Можно ли варить магнит сваркой
Обновлено: 20.09.2024
Тоха, а что именно ты варить собрался?, вернее какой именно сплав?
swamp, процентное содержание магния в "магниевом диске" знаеш? 5-7% ! А остальное алюминий. После такой сварки деталь гарантировано в мусор.
Тоха, а что именно ты варить собрался?, вернее какой именно сплав?
swamp, процентное содержание магния в "магниевом диске" знаеш? 5-7% ! А остальное алюминий. После такой сварки деталь гарантировано в мусор.
ребята попробуйте поварить коробку от ЗАЗ1102"Таврия"очумеете.кроме как порезанной на присадки второй коробки ничего не получается.слава богу дырявых много
купи убитый магниевый диск (авто) и нарезай с него присадку
Такой диск попался мне за 6 лет один. Большая редкость.
ребята попробуйте поварить коробку от ЗАЗ1102"Таврия"очумеете.кроме как порезанной на присадки второй коробки ничего не получается.слава богу дырявых много
тоха забыл сказать если Гольф или Транспортер первых выпусков может быть большой геморой.немцы игрались с магнием
тоха забыл сказать если Гольф или Транспортер первых выпусков может быть большой геморой.немцы игрались с магнием
тоха дело не просто нарезать прутки из любой коробки.а подобрать похожий состав.в запорожье до сих пор их льют на таврию.магниевый сплав вариться нормально.под керосин можно хотя для коробки будет жирно
тоха дело не просто нарезать прутки из любой коробки.а подобрать похожий состав.в запорожье до сих пор их льют на таврию.магниевый сплав вариться нормально.под керосин можно хотя для коробки будет жирно
тоха дать хороший совет можно также как и получить
Магниевые сплавы не только на Таврию и Запорожец шли. На Шевроле украинского производства тоже многие детали из него льют.
Попадались картеры КТМовские из магния.
Минимум одну деталь в неделю приходится варить. Присадку режу из поддонов картера Запорожца. Получаются прямые прутки по 30 см длиной сечением 5х5 мм Сплав МЛ-5. Забугорные сплавы мало чем отличаются от наших, так что вари смело. Правда сама сварка заметно отличается от сварки алюминия. Магний в дуге ведет себя по другому.
Я из Болгарии!Я плохо знаю русский и возможно делаю ошибки в том что я написал.Прошу прощения!
Привезли сегодня коробку от Таврии на ремонт, завтра попробую. Но кажется что будет то же самое как и при сварке алюминия на обратной полярности.
bulweld, извени, во "вражеских" языках не силен и о чем пишут по твоей ссылке не понял.
Вадим если все получится отпиши пожалуйста и желательно фото в галерею выложи,я с кп заз сенс сдался.Ну не получается мл варить.Остывает трещит и шов как песок сыпется.Пробовал и предварительный и последующий нагрев.Ну в общем сдался.
bulweld, извени, во "вражеских" языках не силен и о чем пишут по твоей ссылке не понял.
.
Газ вольфрама дуговой сварки (TIG или GTAW) для магниевых сплавов - Это, пожалуй, самый популярный процесс сварки сплавов магния. Постоянный ток прямой или обратной полярности и переменным током с наложенными высокой частоты для дуговой стабилизацией обычно используются. Оба ручные и автоматические методы пригодны.
GTAW используется главным образом на материалах толщиной от 0,020 дюйма (0,5 мм) до 0,375 дюйма (9,375 мм). По материалам более 4,5 мм, AC является предпочтительным, поскольку он обеспечивает более глубокое проникновение.
Сварочное оборудование переменного тока Источники питания должны быть оборудованы первичной контактор управляется выключателя на горелке или ножной переключатель для запуска и остановки дуги. В противном случае, искрение, которое происходит в то время как электрод подходы или рисует от работы может привести к сожжены пятна на работу.
DC источники питания должны быть оборудованы непрерывного контроля тока для получения тонкой текущих настроек. DCRP (DCRP = DCEP = DC+ = Постоянный ток обратной полярности) является предпочтительным, поскольку DCSP (DCSP = DCEN = DC-) трудно обрабатывать вручную и ее дуги не хватает очищающее действие.
Сварочные горелки в различных размерах и наконечник углы доступны для использования с источниками переменного и постоянного тока. Гелий часто предпочтительнее для TIG сварки с использованием DCRP. Тем не менее, целых два-три раза больше гелия (по объему), чем аргон, необходимые для данного объема сварочных работ.
Аргон в качестве защитного газа чаще всего используется с AC Гелий является предпочтительным для автоматической сварки, поскольку он производит более стабильной дуги, чем аргон и позволяет использовать немного больше длины дуги. Чистый вольфрам, zirconiated и торированного вольфрамовых электродов, от 0,25 до 6,25 мм в диаметре, которые используются для TIG сварки магниевых сплавов.
Совместный дизайн
Следующие пункты могут быть приняты во внимание при разработке суставов для сварки TIG.
(Я) Менее совместной подготовки, как правило, необходимы для DCRP из-за его лучшего проникновения сварки.
(Б) использовать стриженой края на тонкий лист до 2 мм и двойным стриженой края на толстый лист.
(III) Двойной скошенный суставов приводит к снижению сварки искажений, чем отдельные суставы фаски.
(IV) части должны плотно прилегать без каких-либо пробелов на примыкающие края или с зазором менее 1,5 мм.
(Г) использовать 1,5 мм галс сварных швов расстоянии от 25 до 50 мм по центрам в 1,5 мм листа до 6 мм кнопки от 100 до 125 мм по центрам в 6 мм пластины, чтобы помочь сохранить поместиться до сварки и предотвратить искажение.
(VI) опорного диска также полезно для хранения жидкого металла в месте, минимизируя искажения и предотвращения чрезмерного падения металла через.
Следующие соединения используются для TIG (и MIG) сварки магниевых сплавов.
(Я) площади прикладом паз сустава на меньшей толщины (т) (т до 6 мм)
(II) Одноместный прикладом Vee совместных используется на толстых материалов (т 6 до 9 мм).
(III) Дважды Vee встык используется на еще более толстых материалов. Это сводит к минимуму искажения за счет выравнивания усадочных напряжений по обе стороны сустава (т ? 9 мм).
Стыковых и угловых соединений легче всего сделать и обеспечения более последовательного результата, чем другие типы соединений. Lap суставов иногда используются, но в целом не столь удовлетворительным как для стыковых соединений подчеркнул приложений.
Сварка Техника
(Я) Длина дуги поддерживается должно быть около 1132 дюйма (0,8 мм).
(II) Форхенд сварка является предпочтительным.
(III) Ткачество должны использоваться только для угловых швов или крупных суставов углу.
(IV) сводят к минимуму количество остановок во время сварки. После остановки, сварки должен быть перезапущен на металле шва около 12 мм от конца предыдущего шва.
(Г) Для предотвращения растрескивания сварных:
() Использовать начальные и убежал пластин (или закладки), начала и окончания сварки.
(Б) Weld с середины работа в направлении цели.
Можно ли варить магнит сваркой


Денис, а что непонятного?)
Электромагнит, который на кран вешают, чтобы поднимать стальные заготовки/лом. Чтобы заготовки, притягиваемые магнитом не врезались в магнит с разгона и не ломали его, автор приварил каркас, в который будет врезаться лом)


Mikhail, нет, не пробовал и не видел. Я объясняю суть проделанного по фотографии и описанию. Верить мне или нет - решать вам, конечно, но на мой взгляд, это наиболее точное описание, зачем нужна данная конструкция


Магнит варится. Очемь идёт речь. Если,магнитным держателем то понятно,но я бы такую конструкцию и шов не выложил бы на обще доступное место,(себя позорить).На таком электроде можно шедевр сделать,а не накакать


Mikhail, данная конструкция была выложена как пример одного из вариантов защиты электромагнита от мех. повреждений. Если вы следите за новостями группы и не страдаете склерозом, то могли бы вспомнить, что некоторое время назад был пост, в котором чеоовек спрашивал, чем приварить отвалившийся от электромагнита защитный щит.
Иван, что ты под понятием имеешь ввиду (Лом)?из отличного металла сотворили ну не отличную конструкцию
Почему не варит аппарат возле магнита? Разбираемся, что такое магнитное дутье. Сварочная цепь «электрод – дуга – изделие» вместе с подводя¬щими проводниками образует сварочный контур, магнитное поле которого может отклонять дугу в ту или иную сторону. Прогиб дуги или полное ее исчезновение из точки сварки из-за магнитного поля называется магнитным дутьем. Ток, проходящий по сварочным кабелям, дуге и основному свариваемому изделию создает магнетизм. Воздействие магнитных сил на сварочную дугу происходит не симметрично и поэтому отклоняют ее в сторону меньшей напряженности. Такое отклонение и создает проблемы во время сварки или вовсе обрывает дугу. Магнитное дутье связано с расположением рядом возле дуги большой ферромагнитной массы или деталей, которые притягивают дугу, и она начинает блуждать, уходить в сторону магнита. При сварке сталей на постоянном токе такой эффект наиболее выраженный. По внешним признакам это подобно смещению факела открытого пламени (например, обычной свечи) в сторону от сильного воздушного потока. Если дуга отклоняется от нормального положения, процесс сварки затрудняется, нарушается стабильность горения дуги, ухудшается качество сварки и это приводит к появлению непроваров сварочного шва, неравномерному расплавлению свариваемых кромок, отклонению шва от требуемых форм и т. д. Для нейтрализации или уменьшения влияния магнитного дутья предпринимают соответствующие меры: - Временно разместить дополнительное ферромагнитное сырье с обратной стороны; - Выполнять сварку короткой дугой, которая менее склонна к отклонению; - По возможности изменить постоянный ток на переменный, менее склонный к отклонению дуги; - Использовать инверторные источники питания дуги или стабилизаторы дуги. - Подводить сварочный ток как можно ближе к дуге; - Наклонять электрод таким образом, чтобы его нижний конец был направлен в сторону действия магнитного дутья; - Использовать источники питания инверторного типа, поскольку высокочастотная составляющая сварочного тока осуществляет обжатие и стабилизацию сварочной дуги.
Демонстрируем набор балеринок для плазменного резака CUT CP 81, который предназначен для резки окружностей и различных геометрических форм из листового метал.
Большой ассортимент запасных частей и комплектующих к МТР.
Обращаем ваше внимание на пополнение ассортимента комплектующих и запасных частей для машин термической резки, которые доступны к заказу у официальных дилеров компании ПТК
Запасные части к CG-30 и CG-100
Специально для этих машин в ассортимент ввели запасные части, которые позволят оперативно отремонтировать МТР или заменить вышедшие из строя части, такие как – разъемы 3-pin, блок управления, сетевой кабель и многое другое.
Подача горючего газа и кислорода
Для подачи горючего газа (пропан, ацетилен) и кислорода в машинах термической резки CG-30 с 1 резаком, CG-100 с 2 резаками, CG2-11G, CG2-11, CG2-11D используются газовые кол
Обновление ассортимента запасных частей и комплектующих к машинам термической резки для раскроя листового металла и резки труб.
В ассортименте продукции для электросварочных работ появилась новинка – керамическая подкладка JN-101.
Данный вид продукции применяется для односторонней сварки стыковых соединений в любом пространственном положении и корневых швов. Обеспечивает идеальный валик даже при неравномерных зазорах между свариваемыми деталями. Всё это влияет на производительность и скорость, при последующей механической и слесарной обработке готового изделия.
Подкладку JN-101 можно использовать совместно с проволокой сплошного сечения и порошковой проволокой, производить работы штучными электродами и осуществлять сварку под флюсом.
Товар прост в использовании. Подкладка состоит из 23 отдельных керамических сег
Новинка поможет создать качественный валик, выполнить корневой шов и стыковые соединения в любом пространственном положении.
Свариваем объёмную фигуру из алюминия набором CRYSTAL №1 для аргонодуговых горелок TIG TP 9/20/25. Используем вольфрамовый электрод диаметром 2,4 мм.Хотите о.
Керамический защитный спрей обладает превосходной термостойкой защитой, защищает инструмент и рабочую поверхность от повышенных температур и деформации тонко.
Свариваем алюминий соплом газовая линза №7 для горелок TIG TP 9/20/25. Сопло диаметром 11,0 мм необходимо для того, чтобы поступающий газ двигался в область .
Магнитное дутье
Я так понимаю намагниченность собранного стыка можно компасом проверять?
И ток увеличиваешь и полярность на обмотках меняешь пока стрелка компаса поперек стыка не встанет?
В данном случае определялась величина магнитного поля в стыке прибором "Дельта".
Время идет, мир торопится. А я хочу совершенства!
Почитал тему. С РДС вроде как бы понятно как бороться. А если П/А? Случается такое, что когда варю тавр в нижнем положении, при подходе к концу стыка дуга отклоняется влево. Это что то ужасное. В чем причина не могу разобраться. Или так же магнитом можно решить проблему?
alex937 , переход в режим ВКЗ проблему не решает?
Вдохновлён сталью, бетоном и золотым сечением.
alex937 , переход в режим ВКЗ проблему не решает?
Не понял что такое ВКЗ
alex937 , вынужденные короткие замыкания. Это когда сварочная дуга сильно трещит, а перенос металла с проволоки не струйный, а крупными каплями в момент короткого замыкания. При этом длина дуги минимальная, следовательно, магнитное дутьё не так сильно должно проявляться.
alex937 , вынужденные короткие замыкания. Это когда сварочная дуга сильно трещит, а перенос металла с проволоки не струйный, а крупными каплями в момент короткого замыкания.
Понял. И правда. Не наблюдал магнитного дутья при крупнокапельном переносе. В струйном переносе конечно комфортней варить, но придеться принебрегать.
Попробуйте не доваривать шов 300 мм и доварите его начиная с другой стороны.
А все извените не прочитал первую страницу,все как раз и показано
Как бороться с этим явлением ?
Вроде все просто по литературе но не всегда применимо.
Cварщик Джо , очень хорошая статья, но: нет никакого зажима - масса идёт через общую палубу пролёта. Св. ток только постоянный, от многопостового источника через балластный реостат. Сварка и так всегда ведётся на короткой дуге - лишние поры и непровары никому не нужны. Ваши практические рекомендации?
Ну если углубиться в теорию и мою фантазию можно рассматривать стык как магнит. Рисуем:
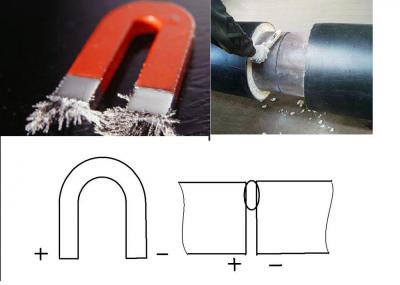
Как стык превращается в магнит?
Видимо к стыку прикреплен обратный сварочный провод и во время сварки через трубу идет ток, идет по зеленой траектории:
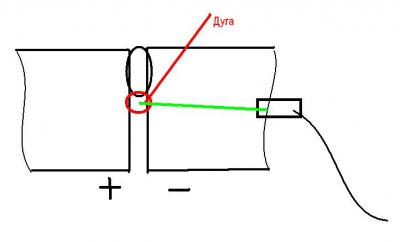
Так как ток проходит только через правую трубу то она намагничивается скажем становиться боле отрицательной чем левая труба.
Поэтому борьба с магнитным дутьем должна сводиться к следующим мероприятиям.
1. В начале шва прихватывается пластина на которую вешается зажим обратного провода. Когда труба заварена на четверть надо переместить пластину ближе к дуге и продолжить сварку.
2. Перед сваркой затяните на трубах петли из оголенного сварочного провода. Тогда ток к месту сварки будет двигаться не по трубам, а по медным петлям:
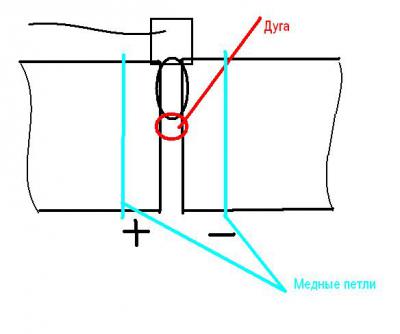
3. Что там еще можно нафантазировать: Возможно поможет предварительно перед сваркой положить на трубы свальцованные толстые металлические накладки желательно из ферритной стали. Возможно это уменьшит интенсивность намагничивания самой трубы так как намагничиваться будут еще и накладки.
Все на сегодня, креатив закончился. Все это можно попробовать, но не уверен что это действительно поможет. Если кто хочет может поэкпериментировать. Сам не пробовал. )
Фото пока нет но на пальцах объясню - рессора (то есть полоса) толщиной 10-30 мм. и шириной 100-150мм. разделывается х-образно и с зазором 1-2мм. меж кромками в стык прихватывается по торцам .
Бывает дальше проблем нет , а бывает просто тупик - куда только не вешаеш минус - все бесполезно .
Но это не так часто .
Вот когда вариш ухо под сайленблок из нутри - это обычно заморочка .
Вчера варил такое ухо - только "тыкнул" - все понятно - переключил как обычно на переменку и нормально .
Как бы и без проблем - взял и на переменку переключил . но перемешивать переменкой металл в случае рессоры очень не хорошо .
РС Завтра постараюсь фото уха выложить.
Здесь немного по другому , нужно геометрию листа выдержать максимально , поэтому и ставлю прихватки по торцам по обе стороны , чтоб в конце шва ее не потянуло особо , зазор 1-2мм. в конце процесса сварки утягивает лист как раз в нужную длинну. Потом этого зазора как раз хватает на провар . Хотя провар тут немного не то слово - скорее наплавка .
Пробывал с выводными планками - хорошо получается .
Дутьё вещь империческая,не в Теслах же его мерить?По мне так всё таки магнит нужно попробовать - народ бает,что помогает это дело.
alek956,
Дутьё, енто проклятие. На новых трубах не встречал(просто с трубами работаю), а на старых попа!! Дуга трясётся как тремором больная и первый слой однозначно в косяк, как кромки сплавлены, то на втором слое и т.д всё проще.
alek956,
Дутьё, енто проклятие. На новых трубах не встречал(просто с трубами работаю), а на старых попа!! Дуга трясётся как тремором больная и первый слой однозначно в косяк, как кромки сплавлены, то на втором слое и т.д всё проще.
alek956,
Даже не с низу, а со всех сторон. Что за деталь вам попалась?
Как будто с низу в зазор ктото дует сжатым воздухом . и град брызг .

Если дуга отклоняется вниз (или вверх), значит силовые линии магнитного поля перпендикулярны дуге, выходят из кромки одной детали, пересекают зазор и входят в кромку другой свариваемой детали. В физике (которую я не помню) есть вроде какое-то правило, насчет отклоняющего действия магнитного поля на движение заряженных частиц. Да. . Ну а на практике побороть магнитное дутьё (частично, но достаточно, что-бы можно было проводить сварку) удается созданием магнитного поля примерно равной силы, но обратной направленности.
На трубе (мы работаем с трубами, но это может быть и стержень) наматывается семь-восемь витков сварочного кабеля (идущего от аппарата на держак или массу - не важно). Пробуем варить. Если магнитное дутьё усилилось, придется перемотать катушку в обратном направлении (или перекинуть кабели на аппарате, но тогда придется варить на прямой полярности. Если магнитное дутьё ослабло, пробуем добавить току. Пробуем на максимальном токе замкнуть держак на массу на несколько секунд. Иногда таким способом удается вовсе размагнитить трубу. Бывает, что приходится использовать два аппарата одновременно. Бывает так-же, что приходится отказываться от использования трубы (или партии труб).
По правде говоря, все от бедности и некомпетентности менеджеров. Слышал, что в богатых компаниях (ГазНефть) есть специалисты по размагничиванию с соответствующим оборудованием.
Напоследок демотиватор, понятный только сварщикам:
Читайте также: