный стол обязательно должен быть оснащен металлической или кирпичной плитой.

Если говорить в целом, то весь набор оборудования для газовой сварки, принято называть сварочным постом. Чтобы можно было избежать многих трудностей, для перевозки сварочного инвентаря используют специальную плоскую колесную тележку с рамой, где при помощи хомутов в вертикальном положении крепится аппарат для газовой сварки и резки и баллоны, а также располагаются в скрученном виде рукава.
Подобный пост отличается высокой мобильностью и может быть с минимальными временными затратами доставлен к месту проведения работ. Такая необходимость может возникнуть, когда нужно выполнить сварку на неподвижной конструкции, которую невозможно приблизить к газовому сварочному аппарату.
Дополнительные инструменты и материалы
Но только вышеперечисленного оборудования недостаточно для проведения газосварочных работ. Помимо газосварочного аппарата, необходимо подготовить и дополнительные инструменты:
- Фиксаторы. Необходимы для облегчения газосварочных работ и повышения качества создаваемого соединения. Если деталь надежно зафиксирована в статичном положении, то работать с ней заметно проще.
- Подъемник. Когда возникает необходимость соединить громоздкие детали, которые сложно перенести на стол вручную.
- Монтажный инструмент. Включает набор гаечных или разводных ключей, используемых для надежного крепления ключевых элементов сварочного поста.
- Сопутствующий инструмент. В этот список следует включить ножовки по металлу, кувалды, пассатижи, молотки и прочие приспособления.
- Вытяжка. Сварка, предполагающая соединение металлов с помощью газа, в обязательном порядке требует наличия эффективной вентиляции.
Одним из принципов технологии сварки газом является использование присадочной проволоки, которой заполняется сварная ванночка. Проволоку для сварки необходимо выбирать с учетом состава поверхностей, которые необходимо сварить. Она в обязательном порядке должна иметь равномерную и гладкую структуру. Помимо этого, при сварке газом используются флюсы. Речь идёт о специальных составах, выпускаемых в виде пасты или порошка, которые наносят на присадку и кромки для защиты расплава от окислов.
Популярные модели

Сегодня в продаже представлен широкий выбор оборудования для сварки. Немало на рынке работает производителей, в ассортименте которых можно найти оборудование, предназначенное для переносной и стационарной сварки. Достаточно много предложений можно встретить от китайских производителей, однако, лучше всего остановить выбор на продукции российских или европейских компаний:
- Ideal (Германия).
- Steiger (Германия).
- Graphopress (Нидерланды).
- kz (Россия).
- Диоксид (Россия).
Критерии выбора

- Базовым принципом, на основании которого рекомендуется выбирать оборудование для сварки газом, является тип запланированных работ. В зависимости от того, планируется резка или соединение, и делается выбор наиболее доступного по цене газа. В большинстве случаев для сварки газом используется ацетилен.
- А также при выборе газосварочного оборудования необходимо учитывать толщину металла. Ацетилен рекомендуется использовать, когда необходимо сварить детали из низкоуглеродистых и легированных сталей, имеющие толщину не более 20 мм. Чтобы разрезать толстостенный металл до 400 мм, необходим пропан, который применяют со стандартным режимом давления. Если же свариваемые изделия имеют толщину порядка 400−800 мм, то в этом случае потребуется повышенная продувка кислородом, а это чревато повышением давления в газопроводе.
- Еще одним важным критерием выбора являются технические возможности используемой газовой горелки или резака.
Технические характеристики оборудования
Баллоны для газа
Сварка, которая осуществляется с применением переносного оборудования, предполагает использование газов, хранящихся в специальных герметически закрытых сосудах — баллонах. Каждый газ должен храниться в подходящей для него ёмкости, которая должна иметь специальную форму, размеры и вентиль.

- Кислородные баллоны. Для их производства используют легированные или углеродистые стали. Иногда баллоны для кислорода делают из бесшовных труб, однако в них можно хранить только газ, для которого допустимым является давление не более 30 кгс/см². Если же в баллоне необходимо поддерживать более низкое давление, то он должен быть изготовлен только из сварных конструкций. В последнем случае рекомендуется применять типы 150 и 150JL с максимальным объёмом 40 л. Причём важно, чтобы при изготовлении конструкций были соблюдены требования ГОСТ 949–73 .
- Ацетиленовые баллоны. При их производстве должны быть соблюдены требования ГОСТ 5948–60 . Чаще всего с целью обеспечения максимальной безопасности подобные ёмкости изготавливают в виде двухкамерных баллонов, позволяющих более эффективно выравнивать давление внутри их. Но при этом важно соблюсти главное условие — внутреннее давление в баллоне с ацетиленом не должно превышать 19 кгс/см² при 20ºС.
- Баллоны для пропанобутановой смеси. Их изготовление должно осуществляться в соответствии с требованиями ГОСТ 15860–70 . Такие баллоны делают объемом 40 и 50 л. Внутреннее давление в них не должно превышать 16 кгс/м², а весить они должны не больше 24 кг.
С особой осторожностью необходимо обращаться с газовыми баллонами, поскольку они относятся к повышенной категории взрывоопасности. Вследствие этого во время пользования ими должны соблюдаться особенно жесткие требования по их эксплуатации. Чтобы иметь возможность заниматься их транспортировкой или переноской, специалист обязательно должен пройти специальное обучение и получить допуск.
Резаки

Чтобы иметь возможность изменять давление горючего газа на сварочном оборудовании, каждый баллон должен быть оснащен редуктором. При выборе редуктора в первую очередь необходимо обращать внимание на его пропускную способность. Ее следует выбирать с учетом типа проводимых работ и используемых резаков. Редукторы бывают двух типов, в зависимости от конструкционного исполнения: одноступенчатые и двухступенчатые. Более точными являются последние.
Когда газы из баллона достигают резака, происходит их смешивание. Основная часть резака чаще всего выполняется из углеродистой стали и оснащается различными функциональными элементами — запорными клапанами, инжекторами, мундштуком, которые являются ремонтопригодными. Сам резак необходим для управления процессом сварки и смешивания газов.
Резаки могут отличаться друг от друга мощностью, которая подразумевает их пропускную способность. На основании этого можно сделать вывод, что для каждого резака необходимо выбирать и соответствующую горелку, которая должна быть определенного типа и размеров. Все резаки имеют съемные части, поэтому являются универсальными и могут использоваться для сварки с любыми видами газов.
Горелки
На сегодняшний день можно приобрести три вида горелок для сварочного оборудования, использующего время работы пропан и ацетилен. Основными видами горелок для сварки ацетиленом являются следующие:

- Г2. Горелки малой мощности, которые могут быть оснащены наконечниками различных размеров — от 0 до 4. Используются для сварки металлических изделий, имеющих толщину от 0,3 до 7 мм;
- Г3. Горелки средней мощности, поставляемые с наконечниками размером от 5 до 7. Используются для сварки изделий из металла толщиной от 7 до 30 мм;
- Безинжекторные горелки. Подходят для сварки, осуществляемой с использованием ацетилена и кислорода под давлением в пределах от 0,01 до 0,08 Мпа;
- А также существует особый тип горелок — ГАО-2. Их используют для очистки поверхностей. Ширина шага обработки составляет 100 мм.
Для сварки пропанобутановой смесью могут применяться два основных типа горелок:
- ГЗУ-3. Используют для сварки изделий из металла, имеющих толщину от 0,3 до 7 мм;
- ГЗМ-4. Применяются с целью подогрева металла.
А также существуют универсальные горелки, которые можно использовать для сварки с любыми видами газов. Они предназначены для нагрева металла и могут иметь различные размеры, которые соответствуют площади обработки.
Газовая сварка, как и любой другой вид работ, требует использования специального оборудования. Но подобрать его не так просто, даже несмотря на то, что на многих сайтах можно найти полный перечень инвентаря для сварщика. Необходимо помнить, что сварка газом может сводиться к резке или соединению поверхностей из металла. Именно с учетом этого и нужно выбирать газосварочное оборудование.
Вдобавок к этому, необходимо учитывать и ряд дополнительных нюансов. К примеру, в зависимости от используемого для сварки газа, необходимо подбирать подходящий тип резака и горелки. Знать же об этом может только опытный специалист в области газосварочных работ, который с легкостью может подобрать из большого ассортимента необходимые ему аксессуары.
Читайте также: