Механизированная дуговая сварка в защитном газе
Обновлено: 19.05.2024
Прочность скрепления деталей зависит не только от навыков специалиста, но и от условий, в которых ведётся работа. Чтобы соединение получилось на надлежащем уровне, в точке плавления повинны присутствовать исключительно электрод и присадочные материалы. Попадание второстепенных элементов способно оказать негативное воздействие на спайку. Решить задачу помогла эксплуатация специальных газообразных субстанций, а сама технология появились в далёком 1920 году. Помимо защищающего слоя они помогают сделать швы чистыми, без шлака и трещин, что соответствует ГОСТУ. Это ключевая причина, по которой промышленность предприимчиво употребляет подобные сварочные методы.

Сварка заготовок в среде защитных газов
Сущность способа
Сварка заготовок в среде защитных газов – одна из подвидов дугового скрепления, но здесь в точку расплавки подаётся аргон, азот, кислород и прочее. Если есть необходимость интегрировать низкоуглеродистую или легированную сталь, к газу добавляют 1-5% кислорода. Такие пропорции снижают критическое напряжение, что уберегает от возникновения пор и повышает качество спайки.
Для производства с плавящимся стержнем смешивают аргон и 10-20% диоксида углерода. Это даёт такие же показатели, как и в предыдущем случае, однако, прибавляет постоянства дуге и оберегает область от сквозняков. Сама методика пользуется популярностью преимущественно в обработке тонких листов металла.
В ходе глубокой проплавки применяют «СО2» и 20% «О». Смесь наделена повышенными окислительными свойствами, придаёт хорошую форму, защищает плиты от пористости. Аналогичные показатели характерны и для других соединений, но каждая процедура имеет индивидуальный подход, который будет зависеть от обстановки, толщины объекта и других параметров.

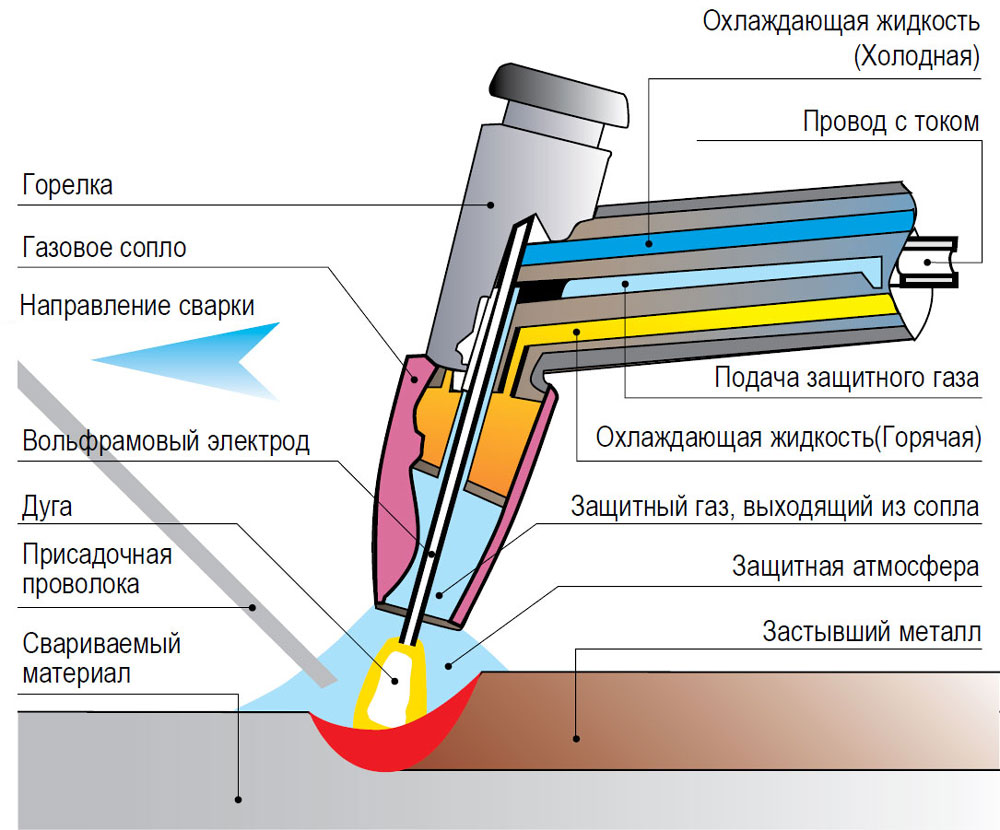
Схема дуговой сварки в среде защитных газов
Несмотря на высочайшие результаты, стыковочная плоскость вынуждена быть тщательно обработана последующими методиками:
- выравнивание;
- очистка от ржавчины;
- удаление зазубрин;
- подогрев.
Если подготовительные манипуляции будут выполнены неправильно, это приведёт к возникновению сварного брака.
Технология сварки
Дуговая сварка, проходящая в защитном газе, подразумевает использование двух подходов: неплавящимся и плавящимся шпилями. Первая разновидность делает сварной спай при помощи расплавления углов сплава. Во втором случае переплавленный стержень играет роль главного вещества для интеграции. Чтобы обеспечить оптимальную сохранность среды потребляют несколько вариаций:
- Инертные – не имеют цвета и запаха, а инертность обуславливается наличием у атомов плотной электронной оболочки. К таким типам относятся гелий, аргон и другие.
- Активные – вступают в реакцию с заготовкой, и растворяются в ней. К данной категории относятся двуокись углерода, азот водород и прочие.
- Комбинированные примеси. Сюда относятся комбинации предыдущих пунктов. Автоматическая сварка в среде настоящих защитных газов нужна для улучшения технических атрибутов и формирования качественного шва.

Технология сварки в защитном газе
Выбор будет отличаться от химического состава металла, экономностью процедуры, свойством скрепления и иными нюансами.
Для манипуляций разрешено применять и электродуговую аппаратуру.
Инертные газообразные примеси повысят устойчивость дуги и дадут возможность проводить более глубокую расплавку. Смесь подаётся в динамическую область несколькими потоками: центральным (параллельно стержня), боковым (сбоку, отдельно от стержня), парой концентрических струй и в подвижную насадку, которую монтируют над рабочей средой. Дуговая сварка в любом защитном газе создаёт приемлемые тепловые параметры, которые положительно сказываются на модели, размере и качестве шва.
Для снабжения газового потока расходуют специализированные сопла, но в некоторых обстоятельствах объекты помещаются в прозрачные камеры, которые устанавливаются над стыком. К данному приёму прибегают довольно редко, и, в основном, для скрепления крупногабаритных составляющих.
Режимы
Для этих операций чаще пускают в дело инверторные агрегаты полуавтоматического класса. С их поддержкой проводится настройка электричества и подаваемого напряжения. Также эти станции служат базовым источником питания, а их мощность и опции регулирования варьируются в зависимости от модели. Если есть потребность провести стандартную деятельность (без оборота толстых и непопулярных сплавов), можно выбрать самую простую аппаратуру.

Режимы сварки в углеродном газе
Дуговая автоматизированная сварка в защитных газах может различаться по многим величинам, большинство из которых определяется по положениям: 1-е радиус проволоки, 2-е её диаметр, 3-е сила электричества, 4-е напряжение, 5-е скорость подачи контакта, 6-е расход газа. А выглядит всё так:
- 15см, 0.8мм, 120А, 19В, 150м\ч, 6ед\мин;
- 7мм, 1мм, 150А, 20В, 200м\ч, 7ед\мин;
- 2мм, 1.2мм, 170А, 21В, 250м\ч, 10ед\минут;
- 3мм, 1.4мм, 200А, 22В, 490м\ч, 12ед\мин;
- 4-5мм, 0.16см, 250А, 25В, 680м\ч, 14ед\минут;
- более 0.6см, 1.6мм, 300А, 30В, 700м\ч, 16ед\мин.
Эти характеристики являются стандартными, и рассчитаны для процессов с углекислотой.
Ручной способ и сваривание в камере
Агрегаты полуавтоматического типа, сопровождаемые использованием оградительной среды, подразделяются на два подхода: локальный и общий типы. В большинстве случаев эксплуатируют первая версия, где защитная субстанция поступает на прямую из сопла. Такая методика даёт возможность варить любые изделия, однако, результат не всегда может быть на удовлетворительном уровне. Попадание воздуха в зону плавления сильно снизит характеристики шва, и чем больше предмет, тем выше шансов получить спайку низкого качества.
Поэтому для крупногабаритных рекомендуется эксплуатировать камеры с регулировкой атмосферы внутри. Проходит она следующим образом:
- из полости откачивается весь воздух до состояния вакуума;
- затем идёт закачка нужного газа;
- проводиться варка с дистанционным управлением.

Камера для сваривания
Есть и другие способы дуговой сварки ручного типа в защитных газах: некое пространство заполняют соответствующим элементом, а специалист выполняет все действия в скафандре с индивидуальной системой дыхания.
Это довольно сложные деяния, которые требуют подготовки и навыков. Но это даёт абсолютную гарантию на то, что спайка будет находиться в надёжной обороне. А это немаловажное требование для производства сложных заготовок. Что касается электродов, то использовать можно как плавящиеся, так и неплавящиеся модели.
Подготовка кромок и их сборка под сварку
Подготовительные действия проводятся во всех вариантах аналогично. Образ разделки кромок обязан заключать правильные геометрические параметры и соответствовать ГОСТу или другим техническим правилам. При механической варке можно полностью проварить сплав, не разделяя края и не оставляя зазора между ними. При наличии некоторого отступа или разделке краёв можно провести проварку, но толщина предмета должна быть не более 11 мм. Есть способы увеличить производительность процесса автоматического приёма сваривания, и для этого вынуждена проводиться разделка боковых углов без откоса.
В ходе приварки происходит усадка металла, которая сказывается на правильности зазора. Чтобы избежать трудностей, выполняется шарнирное прикрепление с определённым углом открытия кромок, который будет зависеть от размера объекта.

В работе с защитой углекислоты всю плоскость приходится очищать от шлака и капель грязи. Чтобы уменьшить предстоящее загрязнение, которое может образоваться в ходе манипуляция, плоскость обрабатывают специальными жидкостями. При этом нет необходимости ожидать полного высыхания аэрозоля. Последующая сборка проходит с использованием стандартных запчастей: клинья, скобы, прихватки и прочее. Также перед началом следует осмотреть конструкцию.
Достоинства и слабые места процесса
К положительным сторонам нужно отнести следующие пункты:
- в отличие от других методов, характер шва получается с более высокими характеристиками;
- большинство элементов стоят не дорого, однако, это не мешает им обеспечивать высококлассную защиту;
- у опытного сварщика не возникнет проблем с освоением подобной технологии, поэтому крупное производство может с лёгкостью поменять специфику манёвров;
- в защитной среде может проводиться сваривание как тонколистового, так и толстолистового проката;
- данная методика показывает большие показатели производительности;
- техника отлично подходит для процедур с алюминием, цветными металлами и другими видами, которые наделены устойчивостью к коррозии;
- такой подход легко поддаётся модернизации, его легко перенести в автоматический порядок, и можно приспособить к любым условиям.
Недостатки сварки в среде защитных газов выглядят таким образом:
- при приварке на открытом пространстве следует позаботиться о хорошей герметичности камеры. В противном случае высока вероятность выветривания газообразных примесей;
- варка в закрытом пространстве обязана сопровождаться высококлассной функциональностью вентиляции;
- некоторые виды газов, например, Аргон, дорого стоят.
В остальном технология является довольно удачной, и существенных недостатков не заключает.
Какие газы применяют
Защитные газы создают обстановку для дуговой сварки, и делятся инертные и химические группы. Первая категория представляется самой популярной, и сюда входят «Ar», «He» и другие их комбинации. Основной их задачей является вытеснение кислорода из области термического воздействия. Нужно отметить, что эти вариации веществ не вступают в реакцию с железом, и не растворяются в нём.
Применение этого класса необходимо для спайки самых популярных сплавов: титан, алюминий и другие. Если сталь обладает повышенной устойчивостью к температуре и плохо плавиться, разумно пускать в ход неплавящийся электрод.

Газы, применяемые для сварки
Активные газы тоже пользуются определённой популярностью, ведь к этой категории относятся недорогие разновидности: водород, азот, кислород.
Но чаще всего используют двуокись углерода, поскольку это самый выгодный вариант.
Описание каждой версии:
- Аргон – вариация защитного инертного газа для сварки. Не имеет склонности к воспламенению и не взрывоопасен. Обеспечивает хорошую защиту ванн.
- Гелий – поставляется в специальных баллонах, давление которых достигает 150 ат. Имеет низкую температуру сжижения -269 градусов.
- Двуокись углерода – не ядовитый, без цвета и запаха. Его добывают путём извлечения из дымовых газов и при помощи специального оборудования.
- Кислород – способствует горению. Получают «О» из атмосферы при помощи охлаждения. Всего встречается несколько сортов, которые отличаются по процентному соотношению.
- Водород – при контакте с воздухом взрывоопасен, поэтому в обращении с ним следует строго соблюдать правила безопасности. Также является бесцветным и не обладает запахом, помогает воспламенению.
В углекислоте
Это самая дешевая система, от чего она и пользуется сильным спросом. Однако сильный жар в активной области разлагает материю на три газа: «СО2», «СО» и «О». Чтобы уберечь поверхность от окисления, в проволоку добавляют кремний и марганец. Но и это доставляет своеобразные неудобства: при реакции друг с другом оба вещества образуют шлак, который в дальнейшем всплывает на поверхность. Его очень просто удалить, и это никак не влияет на защитные показатели. Также перед проведением операции следует удалить всю воду из баллона (для этого его достаточно перевернуть). И эти действия следует проводить периодически. Если упустить этот момент, то может получиться пористый шов.

Сварка в углекислоте
В азотной среде
Нужна для соединения медных заготовок или деталей из нержавейки. Такая специфика наблюдается потому, что этот газ не вступает в реакцию с данными сплавами. Ещё для сварки необходимы графитовые или угольные контакты. Вольфрамовые вызывают их перерасход, что делает манипуляцию очень неудобной.
Что касается настройки оборудования, то оно варьируется в зависимости от сложности. Чаще они выглядят так: напряжение тока 150-500 А, дуга 22-30 В, расход газа до 10 л в минуту. Внешний вид агрегатов не имеет отличительных черт, за исключением специального прихвата для угольного электрода.

Сварка в азотной среде
Оборудование
Используется при сварке в защитной среде стандартные источники питания, на которых есть функция регулировки напряжения. Также здесь имеются механизмы автоматического снабжения проволоки и специализированные газовые узлы в виде шлангов и баллонов. Сама процедура проводиться при постоянной подаче высокочастотного электричества.
Главные опции, которые требуют внимательного отношения – регулятор тока, обеспечивающий стабильное горение дуги, скорость движения проволоки.
И всё это обязано работать как единый механизм. Режимы могут сильно отличаться друг от друга, даже если сварка проходит с одной разновидностью железа.
- ПДГ-502. Предназначен для приварки в углекислом газе, очень надёжен и показывает высокую производительность. Может использоваться от сетей в 220 и 380 В, а пределы регулирования электричества 100-500 А.
- «Импульс 3А». Необходим для работы с алюминиевыми деталями, но у него более низкие функции, чем у предыдущего аппарата. Также его можно использовать для приварки чёрных металлов и нанесения потолочных швов.
- «УРС 62а». Отлично подходит для полевых работ, используется преимущественно для скрепления алюминия. Необходимое питание берётся от сети в 380 В. Особенностью представляется то, что устройство способно обработать титан.

Есть ещё масса разновидностей, каждый из которых обладает своими преимуществами и недостатками. Не сложно догадаться и про то, что каждый автомат предназначен для ограниченного круга варки.
Варианты защиты
Любые сварочные работы – завышенная степень опасности, поэтому каждый работник должен позаботиться об обороне кожных покровов, глаз и органов дыхания. Даже кратковременная переварка в собственном гараже должна проводиться с комплектом:
- маска;
- термоустойчивые перчатки;
- респиратор.

Только так можно провести качественную операцию без ущерба для собственного здоровья.
Механизированная дуговая сварка в защитном газе

Дуговая сварка в защитном газе представляет собой метод, который значительно повышает качество результата работы. Эта технология имеет ряд особенностей. Прежде чем применять ее, мастер должен ознакомиться с основами дуговой сварки, которая проводится в среде защитных газов. Об особенностях этой технологии будет рассказано далее.

Особенности методики
Одним из подвидов дугового соединения металлических изделий, заготовок является дуговая сварка в защитных газах. ГОСТом регламентирован процесс, во время которого в точку плавления подается газ. Это может быт аргон, кислород, азот или прочие разновидности. Существуют определенные особенности подобного процесса.

Каждый сварщик знает, что качество сварного шва зависит не только от умений мастера, а еще и от условий в точке плавления. В идеальном случае здесь должны присутствовать только электрод и присадочные материалы. Если сюда попадают иные элементы, они способны оказать негативное воздействие на сварку. Место спайки будет из-за этого недостаточно прочным.
Технология ручной дуговой сварки в защитном газе появилась еще в 1920 году. Применение подобных субстанций позволяет сделать швы без шлака. Они характеризуются высокой чистотой, не покрываются микротрещинами. Этот метод активно применяется в промышленности при создании разных элементов из металла.
Особые пропорции защитных газов позволяют снять напряжение в зоне расплава. Здесь не возникают поры, что заметно повышает качество спайки. Шов становится прочнее.
В промышленных условиях в ходе сварочных работ применяют стержни, смешанные с аргоном и диоксидом углерода. Благодаря такой комбинации дуга становится постоянной, оберегая зону расплава от сквозняков. Это позволяет соединить тонкие листы металла.
Если же требуется выполнить глубокую проплавку, смешивают углекислый газ и кислород. Этот состав обладает окислительными свойствами, защищает шов от пористости. Существует множество методик, которые предполагают применять разные газы в ходе сварочных работ. Выбор зависит от особенностей проведения этого процесса.
Техника сварки
Существуют разные режимы дуговой сварки в среде защитного газа. Применяется две основные методики. Первая из них предполагает применение плавящихся шпилей. По ним проходит ток, а стержень из-за этого расплавляется, образуя прочный шов. Этот материал обеспечивает прочное соединение.

Вторая методика предполагает проведение дуговой сварки в защитном газе неплавящимся электродом. В этом случае ток также проходит по стержню, но материал соединяется благодаря расплавлению краев металлических деталей, заготовок. Материал электрода не становится частью шва.
В ходе проведения подобных манипуляций применяются разные газы:
- Инертные. Такие субстанции не имеют запаха и цвета. У атомов присутствует плотная оболочка из электродов. Это обуславливает их инертность. К инертным газам относятся аргон, гелий и т. д.
- Активные. Растворяются в металлической заготовке, вступая с ней в реакцию. К таким средам относятся диоксид углерода, водород, азот и т. д.
- Комбинированные. В ходе определенных процессов нужно применять обе разновидности газов. Поэтому сварка проходит в среде как активных, так и инертных газов.
Чтобы выбрать газовую среду, учитывают состав металла, экономичность самой процедуры, а также свойства спайки. Могут учитываться и прочие нюансы.
В ходе применения инертных газов устойчивость дуги повышается, что позволяет выполнить глубокую расплавку. Подобные вещества подаются в зону расплава несколькими потоками. Если он идет параллельно стержню, это центральный поток. Также есть боковые и концентрические струи. Также газ может подаваться в подвижную насадку, установленную над рабочей средой.
Стоит отметить, что при дуговой сварке, которая происходит в газовой ванне, тепловые параметры приемлемые для производства шва требуемой модели, качества и размера. Выбор режима Чтобы соответствовать требованиям ГОСТ, дуговая сварка в защитных газах может проводиться в разных режимах. Для этого в большинстве случаев требуется применение инверторов полуавтоматического типа. При помощи такой аппаратуры становится возможным регулировать поток электричества, его напряжения.
Инверторные полуавтоматы служат источником питания. Они могут отличаться мощностью, а также опциями. Эксплуатационные качества зависят от модели. Для большинства стандартных операций, в ходе которых не требуется проведение сварки толстых или нечасто используемых сплавов, применяются простые аппараты.
Автоматическая дуговая сварка в среде защитных газов различается массой параметров:
- Радиус проволоки.
- Диаметр проволоки.
- Сила электричества.
- Напряжение.
- Скорость подачи контакта.
- Расход газа.
Существующие полуавтоматические режимы дуговой сварки в защитных газах также разделяют на локальные и общие. В первом случае защитный газ поступает из сопла в зону сварки. Этот вариант применяется чаще. При помощи локальной сварки можно соединить разные материалы, но результат не всегда может быть удовлетворительным.
При использовании локальной подачи газа в зону расплава может попадать воздух. Это снижает качество шва. Чем больше заготовка, которую нужно сварить, тем хуже будет результат при использовании такой методики.

Если нужно сварить крупногабаритные детали, применяются камеры, в которых регулируется атмосфера. Из них откачивается воздух, создается вакуум. Дальше в камеру закачивают нужный по технологии газ. При помощи дистанционного управления производится сварка.
Подготовка к сварке
Чтобы правильно выполнить процедуру соединения металлических заготовок, нужно понимать сущность дуговой сварки в защитном газе. Сварка требует правильной подготовки. Эта процедура всегда одинаковая, независимо от технологии сварки. Сначала кромкам придают правильную геометрию. Это определяется ГОСТом 14771-76.

Механизированная дуговая сварка в защитном газе применяется для полной проварки сплава, что позволяет полностью соединить края заготовки. Зазора между ними не остается. Если же присутствует определенный отступ, разделка краев, проварку можно провести для заготовки, толщина которой не превышает 11 мм.
Для увеличения производительности в процессе автоматической сварки проводится разделка краев заготовок без откосов.
После проведения сварки в углекислом газе потребуется очищать всю плоскость шва от грязи и шлака. Чтобы загрязнение было менее значительным, поверхности обрабатывают особыми составами. Чаще всего это аэрозоли, которые распыляют на металл. Ждать его высыхания не нужно.
В ходе последующей сборки применяются стандартные запчасти, например, клинья, прихватки, скобы и т. д. Конструкция перед началом работы требует тщательного осмотра.
Преимущества и недостатки
Ручная и автоматическая дуговая сварка в защитных газах имеет как преимущества, так и недостатки.

К положительным качествам этого метода относятся:
- Качество шва получается очень высокое. Этого не могут обеспечить иные методики сварки.
- Большинство защитных газов стоит относительно недорого, поэтому процесс сварки не удорожается сильно. Даже дешевые газы обеспечивают качественную защиту.
- Опытный сварщик, который ранее применял иные методики, легко освоит и эту технологию, поэтому поменять специфику маневров сможет даже крупное предприятие с большим количеством сотрудников в штате.
- Процесс универсальный, позволяет сварить как тонкие, так и толстые листы металла.
- Производительность высокая, что положительно сказывается на результатах работы производства.
- Методика применяется не только для сварки черных, но и цветных металлов и сплавов.
- Процесс сварки при использовании газовой защитной ванны легко поддается модернизации. Его можно переделать из ручного в автоматический.
- Процесс сварки можно приспособить ко всем тонкостям производства.
Автоматическая и ручная дуговая сварка в среде защитных газов имеет и определенные недостатки:
- Если сварка производится на открытом участке, нужно обеспечить хорошую герметичность камеры. В противном случае защитные газы могут выветриваться.
- Если же сварка проводится в помещении, здесь обязательно должна быть обустроена качественная система вентиляции.
- Некоторые разновидности газов стоят дорого (например, аргон). Это повышает себестоимость продукции, удорожает весь процесс производства.
Разновидности газов
Дуговая сварка в среде защитных газов производится в разных средах. Они могут быть активными или инертными. К последним относятся такие вещества как Ar, He и прочее. Они не растворяются в железе, не вступают с ним в реакцию.

Инертные газы применяют для сварки алюминия, титана и прочих популярных материалов. Дуговая сварка в защитном газе неплавящимся электродом применяется для стали, которая плохо поддается плавлению.
Активные газы также применяются в ходе проведения подобных работ. Но в этом случае чаще используют дешевые разновидности, например, азот, водород, кислород. Одним из самых популярных веществ, которые применяются в ходе сварки, является двуокись углерода. По цене это самый выгодный вариант.
Особенности газов, чаще всего применяемых в ходе процесса сварки, следующие:
- Аргон не воспламеняется, а также не взрывоопасен. Он обеспечивает качественную защиту сварного шва от неблагоприятных внешних воздействий.
- Гелий поставляется в баллонах с повышенной устойчивостью к давлению, которое здесь достигает 150 атм. Сжижается газ при очень низкой температуре, достигающей -269ºС.
- Двуокись углерода является неядовитым газом, который не имеет запаха и цвета. Это вещество добывают из дымовых газов. Для этого применяется специальное оборудование.
- Кислород является веществом, которое способствует горению. Его получают при помощи охлаждения из атмосферы.
- Водород при контакте с воздухом становится взрывоопасным. При обращении с таким веществом важно соблюдать все требования безопасности. Газ не обладает цветом и запахом, помогает процессам воспламенения.
Особенности сварки в углекислоте, азоте
Дуговая сварка в защитном газе плавящимся электродом проводится при использовании углекислоты. Это самая дешевая методика, которая сегодня пользуется большим спросом. Под воздействием сильного нагрева в зоне плавления СО₂ превращается в СО и О. Чтобы уберечь поверхность от окислительной реакции, в проволоке присутствуют кремний и марганец.
Это также приводит к некоторым неудобствам. Кремний и марганец вступают между собой в реакцию, образуя шлак. Он проступает на поверхности шва, требуя устранения. Это выполнить несложно. На качество сварного шва это обстоятельство никакого воздействия не имеет.
Перед началом работы из баллона удаляют воду, для чего его переворачивают. Это нужно делать с определенной периодичностью. Если не выполнить такую манипуляцию, шов станет пористым. Его прочностные качества будут невысокими.
Дуговая сварка в защитном газе может выполняться при помощи азота. Эта технология применяется для спайки медных заготовок или деталей из нержавейки. С этими сплавами азот не вступает в химическую реакцию. В ходе проведения сварки применяются графитовые или угольные электроды. Если применять для этих целей вольфрамовые контакты, это вызывает их перерасход.
Важно правильно настраивать оборудование. Это зависит от сложности сварки, типа материала и прочих условий. Чаще всего применяется оборудование с напряжением 150-500 А. Оно создает дугу 22-30 В, а расход газа при этом составляет 10 л/мин.
Процесс сварки
Дуговая сварка в защитном газе является эффективной методикой. Но чтобы этого добиться, мастер должен выполнять все требования, выдвигаемые стандартами к этому процессу. Эта методика несколько отличается от иных техник, что мастер должен обязательно учитывать.
Сначала металл готовят для проведения процесса сварки. При использовании такой технологии эта процедура оказывает меньшее воздействие на результат, но проводить ее нужно. Далее проводится настройка оборудования в соответствии с параметрами сварки. Учитывается толщина и тип материала.
Когда оборудование будет готово, производится розжиг дуги. При этом подпаливают пламя горелки. Некоторые разновидности сварки предполагают проведение предварительного прогрева заготовки. Для этого сначала включают горелку, при помощи которой производится предварительная обработка металла.
Когда вокруг дуги начнет образовываться сварочная ванна, начинают подавать проволоку. Для этого оборудование оснащают специальным подающим устройством. Оно поставляет проволоку в зону расплава с определенной скоростью. Если нужно сделать длинный шов, это удобно, так как дугу не придется разрывать. Для этого применяется неплавкий электрод, который поддерживает дугу длительное время.
Если сварка происходит при использовании постоянного тока, его полярность должна быть обратной. Это сокращает вероятность разбрызгивания, но повышается расход металла. Коэффициент наплавления при использовании подобной методики заметно снижается. При прямой полярности он возрастает в 1,5 раз.
Ванну желательно вести слева направо (если мастер правша). Так будет видно процесс формирования шва. Также все действия нужно выполнять по направлению к себе. Шов создается просто, от мастера требуется только ровно вести аппарат на перманентной скорости.
Дуга отрывается от заготовки в обратном направлении относительно движения сварки. В некоторых случаях после такой манипуляции может потребоваться дополнительный прогрев.
Дуговая сварка в защитном газе производится при помощи специального оборудования. Оно применяет стандартные источники электропитания, а также обладает функцией регулировки напряжения.

Агрегаты для сварки оснащаются устройством, передающим проволоку. Также здесь предусмотрены узлы для подачи газов в зону плавления при помощи шлангов из баллонов. Процедура сварки производится при постоянной высокой частотности тока. От правильности регулировки зависит стабильность дуги. Также настраивается скорость подачи проволоки. Наиболее популярными агрегатами для проведения подобной сварки являются:
- «Импульс 3А». Применяется для сварки алюминия, но недостатком является малая функциональность прибора. Его также можно применять для сварки черных металлов, а также создания потолочных швов.
- «ПДГ-502». Применяется для проведения спайки в углекислом газе. Аппарат надежный и производительный. Работает от сети как 220 В, так и 380 В. Электричество может регулироваться от 100 А до 500 А.
- «УРС 62А». Применяется при сварке в полевых условиях. Преимущественно используется для сварки алюминия, но может и обработать титан.
Средства защиты
Сварочные работы при использовании газа отличаются высокой степенью опасности, особенно при использовании взрывоопасных веществ. Поэтому сварщик должен применять в работе индивидуальные средства защиты. Они должны закрывать кожу, глаза, не позволять мастеру вдыхать вредные пары.
Даже если проводится кратковременная сварка в собственном гараже, мастер должен применять специальную маску, респиратор и термоустойчивые краги. В этом случае работа будет выполняться в безопасном режиме, что также сильно отражается на качестве результата.
Технология механизированной сварки
Полностью или частично механизированная сварка облегчает монтаж трубопроводов, металлоконструкций, используется при производстве сварных деталей. За счет механического передвижения сварочной головки улучшается прочность шва. Данными видами оборудования выполняют тавровые, угловые соединения, сваривают заготовки встык и внахлест. Механизированный помощник помогает точно соединить детали, расположить их под требуемым углом. Автоматы и полуавтоматы помогают выполнять работы в труднодоступных местах.

Особенности
Сначала о полностью механизированной сварке, это автоматизированный процесс соединения деталей, когда оператор только настраивает оборудование и следит за его работой. Аппарат сам разжигает и поддерживает дугу, ведет ее по шву, при этом подает присадочную проволоку, флюс или защитный газ.
При частично механизированной сварке подача расходных материалов осуществляется автоматически, а за геометрию шва отвечает сварщик. Он перемещает горелку с нужной скоростью в заданном направлении. Процессы полной или частичной механизации также регулируются стандартами для сварочных технологий.
Область применения
С помощью сварочных механизированных аппаратов можно сваривать трубы, накладывать прямые, кольцевые и криволинейные швы, осуществлять соединения в труднодоступных местах. Средства механизации предназначены для тонких заготовок и средней толщины. Оборудование применяется для монтажа и ремонтных работ, выручает в аварийных ситуациях. При серийном производстве используют полную механизацию, в транспортном машиностроении чаще нужны полуавтоматы с функцией подачи флюса, газа. Хребтовые балки сваривают на поточных механизированных линиях, рамы вагонов – на кантователях. Автоматическая механизированная сварка под флюсом и в углекислом газе применяется при выпуске прямошовных и спиралешовных труб.
Виды механизированной сварки
При механизации сварочного процесса учитывают особенности сваривания различных металлов. Для соединения углеродистых и низкоуглеродистых сплавов необходим углекислый газ. Алюминий, титан, магний расплавляют под облаком инертного газа. Чугун, некоторые алюминиевые сплавы, легированные стали сваривают с использованием различных флюсов. Каждый механизированный сварочный процесс стоит рассмотреть подробней.
В среде углекислого газа
Расход CO 2 зависит от типа электрода, мощности электродуги, движущихся потоков воздуха. При сдувании струи газа ветром или сквозняком ухудшается качество шва. Механизированной дуговой сваркой соединяют заготовки с содержанием углерода:
- до 2,14% (низкоуглеродистые сплавы);
- от 3 до 5 % (среднеуглеродистые).
Сваривают детали толщиной до 40 мм, в смеси газов можно проварить 80-ти мм металл. Процесс регламентируется ГОСТ 14771-76. Струя поступает из сопла, обтекает сварочную дугу, предохраняет ванну расплава от окисления.
В инертных газах
При механизированной сварке в среде защитных газов металлы при нагреве не окисляются. При подаче аргона с плотностью в 1,5 раза выше, чем у воздуха, над обрабатываемыми кромками формируется устойчивое облако. Такую защиту ванны применяют при сваривании любых металлов, когда необходимо получить качественное соединение или невозможна обыкновенная электродуговая сварка, например, при монтаже проката:
- из цветных металлов (меди, никеля, алюминия, титана);
- жаропрочных и конструкционных сталей, склонных к окислению при нагреве;
- некоторых видов нержавейки.
Инертные газы защищают металл от воздействия кислорода, азота, других компонентов воздуха, ухудшающих эксплуатационные характеристики сварных соединений.
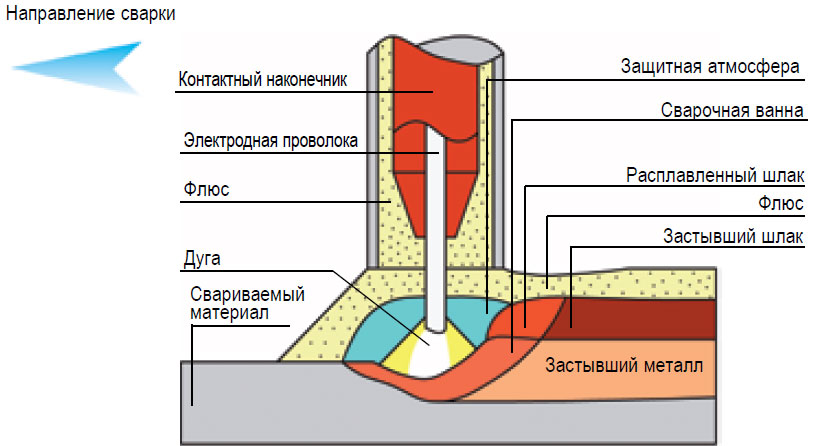
Под флюсом
По ГОСТ 8713-79 в зависимости от способа изготовления флюсы разделяют на две группы:
- плавленые представляют собой однородный конгломерат, получаемый путем спекания компонентов;
- неплавленые бывают двух видов: керамические – это порошки с клеевой основой; спеченые сначала спекают при высоких температурах, затем измельчают до нужной фракции.
Смеси и порошки на основе силиката марганца наносят перед механизированной сваркой под флюсом. В процессе нагрева дугой защитный состав образует шлаковую корку. Оставшиеся частицы собирают для повторного применения.
Порошковыми проволоками
Сварщики выбирают любой расходный материал под тип обрабатываемого металла, порошковые проволоки – не исключение. Это стержень, заполненный шихтой, выполняющей сразу несколько функций:
- защищает металл от воздействия азота, кислорода, водорода;
- раскисляет и легирует расплавленный металл;
- поддерживает стабильное горение дуги;
- формирует ровный шов.
Для механизированного сварочного процесса применяют несколько типов порошковой проволоки:
- сочетаемые с флюсами;
- содержащие флюсовые компоненты в составе шихты;
- самозащитные для сваривания металла в углекислом газе.
Производители выпускают расходники с замкнутым трубчатым сечением, с захлестом кромок и сложной формы с загибами одной или обеих кромок внутрь.

Применяемое оборудование
Для работы применяют автоматы и полуавтоматы, тип сварочного механизированного оборудования зависит от необходимой степени участия человека в сварочном процессе. Механизированный автоматический аппарат осуществляет:
- розжиг дуги;
- механизированную подачу присадки, флюса или газа;
- контроль токовых параметров;
- движение дуги относительно кромок по заданной траектории.
Оператор только следит за работой автоматов, состоящих из трактора (самоходной сварочной головки) и блока управления (процессора).
Механизированные устройства тракторного типа осуществляют подачу проволоки за счет прижимного и подающего роликов. Перемещение дуги по направлению шва осуществляется вручную сварщиком. Основным элементом полуавтоматической механизации является электродержатель. Через это устройство обеспечивается подача электротока в зону сварки. Дуга разжигается при замыкании цепи с помощью пусковой кнопки, расположенной на рукояти держателя.

Для подачи и уборки оставшегося флюса монтируются бункеры с регуляторами (дозаторами). У механизированных полуавтоматов для сварки в защитных газах имеется специальная газоэлектрическая горелка, из которой одновременно подается газ и токопроводящая присадочная проволока.
Самоходная головка (трактор) одновременно с замыканием цепи осуществляет подачу требуемых компонентов. Вместе с током, питающим дугу, в зону сварки поступает расплавляемая присадка, защитные флюсы или газы.
Классические механизированные аппараты регулируют скорость подачи проволоки и плотность дуги в зависимости от физико-механических свойств свариваемых металлов. Проволока устанавливается в кассетах фабричной намотки с фиксированным натяжением. Разматываясь, присадка сначала проходит через направляющие ролики и шланги, затем поступает на подающие.
Специальные системы, ответственные за подачу газа, флюса, настраиваются собственно токовым параметрам. Скорость движения горелки регулируется автоматизировано или сварщиком.
При помощи механизированного трактора подается электродная проволока, а ток проводится к сварочному месту.
Производители предлагают механизированное оборудование для сварки с разной степенью механизации. По сути, технология автоматизированной сварки с точки зрения физико-термических процессов идентична ручной. Отличается технологичностью, скоростью формирования шва, качеством соединений.
Дуговая сварка в защитном газе

Дуговая сварка в защитном газе позволяет получить швы исключительного качества: за счет блокирования доступа воздуха соединение получается без пор и шлаков. Однако это вовсе не означает, что технология сама делает свое дело, а от сварщика ничего не зависит.
Для получения качественного результата необходимо правильно провести подготовительные и основные манипуляции. В нашей статье мы расскажем, как проводится дуговая сварка в защитных газах, что нужно сделать перед началом работ и какие правила безопасности необходимо соблюдать.
Суть метода дуговой сварки в защитном газе
Нюансы названия аргонодуговой сварки (TIG) по ГОСТу
Отличительной чертой дуговой сварки в защитном газе является использование специальной газовой среды, которая предохраняет нагретый до высокой температуры и плавящийся металл заготовки и электрода от контакта с воздухом. Содержащийся в нем кислород вызывает окисление металла и отрицательно влияет на качество сварных соединений. Именно поэтому и прибегают к сварным работам в среде инертных или активных защитных газов. Они поступают в зону сварочной дуги, обтекая ее и заполняя сварочную ванну, тем самым предотвращая негативное воздействие кислорода на металлы.
Дуговая сварка в среде защитных газов обладает следующими достоинствами:
- высокой производительностью, превышающей в 2-3 раза потенциал обычной технологии, не предполагающей использование защитных сред;
- возможностью проведения работ в любом положении, отсутствием необходимости в последующей обработке сварных соединений от шлаков и окислов, отличной защитой рабочей зоны от негативного воздействия кислорода;
- небольшой зоной нагрева заготовки;
- незначительными деформациями свариваемых изделий и конструкций;
- возможностью наблюдения за формированием сварного шва;
- использованием как механических, так и автоматических сварочных аппаратов.
Что касается недостатков технологии, то они заключаются в относительно высокой стоимости работы, поскольку требуется специальная аппаратура, дорогостоящие защитные газы, расходные материалы.
Виды газов для дуговой сварки
Для этой технологии дуговой сварки используют инертные и активные газы.
Инертные – аргон и гелий – не вступают в реакцию с металлом заготовок. С их помощью соединяют алюминиевые, титановые и другие металлические изделия. Дуговая сварка в защитном газе с использованием неплавящихся электродов подходят для работы с тугоплавкими сталями.
Также для дуговой сварки в защитном газе используют азот, водород, кислород. Наиболее выгодным с экономической точки зрения является применение углекислого газа.
Защитные газы, используемые при сварных работах, обладают следующими отличительными характеристиками:
- Аргон – невзрывоопасный, невоспламеняющийся, помогает получить качественный шов, надежно предохраняет сварную ванну от попадания атмосферного кислорода.
- Гелий – переходит в сжиженное состояние при температуре -269 °С, поставляется в баллонах, где находится под давлением в 150 атм.
- Углекислый газ – бесцветный, без запаха, выделяется из дымовых газов при помощи специальной аппаратуры.
- Кислород – получают из атмосферного воздуха путем его охлаждения, газ способствует горению.
- Водород – приобретает взрывоопасные свойства при контакте с воздухом, бесцветный и без запаха, требует неукоснительного соблюдения правил безопасности, способствует воспламенению.
Для дуговой сварки в защитном газе плавящимся электродом используют углекислый газ. Под воздействием температуры он распадается на угарный газ и кислород. Для предотвращения окисления металла пользуются присадками с кремнием и марганцем в составе.
Эти вещества, вступая между собой в химическую реакцию, приводят к образованию шлака, который покрывает сварной шов. Шлак не влияет на качество соединения, однако нуждается в устранении.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Прежде чем приступить к автоматической или ручной дуговой сварке в защитном газе, необходимо удалить воду из газового баллона, перевернув его. Процедура требует периодического повторения. Игнорирование этого процесса приведет к тому, что сварной шов получится низкокачественным и пористым.

Заготовки из меди и нержавейки сваривают в защитной среде аргона с использованием графитовых или угольных электродов. Защитный газ не вступает в химическую реакцию с названными металлами. Вольфрамовые стержни для этой технологии не подходят, поскольку быстро расходуются.
Существенное значение для получения качественного сварного соединения имеет правильная настройка аппаратуры. Необходимо ориентироваться на сложность работы, материал и толщину заготовок и т. п. В большинстве случаев дуговая сварка в защитном газе проводится на оборудовании с напряжением от 150 до 500 А, способным создать дугу мощностью от 22 до 30 В, расход газа в этом случае не превышает 10 л/мин.
Оборудование для дуговой сварки в защитном газе
Дуговую сварку в защитном газе чаще выполняют с помощью полуавтоматических инверторов, позволяющих регулировать напряжение и силу тока. Инверторы одновременно являются источниками питания. Производители выпускают оборудование с дополнительными опциями, однако для работы с заготовками из металлов средней толщины подойдут простые модели.
Полуавтоматические аппараты для сварки.
Оборудование для дуговой сварки в защитном газе бывает:
- Локальным, в котором подача газа осуществляется из сопла напрямую. Это наиболее распространенные аппараты, которые не подходят для работы с крупногабаритными заготовками.
- Общим, которое позволяет регулировать атмосферу в рабочей зоне. Аппараты оптимальны для работы с габаритными конструкциями.
Регулировка атмосферы происходит следующим образом:
- откачка воздуха из внутренней полости;
- закачка газа;
- непосредственно сварные работы.
Для дуговой сварки в защитном газе, помимо сварочного аппарата, потребуются следующие расходные материалы и оборудование:
- Присадочные прутки помогают выполнить аккуратный сварной шов на заготовках из сложных металлических сплавов (цветных, нержавеющих, стальных металлов). При выборе присадок ориентируются на состав материала обрабатываемой заготовки. Присадка и неплавящийся электрод выступают в качестве припоя.
- Проволока используется при дуговой сварке в защитной среде аргона. Ее подача осуществляется автоматически из установленной на инверторе катушки. Наряду с прутьями используется для формирования шва при сварке неплавящимся электродом.
- Шланги и фитинги – расходные материалы, которые периодически требуют замены. Длина шланга должна быть такой, чтобы между аппаратом и обрабатываемой деталью оставалось достаточное количество места.
Системы для подачи проволоки.
При ручной дуговой сварке в защитном газе проволоку в рабочую зону подает сварщик. В автоматическом оборудовании подача выполняется без участия мастера. Однако он может выбирать скорость подачи в зависимости от силы тока.
Системы подачи проволоки делятся на:
- стационарные, устанавливаемые на инверторе;
- передвижные, размещаемые на различном оборудовании.
При неоспоримых достоинствах они обладают и некоторыми недостатками: сложностью конструкции и нуждаемостью в периодическом обслуживании. Для этой работы требуется специалист, обладающий специальными познаниями.
Подготовительный этап перед дуговой сваркой в защитном газе
Подготовка к дуговой сварке в защитной газовой среде заключается в разделке кромок заготовок в соответствии с требованиями ГОСТ или других технических стандартов. При использовании механического оборудования сварщик может не разделять края деталей, полностью проваривая металл и не оставляя между кромками зазоров. Если соединяемые элементы располагаются на некотором расстоянии друг от друга либо произведена разделка их краев, то выполняется проварка, однако толщина шва не должна превышать 1,1 см. Если разделка боковых углов кромок не имеет откосов, то можно повысить производительность автоматической дуговой сварки.
При приварке происходит усадка металла, негативно влияющая на зазор между заготовками. Во избежание некачественного результата, детали крепятся друг к другу шарнирами под определенным углом в зависимости от размера деталей.
Дуговая сварка в защитном углекислом газе требует предварительной очистки поверхности заготовок от шлака и загрязнений. Для снижения уровня загрязнения в процессе работы детали обрабатывают специальными жидкими составами. Не требуется ждать полного высыхания жидкости до начала сварных работ. В дальнейшем конструкцию собирают с помощью клиньев, скоб, прихваток и т. п. До сборки изделие необходимо тщательно осмотреть.
Способы дуговой сварки в защитном газе
На предприятиях при проведении строительных работ используют автоматическое оборудование для дуговой сварки в защитном газе. Применение такой аппаратуры позволяет полностью контролировать весь процесс соединения заготовок. В то же время для бытовых нужд сварочные автоматы не подходят, поскольку являются сложными и дорогостоящими.
Рекомендуем статьи
Различаются аппараты для дуговой сварки в защитном газе по используемым инструментам. К примеру, для работы с рядом металлов оптимальны неплавящиеся электроды. К тому же опытные сварщики четко определяют глубину проплавления металла. Поскольку в автоматических аппаратах работа горелки и подача присадочной проволоки осуществляется автоматически, то дефекты сварного шва в виде непроваренных участков практически не встречаются.
Важно помнить, что неплавящиеся электроды подходят в основном для сварных работ с заготовками из тонкостенных металлов. Если же предстоит соединять изделия из толстостенного металла, то качество шва при таком варианте будет ниже.

Неплавящиеся вольфрамовые, угольные или графитовые электроды отлично подходят для работы с конструкциями из нержавейки.
Плавящиеся электроды оптимальны для дуговой сварки в защитном газе изделий из большинства металлов. Они не требуют использования дорогостоящего оборудования, позволяют сваривать детали в труднодоступных местах, а также выбирать положение заготовок и сварщика в пространстве.
Техника безопасности при дуговой сварке в защитном газе
Защитная газовая среда предотвращает порчу металла во время сварных работ, однако газ представляет опасность для самого сварщика. Поэтому при дуговом способе соединения деталей важно соблюдать правила безопасности, пользоваться защитной одеждой, масками, перчатками. Поскольку кислород легко воспламеняется, использовать его нужно с особой осторожностью. Газовые баллоны хранятся и применяются при работе только в вертикальном положении. Нельзя пользоваться баллонами, у которых истек срок поверки, есть следы механических повреждений.
Проводить дуговую сварку в защитном углекислом газе можно только в хорошо проветриваемом помещении. Различные газовые среды требуют применения подходящих редукторов. Шланги не должны быть спутанными, а также не следует их подвергать воздействию открытого огня, искр, горячих и тяжелых предметов.
В помещении, в котором проводятся сварные работы, не должны присутствовать посторонние люди, домашние животные, легковоспламеняющиеся, горючие вещества и т. п.
Перед началом работы мастер проверяет исправность пусковой системы, герметичность шлангов. Дуговую сварку в защитном газе на неисправном оборудовании проводить запрещено. Закрытые, а также сырые помещения требуют от сварщика использования прорезиненной одежды и специальных ковриков. Запрещается работать с незакрепленными, плохо закрепленными заготовками и конструкциями, изделиями, расположенными на неустойчивых поверхностях, а также в условиях ограниченной видимости.
Дуговая сварка в защитной газовой среде эффективна, при этом легко выполнима как в промышленных, так и в бытовых условиях. Она требует минимальных затрат на оборудование и расходные материалы, при этом предлагая сварщику широкий круг возможностей.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: