Можно ли переделать полуавтомат под tig сварку
Обновлено: 20.09.2024
Многие виды сварочных работ лучше выполнять с помощью TIG сварки. Но это слишком дорогое оборудование для любителя, которому обычно по карману только инвертор. Если он у вас есть, то его можно легко при необходимости переделывать в TIG.
Требуемые материалы:
- Вольфрамовый электрод;
- аргоновый баллон с редуктором и шлангом;
- тонкие медные трубки;
- листовая сталь 1-2 мм.
Процесс переоборудования инвертора в TIG сварку
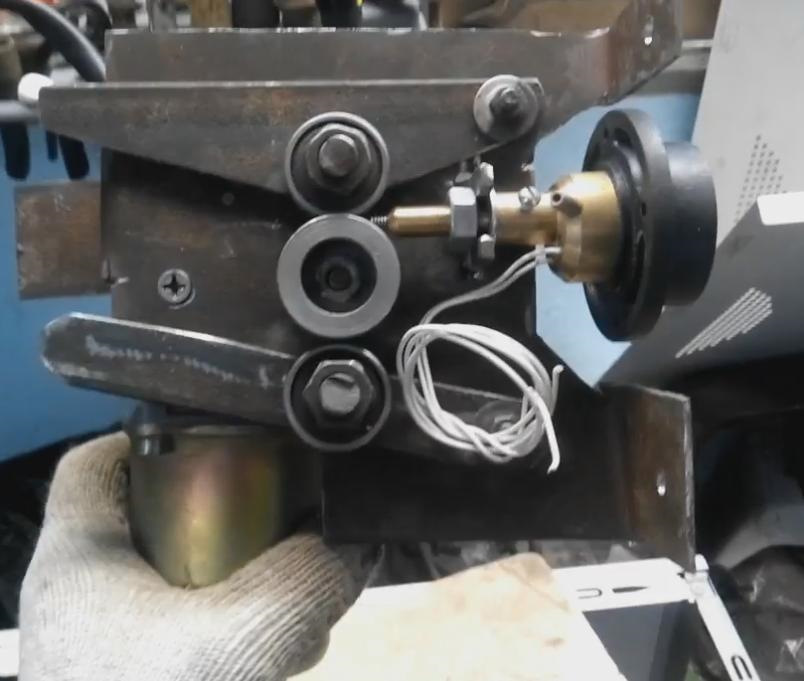
И листовой стали нужно вырезать и согнуть кронштейн как в примере, и прикрутить его к сварочному держателю.
В нем зажимается медная или латунная трубка цанга, на которую надевается шланг от баллона. В держатель зажимается тонкая медная трубка. В нее вставляется вольфрамовый электрод. Цанги нужно регулировать так, чтобы газ выходил на кончик электрода.
Далее подключаем массу от инвертора на заготовку, и открываем газ.
Теперь электрод будет плавить металл и присадочный пруток.
Получается та же самая TIG сварка, но почти даром за вычетом цены баллона и вольфрамового электрода.
Смотрите видео
Похожие мастер-классы






Особо интересное
«Сделай сам – своими руками» - сайт интересных самоделок, сделанных из подручных материалов и предметов в домашних условиях. Пошаговые мастер-классы с фото и описанием, технологии, лайфхаки - все, что нужно для рукоделия настоящему мастеру или просто умельцу. Поделки любой сложности, большой выбор направлений и идей для творчества.
Как переделать источник из MMA в TIG
Доброе время суток, профессионалы.
Я самоучка освоил MMA и MIG\MAG, так для себя.
Вопрос ,у меня есть аппарат сварочный ,трансформаторный, можно к нему подсоединить горелку TIG и пользоваться аргоно-дуговой сваркой?
А почему только алюминий?
Знакомые сварщики сказали что можно, вот и консультируюсь с вами.
А что посоветуете, из своего собрать или купить в магазине?
Drvolgar , На переменном токе свариваются только алюминиевые и магниевые сплавы. И на мой взгляд, лучше купить установку в магазине. Достойный осциллятор будет тяжеловато найти.
Достойный осцилятор делается "на коленке" за вечер, а выпрямитель (для сварки нержи и прочей чернухи) за пол вечера. Впрочем, при наличии денег и лени купить и правда легче.
Посоветовать можно. Только для начала озвучь какие требования к нему у тебя, что собираешся варить, какие толщины? На какую сумму расчитываеш.
Кемппи, Миллер, Линкольн, Лорх очень хорошие, но стоят денег не мерянных (не каждая фирма такое себе может позволить). Брима, Сварог, Тавр и многие другие подешевле будут.
Ура! Ещё один "пытливый ум"! Подсоединить можно. Не можно всё то, что угрожает жизни. Я думаю получится забавно. Почему бы и да. Только не дышите дымком при сварке аргоном.
. подскажите а можно наоборот сделать. есть сварочник esab caddy 2200i ac/dc. можно ли к нему "присобачить" механизм подачи проволоки для П/А сварки?
значимость авторитета персоны прямопропорциональна количеству карандашей в его стакане(есть кто из Чепецка?)
. подскажите а можно наоборот сделать. есть сварочник esab caddy 2200i ac/dc. можно ли к нему "присобачить" механизм подачи проволоки для П/А сварки?
Внешние характеристики источников разные. Для Mig нужна жёсткая ВАХ. На вашем аппарате падающая. Так что вряд ли что-то хорошее из этой затеи получится.
для ручной дуговой сварки(плавящимся электродом) в аппаратах используют падающую или жесткую вах. а вот какие вариации вах есть в моём аппарате я не понимаю. разжуйте плз.
. варю электродом (постоянка). падающая вах
. варю форфрамом нержу (постоянка) вах?(падающая, жесткая или возрастающая)
. варю вольфрамом алюминьку( переменка) вах? (падающая, жесткая или возрастающая)
Все перечисленные режимы это ПАДАЮЩАЯ характеристика. Применяется для стабилизации тока.
ЖЕСТКАЯ характеристика применяется в полуавтоматической сварке для стабилизации напряжения. (Ток регулируется скоростью подачи проволоки)
для ручной дуговой сварки(плавящимся электродом) в аппаратах используют падающую или жесткую вах
Поправлю: "для ДУГОВОЙ сварки (плавящимся электродом)" а вот дуговая сварка уже может быть и ручной дуговой и полуавтоматической и пр.
Вопрос к Super Moderators и профессионалам , имея Kemppi Master MLS 3500 с панелью MEL, который в общем-то варит TIG-oм от чирканья. Как его переделать на работу от кнопки и поджига дуги не касанием? Имеется в наличии станция охлаждения и горелка на 350 ампер с 5 выводами проводов (что куда не знаю, но при нажатии кнопки два замыкаются, ещё 3, как я понимаю, на термореле).
В Кемппи предложили купить новый от 80 тыщ (дохленький), а такого тока (3500 варит TIG-ом от 5 до 400 Ампер) вообще не подступиться. Денег щас не особо, есть тыщь 20, готов их вложить в модернизацию.Фото аппарата и его начинки при чьей нибудь помощи выложу, для детального обсуждения.
Да я хотел бы получить бесконтактное зажигание дуги (HF), т.к. постоянно при разрыве дуги получается ерунда, а горелка с кнопкой(соответственно в данный момент не испульзуется по назначению)
Осциллятор УВК 7 можно навесить(6,5т.р), но подача а главное плавное отключение сварного тока при тиге остаётся открытой(дуга при разрыве портит внешний вид), фото труженника с разных ракурсов прилагаются.
может кто спец, или у кого есть masterTIG 3500, а не mls, возможно просто докупается плата какая нибудь и всё, просто я об этом не знаю, посмотреть бы их ничинку.
На сколько хороша функция TIG в полуавтоматах MIG-MAG/TIG
Но появилась потребность в освоении других видов сварки, в частности тиг) Производитель говорит что аппарат может в тиг сварку, но может ли? Кто пробовал функцию тиг в подобных полуавтоматах, как оно? Стоит покупать горелку? Или это бутофория все и без специального аппарата тиг сварки не будет?
И правда ли, что полуавтоматы не ладят с электродами и лучше иметь отдельный аппарат для сварки электродов?) В общем, могут ли полуавтоматы что-то кроме сварки проволокой?)
Приветствую!
Имеется полуавтомат 200А с синергией и прочей мишурой, зовется fubag inmig 200 syn. Как полуавтомат он меня полностью устраивает, года три уже пользуюсь
Но появилась потребность в освоении других видов сварки, в частности тиг) Производитель говорит что аппарат может в тиг сварку, но может ли? Кто пробовал функцию тиг в подобных полуавтоматах, как оно? Стоит покупать горелку? Или это бутофория все и без специального аппарата тиг сварки не будет?
И правда ли, что полуавтоматы не ладят с электродами и лучше иметь отдельный аппарат для сварки электродов?) В общем, могут ли полуавтоматы что-то кроме сварки проволокой?)
ТИГ в вашем аппарате будет только касанием.
И второе видео в ссылке ММА. Кстати, очень неплохо отрабатывает. Пробуйте свой, думаю будет норм в ММА.
Удовольствие от высокого качества оказалось некачественным. Молодцы китайцы, конкретно бренды натянули.
Перепроверил, у меня Inmig 200 SYN PLUS, по количеству настроек и функций чуть жирнее вроде. По нему такой же вердикт?
Кроме самой невозможности начать без касания и порчи электрода- какие у этого последствия и недостатки? Скажем, этим можно варить нержавейку 1-3мм и чтоб это не стало подвигом?)
Не совсем про то)
Меня интересует, вредно ли для полуавтомата работать в режиме электродной сварки? Просто, если вредно, то я лучше куплю инвертор недорогой и не буду мучить аппарат)
Вполне. А попривыкните, так вообще в лёгкую.
На легковой навоз возить вредно ? Нет. Можно.
Надо для себя решить, какие задачи будут решаться в будущем, тогда и решать, а нужен ли еще аппарат и с каким функционалом.
Для ТИГ сварки есть несколько важных параметров, ток спада, продувка после, импульсный режим. В МИГ или ММА аппаратах, часто ТИГ функционал сильно урезан. Но разовую задачу можно и решить.
Обзор сварочного полуавтомата Своими руками. Финал.

Представляю Вам финальную версию своего сварочного полуавтомата или как сделать полуавтомат из сварочного инвертора ММА (сварка штучными электродами).
В настоящий момент очень распространены инверторные сварочные аппараты ММА (для сварки штучными электродами), они выдают постоянный ток, мало весят и имеют хороший кпд, по сравнению с трансформаторами, и имеют вполне доступные цены. Так же существуют инверторные полуавтоматы MIG/MAG, они имеют те же плюсы кроме одного это цена, исходя из этого я задумался как из обычного инверторного сварочника сделать полуавтомат.
Начало проекта постройки полуавтоматического сварочного аппарата, а точнее приставка к инвертору, чтобы инвертор можно было использовать в режиме полуавтомата.
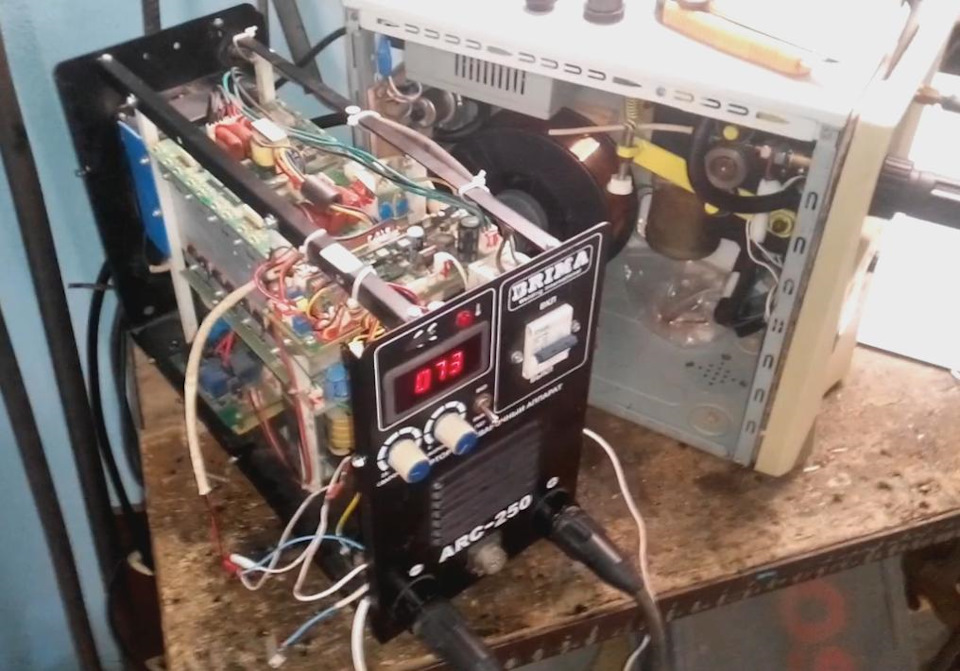
В нашем случае хороший сварочный инвертор BRIMA ARC-250

Цель сделать возможность использовать инвертор ММА в режиме полуавтомат используя подручные материалы с минимальным бюджетом.
1) Для начало мы не изобретая велосипед преобрели рукав с евро разъёмом: Горелка ЕВРО MB15AK Jingweitip 180А 3м ЦИКЛОН.

2) Одним из основных элементов ПА является лентопротяжка, за основы мы взяли моторчик от дворников от какого то ведра, также нам понадобились пору подшипников и евро разъём для подключения рукава.
после того как я собрал свою лентопротяжка случайно наткнулся на алиэкспресс на уже готовый вариант и не сильно дорогой.

3) В качестве корпуса для нашей приставки к инвертору мы взяли корпус от древнего компа и благополучно всё в него запихали.
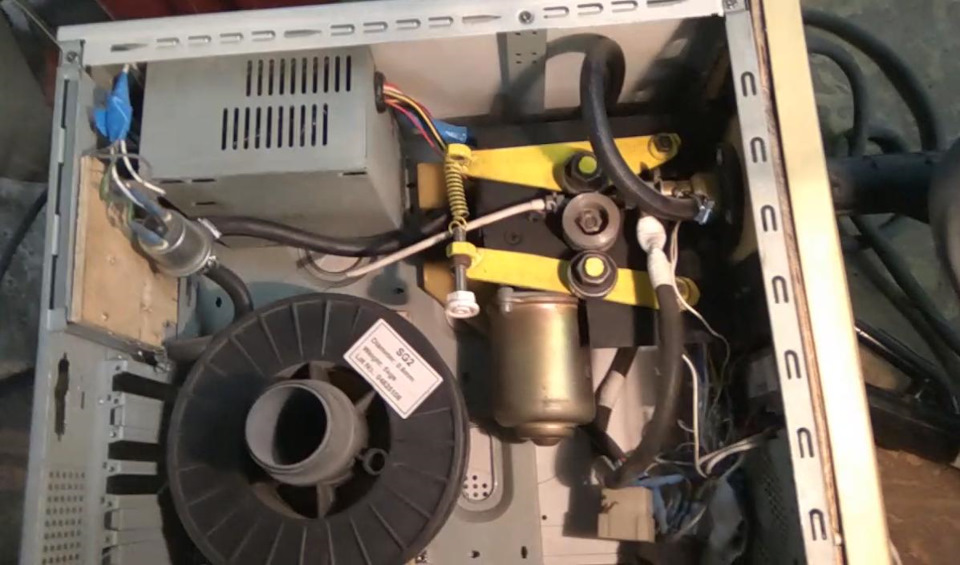


получилось довольно аккуратно)))
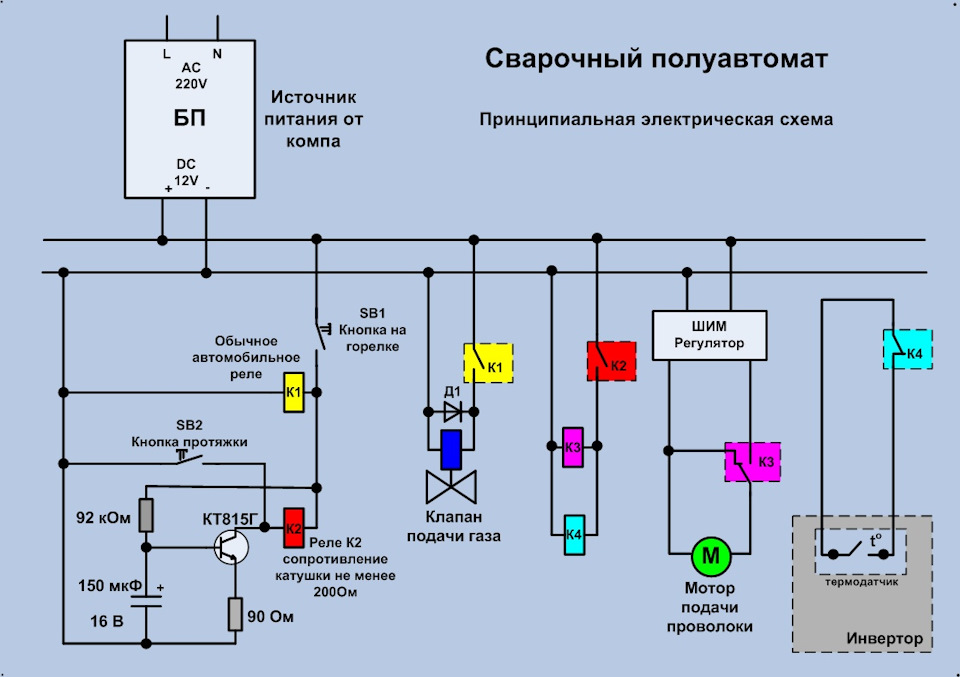
Далее собираем электрику нашего устройства.
Для управления скоростью подачи используем ШИМ-контроллер заказанный с алиэкспресс.
Вот и всё приставка для инвертора готова!)))
Далее начинается самое интересное. Как известно вольт-амперная характеристика (ВАХ) у аппаратов ММА и ПА(MIG/MAG) отличаются, у аппаратов для ручной сварки ММА ВАХ имеет падающий вид т.е. аппарат поддерживает постоянный ТОК!, а у аппаратов ПА (MIG/MAG) ВАХ имеет жёсткий вид т.е. аппарат поддерживает постоянное напряжение. Сколько я не искал не где в инете нет информации как можно переделать обычный аппарат для сварки штучными электродами в ПА, но немного разобравшись в данном вопросе оказалось не всё так сложно…
теперь у нашего инвертора есть возможность переключения с режима сварки штучными электродами на режим ПА.
В итоги получилась как то так:



Поскольку я сварщик "дипломированный" короче рукожопый прошу не судить строго за шов и качество сварки, но тем не менее аппарат со своей задачей справляется и варит хоть тонкий (фальгу) хоть толстый металл.

Также все можно глянуть на видео:
ИТОГО: Мы собрали приставку и инвертору ММА, для работы в режиме ПА.
ПРИМЕРНАЯ ЦЕНА ВОПРОСА:
Горелка — 2500руб
Евро разъём — 1000руб
ШИМ контроллер- 500руб
Подшипники — 100руб
Электро разъём — 300руб
Мелочи — 100руб
Старый хлам — бесплатно)))
ИТОГО примерно : 4500руб.
Сварочный полуавтомат КОНТУР 180 подключение TIG горелки. Типы Tig горелок





Т.к. на горелке подключение газа было через разъем с гайкой под М12, пришлось слегка модернизировать разъем. Удалил разъем с гайкой, вместо него установил переходник шланга с 4мм на 6мм. На другом конце шланга установил пневматический быстросъемный разъем (тот что на компрессоры ставятся часто).

Запустил, заработало. Показывать результаты не буду по причине отсутствия оных. Tig сварка довольно специфична, особенно с контактным поджогом.
Теперь расскажу по типам TIG горелок. Т.к. в процессе поиска возникли проблемы с информацией по оным. Никто не писал какие бывают и куда подходят. Для профессионалов связаных с данным типом сварки эта информация покажется само собой разумеющейся. Для меня же, как для человека не посвящённого в проблематику данного вопроса, возникли некоторые проблемы с выяснением что там и как.


Горелки делятся по следующим параметрам:
1. по габаритам горелки (маленькие, средние, большие)
2. по типу гусака (с жестким гусаком, с гибким гусаком flex)
3. по углу наклона электрода к ручке горелки или по углу гусака (прямое крепление электрода, крепление под разным наклоном)
4. по типу охлаждения горелки (газовое, водяное)
5. по наличию на горелке запорного газового вентиля
6. по наличию на горелке кнопки
7. по подключению горелки к сварочному рукаву
8. по типу концевика сварочного рукава
Теперь по порядку.
1. По габаритам горелки
Горелки отличаются габаритами, от габаритов зависит максимальный ток на котором производится сварка. Есть совсем миниатюрные горелки для "ювелирных" работ.


2. По типу гусака
Как удалось выяснить гусаки бывают жесткие с разным наклоном и гибкие (flex).
3. По углу наклона электрода к ручке горелки или по углу гусака
По этому признаку горелки подбираются исходя из положения в котором производится сварка. А положения бывают весьма экзотические по всяких не удобных местах.
4. По типу охлаждения горелки
Бывает газовое — аргоном. Бывает водяное. Водяное охлаждение нужно для длительной непрерывной сварки или сварки с большим током. Как утверждают специалисты горелки с газовым охлаждением имеют свойства нагреваться так, что трудно удержать.
5. По наличию на горелке запорного газового вентиля
Вентиль нужен только для горелок которые будут подключаться к сварочным аппаратам без газового клапана
6. По наличию на горелке кнопки
Кнопка на горелке нужна для включения газового клапана и бесконтактного поджига дуги. Горелки с кнопкой обычно идут с разъемом 2pin на конце сварочного рукова.

7. По подключению горелки к сварочному рукаву
Тип подключения зависит от предыдущих перечисленных параметров горелки


8. По типу концевика сварочного рукава
Вот этот параметр у меня вызвал особое затруднение. И так, сварочные разъемы бывают: резьбовые под резьбы М12х1, М16х1.5 и быстросъемные (как на нашем аппарате). Быстросъемные сварочные разъемы бывают с номерами 25 и 50 (встречал так же 31 и 70, но редко). Аббревиатура быстросъёмного разъема в названии горелок встречается разная у разных производителей (СКР, DX, TSK, TSKM). Как мне удалось выяснить принципиально эти разъёмы кроме размера отличаются типом подключения рукава. Бывают конструкции для подключения сварочных рукавов с кончевиком с резьбой, как писал выше. Бывают с подключением под простой провод с поджатием шестигранным болтом, это как в обычном сварочном быстросъме. Основное отличие TIG быстросъема от обычного это наличие устройства для подключения газового шланга.

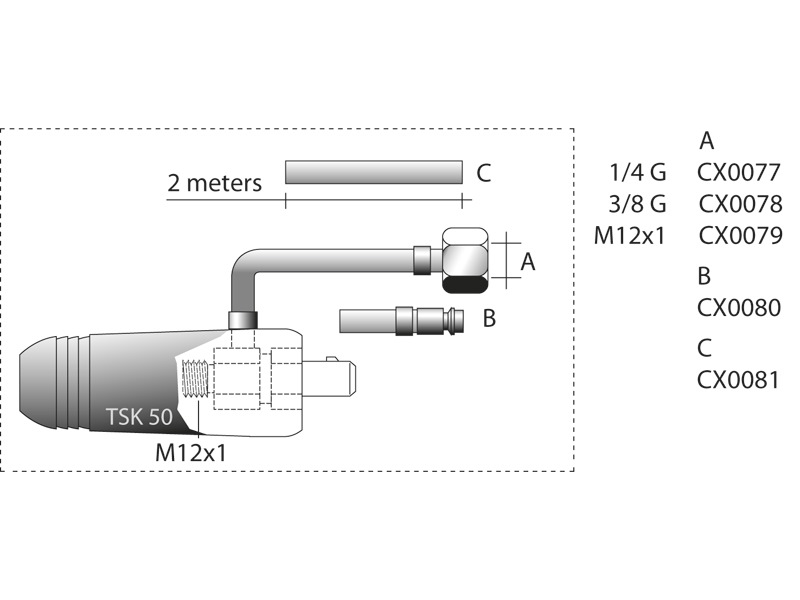
Конструкция TIG разъема для подключения сварочного рукава с резьбовым концевиком М12х1 и разными типами подключения к газовому шлангу или разъему.
Для нашего сварочного аппарата нужен TIG быстросъм 25 с простым (без разъёмов) шлангом для подключения газа.
Читайте также: