Механизированная дуговая сварка плавящимся электродом в защитных газах mig mag
Обновлено: 21.09.2024
Сварка аргоном осуществляется неплавящимся электродом в среде инертного газа – аргона (TIG, GTAW), от чего и происходит её название. Но для этого можно использовать также и плавящийся металл, т.е. полуавтоматическая сварка (MIG, GMAW). В качестве неплавящегося электрода обычно используют вольфрам.
Другие названия аргонной сварки – "сварка аргоном", "аргоновая сварка", "аргонодуговая сварка".

Введение в дуговую сварку в защитных газах (TIG, MIG/MAG)
MIG и MAG сварка, что это и как расшифровать?
MIG сварка — это аббревиатура, состоящая из первых букв полного названия данного способа Metal Inert Gas (Метал Инертный Газ), а расшифровка MAG - Metal Active Gas (Метал Активный Газ). У нас же чаще всего используется название полуавтоматическая сварка или механизированная дуговая сварка плавящимся электродом в среде защитного газа, а в США - GMAW т.е. Gas Metal Arc Welding (Газ Метал Дуговая Сварка).
Но все эти различные названия и аббревиатуры — это по сути электрическая дуговая сварка, при которой сварочная проволока подается автоматически с постоянной скоростью, а сварочная горелка перемещается вдоль шва вручную. При этом дуга, вылет сварочной проволоки, ванна расплавленного металла и ее застывающая часть защищены от воздействия окружающего воздуха защитным газом.
Так как при данном способе сварочная проволока подается автоматически, а горелка перемещается вдоль шва вручную, этот способ сварки еще называется механизированным, а сварочная установка – механизированным аппаратом (сварочным полуавтоматом). Однако сварку в защитных газах можно выполнять также и в автоматическом режиме, когда используются передвижные тележки или передвижные сварочные головки.

Юхин Н.А. Механизированная дуговая сварка плавящимся электродом в защитных газах (MIG/MAG)

В иллюстрированном пособии изложены принципы и особенности механизированной дуговой сварки плавящимся электродом в среде защитных газов. Содержатся данные о сварочных материалах и оборудовании. Приведены рекомендации по технике и технологии сварки сталей, сплавов и цветных металлов. Использованы материалы Института сварки России.
Сварка порошковой проволокой (FCAW)
Сварка порошковой проволокой может выполняться на том же оборудовании, что и сварка полуавтоматом. Сокращенное наименование этого процесса, принятое за рубежом - FCAW (Flux Cored Arc Welding).
Историческая справка об изобретении сварки
Сваркой называется технологический процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.
Полуавтоматическая сварка плавящимся электродом в среде защитных газов (MIG, MAG, GMAW) нержавейки (видео)
Для сварки нержавеющих сталей применяют полуавтоматическую сварку плавящимся электродом (MIG, MAG, GMAW) и в данном видео обговариваются следующие вопросы:
Электрозаклепки или сварка полуавтоматом точечными швами (видео)
Используя специальное сопло для полуавтомата, можно производить сварку точечными швами (электрозаклепками). Данное сопло нетрудно изготовить в домашних условиях из старого использованного наконечника для горелки полуавтомата. Видео на английском языке.
Сварка полуавтоматом MIG/MAG в различных пространственных положениях (видео)
Техника сварки полуавтоматом стыковых и угловых швов в различных пространственных положениях. Видео на английском языке.
Юхин Н.А. Механизированная дуговая сварка плавящимся электродом в защитных газах
Издательство: СОУЭЛО.
Год: 2008.
Cтраниц: 76.
Формат: pdf.
В иллюстрированном пособии изложены принципы и особенности механизированной дуговой сварки плавящимся электродом в среде защитных газов. Содержатся данные о сварочных материалах и оборудовании. Приведены рекомендации по технике и технологии сварки сталей, сплавов и цветных металлов. Использованы материалы Института сварки России.
Каракозов Э.С., Мустафаев Р.И. Справочник молодого электросварщика
- формат djvu
- размер 4.37 МБ
- добавлен 10 октября 2009 г.
Изд-во М.: ВШ 1992г, 302 c. Содержание: Виды сварки. Сварные соединения и швы Классификация сварки. Виды дуговой сварки Сварные соединения и швы Условные изображения и обозначения швов сварных соединений Электрическая дуга Основные сведения о дуге Влияние рода тока на дугу. Статическая вольт-амперная характеристика дуги Типы сварочных дуг Основные показатели сварочной дуги Основы теории сварочных процессов Оценка эффективности сварочных проце.
Кононенко В.Я. Сварка в среде защитных газов плавящимся и неплавящимся электродом
- формат djvu
- размер 5.59 МБ
- добавлен 25 января 2011 г.
Курсовая работа - Технологические основы сварки плавлением и давлением
- формат jpg, docx, doc, xls, ppt, flv, pdf, rtf
- размер 66.21 МБ
- добавлен 15 апреля 2011 г.
УГАТУ, г. Уфа/Россия, Бычков В. М., вариант Б4Б (Б-сварная конструкция барабан, 4-геометрические параметры конструкции, Б - материал Сталь 12Х18Н9), ФАТС, специальность Оборудования и технологии сварочного производства, курс 4, семестр 2, 23 страниц, 2011 год. Дисциплина - Технологические основы сварки плалением и давлением (ТОСПД) Содержание: Введение Описание изделия Описание материала Выбор способов сварки Дуговая сварка неплавящимся электрод.
Ленивкин В.А. и др. Технологические свойства сварочной дуги в защитных газах
- формат djvu
- размер 9.46 МБ
- добавлен 25 января 2011 г.
/В. А. Ленивкин, Н. Г. Дюргеров, X. Н, Сагиров. — М.: Машиностроение, 1989. — 264 с,: ил. ISBN 5-217-00437-1 Рассмотрены технологические свойства сварочной дуги постоянного тока с плавящимся электродом в защитных газах. Показана связь технологических свойств дуги с ее физическими свойствами. Изложены методики экспериментального исследования различных характеристик дуги. Показаны пути управления ее технологическими свойствами. Для инженерно-технич.
Потапьевский А.Г. Сварка в защитных газах плавящимся электродом
- формат djvu
- размер 32.63 МБ
- добавлен 25 ноября 2010 г.
М, Машиностроение, 1974 г., редакторы: Рыжков Н. Г. , 240 с. Сварка в защитных газах во многих случаях обеспечивает более высокую производительность, чем ручная дуговая сварка, позволяет механизировать сварочные работы, облегчить труд сварщиков и повысить культуру производства В книге обобщен большой теоретический и практический материал по сварке в защитных газах. Книга предназначена для инженерно-технических работников сварочного производства.
Потапьевский А.Г. Сварка в защитных газах плавящимся электродом (часть 1)
- формат pdf
- размер 8.64 МБ
- добавлен 22 января 2009 г.
Описаны современные способы сварки в защитных газах плавящимся электродом, особенности горения дуги в защитных газах, виды переноса электродного металла и управления процессами сварки. Рассмотрены особенности металургических реакций. Даны рекомендации по выбору электродной проволоки для сварки сталей, технике и технологии сварки, повышению производительности. Приведены сведения об аппаратах, источниках тока и системах обеспечения защитными, а так.
Реферат - Виды сварки
- формат docx
- размер 51.41 КБ
- добавлен 27 ноября 2010 г.
Реферат сдавался в ЮРГТУ в 2008 году. Введение. Основные вопросы сварки. Сварка. Понятие, сущность процесса Классификация электрической дуговой сварки Ручная дуговая сварка и оборудование для неё Технология ручной дуговой сварки. техника сварки. Сущность газовой сварки Техника газовой сварки Автоматическая дуговая сварка под флюсом Электрошлаковая сварка и приплав Сварка в среде защитных газов Контактная сварка Стыковая сварка Точечная сварка Шо.
Реферат - Сварка
- формат doc
- размер 142.1 КБ
- добавлен 05 декабря 2009 г.
Введение. Основные вопросы сварки. Сварка. Понятие, сущность процесса. Классификация электрической дуговой сварки. Ручная дуговая сварка и оборудование для неё. Технология ручной дуговой сварки. Техника сварки. Сущность газовой сварки. Техника газовой сварки. Автоматическая дуговая сварка под флюсом. Электрошлаковая сварка и приплав. Сварка в среде защитных газов. Контактная сварка. Стыковая сварка. Точечная сварка. Шовная сварка. Газовая сварка.
Реферат Виды сварки
- формат htm, doc
- размер 167.67 КБ
- добавлен 21 октября 2010 г.
Основные вопросы сварки Сварка. Понятие, сущность процесса Классификация электрической дуговой сварки Ручная дуговая сварка и оборудование для неё Технология ручной дуговой сварки Техника сварки Сущность газовой сварки Техника газовой сварки Автоматическая дуговая сварка под флюсом Электрошлаковая сварка и приплав Сварка в среде защитных газов Контактная сварка Стыковая сварка Точечная сварка Шовная сварка Газовая сварка и резка металлов Дефект.
Трущенко Е.А. Технология сварки плавлением. Часть 1
- формат pdf
- размер 3.31 МБ
- добавлен 27 июля 2011 г.
Учебное пособие. - Томск, ТПУ, 2011. - 144 с. Пособие содержит сведения о наиболее распространенных способах сварки плавлением. Ручная дуговая сварка покрытыми электродами, газовая сварка, кислородная резка, сварка в защитных газах плавящимся и неплавящимся электродом. В пособии рассмотрены вопросы особенности формирования сварных соединений при различных способах сварки. Показаны режимы и техника сварки, их влияние на геометрические размеры шва.
Технология сварки MIG/MAG
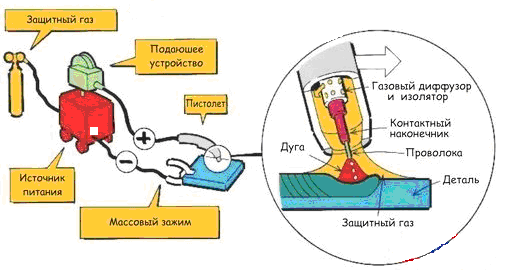
Система для полуавтоматической сварки состоит из источника постоянного тока, устройства подачи проволоки, катушки, горелки и газового баллона.
Ток подается на дугу по сварочной проволоке (проволока подключается к положительному полюсу), которая, расплавляясь, переносится на свариваемый металл. Непрерывная подача проволоки необходима, поскольку материал проволоки постоянно расходуется в процессе сварки.
MIG/MAG - Metal Inert / Active Gas - дуговая сварка плавящимся металлическим электродом (проволокой) в среде инертного/активного газа с автоматической подачей присадочной проволоки. Это полуавтоматическая сварка в среде защитного газа - наиболее универсальный и распространенный в промышленности метод сварки. Иногда этот метод сварки обозначают GMA (Gas Metal Arc) . Применение термина «полуавтоматическая» не вполне корректно, поскольку речь идет об автоматизации только подачи присадочной проволоки, а сам метод MIG/MAG с успехом применяется при автоматизированной и роботизированной сварке. Словосочетание «в углекислом газе», к которому привыкли многие специалисты, умышленно упущено, так как при этом методе все чаще используются многокомпонентные газовые смеси, в состав которых помимо углекислого газа могут входить аргон, кислород, гелий, азот и другие газы.
В зависимости от свариваемого металла и его толщины в качестве защитных газов используют инертные, активные газы или их смеси. В силу физических особенностей стабильность дуги и ее технологические свойства выше при использовании постоянного тока обратной полярности. При использовании постоянного тока прямой полярности количество расплавляемого электродного металла увеличивается на 25 . 30 %, но резко снижается стабильность дуги и повышаются потери металла на разбрызгивание. Применение переменного тока невозможно из-за нестабильного горения дуги.
При сварке плавящимся электродом шов образуется за счет проплавления основного металла и расплавления дополнительного металла — электродной проволоки. Поэтому форма и размеры шва помимо прочего (скорости сварки, пространственного положения электрода и изделия и др.) зависят также от характера расплавления и переноса электродного металла в сварочную ванну. Характер переноса электродного металла определяется в основном материалом электрода, составом защитного газа, плотностью сварочного тока и рядом других факторов.
При традиционном способе сварки можно выделить три основные формы расплавления электрода и переноса электродного металла в сварочную ванну. Процесс сварки с периодическими короткими замыканиями характерен для сварки электродными проволоками диаметром 0,5 . 1,6 мм при короткой дуге с напряжением 15 . 22 В. После очередного короткого замыкания (1 и 2 на рис. ниже, а) силой поверхностного натяжения расплавленный металл на торце электрода стягивается в каплю. В результате длина и напряжение дуги становятся максимальными.
Во все стадии процесса скорость подачи электродной проволоки постоянна, а скорость ее плавления изменяется и в периоды 3 и 4 меньше скорости подачи.
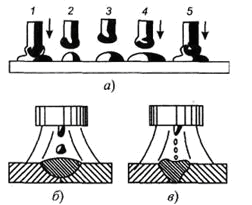
Рис. Основные формы расплавления и переноса электродного металла: а) короткими замыканиями; б) капельный; в) струйный
Поэтому торец электрода с каплей приближается к сварочной ванне (длина дуги и ее напряжение уменьшаются) до короткого замыкания (5). При коротком замыкании резко возрастает сварочный ток и как результат этого увеличивается сжимающее действие электромагнитных сил, совместное действие которых разрывает перемычку жидкого металла между электродом и изделием. Во время короткого замыкания капля расплавленного электродного металла переходит в сварочную ванну. Далее процесс повторяется.
Частота периодических замыканий дугового промежутка может изменяться в пределах 90 . 450 в секунду. Для каждого диаметра электродной проволоки в зависимости от материала, защитного газа и т.д. существует диапазон сварочных токов, в котором возможен процесс сварки с короткими замыканиями. При оптимальных параметрах процесса сварка возможна в различных пространственных положениях, а потери электродного металла на разбрызгивание не превышают 7 %.
Увеличение плотности сварочного тока и длины (напряжения) дуги ведет к изменению характера расплавления и переноса электродного металла, перехода от сварки короткой дугой с короткими замыканиями к процессу с редкими короткими замыканиями или без них. В сварочную ванну электродный металл переносится нерегулярно, отдельными крупными каплями различного размера (рис. выше, б), хорошо заметными невооруженным глазом.
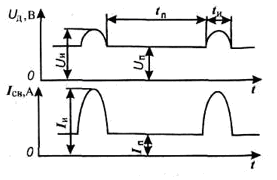
Рис. Изменение тока и напряжения дуги при импульсно-дуговой сварке: In, Un-ток и напряжение основной дуги; Iи, Uи-ток и напряжение во время импульса; tn, tи - длительность паузы и импульса
При этом ухудшаются технологические свойства дуги, затрудняется сварка в потолочном положении, а потери электродного металла на угар и разбрызгивание возрастают до 15 %.
Для улучшения технологических свойств дуги применяют периодическое изменение ее мгновенной мощности - импульсно-дуговая сварка (рис. ниже). Теплота, выделяемая основной дугой, недостаточна для плавления электродной проволоки со скоростью, равной скорости ее подачи.
Вследствие этого длина дугового промежутка уменьшается. Под действием импульса тока происходит ускоренное расплавление электрода, обеспечивающее формирование капли на его конце. Резкое увеличение электродинамических сил сужает шейку капли и сбрасывает ее в направлении сварочной ванны в любом пространственном положении.
Можно использовать одиночные импульсы или группу импульсов с одинаковыми или различными параметрами. В последнем случае первый или первые импульсы ускоряют расплавление электрода, а последующие сбрасывают каплю электродного металла в сварочную ванну. Устойчивость процесса зависит от соотношения основных параметров (величины и длительности импульсов и пауз). Соответствующим подбором тока основной дуги и импульса можно повысить скорость расплавления электродной проволоки, изменить форму и размеры шва, а также уменьшить нижний предел сварочного тока, обеспечивающий устойчивое горение дуги.
При достаточно высоких плотностях постоянного по величине (без импульсов или с импульсами) сварочного тока обратной полярности и при горении дуги в инертных газах может наблюдаться очень мелкокапельный перенос электродного металла. Название "струйный" он получил потому, что при его наблюдении невооруженным глазом создается впечатление, что расплавленный металл стекает в сварочную ванну с торца электрода непрерывной струей (см. рис. выше, в). Изменение характера переноса электродного металла с капельного на струйный происходит при увеличении сварочного тока до "критического" для данного диаметра электрода.
Значение критического тока уменьшается при активировании электрода (нанесении на его поверхность тем или иным способом некоторых легкоионизирующих веществ), увеличении вылета электрода. Изменение состава защитного газа также влияет на значение критического тока. Например, добавка в аргон до 5 % кислорода снижает значение критического тока. При сварке в углекислом газе без применения специальных мер получить струйный перенос электродного металла невозможно. Он не получен и при использовании тока прямой полярности.
При переходе к струйному переносу поток газов и металла от электрода в сторону сварочной ванны резко интенсифицируется благодаря сжимающему действию электромагнитных сил. В результате под дугой уменьшается прослойка жидкого металла, в сварочной ванне появляется местное углубление. Повышается теплопередача к основному металлу, и шов приобретает специфическую форму с повышенной глубиной проплавления по его оси. При струйном переносе дуга очень стабильна -колебаний сварочного тока и напряжений не наблюдается. Сварка возможна во всех пространственных положениях.
Сварочные параметры.
Поскольку внешний вид сварочной дуги и сварочной ванны определяется параметрами сварки, то для сварщика нет необходимости постоянно обращаться к таблицам и диаграммам соотношений различных сварочных параметров.
- сварочное напряжение определяет внешний вид сварочной ванны, однако ее размеры (при постоянно напряжении) могут регулироваться вручную с помощью изменения перемещения горелки.
- Скорость подачи проволоки пропорциональная сварочному току.
Для сварки MIG Короткой дугой/Струйным переносом и Импульсной сварки MIG, в зависимости от используемых сварочных источников доступны простые и быстрые синергетические настройки. В режиме синергетики параметры сварки задаются автоматически, основываясь на условиях работы (материал, толщина, газ, проволока, скорость), и посредством управления микропроцессором динамически контролируются и поддерживаются в балансе в течение всего сварочного процесса. Это позволяет получить исключительные результаты сварки с точки зрения, количества, качества и внешнего вида сварного шва для всех условий и областей применения.
Само название метода полуавтоматической сварки MIG-MAG указывает на использование определенного газа в сварочном процессе: инертного (Ar) для MIG-сварки (Metal Inert Gas) и активного (СО2) для MАG-сварки (Metal Active Gas).
Использование CO2 в качестве защитного газа обеспечивает хорошее проплавление металла, возможность подачи проволоки с высокой скоростью и получение швов с хорошими механическими характеристиками при сравнительно невысоких затратах. С другой стороны при использовании этого газа возможны проблемы с конечным химическим составом соединения, поскольку сварочная ванна оказывается перенасыщена углеродом при недостатке легко окисляемых элементов. Сварка с использованием чистого углекислого газа создает другой ряд проблем, например, разбрызгивание металла при сварке и пористость соединения из-за включения пузырьков монооксида углерода.
Чистый аргон используется только при сварке легких сплавов. Для сварки нержавеющих сталей с содержанием хрома и никеля лучше использовать смесь с добавлением кислорода и углекислого газа в количестве 2%, поскольку это улучшает стабильность дуги и форму шва.
Этот газ используется как альтернатива для аргона и позволяет получить большую глубину проникновения (для толстых деталей) и большую скорость подачи проволоки.
Позволяет получить более стабильную дугу, чем при использовании чистого гелия и большую глубину проникновения и скорость подачи проволоки, чем при использовании чистого аргона.
Эти смеси используются при сварке черных металлов методом КОРОТКОЙ ДУГИ, поскольку это увеличивает теплоперенос. Также эти смеси могут использоваться и при сварке методом СТРУЙНОГО ПЕРЕНОСА. Обычно смесь содержит от 8% до 20% углекислого газа и примерно 5% кислорода.
Читайте также: