Миниатюрный сварочный аппарат на одном транзисторе
Обновлено: 24.04.2024
Недавно ремонтировал точечно-искровой сварочный аппарат Ding Xing Jewelry Machine и после того, как вернул его хозяину, решил собрать себе такой же. Естественно, с заменой части оригинальных комплектующих на то, что есть «в тумбочке».
Принцип работы аппарата достаточно простой – на конденсаторе C5 (рис.1) накапливается такое количество энергии, что при открывании транзистора Q9 её хватает, чтобы в месте сварки точечно расплавить металл.
С трансформатора питания Tr1 напряжение 15 В после выпрямления, фильтрации и стабилизации поступает на те части схемы, что отвечают за управление характеристиками сварочного импульса (длительность, ток) и создания высоковольтного «поджигающего» импульса. Напряжение 110 В после выпрямления заряжает конденсатор С5, который (при нажатии на педаль) разряжается в точку сварки через силовой транзистор Q8 и через вторичную обмотку трансформатора Tr2. Этот трансформатор совместно с узлом на транзисторах Q5 и Q8 создают на выводах вторичной обмотки высоковольтный импульс, пробивающий воздушный промежуток между сварочным электродом (вольфрамовой иглой, красный вывод) и свариваемыми деталями, подключенными к чёрному выводу. Это, скорее всего, необходимо для химически чистой сварки ювелирных изделий (вольфрам достаточно тугоплавкий металл).
Часть схемы на элементах R1, C1, D1, D2, R2, Q1, R3, Q2, K1 и D5 обеспечивает кратковременное включение реле К1 на время около 10 мс, зависящее от скорости заряда конденсатора С1 через резистор R1. Реле через контакты К1.1 подаёт стабилизированное напряжение питания +12 В на два узла. Первый, на элементах C8, Q5, R15, R16, Q8, R18, R20 и Tr2 – это уже упомянутый генератор высоковольтного «поджигающего» импульса. Второй узел на R5, C2, R6, D6, D7, R9, C4, R10, Q3, R12, Q4, R13, R14, Q6, R24, Q7, R17, R21, D8, R22, Q9 и R23 – генератор одиночного сварочного импульса, регулируемого резисторами R6 по длительности (1…5 мс) и R17 по току. На транзисторе Q3 собран, собственно, сам генератор импульса (принцип работы как и на включение реле), а транзисторы Q6 и Q7 – это составной эмиттерный повторитель, нагрузкой которого является силовой ключ на транзисторе Q9. Низкоомный резистор R23 - датчик силы сварочного тока, напряжение с него проходит через регулируемый делитель R22, R17, R14 и открывает транзистор Q4, который уменьшает напряжение открывания выходного транзистора Q9 и этим ограничивает протекающий ток. Параметры регулировки тока точно определить не удалось, но расчётный верхний предел не более 150 А (определяется внутренним сопротивлением транзистора Q9, сопротивлениями вторичной обмотки Tr2, резистора R23, монтажных проводников и мест пайки).
Полевой транзистор Q8 собран из четырёх IRF630, включенных параллельно (в оригинальной схеме стоит один IRFP460). Силовой транзистор Q9 состоит из десяти FJP13009, также включенных «параллельно» (в оригинальной схеме стоят два IGBT транзистора). Схема «запараллеливания» показана на рис.2 и кроме транзисторов содержит в себе элементы R21, D8, R22 и R23 каждые для своего транзистора (рис.3).
Низкоомные резисторы R20 и R23 выполнены их нихромовой проволоки диаметром 0,35 мм. На рис.4 и рис.5 показано изготовление и крепёж резисторов R23.
Печатные платы в формате программы Sprint-Layout развёл (рис.6 и рис.7), но заниматься их изготовлением по технологии ЛУТ не стал, а просто вырезал на фольгированном текстолите дорожки и «пятачки» (видно на рис.8). Размеры печатных плат 100х110 мм и 153х50 мм. Контактные соединения между ними выполнены короткими и толстыми проводниками.
Трансформатор питания Tr1 «сделан» из трёх разных трансформаторов, первичные обмотки которых включены параллельно, а вторичные последовательно для получения нужного выходного напряжения.
Сердечник импульсного трансформатора Tr2 набран из четырёх ферритовых сердечников строчных трансформаторов от старых «кинескопных» мониторов. Первичная обмотка намотана проводом ПЭЛ (ПЭВ) диаметром 1 мм и имеет 4 витка. Вторичная обмотка намотана проводом в ПВХ изоляции с диаметром жилы 0,4 мм. Количество витков в последнем варианте намотки – 36, т.е. коэффициент трансформации равен 9 (в оригинальной схеме применялся трансформатор с Ктр.=11). «Начало-конец» одной из обмоток надо скоммутировать так, чтобы выходной отрицательный импульс на красном выводе аппарата возникал после закрытия полевого транзистора Q8. Это можно проверить опытным путём – при правильном подключении искра «мощней».
Элементы R19, C10 являются демпфирующей антирезонансной цепочкой (снаббер), а такое включение диода D9 обеспечивает на красном выводе сварочного аппарата отрицательную полуволну высоковольтного «поджигающего» импульса и защищает транзистор Q9 от пробоя высоким напряжением.
Накопительный конденсатор С5 составлен из 30 электролитических конденсаторов разной ёмкости (от 100 до 470 мкФ, 200 В), включенных параллельно. Их общая ёмкость – около 8700 мкФ (в оригинальной схеме применены 4 конденсатора по 2200 мкФ). Чтобы ограничить зарядный ток конденсаторов, в схеме стоит резистор R8 NTC 10D-20. Для контроля тока используется стрелочный индикатор, подключенный к шунту R7.
Аппарат был собран в компьютерном корпусе размерами 370х380х130 мм. Все платы и другие элементы закреплены на куске толстой фанеры подходящего размера. Фото расположения элементов во время настройки на рис.8. В окончательном варианте с передней панели был убран шунт R7 и стрелочный индикатор тока (рис.9). Если же индикатор нужно ставить в аппарат, то сопротивление резистора R7 придётся подбирать по рабочему току используемого индикатора.
Сборку и настройку аппарата лучше производить последовательно и поэтапно. Сначала проверяется работа трансформатора питания Tr2 вместе с выпрямителями D3, D4, конденсаторами С3, С5, С9, стабилизатором VR1 и конденсаторами С6 и С7.
Затем собрать схему включения реле К1 и подбором ёмкости конденсатора С1 или сопротивления резистора R1 добиться устойчивого срабатывания реле на время около 10-15 мс при замыкании контактов на педали.
После этого можно собрать узел высоковольтного «поджигающего» импульса и, поднеся выводы вторичной обмотки друг к другу на расстояние долей миллиметра, проверит, проскакивает ли между ними искра во время срабатывания реле К1. Хорошо бы ещё убедиться, что её длительность лежит в пределах 0,3…0,5 мс.
Потом собрать остальную часть схемы управления (ту, что ниже R9 по рис.1), но к коллектору транзистора Q9 подключить не трансформатор Tr2, а резистор сопротивлением 5-10 Ом. Второй вывод резистора припаять к плюсовому выводу конденсатора С9. Включить схему и убедиться, что при нажатии педали на этом резисторе появляются импульсы длительностью от 1 до 5 мс. Чтобы проверить работу регулировки по току, нужно будет или собирать высоковольтную часть аппарата или, увеличив сопротивление R23 до нескольких Ом, посмотреть, меняется ли длительность и форма импульса тока, протекающего через Q9. Если меняется – это значит, что защита работает.
Возможно, что понадобится подбор номиналов резистора R9 и конденсатора C4. Дело в том, что для того, чтобы полностью «открыть» транзисторы Q9.1-Q9.10, нужен достаточно большой ток, который пропускает через себя Q7. Соответственно, уровень напряжения питания на конденсаторе С4 начинает «просаживаться», но этого времени должно хватать, чтобы провести сварку. Излишне большое увеличение ёмкости конденсатора C4 может привести к замедленному появлению питания в узле, а соответственно, к задержке по времени сварочного импульса относительно «поджигающего». Лучшим выходом из этой ситуации является уменьшение управляющего тока, т.е. замена десяти транзисторов 13007 на два-три мощных IGBT. Например, IRGPS60B120 (1200 В, 120 А) или IRG4PSC71 (600 В, 85 А). Ну, тогда есть смысл и в установке "родного" транзистора IRFP460 в узле, формирующем высоковольтный «поджигающий» импульс.
Не скажу, что аппарат оказался очень нужным в хозяйстве :-), но за прошедшие три недели было приварено всего несколько проводников и резисторов к лепесткам электролитических конденсаторов при изготовление блока питания и сделано несколько «показательных выступлений» для любознательных зрителей. Во всех случаях в качестве электрода использовалась медная оголённая миллиметровая проволока.
Недавно провёл "доработку" - вместо педали поставил кнопку на передней панели и добавил индикацию включения аппарата (обыкновенная лампочка накаливания, подключенная к обмотке с подходящим напряжением одного из трансформатора).
Миниатюрный сварочный аппарат на одном транзисторе
Представляю самый маленький, лёгкий и достаточно простой в повторении сварочный инвертор. Он позволяет проводить сварочные работы электродами диаметром до 3мм.




Характеристики инвертора
- Размеры (ДхШхВ) — 180х105х80;
- Вес — 1100 грамм;
- Ток — 80А, можно выжать до 100А;
- Ток холостого хода — 170-200мА;
- Напряжение холостго хода — 60 вольт.
Инвертор собран в корпусе компьютерного блока питания.


Из-за нехватки места в этом корпусе не удалось обеспечить хороший обдув радиаторов силовых компонентов, поэтому он не предназначен для долговременной работы, но спалить несколько электродов подряд с его помощью можно.
Делать инвертор с нуля достаточно дорого, хорошие оригинальные детали дорогие, нужен опыт работы с импульсными источниками питания и в силовой электронике в целом, лучше и выгоднее купить заводской инвертор, а если решили собрать - то делайте полноразмерный инвертор и не скупитесь на охлаждении.
Схема инвертора
Данный сварочный инвертор — это однотактный прямоходовый преобразователь построенный на ШИМ контроллере UC3844. Выход микросхемы через драйвер управляет IGBT транзистором. Схема снабжена плавным пуском, защитой по перегреву. Обратная связь по току реализована через токовый трансформатор.
Инвертор собран на трёх платах:
- все силовые компоненты, трансформатор, дроссель, выпрямители, силовой транзистор и входная цепь размещены на материнской плате;
- схема управления;
- дежурный источник питания.


Схема управления
Больше половины компонентов, которые есть на схеме находятся на этой компактной печатной плате


В авторской версии вся схема собрана на одной плате, в моем же случае чтобы аппарат был максимально компактным управление перенес на отдельную плату. Она получилась очень компактная, меньше сделать крайне трудно если использовать выводные компоненты, а не смд. Монтаж очень плотный, на плате всего одна перемычка.
После сборки плата была проверена. На вход стабилизатора или диода подается напряжение около 30 вольт. База и эмиттер транзистора VT1 замыкаем между собой имитируя замкнутый термовыключатель, иначе сработает защита по перегреву и реле замкнет регулятор тока и как следствие микросхема перестанет вырабатывать последовательность импульсов. К выходу драйвера подключаем щуп осцилографа и наблюдаем красивый меандр с частотой порядка 30 кГц и заполнением около 44-х процентов. Проверяем защиту, убрав ранее установленную перемычку. Должно сработать реле, засветиться красный светодиод и заблокироваться работа микросхемы ШИМ. Плата управления готова, в дополнительной наладке эта часть не нуждается, если все собрано правильно, компоненты исправны и нет соплей на плате.
Исходная схема работает на частоте в 30 кГц, изначально хотел поднять ее, а также изменением соотношения количества витков обмоток снять с сердечника большую мощность, но конечные расчеты показали, что с сердечника даже при 30-и килогерцах спокойно можно взять мощность около 2-2,2кВт, а это где-то 80-90 Ампер тока, если учитывать просадку напряжения при сварке, примерно до 24-х вольт.
С учетом этого аппарат без проблем справляется с электродами в 3мм, но в моем агрегате для страховки максимальный ток ограничен на уровне 80 Ампер.
Силовой трансформатор
Так как сварочный аппарат планировался на небольшой выходной ток в районе 80 ампер, трансформатор покажется маленьким, но его хватает, хотя и работает он почти на пределе своих возможностей.
Схема однотактная и между половинками сердечника нужен немагнитный зазор 0,1-0,2мм, такой зазор без проблем можно сделать если использовать сердечник из двух половинок, например Ш-образный. Но проблема заключалась в том, что у меня в наличии не было такого сердечника с необходимой габаритной мощностью, единственные более менее хорошие сердечники были колцевого типа размером 47х26,5х15,5мм. Такой сердечник отлично будет работать в двухтактной схеме, в однотактной же нужен зазор.
Сначала делаем разметки, затем пилим сердечник, не полностью, пол миллиметра сполна хватит.


Далее устанавливаем сердечник на деревянные бруски примерно так, как это показано, по центру на месте пропила ставим металлический прут и аккуратно, но сильно бьем по нему молотком. В итоге получаем две ровные половинки. Далее берем чек от банкомата, нарезаем две полоски и приклеиваем на одну из половинок с помощью суперклея, клея много не надо.


Стягиваем половинки сердечника например каптоновым скотчем. В целом данный сердечник имеет изоляцию в виде краски, но дополнительная изоляция не будет лишней.


После мотаем первичную обмотку, в моем случае для намотки использован провод 1,2мм, расчет производился по программе, естественно в случае иных сердечников получим иные намоточные данные, поэтому количество витков указывать не вижу смысла. В данной схеме очень важно солблюдать начало намотки, на схеме они указаны точками, поэтому после намотки каждой из обмоток начала намотки желательно промаркировать.




Витки равномерно растянуты по всему кольцу, после намотки ставим изоляцию и мотаем фиксирующую обмотку.


Количество витков тоже самое, что и в случае первичной обмотки, но провод естественно тоньше, я использовал провод 0,3мм.


Мотать нужно так, чтобы витки фиксирующей обмотки находились между витками первичной обмотки.
После намотки фиксирующей обмотки опять ставим изоляцию и мотаем вторичную обмотку из 80 параллельных жил проводом 0,22мм. Жгут дополнительно изолирован каптоновым скотчем.


Трансформатор тока намотан на небольшом кольцевом ферритовом магнитопроводе, проницаемость сердечника 2400.


Сначала сердечник был изолирован каптоновым скотчем, затем намотана вторичная обмотка. Количество витков около 80, для намотки был использован провод с диаметром 0,24мм. Обмотка равномерно растянута по всему кольцу. Вторичная обмотка один виток двойным проводом по 1,2мм.
Для выходного дросселя в качестве сердечника взят тор размером 38,8х21х11,4 мм из порошкового железа. Кольцо имеет зелено синий окрас, специально предназначено для работы в качестве выходного дросселя.

Для намотки был использован жгут из 80 жил изолированных друг от друга проводов с диаметром 0,22мм каждая жила, то есть точно тоже самое, что и в случае вторичной обмотки трансформатора.


Индуктивность дросселя получилась около 35 микрогенри и этого мало, желательно индуктивность сделать в районе от 80 до 120 мкГн.

Выводы обмотки дросселя были очищены от лака, залужены.
Несколько слов о комплектующих

Реле в схеме плавного пуска полноразмерное 30-и амперное, как у больших инверторов, хотя плату изначально разрабатывал для установки более компактного реле.

Силовой IGBT транзистор, диоды в высоковольтной цепи преобразователя те, что по схеме, никаких отклонений.

В выходном выпрямителе использованы быстродействующие диодные сборки STTH6003. В одной такой сборке 2 диода с током в 30 ампер, катод общий, аноды также включены параллельно, в итоге получаем аналог 60-и амперного диода, обратное напряжение сборки 300 вольт.

Сборки установлены на общий радиатор, подложки не изолированы, т.к. катоды общие, выходной плюс снимается с радиатора.

Резистор в цепи плавного пуска на 5-10 ватт, сопротивление 10-30 Ом.
Дежурный блок питания
Это готовый источник питания универсального типа, который куплен на али и предназначен для работы в индукционных плитах в качестве дежурки, мощностью около 7 ватт.


Он выдает три напряжения: 5 вольт, 12 вольт и 18 вольт. Выходные напряжения задаются стабилитроном на 18 вольт. Этот стабилитрон я заменил на 24-х вольтовый, выкинул цепь 5 вольт, заменил некоторые конденсаторы на выходе на более высоковольтные и в итоге дежурка стала выдавать два напряжения: 15 вольт и 24 вольта.
Первое напряжение нужно для питания вентилятора, он у меня на 12 вольт, второе напряжение питает управление и реле. Такая дежурка имеет плавный пуск, защиту от коротких замыканий, построена всего на одной микросхеме.
Радиаторы охлаждения взяты от компьютерных блоков питания, с учетом наличия активного охлаждения и максимального тока сварки их хватает.

После сборки аппарат заработал сразу, без каких-либо отклонений. Первый запуск делался через страховочную лампу на 100 ватт, на осциллографе форма импульсов на всех обмотках правильная, напряжение холостого хода около 60Вольт.
Проверяем работу системы ограничения тока. Для начала ставим регулятор тока на минимум, цепляемся осциллографом на затвор силового транзистора и делаем короткое замыкание на выходе, видим, что длительность управляющих импульсов резко уменьшается, ток ограничивается, если этого не происходит, меняем местами начало и конец вторичной обмотки токового трансформатора.
Силовые дорожки на печатной плате дополнительно армированы медными лентами.

Выходные клеммы от мощного преобразователя 12-220 Вольт.


Для надёжности трансформаторы, дроссель и пара вертикальных плат были дополнительно приклеены к материнской плате с помощью эпоксидной смолы.




На балласте инвертор выдал честные 80 ампер, минимальный ток сделал в районе 20 ампер, при этом имеем уверенный розжиг дуги. Благодаря малому значению минимального тока можно сваривать даже тонкую жесть.
Мини сварочный аппарат 12 В
С помощью этого простого сварочного аппарата вы сможете резать тонкие металлы, сваривать медные провода, наносить гравировку на металлическую поверхность. Без проблем можно найти и другие применения. Такой мини сварочный аппарат возможно питать напряжением 12-24 В.
В основе сварочного аппарата лежит высоковольтный преобразователь высокой частоты. Построенный по принципу блокинг-генератора с глубокой трансформаторной обратной связью. Генератор формирует кратковременные электрические импульсы, повторяющиеся через сравнительно большие интервалы. Частота тактирования лежит в пределах 10-100 кГц.
Коэффициент трансформации этой схемы будет 1 к 25. Это значит, что если подать на схему напряжение 20 В, то на выходе должно быть порядка 500 В. Это не совсем так. Так как любой импульсный трансформаторный источник или генератор без нагрузки имеет мощные высоковольтные импульсы, достигающие напряжения 30000 В! Поэтому, если вы разберете любую импульсную китайскую зарядку, то увидите параллельно выходному конденсатору подпаянный резистор. Это и сеть нагрузка, без резистора выходной конденсатор быстро вытечет из-за превышения напряжение, или хуже того взорвется.
Поэтому, внимание! Напряжение на выходе трансформатора опасно для жизни!
Схема мини сварочного аппарата
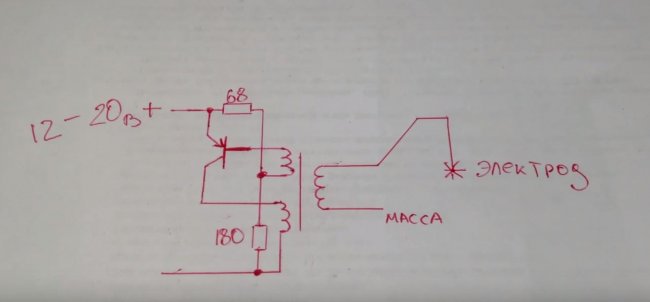
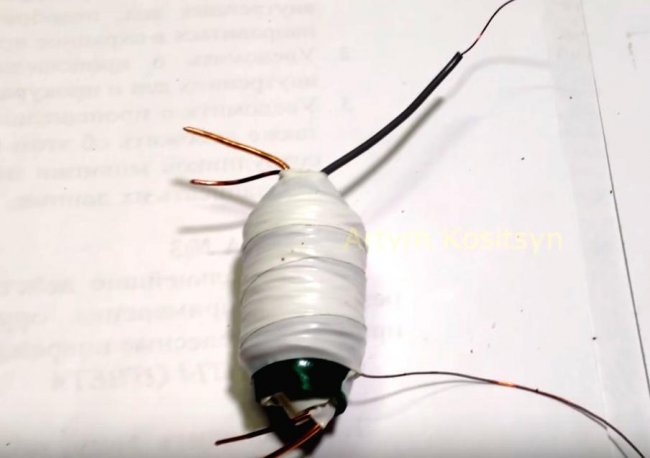
- Трансформатор – самодельный, порядок изготовления описан ниже.
- Резисторы – мощностью 0,5-2 Вт.
- Транзистор был использован FP1016, но его трудно найти из-за его специфичности. Можно заменить на транзистор 2SB1587, КТ825, КТ837, КТ835 или кт829 с изменением полярности источника питания. Подойдет и другой транзистор с током коллектора от 7 А, напряжением коллектор-эмиттер от 150 В, с большим коэффициентом усиления (составной транзистор).
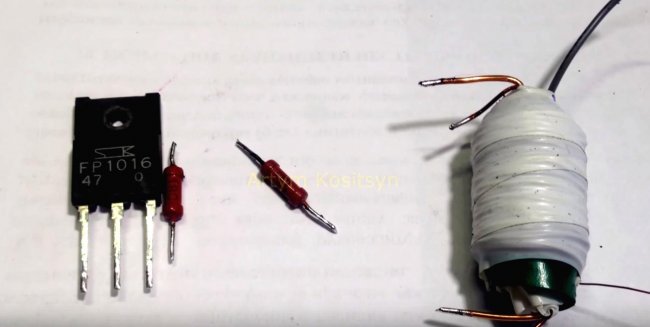
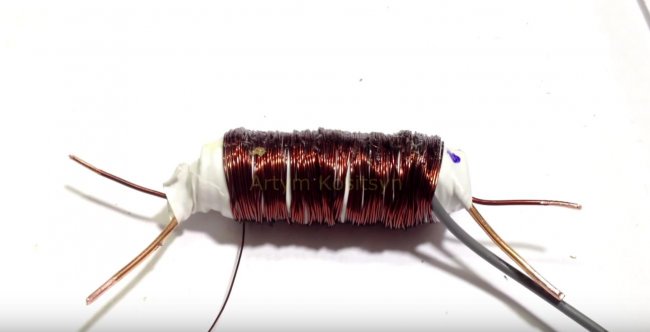
Изготовление трансформатора
- Обмотка коллектора – 20 витков провода 1 мм.
- Обмотка базы – 5 витков поводом 0,5-1 мм.
- Высоковольтная обмотка – 500 витков поводом 0,14-0,25 мм.





Собираем схему. Если все исправно – должно запуститься все без проблем. Так как рабочая частота генератора превышает звуковую частоту, то писк при работе вы не услышите, так что не стоит прикасаться к выходу трансформатора руками.
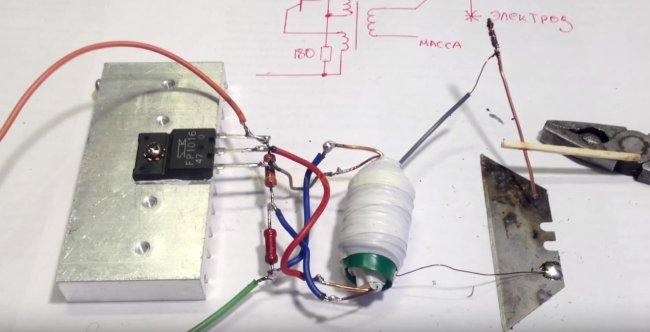
Запуск генератора начните с напряжения 12 Вольт и при необходимости повышайте.
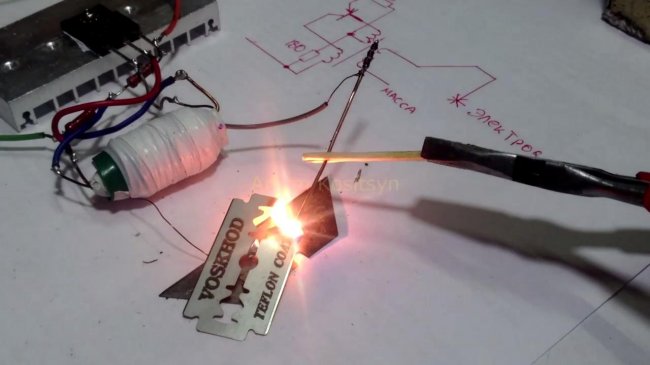
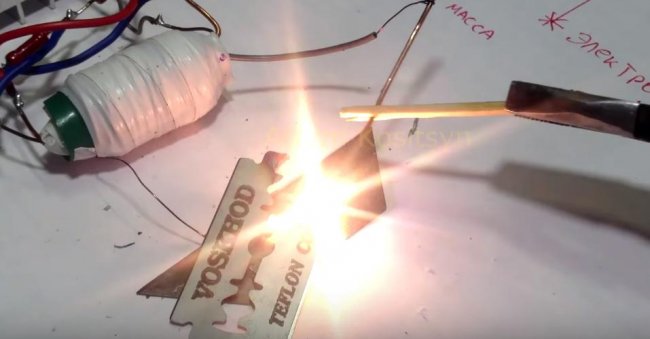
Дуга зажигается с расстояния 1 см, что свидетельствует о напряжении 30 кВ. Высокая частота не дает разорваться горящей дуге, вследствие чего дуга горит очень стабильно. При использовании медного электрода при близком контакте с другим электродом образуется плазменная среда (плазма меди) в результате чего повышается температура дуговой сварки-резки.
Испытания сварочного аппарата резкой и сваркой
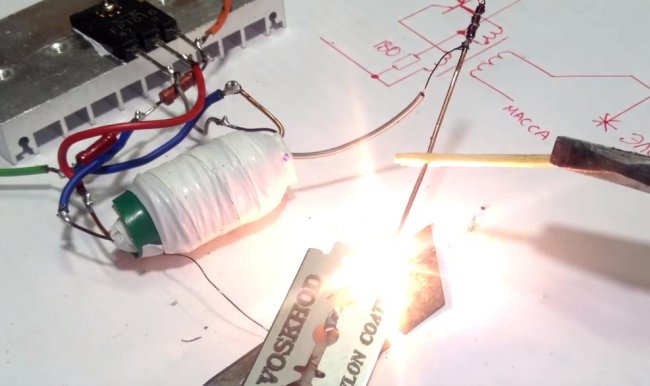
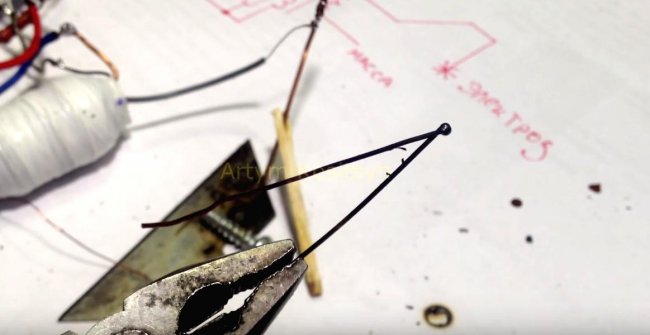
В роли электрода использовалась толстая медная проволока. Он зажат в деревянной спичке, так как сухое дерево является и хорошим изолятором.
Если вам понравился этот небольшой сварочный аппарат, то вы можете сделать его и больших размеров, и мощности. Но будьте крайне осторожны.
Также для увеличения мощности можно собрать генератор по двухтактной схеме, да ещё и на полевых транзисторах, как тут – Простой индукционный нагреватель 12 В. В этом случае мощность будет порядочная.
Также не стоит смотреть на яркие разряды дуги не вооруженным взглядом, используйте специальные защитные очки.
Смотрите видео изготовления сварочного аппарата на блокинг-генераторе
Простой аппарат для точечной сварки

Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.

Сборка аппарата для сварки


Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.







То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.


Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.







Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Сморите видео сборки и испытаний
Сварочный аппарат на 12 В из батарейки для сварки тонкого металла
Порой возникает необходимость в электросварке мелких деталей, на которые не будет оказываться серьезная нагрузка. При отсутствии сварочного аппарата такую задачу можно решить с помощью аккумулятора и графитного стержня из пальчиковой батарейки. Рассмотрим этот способ подробней.

Материалы:
- старые испорченные батарейки АА;
- аккумулятор 12В;
- клемма;
- сварочный или другой кабель большого сечения.
Сборка сварочного аппарата и сварка
В качестве электрода для сварки будет применяться графитовый стержень из пальчиковой батарейки. Для этого ее нужно аккуратно разобрать бокорезами. Работать лучше в перчатках, чтобы не порезаться о корпус батарейки. В этом деле лучше не спешить, поскольку можно сломать стержень.



К клеммам аккумулятора нужно присоединить по отрезку сварочного кабеля. На батареях с низким емкостью лучше использовать короткие провода, чтобы уменьшить сопротивление. Оптимально применять отрезки длиной 40-60 см. На аккумуляторах 60, 75 Ач можно использовать длинный кабель.
На второй конец плюсового кабеля ставится клемма. К ней прикрепляется графитовый стержень из батарейки. Его нужно крепко зажать, чтобы получить надежный контакт.


Минусовой провод нужно прикрепить к детали для сварки. При отсутствии специальной сварочной массы его можно просто придавить. Прижимать нужно плоскогубцами или другим инструментом с изоляцией.

При касании графитовым стержнем к деталям, тот начнет разогреваться и плавить металл. От этого они будут свариваться между собой. Поначалу грифель обгорает, пока с него не сойдут остатки кислоты из батарейки, а потом варит лучше.


Такой способ сварки сопровождается коротким замыканием на аккумуляторе, что вызывает нагрев батареи. Если та закипит, то может взорваться. В связи с этим нельзя долго держать цепь замкнутой. Нужно делать паузы и периодически проверять температуру аккумулятора. В идеале его накрыть, чтобы в случае взрыва на тело не попали брызги кислоты. Вероятность этого очень мала, но перестраховка не помешает. Сварка забирает много энергии, поэтому одного заряда хватит буквально на пару минут.

Вместо графитового стержня можно использовать сварочные электроды. В этом случае получится действительно надежное соединение, способное держать нагрузку. Также можно пользоваться стержнями из батареек на обычной сварке, если нет под рукой электродов.
Смотрите видео
Читайте также: