Mma сварка вольфрамовым электродом
Обновлено: 15.05.2024
Дуговая сварка неплавящимся электродом в среде защитного газа получила название TIG и нашла широкое применение как средство соединения цветных металлов, склонных к оксидированию на открытом воздухе. Тем не менее этот метод может эффективно использоваться и для сварки черных металлов.
Преимущества и недостатки TIG-сварки черных металлов
По сравнению с обычной электродуговой сваркой метод обладает такими достоинствами:
- возможность качественного сваривания разнородных материалов (например, углеродистой стали с нержавеющей);
- малая зона прогрева и, как следствие, снижение вероятности прожига тонкого металла и отсутствие термических деформаций;
- возможность выполнения длинных непрерывных швов при постоянной подаче присадочной проволоки;
- предотвращение попадания воздуха и загрязнений в сварочную ванну;
- низкие требования к качеству присадочного материала;
- отсутствие необходимости в обработке готового шва;
- высокая скорость сваривания;
- аккуратность шва;
- простота обучения работе.
Недостатков у сварки неплавящимся электродом в защитной среде не так уж и много. Прежде всего, это необходимость тщательной обработки стыка перед проведением работ, иначе велик риск образования полостей в шве, чем особенно грешат высокоуглеродистые стали. Также нужно учитывать, что конструкция горелки делает неудобным ведение электрода под острым углом, а после розжига дуги вне стыка остается след, который необходимо удалять механически.
Кроме того, может быть затруднена работа на открытом воздухе – ветер будет выдувать защитный газ, а это приведет к его перерасходу.
Технология TIG-сварки
Сварка проводится вольфрамовым или вольфрамсодержащим электродом, который закрепляется в контактной трубке сварочной головки. Помимо электрического контакта со сварочным трансформатором, головка соединяется гибким шлангом с газонагнетательной системой, содержащей инертный газ. Процесс сваривания начинается с подачи газа, за которой следует поджиг дуги и поступление присадочной проволоки в сварочную ванну.
Перед тем как приступать к выбору расходных материалов и расчету параметров сварки, нужно понять, какой металл вы собираетесь варить. Наиболее распространены четыре варианта:
- (до 0,25%) – относятся к хорошо свариваемым материалам. Для предотвращения хрупкости шва рекомендуется предварительный прогрев заготовок в печи до 150-200℃.
- Среднеуглеродистые стали (0,25-0,45%) – трудно свариваемые. Требуют обязательного прогрева до 150-400℃ (зависит от конкретной марки стали), а также последующей термообработки в виде отжига или отпуска.
- Легированные и высокоуглеродистые стали (более 0,45%) – ограниченно свариваемые. Эти металлы относятся к конструкционным, а потому не рекомендуются к сварке. Допускается соединение заготовок, не несущих существенных нагрузок, при условии их защиты от резких перепадов температуры. (более 2,41%) – требуют особого режима сварки с предварительным прогревом, предпочтительна работа плавящимся, а не вольфрамовым электродом. Соединения, выполненные методом TIG, не должны испытывать значительных механических нагрузок.
Для снижения температурного воздействия на околошовные зоны используются охладительные радиаторы из меди или других теплопроводных металлов.
Выбор и подготовка вольфрамовых электродов
Использование вольфрама в качестве основного материала электродов для TIG-сварки оправдано крайне высокой температурой его плавления (около 3380℃). Содержание этого металла в электроде обычно составляет 97,0-99,5%, остальное приходится на долю легирующих материалов. Они же задают классификацию изделий:
- Оксид тория – электроды переменного тока, стойкие к перегрузкам. Важно учитывать, что пыль таких изделий (выделяется при заточке, а иногда и при использовании) опасна для здоровья.
- Оксид церия – электроды переменного тока для сварки тонких и хрупких заготовок, позволяют легко и быстро поджигать дугу.
- Оксид лантана – электроды способны работать как с постоянным, так и с переменным током. Рекомендуются для кратковременных циклов и относительного малого ампеража, очень долговечны.
- Оксид циркония – электроды переменного тока со стабильной дугой, способствуют самоочистке сварочной ванны.
- Оксид иттрия – электроды постоянного тока, крайне долговечны, рекомендуются для ответственных соединений.
Диаметр электрода выбирается в соответствии с толщиной свариваемых заготовок. Условно эту зависимость можно представить в таком виде:
| Толщина заготовки, мм | Диаметр электрода, мм |
| 0,5 | 1,0 |
| 1,0 | 1,6 |
| 2,0 | 2,0 |
| 3,0 | 3,0 |
| 4,0 | 3,0-4,0 |
| 5,0 | 3,0-5,0 |
| более 5 | 3,0-6,0 |
Длина заточки электрода зависит от требуемых величин глубины и ширины шва, обычно она составляет 50-200% диаметра. «Острие» притупляется до 5-10% диаметра – это обеспечивает стабильное горение дуги.

Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Как выбрать присадочный материал
Для аргонодуговой сварки неплавящимся электродом используют присадочные прутки и проволоки без флюсовых оболочек, так как роль защиты сварочной ванны играет инертный газ. При этом материал может включать щелочные, щелочноземельные и цветные металлы для снижения пористости шва, сдерживания разбрызгивания, защиты прутков от коррозии и др. Широкое распространение получили такие модели присадок:
- Св.-08Г2С – стальной пруток с содержанием кремния и марганца, используется для сварки низко- и среднеуглеродистых сталей, в том числе для конструкций, работающих под нагрузкой;
- ER 70S-6 – импортный омедненный пруток для сталей с любым содержанием углерода, не требует зачистки перед подачей в сварочную ванну;
- ER-308 (и его отечественные аналоги: СВ-06Х19Н9Т, СВ-01Х19Н9, СВ-04Х19Н9) – стойкий к химическим средам пруток для сварки нержавеющих сталей, предотвращает развитие межкристалльной коррозии, включает кремний и марганец;
- ER-316 и Св-04Х19Н11М3 – прутки для сварки хром-никель-молибденовых сталей с высоким пределом текучести и низким показателем относительного удлинения.
Толщина присадочного материала зависит от толщины свариваемых заготовок, способа обработки их кромок и выбранной силы тока.

Примерная стоимость проволоки для сварки ER 70S-6 на Яндекс.маркет
Для сваривания листовой стали толщиной менее 1 мм используются 1,0-миллиметровые прутки, заготовкам толщиной 1,0-2,5 мм соответствуют прутки диаметром 1,6 мм, скорость их подачи составляет 0,3 м/мин. Толстолистовые заготовки сваривают с использованием прутков диаметром 2,0-4,0 мм.
Режимы аргонодуговой сварки листовой стали неплавящимся электродом
При сварке методом TIG крайне важно правильно выбрать значение силы тока. Если она будет недостаточной, дуга начнет блуждать, а от чрезмерно высоких значений начнет плавиться электрод. В большинстве случаев верной будет такая зависимость силы сварочного тока от диаметра электрода:
| Диаметр электрода, мм | Сила постоянного тока, А | Сила переменного тока, А |
| 1,0 | 10-70 | 10-15 |
| 1,6 | 40-130 | 30-90 |
| 2,0 | 65-160 | 50-100 |
| 3,0 | 140-180 | 100-160 |
| 4,0 | 250-340 | 140-220 |
| 5,0 | 300-400 | 200-280 |
| 6,0 | 350-450 | 250-300 |
Напряжение дуги зависит от ее длины. Для получения наиболее равномерных и аккуратных швов необходима низковольтная дуга, то есть стабильная и как можно более короткая. Оптимальная длина – 1,5-3,0 мм, что соответствует напряжению в 11-14 В.
Поджиг дуги может производиться как классическим контактным, так и бесконтактным способом. Последний предполагает генерирование высокочастотного импульса сварочным аппаратом и необходим в том случае, когда короткое замыкание вольфрамового электрода на поверхность заготовки может нарушить ее свойства, например, при сварке коррозионностойких и легированных сталей.
Как происходит процесс сварки
Перед тем как приступать к TIG-сварке листового черного металла, поверхности стыка защищают механическим инструментом и обезжиривают. В случае необходимости проводится разделывание кромок, а также прогрев заготовок до температуры около 200℃. Дальнейший алгоритм включает такие операции:
- Обеспечение подачи защитного газа в зону стыка.
- Поджиг дуги в начале шва контактным или бесконтактным методом.
- Ведение электрода под прямым углом к оси заготовок или лучше с уклоном в 10-15° назад с одновременной подачей присадочного прутка под углом 45° к электроду.
- Одно- или многопроходная проварка шва стабильной непрерывной дугой длиной 1,5-3,0 мм.
- Обрыв дуги и прекращение подачи защитного газа через 15-30 секунд.
В случае необходимости проводится защита шва от быстрого остывания или последующая термообработка сваренных заготовок. С поверхности шва механически удаляются шлаки и другие загрязнения.
Характеристика и особенности tig-сварки с помощью инвертора. Принцип действия и технология метода
Название TIG происходит от английского слова «Tungsten», что переводится как «вольфрамовый». Сварка tig – способ дуговой сварки в инертном газе с помощью вольфрамового электрода.
Международные обозначения способов сварочного процесса:
- TIG (WIG) – дуговая электродом из вольфрама (W-электродом) способом ТИГ (в среде инертного газа);
- TIG-DC – с применением постоянного тока;
- TIG-AC – с переменным током;
- TIG-DC/AC – использование постоянного и переменного тока;
- TIG pulser – с применением пульсирующего тока;
- TIG HF – с системой бесконтактного возбуждения дуги высокочастотным и высоковольтным разрядом;
- TIG contact – с контактным возбуждением дуги касанием об изделие.
Особенности tig-сварки с применением инвертора
Метод относится к аргонодуговой сварке и предполагает использование неплавящегося электрода из активированного или чистого вольфрама. Расплав и сварочная дуга защищаются оболочкой инертного газа. При необходимости добавляют присадочный материал.
Источником питания служит инвертор. Это электрический источник тока, принцип работы которого отличается от традиционных источников. Поступающий из сети ток вначале выпрямляется, что способствует его преобразованию, затем разделяется на короткие участки (тактируется) при помощи электронных выключателей – транзисторов.
Тиг-инверторы отличаются стабильным питанием. При изменении длины дуги меняется не сила тока, а напряжение. Это способствует достаточному провару металла и постоянной мощности плавления.

Примерная стоимость тиг-инверторов на Яндекс.маркет
Отличительные свойства способа:
- универсальность (можно варить любой металл, пригодный к сварке плавлением);
- чистота и безвредность процесса;
- высокое качество сварного шва;
- возможность оптимальной настройки тока и внесения требуемого количества присадок;
- применение в стесненных условиях.
Принцип действия
Сущность сварочного процесса заключается в расплавлении кромок свариваемого изделия и присадочной проволоки с помощью дуги, горящей между обрабатываемым предметом и неплавящимся электродом.
При правильном применении вольфрамового электрода, который имеет высокую точку плавления – 3380 °C, он не плавится. Назначение электрода – носитель электрической дуги. Сварочную присадку вводят вручную или с помощью механизма подачи.
От воздействия воздуха дуга, кристаллизующийся шов, сварочная ванна, торец присадочного материала защищены газом (преимущественно используют аргон), который посредством горелки подается в рабочую зону, концентрично обтекая электрод. Газ препятствует окислению металла на открытом воздухе.

Схема TIG-сварки
Классификация инверторов
Сварочные инверторные выпрямители представляют собой транзисторные инверторные источники питания. Устройства отличаются массогабаритными показателями, имеющими широкие пределы регулирования энергии.
В зависимости от выполняемых функций, инверторы подразделяются:
- ММА – для дуговой ручной сварки;
- MIG/MAG – для полуавтоматического способа в среде защитных газов;
- MMA, MIG/MAG – полуавтоматы;
- TIG – для аргонно-дуговой сварки неплавящимся электродом;
- MMA, TIG – универсальные аппараты.
Технология сварки tig с использованием инвертора
Работа преимущественно выполняется на постоянном и переменном токах. Технология имеет свои особенности.
Общие положения техники процесса:
- Сварка корневых швов не требует поперечного перемещения конца электрода.
- Заполнение разделки выполняется с минимальными поперечными перемещениями конца электрода.
- Угол между плоскостью детали и осью горелки – 60-90°.
- Угол подачи присадочной проволоки в зону сварки находится в интервале 15-45° к плоскости детали.
Расположение дуги и присадочного материала зависят от пространственного положения шва. Ручной способ требует постоянного нахождения присадочной проволоки в струе защитного газа.
Выбор режима зависит от химического состава и толщины свариваемого металла и его положения в пространстве.
Выполнение работ
Алгоритм метода включает следующие этапы:
- Выбор присадки. Выполняется с учетом параметров: материал, диаметр и длина прутка.
- Настройка расхода защитного газа. Зависит от вида газа, размера сварочной ванны.
- Очистка поверхности деталей. Включает очистку боковых частей кромок и поверхности изделия в зоне, подлежащей сварке.
- Зажигание электрической дуги.
- Ведение горелки.
- Устранение отклонения дуги.
- Выполнение сварного шва.
Сварка вольфрамовым электродом: состав, технические преимущества и способы их использования
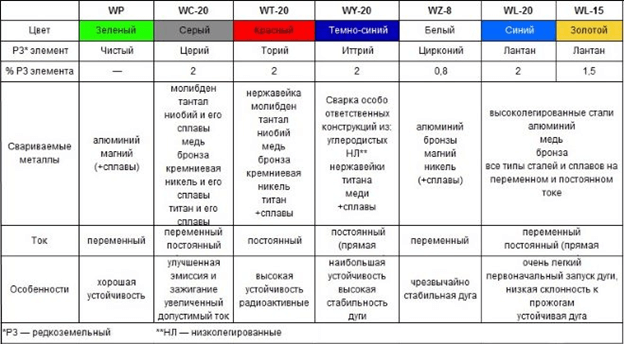
Вольфрам широко используется как тугоплавкий материал, а в сварке в том числе применяется для стабилизации дуги. Вольфрамовые электроды классифицируют по цветам, это делается, в первую очередь, для обозначения их химического состава. Данные электроды относятся к неплавящемуся типу, а в среде защитного газа они выдерживают высокую температуру и длительную работу без прерывания.
Отличительные характеристики
Сварочные стержни из чистого вольфрама используются крайне редко, т. к. для работы с такими электродами необходимы только аппараты TIG. Поэтому добавляются легирующие элементы. Согласно этим добавкам – их цветовое обозначение наконечников:
- зеленый цвет сообщает о стержне из чистого вольфрама, маркировка WP. Для сваривания алюминия и меди;
- серый цвет — это добавка оксида церия, обозначается как C. Используется для сварки с любым видом тока;
- красный наконечник — обозначение для диоксида тория, маркировка T. Для сваривания цветного металла, нержавеющей и углеродистой стали. Главный минус – радиоактивность тория: работая с ним, необходимо придерживаться строгой техники безопасности;
- темно-синий цвет означает диоксид иттрия, маркируется Y. Используется для сварки на постоянном токе прямой полярности для разного металла (нержавеющая, углеродистая сталь, медь, титан);
- белый цвет — обозначение для добавления оксида циркония, маркировка Z. Используется для сваривания алюминия и меди с помощью аргона на переменном токе, важно обеспечить чистоту сварочной области;
- золотой цвет характеризует добавление оксида лантана, маркировка WL-15. Используется для сварки двумя видами тока (постоянным и переменным), содержание легирующего элемента 1,5%;
- синий цвет тоже обозначает добавление оксида лантана, но в соотношении уже 2%.
Категории вольфрамовых электродов:
Преимущества использования вольфрамовых электродов и сфера их применения
Технические преимущественные характеристики обусловлены химическим составом данного типа электродов. Поэтому неплавящиеся стержни используют для TIG-сварки, а этот способ широко распространен в энергетической, машиностроительной, авиационной, нефтеперерабатывающей промышленности.
Основная область применения вольфрамовых электродов – соединение или ремонт металлов с толщиной от 0,1 до 6 мм.
В бытовых условиях часто используют аргонодуговую сварку для ремонта кондиционеров, автомобильных обогревателей.
- Во время работы с нержавеющей сталью или с другим материалом наконечник играет роль проводника электрической энергии. В отличие от плавящихся электродов вольфрамовые стержни имеют одинаковую форму наконечника.
- При выполнении правильной заточки электрода можно сформировать стабильную сварочную дугу.
- Большой выбор вольфрамовых электродов с разными легирующими добавками, подходящих для сваривания разных материалов.
- Вольфрам самый тугоплавкий металл, его температура плавления 3422 о С. Поэтому для аргоновой сварки использование таких электродов максимально экономично.
- Возможность использования неплавящихся электродов для изделий с толщиной от 0,1 мм, также нет ограничений в максимально возможной толщине.
Способы и режимы сварки
Наиболее распространена ручная аргонодуговая сварка с применением вольфрамовых электродов. В мировой практике данная сварка классифицируется как TIG. С режимом TIG могут работать сварочные инверторы и выпрямители. Возможна работа автоматическим или полуавтоматическим способом. Менее распространенный метод – сварка плазменной дугой. Способ сварки погруженной дугой примечателен тем, что применяют электрод повышенного диаметра и при этом используют повышенный ток.
Ручная аргонодуговая сварка может быть выполнена в двух режимах – AC и DC. Их отличия:
- AC – работа с переменной электрической энергией, прямоугольным импульсом.
- DC – применяется стабилизированный ток, импульсный.
Сварка вольфрамовым электродом с использованием инвертора
Для работы с вольфрамовыми электродами используют универсальный источник электрической энергии – инвертор. Менее распространено использование сварочных выпрямителей (только для постоянного тока) и трансформаторов (для переменного электричества). Инвертор востребован, благодаря своей практичности, для работы с двумя видами сварочного напряжения.

Примерная стоимость инверторов для сварки на Яндекс.маркет
Оборудование для сварки инвертором
Для данного вида сварки необходимы:
Сварочная горелка используется для жесткой фиксации вольфрамовых электродов в необходимом положении. Она подводит ток и равномерно распределяет подачу аргона вокруг сварочной ванны.
Защитный газ применяется, в первую очередь, для вытеснения воздуха из области сварки и, чтобы убрать его контакт с работающим стержнем. Также аргон или гелий обеспечивают прохождение тока и передачу тепла через дугу. Выбор конкретного типа газа зависит от свариваемого материала.
Важным условием для качественного итогового шва является изначальная подготовка кромок детали.
Техника сварки
Для ручной сварки с помощью инвертора необходимо выполнять следующие правила:
- Сваривание происходит по направлению справа налево.
- Для изделий с маленькой толщиной горелку располагают под углом 60 о .
- Для толстых деталей горелка размещается под углом 90 о .
- Способ ведения присадочной проволоки зависит от толщины свариваемого металла.
Важнейшее условие для качественного сварочного шва – стабильная дуга. Достигнуть этого можно с помощью постоянного тока с прямой полярностью. Также имеет значение заточка неплавящегося стержня. В процессе заточки необходимо следить за тем, чтобы электрод не перегрелся, в таком случае стержень становится хрупким во время сварки.
Присадочную проволоку вводят не в центр дуги, а немного сбоку возвратно-поступательным передвижением, если толщина металла до 10 мм. Для сварки металлов с большей толщиной проволоку ведут поступательно-поперечными движениями.
MMA сварка — плюсы и минусы

MMA сварка — что это такое, плюсы и минусы ручной дуговой сварки
MMA сварка — это ручная дуговая сварка штучным электродом с покрытием. Сегодня без преувеличения можно сказать о том, что это самый популярный и доступный для всех способ соединения металлов. И хотя MMA сварка менялась со временем, принцип её работы остаётся неизменным.
При сварке образуется электрическая дуга, которая позволяет плавить металлы, соединяя их, друг с другом. В качестве присадочного материала используется металлический стержень с обмазкой (электрод), благодаря чему коэффициент наплавки достигает 160%.
MMA сварка — что это такое, в чем её преимущества
Дословно аббревиатура MMA расшифровывается как Manual Metal Arc, то есть, ручная дуговая сварка электродом, который имеет покрытие. В старых учебниках СССР по сварочному дело, MMA сварка обозначалась простым сокращением РДС (ручная дуговая сварка).

Существуют также и другие виды сварки, такие как: TIG — Tungsten Inert Gas, MIG/MAG — Metal Inert/Active Gas и некоторые другие. ТИГ сварка представляет собой сварку с применением вольфрамового электрода, а МИГ-МАГ сварка относится к полуавтоматической сварке проволокой.
Преимущества MMA сварки
Давайте рассмотрим, в чём именно заключаются основные преимущества ручной дуговой сварки (MMA).

Простота и универсальность — главное достоинство MMA сварки в том, что варить можно сразу же после покупки инвертора. Для такой сварки не нужен защитный газ и проволока, только подходящие по типу электроды. При этом научиться варить MMA сваркой может любой желающий.

Удобство использования — для сварки электродом достаточно купить MMA инвертор, который отличается небольшим весом и маленькими габаритами. Вы можете носить такой аппарат на плече, транспортировать его в маршрутках на большие расстояния. Кто помнить старые советские аппараты переменного тока, то поймёт о чем именно идёт речь.

Дешевизна оборудования для сварки — стоимость бытового инвертора около 5 тысяч рублей. Купить электроды 1 кг можно за 200-300 рублей. Автоматическая маска сварщика стоит около 1,5-2 тысяч рублей. То есть, сравнительно за небольшую сумму порядка 7-10 тысяч рублей вы сможете обзавестись сварочным аппаратом и научиться варить. Две три шабашки, и вы полностью отобьёте стоимость сварочного оборудования, а возможно даже будете в плюсе.
В чем недостатки ручной дуговой сварки (MMA)
Помимо преимуществ имеет MMA сварка и некоторые недостатки.
Низкая производительность — всё-таки название этого вида сварки «ручная» было придумано неспроста. Ручная дуговая сварка по скорости исполнения существенно проигрывает полуавтоматической сварке. Здесь нужно каждый раз менять электрод, отбивать шлак и т. д.

Шлакование сварного шва — это второй минус, который имеет MMA сварка. С зашлаковкой шва сталкиваются все сварщики, но особенно тяжело приходится начинающим сварщикам. Во время обучения сварочному делу они не могут отличить шлак от металла, что существенно затрудняет, а также замедляет сам процесс сварки.
Во всём же остальном, ручная дуговая сварка, это просто идеальный вариант. Проживая в частном доме то и дело нужно что-то подварить, вот тут-то как раз и приходит на помощь данный способ соединения металлов.
Аргонодуговая сварка вольфрамовым электродом
Замечательные физико-химические свойства вольфрама широко используются в промышленном производстве. Наибольшее применение вольфрам нашел в химической промышленности и электротехнике. Многие десятилетия мы не знали другого типа освещения, кроме лампочек накаливания, спираль которых была сделана из вольфрамовой проволоки. Этот металл был выбран благодаря его возможности работать при высоких температурах.

Вольфрам как сварочный материал
Появление TIG-сварки и внедрение её в различные отрасли производства потребовало новых типов материалов. Эту нишу по праву занял вольфрам. Даже далёкие от производства люди могли видеть вольфрамовые электроды при выполнении ремонта холодильников, автомобилей и другой бытовой техники. Кстати, аргон не единственный газ, применяемый в этом виде сварки. С не меньшим успехом используют углекислый газ и различные смеси газов.
Сварка металлов в среде защитного газа позволяет не только получить качественный, чистый шов, но и продлевает срок службы электродов, которым придают определенную форму. Это необходимо для стабилизации дуги при сваривании деталей толщиной от 0,1 мм и более, без ограничений по максимальной толщине конструкции.
Особенности вольфрамовых электродов
Вольфрам может работать в высокотемпературной среде, что положительно отличает его от остальных металлов. Кроме того, он обладает ещё одной замечательной способностью: не размягчаться. Добавление легирующих компонентов расширяет возможности использования этих изделий.
Маркировка электродов
Вольфрамовые электроды подразделяют на две группы: для работы на постоянном и на переменном токе. Они классифицируются и маркируются по международному стандарту EN 26848.
В России такие электроды выпускаются диаметром от 0,5 до 10 мм под маркировкой, в соответствии с ГОСТом 23949-80:
- ЭВЧ – изготовленные из вольфрама;
- ЭВТ - вольфрам с присадкой двуокиси тория;
- ЭВЛ – вольфрам с присадкой лантана;
- ЭВМ – вольфрам с присадкой иттрия.
Такие изделия не уступают качеством своим зарубежным аналогам.
Сферы применения
Знание областей применения тех или иных видов вольфрамовых электродов, а также их особенностей поможет сделать правильный выбор.
Каждый вид создан с определенной целью, определяющей виды производства, в которых они используются:
- Электроды без легирования используют для сварки никеля, алюминия.
- Электроды WC-20 используются для сварки тантала, молибдена, высоколегированных сталей, титана, никеля, меди.
- Электродами с маркировкой WL можно выполнить напыление металла и плазменную сварку обычных и нержавеющих сталей в среде аргона, с использованием переменного или постоянного тока прямой полярности.
- Электродами WZ можно варить никель, алюминий, магний и их сплавы в среде аргона.
- Электроды с красным наконечником WT 20 нужны для сварки меди, никеля, титана и высоколегированных сталей. Они отличаются хорошим стартом дуги и большим сроком службы, но могут быть опасны для здоровья при вдыхании сварочных газов и аэрозолей.
Сварка вольфрамовым электродом
Преимущества
Неплавящийся вольфрамовый электрод обладает следующими преимуществами:
- стабильная сварочная дуга;
- наличие широкого ассортимента с различными характеристиками;
- длительное время работы;
- высокая экономическая эффективность применения.
Заточка
От формы наконечника зависит правильное распределение энергии в направлении свариваемых деталей и величина давления дуги, что, в свою очередь, определит форму шва. Поэтому к заточке нужно подходить серьёзно и со знанием дела. Заточку можно проводить на электрическом наждаке вручную, но лучших результатов добиваются при использовании специальных устройств.

Форма заточки определяется маркой электрода и параметрами свариваемых заготовок:
- Марки WP и WL должны заканчиваться шариком;
- На марке WT конец электрода должен иметь небольшую выпуклость;
- Другие виды затачивают конусом (как карандаш).
Интересная особенность наблюдается при сваривании алюминиевых деталей – на конце электрода образуется сфера, и необходимость затачивания отпадает. Длина затачиваемого участка определяется диаметром прутка, умноженного на 2,5. Этот коэффициент является постоянным.
Требования к процессу сварки
Технология и правила сварки
Для ручной аргонодуговой сварки вольфрамовыми электродами чаще всего используют инвертор. Во всем мире этот процесс известен как TIG. В таком режиме могут работать не только инверторы, но и другие типы сварочных аппаратов. Кроме того, различают работу на переменном токе (АС) и работу на стабилизированном постоянном токе (ДС).
Сварка ведётся в различных направлениях с расположением горелки под разными углами, в зависимости от толщины свариваемых материалов. Главное условие качественного шва – поддержание стабильной дуги. Проще всего получить хороший результат при работе на постоянном токе прямой полярности.
Очень важно правильно подавать присадочную проволоку и следить за нагревом электрода в процессе его заточки. При перегреве электрод становится хрупким и может переломиться.
Необходимое оборудование для сварки
Прежде всего, нам понадобится источник питания и лучшим выбором станет сварочный инвертор. К нему необходимо добавить следующие средства и материалы:
- горелка;
- газовый шланг;
- неплавящийся вольфрамовый электрод;
- защитный газ - аргон;
- присадочная проволока - пруток.
Вместо аргона можно использовать гелий. Выбор газа решается технологами в зависимости от материала свариваемых деталей. Кроме обеспечения процесса всем необходимым оборудованием, необходимо не забывать о качественной подготовке кромок.
Техника безопасности
Сварка вольфрамом в среде защитного газа по праву считается одним из самых безопасных способов соединения деталей. Это обусловлено малым количеством вредных веществ, выделяемых в процессе сварки. Несмотря на это, необходимо стремиться к еще большему уменьшению опасных газов и механической пыли. Это достигается уменьшением скорости сварки, снижением величины сварочного тока и недопущения к свариванию поверхностей, загрязненных маслом.
Сварщики должны допускаться к работе только после прохождения всех видов инструктажа и после проверки актуальности их допусков. Особенно это касается допуска по электробезопасности. Сварщик должен знать специфику применения индивидуальных средств защиты и неукоснительно использовать их в своей работе. Только такой подход гарантирует многолетний труд без вреда для здоровья.
Читайте также: