Можно ли использовать углекислотный редуктор для сварочной смеси
Обновлено: 21.09.2024
Технологический процесс сварки неплавящимися и плавящимися электродами предусматривает использование защитной газовой среды. Чаще всего применяются моногазы — аргон, углекислота для сварки. В последние десять-пятнадцать лет крупные предприятия стали переходить на применение защитных сварочных смесей.
Для сварки низколегированных сталей большой толщины самая применяемая смесь 82% аргона и 18% углекислоты. Она улучшает физико-механические свойства шва за счет более стабильной дуги, которая улучшает провар и унос шлаков, увеличивает скорость сварки и снижает разбрызгивание металла.
У руководителей многих предприятий после перехода на сварочные смеси, поставляемые в баллонах, часто возникают следующие вопросы: Как обеспечить стабильное качество сварных швов? Как можно сократить затраты возникающие в связи с доставкой баллонов и обслуживанием баллонного парка? Где разместить растущий баллонный парк и так далее? Можно избежать всех этих вопросов, если использовать технологию получения сварочной смеси из сжиженных газов на своем предприятии.
ООО «АвтоГазТранс» предлагает Вам комплексы по получению защитной сварочной смеси непосредственно на Вашем предприятии.
Основные достоинства по сравнению с доставкой смеси баллонами
- Стабильность состава смеси. В отличие от поставляемой на предприятие в баллонах, сварочной смеси, производимой на месте можно поддерживать стабильные технологические параметры: процентный состав (широкий диапазон регулировок), давление, температура, расход (зависит от потребления). Эти факторы влияют на качество сварного шва.
- Снижение себестоимости смеси. Цена на углекислоту для сварки — в несколько раз дешевле, чем баллонной.
- Снижение трудозатрат и повышение безопасности при работе со смесью. Отказ от смены баллонов в технологическом процессе, снижение рабочих давлений.
- Резкое снижение транспортных расходов. Доставляя жидкие аргон и углекислоту, Вы не занимаетесь перевозкой баллонов, где 70% составляет вес баллона, и 30% — вес продукта.
- Упразднение затрат на содержание и обслуживание баллонного парка.
- Удовлетворение требованиям любого сварочного оборудования.
Наше предприятие предлагает Вам купить комплексы по приготовлению на месте газовых сварочных смесей из углекислоты, двухкомпонентных: аргон и углекислота (СО2 — 20% + Ar — 80%), трехкомпонентных (СО2 + Ar + О2 — до 5%), производительностью 50, 100, 200 м³/ч. Предлагаемые нами комплексы позволят Вам самим делать смеси на Вашем предприятии.
С экономической точки зрения имеет место двойной экономический эффект: Доставка газов осуществляется в жидком виде с последующей газификацией на месте, минуя стадию транспортировки в 40 л баллонах (например: из одной тонны жидкого кислорода или аргона получается объем газа эквивалентный 110-120 баллонам);
Преимущества применения защитных газовых смесей позволит на Вашем производстве минимизировать разбрызгивание и снизить затраты на зачистку шва, повысить пластичность и прочность сварного шва, стабилизировать процесс сварки и улучшить микроструктуру металла шва, улучшить внешний вид сварного шва, экономить сварочную проволоку, повысить скорость сварки, улучшить условия труда сварщика, увеличить в полтора раза производительность труда, при этом снизить на 20% себестоимость работ.
Классификация аргона по сортам
Атмосфера воздуха служит источником добычи аргона, причем это источник трудно исчерпать. Из-за того, что этот газ не может вступать в химические реакции, он после его использования снова возвращается в состав атмосферы.
Как правило, получение аргона сопряжено с параллельным получением азота и кислорода из состава воздуха. Согласно ГОСТ 10157-73, аргон чистый в газообразном состоянии может поставляться тремя сортами: высшим, первым и вторым. Что касается содержания самого газа, то оно, соответственно, должно быть 99,99%, 99,98% и 99,95%. В качестве примесей могут быть азот, кислород и влага.
Аргон способен обеспечить сварочной ванне хорошую защиту. Вид аргона определяется его содержанием и назначением. Сорт высшей, в котором его содержание равно 99,9%, используется для сварки таких материалов, как цирконий, химически активные металлы, молибден, титановые сплавы, базовые конструкции, выполненные из нержавеющей стали.
Аргон первого сорта, процентное содержание которого составляет 99,98%, применяется для сварочных работ с помощью не плавящегося электрода таких материалов, как алюминий, магний, а также их сплавы, обладающие меньшей чувствительностью к примесям азота и кислорода.
И, наконец, аргон второго сорта, содержание которого равно 99,95%, используется для проведения сварочных работ с нержавеющей сталью, жаропрочными сплавами и алюминием в чистом виде. В процессе сварки допускается использование смесей аргона с такими газами, как углекислый газ и кислород.
Заправка аргона происходит в 40-литровые баллоны. Наша компания готова предложить вам покупку аргона следующих сортов:
- газообразный аргон высокой чистоты с процентным содержанием 99,998%, наполненный в баллоны;
- газообразный аргон высшего сорта с процентным содержанием 99,993%;
- жидкообразный аргон высшего сорта.
Поставка аргона осуществляется в баллонах, окрашенных в соответствии с требованиями Госстандарта. Поставка газа технического происходит в баллонах черного цвета. Маркировка аргона также может отличаться.
Так, существуют сырой аргон, имеющий наиболее низкую стоимость, и технический. Белым цветом осуществляется маркировка сырого газа, а чистый газ поставляется в баллонах, окрашенных в серый цвет с маркировкой зеленого цвета. Стоимость аргона будет зависеть от выбранного покупателем сорта.
Полезная информация:
Условия для хранения аргона
Меры безопасности при работе с аргоном
Правила эксплуатации газовых баллонов
Особенности аргоновых и углекислотных соединений
Перед тем как определиться, какой газ использовать в смеси, надо рассмотреть особенности применения каждого их них.
Согласно ТУ 2114-001-99210100-09 все перечисленные выше составы могут формироваться в самых различных пропорциях, отличающихся процентным содержанием каждой из составляющих. В подавляющем большинстве таких пропорций аргон или кислород содержится в объёмах, составляющих основную массу вещества (от 88 до 98%). Дополняющие их добавки (углекислый газ, в частности) редко превышают в объёмном исчислении 5-15 %.
Аргон в пропорциональном соотношении с гелием чаще всего применяется с целью обработки цветных металлов и их производных. Основные типы заготовок, для обработки которых используется аргонодуговая сварка – это медные, алюминиевые, никелевые, а также хромоникелевые сплавы.
Сварочные смеси из сочетания аргона с углекислым газом нередко применяются с целью подогрева металла перед сваркой или постепенного его охлаждения по окончании работ. Как правило, такая процедура организуется в случаях крайней необходимости.
Этот газообразный состав достаточно взрывоопасен, так что работа в среде СО2 требует от оператора соблюдения мер безопасности при его подготовке и использовании.
Особого внимания требует процесс сваривания металлических заготовок в смесях с высоким содержанием углекислого газа. Дело в том, что при его соединении с кислородом воздуха образуется опасный для здоровья человека угарный газ, для защиты от которого оператор должен работать в специальной маске.
Таким образом, аргон и углекислота в сочетании с рядом активных добавок относятся к универсальным сварочным смесям газов, применяемым при работе с большинством марок чёрных и цветных металлов. Их сочетание наряду с высокой эффективностью использования отличается сравнительно низкой ценой.
Что выбрать
Считается, что для бытовых условий сварки — кратковременных, эпизодических операций — подойдет любое устройство, которое совпадет по резьбе с баллоном.
Операцию вроде сварки мангала для дачи может выдержать даже углекислотный редуктор, накрученный на кислородный баллон (если используется газовая сварка) или на баллон для сварочной смеси из 80% аргона и 20% углекислоты. Другое дело, что впоследствии это механизм придется выбросить.
Типичным примером такого редуктора, предназначенного для работы с СО2, является очень известный и популярный среди сварщиков старой закалки УР 6-6.
Он компактный, недорогой, а благодаря наличию двух манометров позволяет довольно удобно определять расход «на глаз». Для бытовой сварки высокая точность не нужна. Один манометр при этом показывает остаточное давление в баллоне, а второй ориентирован на демонстрацию расхода газа — литр в минуту.
Кислородный и аргоновый регуляторы ля сварки теоретически взаимозаменяемы. При этом кислородный будет работать хуже с падением давления в баллоне до критической точки около 1 атмосферы.
В качестве примера аргонового редуктора для сварки можно назвать АР-40-2 отечественного производства. Существует и действительно универсальный регулятор давления — АР-40/У-30 (аргоновый редуктор/углекислотный). Он выдержит и перепады температур, и высокое давление.
Если нет ограничений по финансам, а объем сварочных работ предполагается высоким, то стоит предпочесть устройство не с дополнительным манометром, а с ротаметром.
Ротаметр значительно точнее показывает расход газовой смеси, поскольку работает по иным принципам — он делает измерения в режиме реального времени. Такими приборами пользуются профессионалы.
Таблица достоинств и недостатков
| Наименование | Достоинства | Недостатки |
| Сварочные смеси | + увеличение производительности за счет повышения массы наплавляемого металла в единицу времени; |
+ снижение лишнего расхода присадочного материала за счет уменьшения количества брызг;
+ повышение пластичности шва, плотности за счет меньшего порообразования и, соответственно, значительное повышение прочности соединения;
+ снижение количества вредных аэрозолей и дымов на рабочем месте, что улучшает гигиенические условия труда;
+ стабильность процесса даже при неравномерной подаче присадочной проволоки.
— смесь аргона с углекислым газом взрывоопасна, что требует особых предосторожностей при ведении работ;
— при работах со смесью аргона с углекислотой также образуется угарный газ вследствие взаимодействия углекислоты с кислородом воздуха, поэтому оператор должен работать в специальной маске.
+ образование хорошей дуги, что удобно для сварщиков с небольшим опытом работ;
+ низкая стоимость способа сварки и самой углекислоты;
+ безопасность в работе;
+ возможность сварки металлов с разными характеристиками;
+ несложность и доступность оборудования для сварки;
+ высокое качество получаемых швов;
+ при соединении деталей с большой толщиной металла углекислый газ выделяет много теплоты, что повышает производительность.
— прочностные характеристики швов более низкие, чем при способах сварки под флюсом или электродами с покрытием, поэтому не рекомендуется использовать этот метод для деталей, которые будут работать в условиях низких температур или ударных нагрузок.
Редуктор

Для работы с любым газом нужен редуктор. Существуют модели, просто показывающие давление в баллоне и с функцией регулирования газового потока.
Последние виды называют регуляторами. Они адаптированы к определенному газу, окрашены в соответствии с цветом баллона. В продаже есть регуляторы со стрелочной шкалой и ротаметрами.
Если планируется провести аргонодуговую сварку, надо взять регулятор с двумя ротаметрами. При работе с нержавейкой нужен поддув с обратной стороны, который сможет контролировать только такая модель регулятора.
В остальных ситуациях вполне подойдет стрелочный регулятор, который к тому же стоит дешевле. Практики считают стрелочную модель более экономной. Она позволяет при грамотном пользовании избежать сброса давления в начале работы. На регуляторах с ротаторами сбрасывание давления вначале практически неизбежно. Это сопровождается некоторыми потерями газа.
Все регуляторы имеют прокладки из инертных полимеров. Загрязнение газов от контакта с ними абсолютно исключается. При сварке приходится пользоваться различными газами. Для таких производственных случаев целесообразно иметь регуляторы, приспособленные для нескольких типов резьбы.
Способы смешивания газа
Существует два основных способа получения защитной газовой смеси – на заводе-производителе и непосредственно на рабочем посту.
Производственный метод подразумевает использование специальных газовых смесителей, благодаря которым осуществляется смешивание двух или трех различных компонентов. Для получения правильных пропорций подбираются необходимые диаметры в расходных отверстиях и тарируется сам смеситель.
Применение ротаметра
Самый простой способ смешивания, который можно осуществлять прямо на рабочем месте, заключается в применении ротаметра – конусообразной стеклянной трубки с поплавком, помещенной в каркас из металла. Принцип действия данного элемента заключается в уравновешивании алюминиевого или стального поплавка потоком выходящего газа. Чем выше находится поплавок, тем, соответственно, больше расход.
Состав аргонно-углекислотной сварочной смеси или углекислоты с кислородом регулируется при помощи редукторов на газовых баллонах. Контролируя показания на ротаметре и регулируя расход, добиваются необходимого соотношения используемых компонентов. Однако данный метод, как правило, не позволяет добиться максимальной точности и высокого качества шва. Поэтому для точных сварочных работ лучше обращаться на завод-производитель.
Качественные защитные газовые смеси можно заказать в компании Промтехгаз. Среди основной продукции присутствуют:
и другие составы, с которыми можно ознакомиться на сайте.
Виды газовых баллонов
Сварочные газовые баллоны различаются по цвету, в зависимости от того, какой газ в них закачивают.
Кроме того, в зависимости от типа газа в емкости, различается и цвет надписи.
Например, ацетиленовый баллон газосварочный для газовой сварки окрашивают в белый цвет. А вот синяя краска используется для кислородных емкостей.
Стоит отметить, что они используются не только для выполнения сварочных работ, но и для других целей. Например, кислород востребован в медицине, производстве сверхчистых материалов и др.
Ацетиленовые баллоны

Маркировка на газовом баллоне.
Ацетилен – это, пожалуй, самый распространенный тип газа, используемый в сварке. Обычно непосредственно к месту работ данный газ поставляется в сорокалитровых баллонах.
В заправленной емкости объемом 40л содержится пять кубометров ацетилена под давлением 1.9 МПа.
Емкости, содержащие ацетилен, отличаются от других из-за своего наполнения. Их заполняют различными материалами с высокой пористостью. Может использоваться пемза, инфузорная земля, уголь.
Специфическое наполнение позволяет надежно и безопасно хранить и транспортировать емкости с газом.
Пропитка наполнения ацетоном позволяет существенно увеличить объем газа. Ацетилен растворяется в ацетоне в соотношении 23л газа на 1 л пропитки. Кроме того ацетон обеспечивает равномерное растворение, а также снижение давления до приемлемого уровня.
Пропановые баллоны
Пропановые емкости окрашиваются в красный цвет и маркируются белой надписью. Это единственный вид емкости, которая может быть сделана с использованием сварного соединения.
Емкость различных баллонов для сварки.
Так как пропан не обладает цветом и запахом его утечку очень тяжело идентифицировать. В связи с этим в него добавляют специальные вещества со специфическим неприятным запахом. Он позволит без труда определить наличие утечки.
Наиболее широко данный тип газа используется в бытовых целях. Красные емкости с пропаном нередко можно встретить в деревнях или дачах. Их подключают к газовой печи, если нет доступа к газовой магистрали.
Также они могут использоваться в газовых горелках. Например, в инфракрасной газовой горелке применяется данный вид топлива в целях разогрева керамического излучателя.
Выбор редуктора для сварки
Редуктор, в глобальном смысле слова, это устройство, изменяющее какой-либо физический показатель, обычно в сторону его уменьшения или понижения (редуцирование).
Редуктор для сварки представляет собой устройство, которое предназначено для выпуска газа из сопла под пониженным давлением, так как в баллоне он сильно сжат. Конкретные показатели давления зависят от вида газа или газовой смеси.

Цветовая маркировка
По сути своей редуктор — это регулятор давления смеси для сварки. Он в обязательном порядке входит в состав оборудования для сварочного полуавтомата, использующего принцип сварки в защищенной газовой среде. Минимум два редуктора (каждый к своему баллону) используют в установке газовой сварки и резки.
Безусловно, лучшим решением будет выбирать для баллона с определенным газом только специально предназначенный для него редуктор. Существует строгая система цветовой маркировки:
- голубой цвет с черной надписью — кислород;
- белый с красным текстом — ацетилен;
- черный с синей надписью — технический аргон;
- черный с белой надписью — сырой аргон;
- черный с желтой надписью — углекислота (СО2).
В зависимости от того, применяется ли вами газовая сварка, аргонодуговая либо сварка в углекислоте, выбирайте соответствующий редуктор.
На рынке или в магазине это легко сделать по цвету — цвет редуктора ля сварки соответствует цвету баллона, для которого он предназначен. Голубой — для кислорода, черный — для аргона (он же подойдет для углекислого газа), и так далее.
Возможна ли взаимозаменяемость
Некоторые виды сварочных редукторов взаимозаменяемы, но далеко не все. Так, вместо специализированного редуктора СО2 для сварки допустимо использовать кислородный, но обратную замену производить категорически нельзя.
Кислород — химически активное вещество, сильнейший окислитель, поэтому для работы с ними используются специальные металлы и сплавы. К тому же кислород закачивается в газовые баллоны под давлением, превышающим этот же параметр для углекислоты более чем в 2 раза.
Сварочный редуктор для углекислого газа, накрученный на кислородный баллон, может продержаться, в зависимости от его качества, от нескольких часов до пары недель. Но в нем неминуемо произойдет полное разрушение уплотняющих мембран — основного элемента конструкции, вследствие чего прибор начнет травить.
Во избежание ошибочных действий сварщика на редукторах для горючих и негорючих газов делается разная резьба. Для горючих — левая, для негорючих, соответственно, правая.
Аналогичная резьба и в баллонах ля резки и сварки. При этом кислородный редуктор имеет правую резьбу. Кислород не горит сам по себе, но поддерживает горение. В некоторых условиях он взрывоопасен.
Кислородный редуктор, используемый во время сварки с углекислотным баллоном, ждет другая угроза. Углекислота вызывает промерзание контактирующих с ней деталей до -60 °C. Поскольку регулятор давления, предназначенный для кислорода, и не должен выдерживать такого режима работы, он также начнет разрушаться.

Считается, что для бытовых условий сварки — кратковременных, эпизодических операций — подойдет любое устройство, которое совпадет по резьбе с баллоном.
Операцию вроде сварки мангала для дачи может выдержать даже углекислотный редуктор, накрученный на кислородный баллон (если используется газовая сварка) или на баллон для сварочной смеси из 80% аргона и 20% углекислоты. Другое дело, что впоследствии это механизм придется выбросить.
Типичным примером такого редуктора, предназначенного для работы с СО2, является очень известный и популярный среди сварщиков старой закалки УР 6-6.
Все о редукторах для полуавтомата

Знать все о редукторах для полуавтомата надо каждому сварщику, даже на начальном этапе. Необходимо понимать четко, как выбирать углекислотный редуктор для полуавтоматической сварки и другие типы таких устройств. Для начала же необходимо разобраться с их техническим исполнением.
Особенности
Главная функция, которую имеет любой редуктор для полуавтомата, — это точная регулировка давления углекислоты или иного газа, подаваемого на полуавтомат. Регулируют его не только в плане понижения или повышения, но и в плане стабилизации. Редукторный блок на сварочном посту содержит:
- клапаны впуска и выпуска;
- камеры с регулировочными мембранами;
- уплотнительные элементы;
- верхние и управляющие пружины;
- штуцеры для подсоединения;
- наружный корпус;
- манометры;
- вентиль, обеспечивающий ручное открытие или закрытие магистрали.
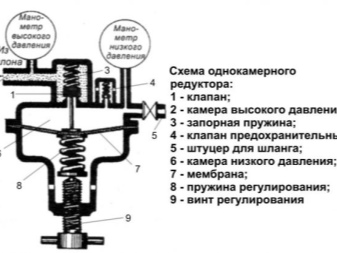

Простой аппарат имеет одну рабочую камеру. Газ из баллона движется внутрь прибора под давлением, задаваемым манометром входа. Далее он оказывается в начальном штуцере, а после прохождения камеры газовый поток встречает сопротивление особой пружины. Поскольку напор оказывается достаточно велик, пружина отдавливается, и начинается свободное поступление струи в особую полость. Сечение камеры многократно крупнее, чем диаметр на вводе в штуцер, и потому второй манометр регистрирует сокращение давления.
Особый винт позволяет отрегулировать степень натягивания главной пружины. Она приспосабливается к исходному баллонному давлению. Пружина управления идет вниз одновременно с мембраной. Потому газовый поток может беспрепятственно поступать к запирающему вентилю. Далее он поступает на горелку. Мембрана редуктора делается из стойкой к маслу резины и точно позиционируется по отношению к выходу.
Постепенно давление внутри баллона понижается. В результате верхняя пружина может опуститься, корректируя площадь сечения на впускном проходе. Редуктором можно управлять и вручную. Винт для этого вкручивают или выкручивают определенным образом.
Надо только ориентироваться на текущие параметры, которые выдает манометр.
Виды и маркировка
Для полуавтоматической сварки может применяться редуктор с различным числом камер. В подавляющем большинстве случаев применяют однокамерные модификации. Но в ряде случаев критически важна стабильность использования оборудования при низкой температуре. В такой ситуации наиболее привлекательны двухкамерные модели. Отсеки обычно располагают по последовательной схеме.
В любом случае редуктор должен отвечать нормам:
- ГОСТ 12.2.052-81;
- ГОСТ 13861-89;
- ISO 2503-83.
Углекислотные сварочные редукторы различают еще и по условиям применения. Рамповые модели используют на сварочных участках многопостового типа. Сетевые устройства получают газовый поток от стационарной магистрали, которая сообщается с углекислотной промышленной станцией. На небольших рабочих площадках, на строительных площадках и в быту применяют баллонные редукторные узлы. Их преимущественно проектируют из расчета на несколько меньший удельный расход СО2 и на небольшой разброс газового давления.



Открытие и герметизация клапанного узла впуска может происходить по прямой или по обратной методике. Вторая разновидность только что описана выше. При «прямом сценарии» этапы работы меняют порядок. Подобное решение намного менее удобно. Его применяют потому существенно реже.
Кислородный редуктор устроен практически так же, как углекислотный аналог. Разница касается преимущественно методов подключения к вентилям и числа применяемых манометров (1 или 2). Редукторы для кислорода должны отвечать повышенным эксплуатационным требованиям. Причина проста: кислород не может находиться в сжиженном состоянии, и потому внутри баллона давление достигает иногда 200 атмосфер. Для сравнения: у углекислоты этот показатель составляет 70-80 атмосфер.
Если критична чистота поступающего вещества, необходимы специальные фильтры.

Российская промышленность поставляет различные модели редукторов. Популярностью пользуется УР 6-6. Корпус формируют из особого сплава, который отлично удерживает тепломеханические воздействия. Прочие параметры:
- неоднородность газового давления максимум 0,3;
- предохраняющий блок срабатывает при показателе 1200 КПа;
- благодаря двум манометрическим узлам проще влиять на давление углекислоты;
- предельный пропуск газа — 6 м3 за час.
Если обычной функциональности не хватает, необходимо применять не простые редукторы, а регулирующие устройства с ротаметрами. Они демонстрируют расход газа немедленно. Стоимость подобных аппаратов, однако, заметно выше. Отверстие внутри дросселя тщательно калибруется.
Иногда газовый поток подогревается за счет электрического модуля.
Как выбрать?
Основное внимание надо уделять тому, как устроен регулирующий винт. На нем в идеале должна быть невыпадающая резьба. Если она выпадает, велик риск выкручивания седла. Полезен и вспомогательный запорный вентиль. Предельно актуально учитывать цветовую маркировку редукторного узла:
- голубой с черным шрифтом — кислород;
- черные тона и синеватая маркировка — аргон инженерного класса;
- красный шрифт на белом фоне — ацетилен;
- белый шрифт на темном — сырой аргон;
- желтая надпись на темном основании — двуокись углерода.
Стоит учесть ограниченную взаимозаменяемость редукторов различных типов. Теоретически не возбраняется заменять кислородный редуктор аргоновым и наоборот. Однако рассчитанное на кислород устройство будет работать ощутимо хуже, как только давление опустится до 1 бар и ниже. Хорошее устройство для чистого аргона — АР-40-2. Если же нужно использовать как аргон, так и углекислоту, оптимальным выбором может стать АР-40/У-30.
На специализированных производственных участках применяют УР-6-4ДМ и аналогичные устройства. Модели иногда имеют пару ротаметров. Не стоит думать, что они позволяют подавать газ сразу на две разные горелки. Цель совсем другая — использование для особо ответственных конструкций. К одному расходному узлу добавляют горелку, а через второй идет поддув с другой стороны.



О том, как настроить давление на редукторе для сварки, вы можете узнать ниже.
Особенности редуктора для сварочных аппаратов и критерии его выбора
Редуктор для сварочного аппарата крайне необходим, когда вы применяете при работе газовые баллоны. Это бесхитростное малогабаритное приспособление нужно, чтобы понижать давление и отслеживать его параметры. Практикуется несколько видов приборов для снижения давления в баллонах, каждый из которых предназначается для конкретного вида газа.

В этой заметке мы вкратце, но популярно разъясним, что собой представляют данные приборы, какие разновидности имеются и как их правильно подбирать для собственных целей.
Характеристика и назначение
Редуктор для сварочных агрегатов – это приспособление, которое предназначается для понижения давления технической смеси при выходе из баллона. Приходящий в него газ пребывает под непрерывным наибольшим избыточным давлением, не зависящем от давления в самом баллоне. Приборы для снижения давления подсоединяют к баллону посредством накидной гайки («американки»).

Каждый прибор имеет в своей структуре клапан для защиты полости низкого давления аппарата от чрезмерного роста давления на выходе редуктора, который смонтирован в корпусе прибора.
Впрочем, данное устройство не является обязательным компонентом для всех, если рабочая камера может выдерживать давление, соответствующее входному давлению перед редуктором.
В сущности, редуктор – это устройство, управляющее давлением сварочной смеси. Он непременно включается в комплектацию снаряжения для сварочного полуавтоматического агрегата, применяющего технологию сварки с применением газов для защиты свариваемого участка.
Не менее чем 2 редуктора (каждый к собственному баллону) практикуют в газовом резаке и агрегате сварки.

Принцип действия прибора снижения давления обусловливается его характеристиками. У приборов прямого действия характеристика падающая; другими словами, наибольшее избыточное давление сообразно расходу газовой смеси из баллона несколько падает.
У приборов обратного действия характеристика возрастающая; иначе говоря, со снижением давления газа в баллоне наибольшее избыточное давление увеличивается. Редукторы разнятся по структуре, принцип функционирования и базовые составные части идентичны для всех приборов.
В настоящее время используются как 2-камерные редукторы, так и устройства с одной камерой. Давление смеси в подобных типах приборов снижается понемногу, планомерно сразу в камерах для осуществления процедуры снижения давления.
Преимущества приборов такого типа в том, что они способны обеспечивать стабильное давление, которое требуется для функционирования оснащения, устойчивы к низким температурам и способны функционировать даже в самых непростых условиях. Однако их недоработкой является сложная структура.
В связи с этим данные виды редукторов применяются лишь при условии, когда в процессе сварочных работ требуется сохранять давление газа с очень большой точностью.
Самые распространенные варианты редукторов
Существует несколько видов приборов:
- кислородные;
- воздушные;
- ацетиленовые;
- для работы с пропаном.
Также они подразделяются на 2 основные категории – для работы с обыкновенными и горячими газами.





Газовые редукторы принято разделять на приборы для горючих и негорючих газов. Вследствие этого приборы, которые применяются для горючих газов, обладают левой резьбой – другими словами, резьба нарезается левосторонним способом. Это является гарантией от неверного подсоединения редуктора, предназначающегося для функционирования с горючими газами, к кислородному баллону.
Редукторы применяются сегодня в различных сферах, не только для сварочных работ. Их используют на подлодках для создания смеси для дыхания моряков, в лечебных учреждениях для обеспечения пациентов кислородом.
Даже в домашней обстановке – в частности, газовая печка также функционирует с редуктором, посредством которого можно корректировать давление газа.
Как вы уже поняли, для любого рода газа используется определенный редуктор. Для вашего комфорта эти устройства помечают установленным цветом, который свидетельствует о предназначении устройства:
- метка черного цвета с желтым текстом – редуктор предназначается для двуокиси углерода (он же CO2 редуктор);
- метка голубого цвета, а текст черного – для кислорода;
- белая метка и красный текст – ацетилен;
- метка черного цвета с синим либо белым текстом предназначается для ацетилена либо аргона соответствующе.
Еще один способ отличить требуемый вам редуктор – выучить расцветку баллонов, поскольку их тоже помечают посредством цвета. Например, баллон голубой окраски – для кислорода, а выкрашенный в черный цвет очень часто применяется для аргона. И точно также с другими расцветками.
Есть мнение, что для сварочных работ в условиях дома (недолгих, нерегулярных операций) сгодится любой прибор, резьбовое соединение которого совпадает с соединением на баллоне. Например, для такого мероприятия, как сварка жаровни для дачного участка, может подойти даже СО2-редуктор, навернутый на баллон для кислорода (при использовании сварки в газовой среде), или на баллон с технической смесью, состоящей из 20% диоксида углерода и 80% аргона. Правда, после этого такое устройство придется выкинуть.
Характерным примером такого редуктора, предназначающегося для работы с ангидридом угольной кислоты, является довольно известный и востребованный в среде сварщиков старой формации – УР 6-6. Он малогабаритный, доступный по цене, а вследствие наличия 2-х манометров дает возможность распознавать затраты газа «на глазок».
Для домашней сварки большая точность не требуется. Один манометр отображает в баллоне наименьшее давление, а другой нацелен на отображение расходования газа – л\мин.
В теории, аргоновый редуктор для сварки и кислородный равнозначны. Однако кислородный будет функционировать похуже с уменьшением давления в баллоне до критичной точки приблизительно 1 атм.
В качестве примера аргонового прибора для сварки можно привести АР-40-2 российского изготовления. Имеется и реально универсальный прибор для снижения давления – У-30\АР-40 (СО2 редуктор\аргонный). Он способен противостоять и температурным скачкам, и большому давлению.

Если нет затруднений с деньгами, а масштаб сварочных работ планируется большой, то следует выбрать устройство не с добавочным манометром, а с прибором для отображения объемного расхода смеси – ротаметром. Этот прибор гораздо точнее отображает затраты технической смеси, так как функционирует по другой схеме – осуществляет измерения в режиме текущего времени. Эти устройства используют в своей работе специалисты.
7 основных ошибкок, которые совершаю электросварщики, при покупке редуктора для сварочных аппаратов, в видео ниже.
Распространенные заблуждения при выборе редуктора для сварочных работ (аргон, углекислота)

Генри Форд в свое время говорил: «Нет плохих автомобилей, есть люди, которые неправильно сделали свой выбор». Поговорим сегодня о том, как выбрать редуктор для полуавтоматической или автоматической сварки в среде защитных газов и сделать этот выбор правильно.
Заблуждение №1
Состоит в том, что многие сварщики выбирают редуктор УР-6-6. Чем он плох? Изначально он разрабатывался для пищевой промышленности еще в советское время, т.е. он использовался для газирования воды, всевозможных напитков, при консервации колбас, мяса, креветок и других продуктов. Сегодня же существует целая линейка редукторов, которые предназначены непосредственно для сварки в среде защитных газов, например:
- Универсальный АР-40/У-30
- На аргон АР-40-2
- На углекислоту У-30
Или их аналоги.
Основной особенностью этих редукторов, в отличие от УР-6-6, является наличие на манометре низкого давления градуировки в л/мин для каждого рода газа. Это очень удобно для работы, вам уже не нужно будет, как на УР-6 настраивать расход на глаз, приблизительно или смотреть по таблицам.
Заблуждение №2
Когда выбирают для регулярного использования при сварке в среде защитных газов малогабаритный редуктор, который не предназначен для ежедневного использования и стопроцентной загрузки. «Малогабаритки», если их использовать в промышленности, будут недолговечны. При постоянной работе используйте редукторы большого габарита с более качественным редуцирующим узлом, который способен выдержать длительные механические и температурные нагрузки, более точно поддерживать заданное давление и расход, соответственно, потери газа в таком редукторе будут меньшими.
Заблуждение №3
Многие сварщики думают, что редукторы с ротаметром являются более экономичными, чем с манометрическим указанием расхода. На самом деле это не так. Расход одинаковый. Отличие состоит только в том, что расход ротаметром измеряется и показывается в реальном времени, а редуктор с манометром показывает расход косвенно, т.е. в соответствии с расходной шайбой и рассчитанной шкалой в л/мин, нанесенной на манометр низкого давления.
Заблуждение №4
Некоторые сварщики думают, что редукторы с двумя ротаметрами предназначены для подключения двух сварочных постов. На самом деле они используются для сварки химически активных материалов, таких как титан, ведь при сварке титана защиту сварного шва нужно обеспечить с двух сторон. Пригодится такая защита и при сварке ответственных узлов из нержавейки. К первому ротаметру подключается горелка, через которую подается газ для защиты сварочной ванны, ко второму – рукав по которому газ поступает к обратной стороне шва.
Заблуждение №5
Применение (с целью экономия средств) вместо специализированного редуктора, допустим, редуктора кислородного или пищевого назначения. Этого делать нельзя, так как последние устройства не предназначены для сварки в среде защитных газов. Особенно при работе в среде углекислого газа они будут постоянно замерзать и выходить из строя, что грозит потерей углекислоты или аргона, которые достаточно дорогостоящие. Поэтому вместо экономии вы потеряете.
Заблуждение №6
Не использовать подогреватели при работе с углекислотой. Диоксид углерода имеет высокий коэффициент расширения, поэтому в процессе его испарения из баллона и редуцирования температура на редуцирующем клапане может понижаться до – 60 градусов. Влага, которой достаточно много в этом газе, кристаллизуется, что может привести к выходу из строя редуктора, что в свою очередь повлечет или прекращение подачи газа, или его самотек. Все это отразится на качестве сварных швов.
Применяйте при работе с углекислотой подогреватели. Они бывают:
- Проточного типа
- Встроенные на входной штуцер
- Встроенные (этот тип мы не рекомендуем покупать)
Заблуждение №7
Купив редуктор с ротаметром, некоторые сварщики пытаются снять корпус и регулировать задающий винт или клапан. Этого делать не нужно. Все уже настроено производителем. Ваша задача установить регулирующее устройство на баллон и подключить к сварочному аппарату.
Читайте также: