Минимальная толщина стенки трубы для сварки
Обновлено: 18.05.2024
Род и полярность тока определяют в зависимости от марки стали, толщины стенки трубы, марки покрытого электрода.
Сварочный ток обуславливается диаметром электрода dэ (мм), который выбирают в зависимости от толщины трубы:
Низкоуглеродистые и низколегированные конструкционные стали:
Высоколегированные хромоникелевые стали:
Напряжение на дуге определяется ее длиной. Оптимальную длину дуги выбирают между минимальной (0,5dэ) и максимальной (dэ+1).
Скорость сварки сварщик назначает в зависимости от требуемых геометрических размеров шва или наплавляемого валика.
Ориентировочные режимы сварки
Диаметр электрода, мм
Сварочный ток (А) при положении шва
При сварке труб малого (до 100 мм) диаметра с толщиной стенки 2-10 мм из углеродистых, низколегированных и теплоустойчивых сталей:
- стык собирают в приспособлениях и прихватывают ручной аргонодуговой сваркой в одной или двух точках, расположенных симметрично;
- стык, скрепленный одной прихваткой, сразу же обваривают, начиная со стороны, противоположной прихватке;
- при толщине стенки менее 3 мм прихватку выполняют электродом диаметром не более 2,5 мм.
Стыки труб со стенкой толщиной более 4 мм сваривают не менее чем в два слоя:

I - корневой шов (слой); II - облицовочные валики (слои); 1; 2; 3; 4; 5 - очередность выполнения
Очередность ручной сварки стыков труб диаметром менее 100 мм
| С двумя прихватками длиной 10-15 мм, высотой 3-4 мм | С одной прихваткой длиной 10-20 мм, высотой 3-4 мм | Без прихваток (с помощью приспособления) |
| Вертикальное положение стыка | ||
| Горизонтальное положение стыка | ||
При сварке труб диаметром 30-83 мм :
- вертикальный стык сваривают участками по три четверти периметра;
- каждый последующий валик горизонтального стыка укладывают в противоположном направлении;
- «замковые» участки последующих валиков смешают относительно предыдущих швов.
Сварка поворотных стыков труб
При сварке на вращателях подбирают скорость вращения трубы (Vвр), равную скорости сварки (Vсв). Положение сварки, наиболее удобное для формирования шва, находится не в зените, а в точке, отстоящей от вертикали на 30-35° в сторону, обратную направлению вращения трубы.
Когда вращателей нет или они нецелесообразны, свариваемые стыки труб поворачивают на углы 60-110°. Это позволяет формировать шов в самом удобном положении - нижнем.

Трубы диаметром более 219 мм сваривают обратноступенчатым способом за два полных оборота:

Трубы с поворотом на 180° сваривают в три приема. Вначале одним или двумя слоями сваривают участки ГЛ и ВЛ. После этого трубу поворачивают на 180° и заваривают участки ВБ и ГБ на всю толщину.
Затем трубу поворачивают на 180° и заваривают оставшуюся разделку на участках ГА и ВЛ. Сварку труб с поворотом на 180° могут выполнять как один сварщик, так и двое.

Сварку стыков труб с поворо том на 90° ведут тоже в три приема. Сперва заваривают участок стыка АВБ, укладывая один-два слоя. Потом трубу поворачивают на 90° и заваривают участок АГБ на всю толщину. Наконец, следуют обратный поворот на 90° и заварка оставшейся толщины трубы на участке АВБ.

Сварка с поворотом стыка позволяет качественно формировать шов с минимальными деформациями и напряжениями, плавным переходом к основному металлу, с минимальной чешуйчатостью без наплывов и подрезов.
Сварка неповоротных стыков труб
Вертикальные неповоротные стыки сваривают снизу вверх.
Сварку первых трех слоев в стыках труб диаметром более 219 мм следует выполнять обратноступенчатым способом. Длина каждого участка должна быть 200-250 мм.
Длина участков последующих слоев может составлять половину окружности стыка. Стыки труб с толщиной стенки до 16 мм можно сваривать участками длиной, равной половине окружности, начиная со второго слоя.
Очередность выполнения швов (1-14) и слоев (I-IV) одним сварщиком

Очередность наложения превого слоя двумя сварщиками при сварке неповоротных стыков труб диаметром более 219 мм

Горизонтальные неповоротные стыки труб диаметром более 219 мм, выполняемые одним сварщиком, необходимо сваривать обратноступенчатым способом участками длиной 200-250 мм. Четвертый и последующие слои можно сваривать вкруговую.
Очередность (1-12) выполнения швов одним сварщиком

При сварке горизонтального стыка двумя сварщиками последовательность сварки корневого шва зависит от диаме тра труб. Если диаметр менее 300 мм, то каждый сварщик заваривает участок длиной в половину окружности. В один и тот же момент сварщики должны находиться у диаметрально противоположных точек стыка. Если диаметр труб 300 мм и более, то корневой шов сваривают обратноступенчатым способом участками по 200-250 мм.
В стыках труб диаметром до 300 мм с толщиной стенки более 40 мм первые три слоя следует сваривать обратноступенчатым способом, а последующие слои - участками, равными половине окружности.

Стыки труб из низколегированных сталей диаметром свыше 600 мм при толщине стенки 25-45 мм сваривают так: все слои шва выполняют обратноступенчатым способом участ ками не более 250 мм.
Трубы диаметром более 600 мм из хромомолибденованадиевых сталей сваривают одновременно двое и более сварщиков, у каждого из которых свой отрезок стыка. Применяют обратноступенчатый способ (участки по 200-250 мм). Четвертый и последующие слои допускается выполнят ь участками, равными четверти окружности.

Очередность выполнения и примерное расположение слоев и валиков (1 - 20) при сварке вертикального и горизонтального стыков толстостенных труб из углеродистых и низколегированных сталей
Технология ручной дуговой сварки покрытым электродом
ГОСТ 16037-80* «Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры»
Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
| Обозначение: | ГОСТ 16037-80* |
| Название рус.: | Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры |
| Статус: | действующий (Переиздание с изменением N 1.) |
| Заменяет собой: | ГОСТ 16037-70 |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения в действие: | 01.07.1981 |
| Утвержден: | Госстандарт СССР (24.04.1980) |
| Опубликован: | ИПК Издательство стандартов № 1991 |
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХТРУБОПРОВОДОВ
Основные типы,конструктивные элементы и размеры
ГОСТ 16037-80
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
Основные типы, конструктивные элементы и размеры
Welded joints in steel pipelines. Main types, design elements and dimensions
ГОСТ
16037-80
Срокдействия с01.07.81
1. Настоящий стандарт распространяется на сварныесоединения трубопроводов из сталей и устанавливает основные типы,конструктивные элементы и размеры сварных соединений труб с трубами иарматурой.
Стандарт не распространяетсяна сварные соединения, применяемые для изготовления самих труб из листового илиполосового материала.
Требования настоящегостандарта являются обязательными.
2. В стандарте приняты следующиеобозначения способов сварки:
ЗП - дуговая сварка в защитном газе плавящимся электродом;
ЗН - дуговая сварка в защитном газе неплавящимся электродом;
Р -ручная дуговая сварка;
Ф -дуговая сварка под флюсом;
Г -газовая сварка.
Для конструктивных элементовтруб, арматуры и сварных соединений приняты следующие обозначения:
s , s1 - толщины стенок свариваемых деталей;
b - зазор между кромкамисвариваемых деталей после прихватки;
e - ширина сварного шва;
g - выпуклость сварного шва;
d - толщина подкладногокольца;
а -толщина шва;
с -притупление кромки;
В -ширина нахлестки;
l - длина муфты;
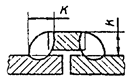
K - катет углового шва;
K 1 - катет углового шва со стороны разъема фланца;
Dn - наружный диаметр трубы;
f - фаска фланца.
1, 2. (Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений должнысоответствовать указанным в табл. 1.
4. Конструктивные элементы иих размеры должны соответствовать указанным в табл. 2-33.
Для угловыхшвов в таблицах приведен расчетный катет.
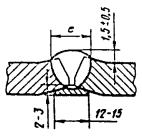
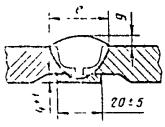
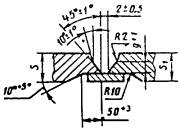
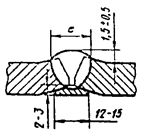
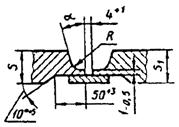
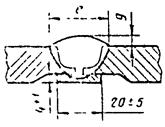
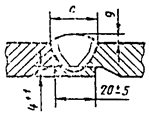
Форма подготовленных кромок
Характер сварного шва
Форма поперечного сечения
Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки
Условное обозначение сварного соединения
Стыковое соединение трубы с трубой или с арматурой
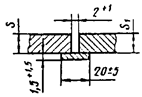
Без скоса кромок
Односторонний на съемной подкладке
Односторонний на остающейся цилиндрической подкладке
Со скосом одной кромки
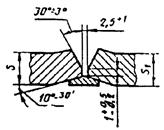
Со скосом кромок
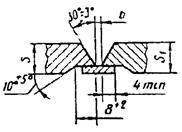
Односторонний с расплавляемой вставкой
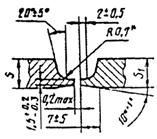
С криволинейным скосом кромок
С криволинейным скосом кромок с расточкой
Со скосом кромок с расточкой
Односторонний на остающейся конической подкладке
Со скосом кромок с раздачей
Стыковое соединение секторов колеи (отводов)
Стыковое соединение фланца с трубой
С двумя несимметричными скосами двух кромок
Нахлесточное соединение промежуточного штуцера или ниппеля с трубой
Нахлесточное соединение труб с раздачей одного конца трубы
Нахлесточное соединение труб муфтой
Угловое соединение фланца или кольца с трубой
Односторонний с раздачей и развальцовкой
С симметричным скосом одной кромки
Угловое соединение отростка с трубой равных размеров
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой
Угловое соединение ответвительного штуцера или приварыша с трубой
Односторонний на цилиндрическом усе
Примечание . В графе «Толщина стенки и минимальный наружныйдиаметр трубы для способов сварки» в числителе приведены предельные толщиныстенок, а в знаменателе – минимальные наружные диаметры труб за исключениемугловых соединений, для которых приведены предельные толщины стенок иминимальные наружные диаметры ответвлений (отростков, ответвительных штуцеров иприварышей); для соединений, выполненных газовой сваркой, в знаменателеприведены предельные значения наружных диаметров.
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
Конструктивные элементы
Конструктивные элементы и размеры
Примечание . При способе сварки 3Н зазор b = 0 +0,5 .
* Допускаетсяувеличение до 2 мм.
2,5 (при D у до 150 включ.) 3,0 (при D уболее 150)
Примечание . При способе сварки 3Н зазор b = 2,5 +1,0 .
Конструкционные элементы и размеры
Примечание . Допускается применение штуцерови ниппелей с фаской.
В, не более
30 (при D ндо 32 включ.)
40 (при D нсв. 32 до 108 включ.)
50 (при D н свыше 108)
40 (при D н менее 32)
50 (при D н св. 32 до 108 включ.)
60 (при D н более 108)
K , не менее
b , не более
Примечание . Значение «К» определяется при проектировании.
0,5 (при D н до 45 включ.)
s (при s до 3 включ.)
1,0 (при D н св. 45 до 194 включ.)
1,5 (при D н св. 194)
3 (при s св. 3)
К, не менее
1,3 толщины более тонкой детали
Примечание . Соединение применяется приотношении наружного диаметра ответвления к наружному диаметру трубы не более0,5.
1. При способесварки 3Н зазор b = 2,0 +0,5 .
2. Длинапротачиваемой части приварыша, входящей в трубу, устанавливается припроектировании соединения.
3. Величина s2 приведена после растопки.
Примечание . При способе сварки НЗ зазор b = 2 +0,5 .
5. При изготовлениитройников и крестовин из труб должны применяться типы сварных соединений,установленные для отростков с трубами, а при сварке тройников, крестовин ипереходов с трубами или фланцами - соответственно типы сварных соединений трубс трубами или труб с фланцами.
6. Сварка стыковыхсоединений деталей неодинаковой толщины при разнице, не превышающей значений,указанных в табл. 34, должна производиться так же, как деталей одинаковойтолщины; конструктивные элементы подготовленных кромок и размеры сварного шваследует выбирать по большей толщине.
Толщина тонкой детали
Разность толщин деталей
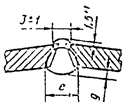
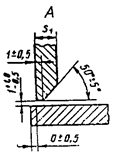
Для осуществления плавного перехода от одной деталик другой допускается наклонное расположение поверхности шва (черт. 1).
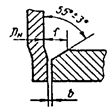
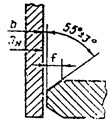
При разнице в толщинесвариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющейбольшую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и3. При этом конструктивные элементы подготовленных кромок и размеры сварногошва следует выбирать по меньшей толщине.
7. Шероховатостьобрабатываемых под сварку поверхностей - Rz не более 80 мкм по ГОСТ 2789-73 .
8. Остающиеся подкладки имуфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистойстали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и20 по ГОСТ1050-88 .
9. Зазор между остающейся подкладкой и трубой длясварных соединений, контролируемых радиографическим метолом, должен быть неболее 0,2 мм, а для соединений, не контролируемых радиографированием, - неболее 0,5 мм.
Местные зазоры для указанныхсоединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор междурасплавляемой вставкой и торцевой или внутренней поверхностью трубы должен бытьне более 0,5 мм.
11. В сварных соединенияхотростков с трубами допускается присоединение отростков под углом до 45° к оситрубы.
12. В соединениях У18 и У19 размеры е и g в сечении А-А должныустанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезкеотверстия, на величину до 3 мм, а размер адолжен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочнойстороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонениякатета углового шва К, К1 от номинального в случаях,не оговоренных в таблицах, должны соответствовать:
+2 мм - при К £ 5 мм;
+5 мм - при К > 12 мм.
15. Допускается выпуклостьуглового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке вдругих пространственных положениях. Вогнутость углового шва до 30 % величиныкатета, но не более 3 мм.
(Измененная редакция, Изм. № 1).
16. Для сварных соединенийтруб с толщиной стенки более 4 мм допускается сварка корня шва способом,отличным от основного способа сварки.
ИНФОРМАЦИОННЫЕДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПостановлениемГосударственного комитета СССР по стандартам от 24.04.80 № 1876
ГОСТы сталей. ГОСТ 7293-85
Постановлением Государственного комитета СССР по стандартам от 24 сентября 1985 г. N 3008 дата введения установлена 01.01.87
Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 11-95)
ВЗАМЕН ГОСТ 7293-79 в части марок чугуна
ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на чугун для отливок, имеющий в структуре графит шаровидной или вермикулярной формы, и устанавливает марки чугуна, определяемые на основе механических свойств.
1. МАРКИ
1.1. Для изготовления отливок предусматриваются следующие марки чугуна ВЧ 35; ВЧ 40; ВЧ 45; ВЧ 50; ВЧ 60; ВЧ 70; ВЧ 80; ВЧ 100.
1.2. Марка чугуна определяется его временным сопротивлением при растяжении и условным пределом текучести.
Условное обозначение марки включает буквы ВЧ - высокопрочный чугун и цифровое обозначение минимального значения временного сопротивления при растяжении в МПа·10
Пример условного обозначения:
ВЧ 50 ГОСТ 7293-85
2. МЕХАНИЧЕСКИЕ СВОЙСТВА
2.1. Механические свойства чугуна в литом состоянии или после термической обработки должны соответствовать требованиям, указанным в таблице.
2.2. Относительное удлинение, твердость и ударная вязкость определяются при наличии требований в нормативно-технической документации и должны соответствовать нормам, приведенным в приложении 1. По согласованию между изготовителем и потребителем допускается устанавливать значения относительного удлинения, твердости и ударной вязкости, отличающиеся от указанных в приложении 1.
2.3. Рекомендуемый химический состав приведен в приложении 2.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Испытания на растяжение проводят по ГОСТ 1497-84 на одном образце диаметром 14 мм с расчетной длиной 70 мм (черт.1). Допускается применять образцы других размеров, если это оговорено в нормативно-технической документации или на чертеже отливки.
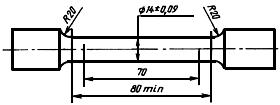
3.2. Испытание на ударную вязкость KCV проводят на трех образцах шириной 10 мм по ГОСТ 9454-78.
3.4. При получении неудовлетворительных результатов испытаний по одному из требуемых показателей, по нему проводят повторные испытания на удвоенном количестве образцов.
Результаты испытаний считаются удовлетворительными, если они соответствуют требованиям настоящего стандарта для всех испытанных образцов.
3.5. При получении неудовлетворительных результатов испытаний образцов в литом состоянии допускается их термообработка вместе с отливками с последующей проверкой механических свойств в соответствии с пп.3.1 и 3.4 настоящего стандарта.
3.6. Для определения механических свойств чугуна применяют отдельно отлитые заготовки, форма и размеры которых приведены на черт.2, 3.


Допускается применять приливные заготовки других размеров, если это оговорено в нормативно-технической документации или чертеже отливки. Место вырезки образцов указано на черт.2, 3 штриховкой.
3.7. Условия заливки заготовок для образцов должны соответствовать условиям заливки отливок.
3.8. При применении термической обработки для снятия литейных напряжений в отливках допускается для определения механических свойств использовать заготовки в литом состоянии.
Конструктивные элементы и размеры
Способ сварки
сварного шва

* Допускается увеличение до 2 мм.
(при Dу до 150 включ.) 3,0 (при Dу более 150)
cварного шва





Примечание . Допускается применение штуцеров и ниппелей с фаской.
30 (при Dн до 32 включ.)
40 (при Dн св. 32 до 108 включ.)
50 (при Dн свыше 108)
К
40 (при Dн менее 32)
50 (при Dн св. 32 до 108 включ.)
60 (при Dн более 108)
K, не менее
b, не более
0,5 (при Dн до 45 включ.)
s (при s до 3 включ.)
1,0 (при Dн св. 45 до 194 включ.)
1,5 (при Dн св. 194)



Примечание . Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
Примечание . Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы более 0,5.


1. При способе сварки 3Н зазор b = 2,0 +0,5 .
2. Длина протачиваемой части приварыша, входящей в трубу, устанавливается при проектировании соединения.
Примечание . При способе сварки НЗ зазор b = 2 +0,5
5. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами - соответственно типы сварных соединений труб с трубами или труб с фланцами.
6. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 34, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющей большую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. Шероховатость обрабатываемых под сварку поверхностей - Rz не более 80 мкм по ГОСТ 2789-73.
8. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050-88.
9. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим метолом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографированием, - не более 0,5 мм.
Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор между расплавляемой вставкой и торцевой или внутренней поверхностью трубы должен быть не более 0,5 мм.
11. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45° к оси трубы.
12. В соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер а должен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонения катета углового шва К, К1 от номинального в случаях, не оговоренных в таблицах, должны соответствовать:
15. Допускается выпуклость углового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30 % величины катета, но не более 3 мм.
16. Для сварных соединений труб с толщиной стенки более 4 мм допускается сварка корня шва способом, отличным от основного способа сварки.
Читайте также: