Механизированная сварка это сварка
Обновлено: 04.07.2024
Расплавленный высокотемпературный металл в сварочной ванне активно взаимодействует с газами из окружающей среды. В результате нежелательных химических реакций образуются:
- оксиды (взаимодействие с кислородом). Снижают прочностные характеристики, жаропрочность и коррозионную стойкость соединений;
- нитриды (соединения с атомами азота). Способствуют увеличению хрупкости и старению металла;
- гидриды (реакция с молекулами водорода). Образуют мелкие поры, микротрещины.
Газы защитные против атмосферных
Один из способов решения этих проблем — создание искусственной прослойки в виде защитных газов между жидким металлом в сварном шве и окружающим воздухом. Инертные или активные газы через сварочные горелки плотной струей под давлением подают в зону сварного соединения. Они создают благоприятную среду для устойчивого горения электрической дуги и протекания под ее воздействием качественных металлургических процессов.
Невидимые защитники
Для этих целей ГОСТом 19521-74 предусмотрено применение:
Двуокись углерода
Газ СО2 (ГОСТ 8050-85) получил наибольшее распространение из-за невысокой стоимости (выделяется как побочный продукт при коксовании углей, обжиге известняка). Является активным. Оттесняя от сварочной ванны вредные газы из окружающей среды, сам способен вступить в химическую реакцию с металлом шва.
При высоких температурах в зоне дуги распадается на окись углерода и свободный кислород. Его нейтрализуют, используя сварочную проволоку или присадочный материал с повышенным содержанием марганца и кремния (ГОСТы 2246-70, 10543-98). Окислы этих элементов выходят на поверхность сплава в виде шлаков.
Сварку в среде углекислого газа применяют для соединения деталей из низколегированных и углеродистых сталей.
Аргон и гелий
Аргон (ГОСТ 10157-79) и гелий (ГОСТ 20461-75) — инертные газы. Они не взаимодействуют с жидким металлом в сварочной ванне.
Аргон, являясь более тяжелым по отношению к воздуху, создает плотную защиту от азота и кислорода из окружающей среды. Используется для получения высококачественных сварных швов углеродистых и высоколегированных сталей, а также для сварки цветных металлов и их сплавов.
Гелий применяется в тех же целях, что и аргон, но значительно реже из-за его высокой стоимости. Чаще используют в виде смеси с аргоном.
Азот и водород
Активные газы азот (ГОСТ 9293-74) и водород (ГОСТ 3022-70) применяются в высокотемпературных процессах с металлами, не вступающими с ними во взаимодействие.
Способы газоэлектрической сварки
Способы сварки в среде защитных газов определены ГОСТом 14771-76:
- неплавящимися электродами без присадочного (ИН) и с присадочным металлом (ИНп) в инертных газах;
- плавящимися электродами в СО2 (УП) и инертных газах (ИП).
Металлические — вольфрамовые (ГОСТ 23949-80). Используют для сварки сталей и цветных металлов на постоянном, переменном или импульсном (пульсирующим по заданной программе) токе.
Сварку с применением этих электродов называют TIG (английский) или WIG (немецкий вариант).
Неметаллические — угольные и графитовые. Применяют в основном для сварки меди, латуни, бронзы и чугуна.
- проволочные (сплошные и порошковые);
- ленточные (сплошные и порошковые).
Если при сварке неплавящимися электродами для заполнения шва металлом в основном используют присадочный материал, то в случае плавящихся — присадкой служат сами электроды.
Содержание химических элементов в материале электрода и порошкового наполнения подбирают в соответствии с составом свариваемых деталей.
Плавящаяся стальная проволока для сварки в защитных газах (ГОСТ 2246-70) предназначена для работы с углеродистыми и низколегированными сталями. Проволочные электроды из цветных металлов (титана, меди, алюминия и сплавов на их основе), как более дорогие, используют, согласно технологическим картам для соединений аналогичных цветных металлов и их производных.
Технологические особенности и оборудование
Сварочные работы в среде защитных газов производятся:
- (ГОСТ 18130-79); (ГОСТ 8213-75);
- сварочными тракторами.
Газоэлектрическую сварку в среде СО2 осуществляют плавящимся электродом. Преимущественно — на постоянном токе (до 500А) с подключением электрода к плюсу, а свариваемых деталей — к минусу. Требования к источникам питания регламентирует ГОСТ 25616-83.
Сварка в среде аргона производится неплавящимися и плавящимися электродами как на постоянном, так и на переменном токе.
Для плавящихся электродов на постоянном токе, как и в предыдущем случае, используют обратную полярность.
При постоянном токе с вольфрамовым электродом на него подают минус, на детали — плюс. Применение прямой полярности позволяет поддерживать устойчивое горение дуги. Использование переменного тока для этой цели требует наличия стабилизаторов напряжения.
Преимущества автоматической сварки
На поточном производстве сварочный автомат полностью заменяет опытного сварщика. С большой производительностью, без участия человека обеспечивает точное соединение деталей. Автоматическая сварка – полностью механизированная технология.
Аппарат самостоятельно поддерживает стабильное горение дуги, подает присадочную проволоку. Процесс происходит в закрытом корпусе. Оператор не подвергается воздействию вредных факторов. Автоматы-сварщики способны работать без перерывов и выходных. После программирования процедура сварки полностью контролируется в автоматическом режиме. При ускоренном процессе получаются качественные швы.
Сущность автоматической сварки
Процедуру автоматизации сварки по электродуговой технологии условно делят на несколько операций:
- обновление расплавляемого стержня в постоянном режиме;
- поддержание необходимых условий (подача флюса или защитного газа в рабочую камеру);
- равномерное движение дуги по заданной траектории с постоянной скоростью;
- формирование шовного валика.
При этом автомат контролирует:
- расстояние между кончиком электрода и свариваемым металлом до микрон;
- силу сварочного тока;
- скорость образования шва;
- глубину прогрева заготовки.
Автоматы различаются по:
- способу защиты рабочей зоны;
- движению сварочной дуги;
- количеству устанавливаемых электродов, их типу;
- роду рабочего тока.
При таком разнообразии аппаратов сущность процесса одинаковая.
Благодаря автоматическим установкам производителям удалось увеличить производительность и качество сварных соединений.
Виды сварочных автоматов
Исходя из функционала, в любом оборудовании с автоматической сваркой должны быть базовые элементы:
- источника тока инверторного типа, чтобы обеспечить стабильное горение дуги, поддерживающего нужные вольт-амперные характеристики;
- головки, заменяющей электрод;
- устройства, обеспечивающего движение головки или ванны расплава;
- механизированной подачи присадки;
- блок управления.
Все эти части собраны в едином корпусе. Необходимо предусмотреть стол для укладки заготовок. Устройство формирует шов за счет взаимного движения ванны расплава и головки. Одни из элементов закреплен жестко, другой подвижен. Разработано два типа автоматов:
- с равномерной (устанавливаемой) скоростью подачи присадки в рабочую зону;
- регулированием вращения подающих валиков в зависимости от напряжения дуги.
Саморегулирование происходит за счет удлинения дуги для снижения ампеража рабочего тока. Соответственно, при короткой дуге сила тока возрастает. Если преобразованный сигнал об изменении электродуги передавать на механизм вращения роликов, корректируется скорость подачи проволоки. В автоматах в постоянном режиме регулируется ампераж и вольтаж. Величина напряжения устанавливается на пульте управления, ток регулируется по внешним характеристикам источника питания.
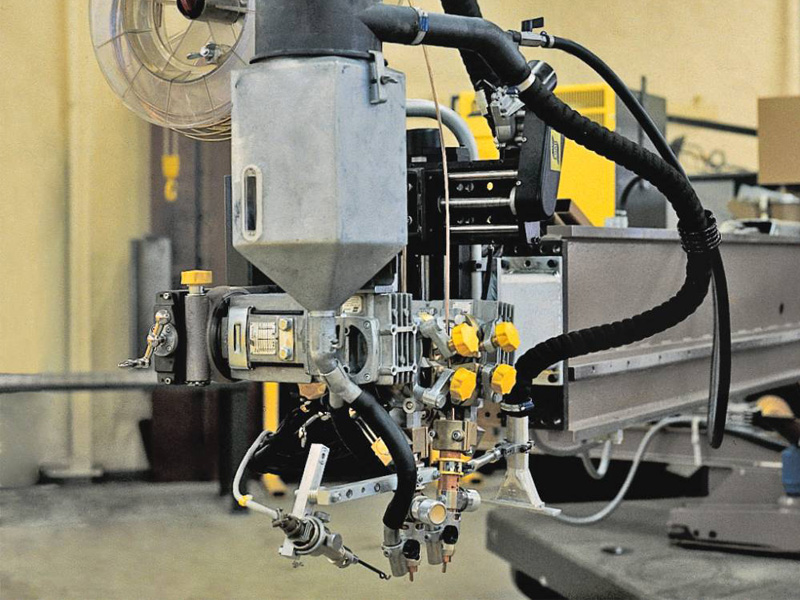
Сварочный трактор
Первые установки для автоматической сварки создавались в годы СССР для тяжелого машиностроения. Электропривод одновременно подает крутящий момент на механизм подачи проволоки и ходовую часть аппарата. Дополнительно монтируется бункер для подачи флюса, бобина для проволоки. Головка с тугоплавким электродом закреплена стационарно в нижней части трактора, вблизи оси, проходящей по центру тяжести сварочного устройства.

Автомат устойчиво движется по свариваемой поверхности или рельсовым направляющим. Устройство применяется для изготовления и ремонта габаритных емкостей, демонстрирует высокую производительность.
Подвесное оборудование
Сварочные автоматы выпускают двух типов:
- стационарные с неподвижно закрепленным электродом, генерирующим дугу;
- передвижные, оборудованные тележками.
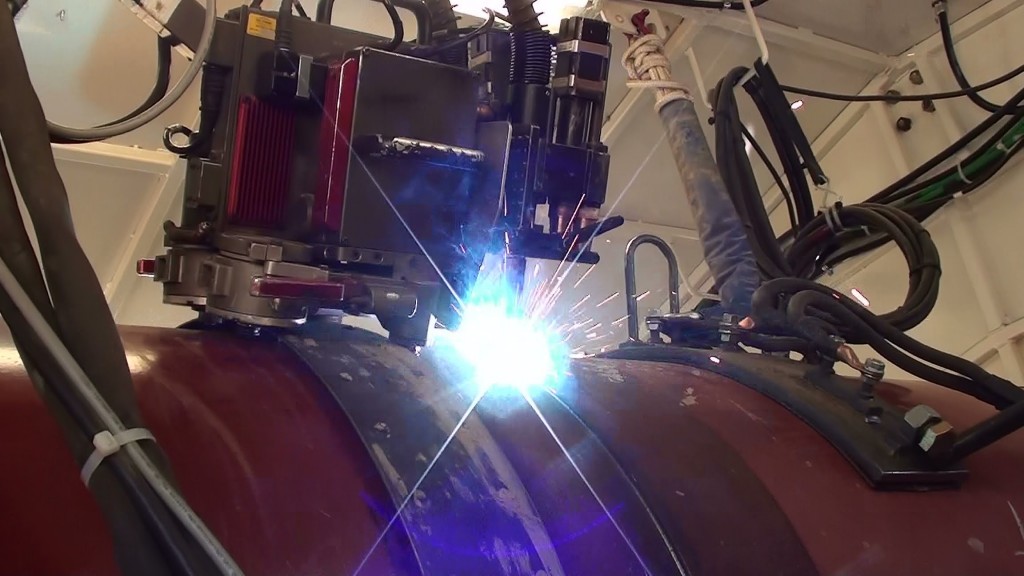
Первые применяются для соединения труб или других вращающихся вокруг оси заготовок. Самоходные нужны для формирования длинных швов. Область применения подобных автоматов обширна, например изготовление сварного проката или наплавка крупногабаритных деталей. Подвесное оборудование используется в робототехнике, оснащается манипуляторами.
Продвигаясь по заданной траектории на недоступных человеку скоростях, автоматическая сварка обеспечивает достойный уровень качества сварных соединений.
Используются для однослойной или многослойной сварки деталей различной толщины с разделкой кромок или без, внахлест или встык. Автоматы выполняют угловые, кольцевые прямые швы.
Технология автоматической сварки
Главный узел аппарата – токопроводящая сварочная головка. Осуществляется подача:
- присадки;
- разряда, формирующего электрическую дугу.
Автоматическая сварка чаще производится с использованием присадочной проволоки, закрепляемой на бобине или катушке. За счет роликовой системы устанавливается траектория движения, скоростной режим. Предварительно присадка выпрямляется, затем поступает в направляющий мундштук, который в процессе работы размещается над рабочей зоной.
Автоматическим сварочным аппаратом дуга формируется по тому же принципу, что у ручного – при замыкании электрода на поверхности детали происходит пробой заряда. Контакт и электродуга расположены так, что присадка выполняет функцию короткого плавящегося электрода. За счет непрерывной подачи проволоки длина токопроводящего отрезка остается неизменной.
Сварочная зона обширная, зависит от марки оборудования. При правильной настройке не возникает перегрева металла или мундштука. Инверторный источник питания способен зажигать дугу без контакта дуги и заготовки. Когда длина электродуги фиксированная, исчезает риск залипания электрода при коротком залипании по капле. Металл стабильно поступает в ванну расплава. При падении капли проволока на холостом ходу движется назад, увеличивая дистанционный разрыв, необходимый для поддержания электроразряда. Вручную подобную стабильную работу обеспечить невозможно.
Преимущества и недостатки
Визуально швы по автоматической технологии намного ровнее, чем ручной. Сварка автомат обладает другими достоинствами:
- Перед ручной дуговой, сварочное оборудование необходимо долго настраивать, регулировать параметры тока, напряжения. Использование электронных систем ускоряет настроечный процесс.
- Производительность автоматов в разы выше, чем у бригады сварщиков. Не нужны перерывы на отдых, качество не зависит от профессионализма.
- Снижается объем отходов. Количество испорченных деталей зависит от правильности настройки аппаратов, а не от человеческого фактора.
- Стабильный сварочный шов. Сварка автоматами ценится за аккуратные ровные шовные валики одинаковой высоты без разрывов и наплывов.
- Экономичность: расход проволоки ограниченный, меньше энергопотерь из-за разбрызгивания, угара.
- Возможность варить металл:
- в труднодоступных для человека местах;
- замкнутых пространствах;
- вредных условиях: повышенной загазованности, некомфортной для человека температуре.
Теперь о недостатках сварки автоматом:
- низкая маневренность;
- необходимость перестройки при смене операций;
- высокая стоимость оборудования.
По этим причинам сварочные автоустройства не могут полноценно заменить сварщиков.
Механизированная сварка: виды, ГОСТы, технология, оборудование, дефекты, область применения
Механизированная сварка представляет собой дуговую сварку, в процессе которой подача электрода, преобразованного путем плавления в присадочный металл или перемещение дуги выполняются с помощью управляемых машин и механизмов. С ее помощью специалист по металлу производит стыковые, угловые, тавровые и иные швы.
Нормативные акты, используемые при проведении сварных работ
Перечень основных Государственных стандартов, посвященных механизированной сварке, включает:
- ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий;
- ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры;
- ГОСТ 19521-74 Сварка металлов. Классификация;
- ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка;
- ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения;
- ГОСТ 29273-92 Свариваемость. Определение;
- ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу;
- ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений;
- ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений;
- ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения;
- ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.
Область использования
Данный вид технологических работ широко используется при производстве:
- корпусов судов, узлов и заготовок в судостроении;
- резервуаров для хранения нефти и нефтепродуктов;
- стальных труб и магистральных трубопроводов;
- металлических и железобетонных конструкций в строительстве;
- отдельных частей автомобиля в автомобильной промышленности;
- мостов;
- бытовых металлических изделий (ворота, ограды);
- при ремонте сельскохозяйственной и автомобильной техники и др.
Механизированная сварка — это вид сварочных работ, где все ключевые манипуляции, кроме погрузки и разгрузки изделий, выполняются в автоматическом режиме.
Частично механизированная — представляет собой металлообработку, где в ручном режиме осуществляется передвижение горелки и заготовки, погрузка и разгрузка изделий, а проволока поступает механически.
Технология механизированной обработки
Сначала обрабатываемые поверхности подготавливают. Проводят правку для устранения деформаций проката, наносят разметку, выполняют резку металла и обработку кромок. Края подвергают механической обработке абразивными материалами (инструментами) высокой твердости.
Далее выбирают режим сварки. Определяют силу, род и полярность тока, напряжение дуги, скорость сварки, температуру окружающей среды, число проходов, пространственное положение шва.
К электроду подводят электроэнергию, а обрабатываемое изделие заземляют для возбуждения и поддержания дуги. При соприкосновении этих объектов возникает сварочный ток. Под воздействием нагрева металл электрода и кромка изделия плавятся. Расплавленные частицы одного и другого вещества попадают в сварочную ванну, где происходит их смешивание в единую массу. При этом образуется расплавленный шлак, который поднимается на поверхность и образует защитную пленку. Затвердевание металла способствует образованию сварного шва.
На качество места соединения влияет наличие воздуха. Чтобы шов оставался прочным, локацию обрабатывают защитным газом, образующимся при сгорании углерода, или флюсом.
Технология частично механизированной сварки
Частично механизированная сварка предполагает ручное перемещение горелки и (или) заготовки и осуществление погрузки и разгрузки деталей. А вот подача присадочного металла происходит механическим способом. Возможна ручная регулировка сварочных параметров.
Существуют левый и правый способ газовой сварки. Левый способ заключается в перемещении горелки справа налево, при этом также передвигается перед пламенем присадочный пруток. В идеале движение должно носить зигзагообразный характер, перпендикулярный шву.
Правая сварка подразумевает прямолинейное перемещение горелки слева направо. Пламя расположено перед прутком и направлено в сторону расплавленной ванны. Металлический шов остывает не так быстро, как в первом случае. Из-за этого прочность соединения и производительность работ повышаются, а расход газа уменьшается.
Сварочное оборудование
Производство сварных швов реализуется с помощью автоматических и полуавтоматических аппаратов.
Автоматический прибор включает в себя:
Главным элементом автомата является сварочная головка. От того, с какой скоростью (постоянной или переменной) она подает электродную проволоку, зависит скорость плавления.
Полуавтомат обеспечивает подачу проволоки механическим способом. Перемещение дуги по направлению шва реализуется ручным управлением.
Полуавтоматическая техника включает в себя:
Основным элементом механизма является электродержатель. Он сохраняет электрод в определенном положении и обеспечивает подачу тока в зону сварки. Активация дуги происходит посредством замыкания или пусковой кнопки, расположенной на рукояти держателя.
Механизированная сварка под флюсом
Флюс – это порошкообразное вещество для сварки, соответствующее ГОСТ 8713-79. Своими свойствами он напоминает электродное покрытие, а основным веществом является силикатный марганец.
Флюс бывает плавленым и неплавленым. К первым относятся вещества, прошедшие высокотемпературную обработку в печах. Ко вторым причислены флюсы керамического происхождения и порошки, спекшиеся и раздробленные до определенного размера.
Чаще всего сварка под флюсом используется при соединении высоколегированной и нержавеющей стали, алюминиевых и медных сплавов.
Недостатки швов
Дефекты сварочных швов возникают вследствие:
- дифференциального нагрева металлического изделия;
- усадки расплавленного вещества;
- структурных изменений в химическом элементе.
Для предотвращения несовершенства сварки детали закрепляют в специальных инструментах. Этот вариант идеально годится для вязких составов, которые не вызывают образование трещин.
Некоторые сварщики используют метод обратной деформации или метод полного (частичного) устранения внутренних напряжений.
Классический случай устранения недостатков – термическая обработка посредством высокого отпуска. Изделие нагревают до 650°С и после недолгой выдержки медленно охлаждают.
Механизированное производство швов: плюсы и минусы
К преимуществам относят отличное качество готовых изделий, высокую скорость металлообработки, экономию металла (например, в сравнении с заклепочным соединением), снижение стоимости, связанную с уменьшением трудоемкости подготовительных работ. Вес сварной конструкции легче литой или клепаной.
К отрицательным качествам относится высокое энергопотребление сварочных работ и расходных материалов.
Сравнение двух сварочных решений: ручная дуговая или полуавтомат? Какая сварка лучше подойдет для определенных задач
Что собой представляют ручная дуговая и полуавтоматическая сварка, и каковы их основные отличия друг от друга?
При ручной дуговой сварке используются как плавящиеся, так неплавящиеся электроды. Во время работы сварщик плавит металл электрической дугой. Этот процесс обеспечивает смешивание расплавленного материала, из которого состоит заготовка, и электродного. Качество полученного шва определяет химический состав соединения и показатель свариваемости. Также важно учитывать диаметр, химический состав и вид используемого электрода. Ручная сварка предполагает еще и выбор оптимального режима, который зависит от длины сварочной дуги и плотности тока и его силы.
Способ ручной сварки определяется толщиной металла и предполагаемой длиной шва. Толстые металлические листы сваривают за несколько подходов, а тонкие заготовки можно соединить внахлест. Разделяют ручную верхнюю и нижнюю сварки.
Главное отличие полуавтоматической сварки от ручной – использование не электродов, а порошковой проволоки, подаваемой во время процесса сваривания автоматически при помощи катушки. Сам процесс сваривания осуществляется работником вручную. Это позволяет получить все преимущества ручного способа и увеличить при этом эффективность труда.
Во время работы полуавтоматом нет нужды делать перерывы для замены электрода. Полуавтоматическая сварка может происходить в среде защитных газов. Также можно использовать самозащитную проволоку.
Какая сварка лучше
Утверждать, что полуавтомат лучше, чем электродуговая сварка или наоборот, неправильно. Каждый вариант имеет свои преимущества и недостатки, которые нужно учитывать, прежде чем выбирать определенный вид сварки.
Плюсы и минусы ручной дуговой сварки
- Простота эксплуатации и обслуживания оборудования. Освоить азы дуговой сварки под силу практически каждому человеку.
- Такая сварка может осуществляться в разном положении: как снизу и сверху, так и под углом и сбоку.
- Благодаря возможности использования согнутого электрода, шов может быть проложен на труднодоступных участках изделия.
- Метод ручной сварки позволяет работать с большим количеством металлов.
- Электромагнитное излучение, которое исходит во время работы, наносит вред здоровью работника.
- Качество швов зависит, в первую очередь, от умений сварщика.
- По сравнению с другими вариантами у дуговой сварки нет такого же коэффициента полезного действия и производительности.
Плюсы и минусы полуавтоматической сварки
- Можно работать даже с теми металлическими изделиями, которые незначительно подверглись коррозии.
- Процесс соединения не требует значительных затрат на расходные материалы.
- Спектр применения полуавтоматов достаточно высок, их можно использовать для сварки тонких стальных листов толщиной до 0,5 мм.
- Можно использовать проволоку из медного сплава.
- В процессе работы жидкий металл надежно защищен от воздействия воздуха.
- На швах не появляется окись и шлак.
- Соединение создается быстрее, чем при ручной сварке.
- Если нет защитной газовой струи, металл из сварочной ванны может сильно разбрызгиваться.
- Сварка полуавтоматом создает более яркую электрическую дугу, поэтому к вопросу о защите глаз нужно подойти серьезно.
Сферы и особенности применения
Ручной электродуговой способ преимущественно находит применение для следующих видов деятельности:
- Соединение деталей и арматурных сеток.
- Строительство прочных арматурных каркасов и сеток.
- Соединение стержней и монтаж железобетонных конструкций.
- Подготовка арматуры, если нет специальной стыковочной аппаратуры.
Сварка полуавтоматом применяется:
- В машиностроении, авиационной, нефтеперерабатывающей промышленностях.
- Для соединения цветных металлов.
- При работе с металлами, обладающими высокой температурой плавления.
- При производстве труб как с прямыми, так и спиральными швами.
- Для соединения высоколегированных сплавов по типу нержавеющих сталей.
Чаще всего полуавтомат применяют при необходимости сварки черной стали и алюминия. В качестве защитной струи используется углекислый газ, так как он достаточно дешевый. Также можно применять гелий и аргон.
Читайте также: