Можно ли заварить титановую лопату простой сваркой
Обновлено: 18.05.2024
Огромнейшая проблемма - сварка или пайка титана.
У меня куб из титана, хочу в него вварить фланец под тэны (до сих пор было тяп-ляп). Взял я куски титана и поехал по полуавтоматам и аргонным сваркам. НИФИГА! сваривает с окалиной, и отваливается как сахарное. Пробовал паять как медь, тоже облом. Может есть способ, когда в домашних условиях можно спаять (сварить) титан и нержавейку?
Получилось?
У нас на работе аргонщик лопату чинил титановую, обматерился канеш, но вызов принял и таки заварил ее взяв в качестве заплатки пластину из броника простреленного) А вообщем он всегда матерится (капризничает, а думает, что воспитывает))) (Не подумайте плохого, мы его уважаем.)
нет, пока парюсь и выход один - болты, фланцы, зажимы, прокладки. Теория пишет о плазменной сварке и спец. методах и использовании смесей газов, а практика говорит (от лица сварщиков) - да выкинь ты его на. й! . Пока на этом и стоим
нет, пока парюсь и выход один - болты, фланцы, зажимы, прокладки. Теория пишет о плазменной сварке и спец. методах и использовании смесей газов, а практика говорит (от лица сварщиков) - да выкинь ты его на. й! . Пока на этом и стоим
Гонево, 05 Сент. 10, 21:25
Раньше титановую стружку пережигали получая титановые белила и нормально.Окна двери красили.
А титановые лопаты, монтировки,гаечные ключи.

mvi1234567 Специалист Восточная Сибирь 163 7
Фото-0037.jpg Титан. Материалы и инструменты. Фото-0038.jpg Титан. Материалы и инструменты.
Титановые лопаты, стачиваются об землю как деревянные.
Это рабочие если, а не декоративные с коротким черенком и лодочкой загибнутые, те катастрофа - нагой наступаешь, а она тебя по .йцу бъет краем черенка :-0
Несколько раз варил титан аргоном проблем не было.Попробуй приварить используя медную присадку. борбос, 06 Сент. 10, 14:34
Всех - абсолютно всех в округе аргонщиков я достал титаном. Пытались, при мне варили. Держится. Даешь нагрузку миллилитров на 500 , ломается именно в том же месте, - на изломе явные кристаллы какого-то окиса. Шов не гладкий и не ровный, с явными признаками завоздушивания. Хз - бочки российского производителя и по документам именно ТИТАНОВЫЕ.
борбос, это вместо проволоки из нержи подавать медяху? -тогда держаться детали будут с помощью меди, или она играет иную роль?
Попробую на днях, может прилиплю
Поболтал со сварщиком, последний опыт - сварка трех лопат из титана которыми бетон мешали, а потом оббивали пока не полопались все,
варил он их 4 часа, трещали громко,
лучше всего своим телом шов идет где позволяет толщина,
но только первый раз, если второй раз по шву идти то уже не блестит как по нерже шов, а зеленеет и рушится,
в качестве присадки использовал титан от бронепластины (прострелянной)) нарубленный или нарезанный полосками.
У меня лист титановый , кочует лет 15 с времен металлических "занятий" 1,5 мм, 1х2 метра, как был лет 15 назад так и есть, цвет не поменялся и износа нет , куда его использовать не знаю, пока работает в качестве подпорки
Nick.Mih Бакалавр Киев 67 18варил он их 4 часа, трещали громко,
лучше всего своим телом шов идет где позволяет толщина,
но только первый раз, если второй раз по шву идти то уже не блестит как по нерже шов, а зеленеет и рушится, garlic, 07 Сент. 10, 16:05
Варить титан надо очень быстро. Заранее приноровится,настроиться, правильно выставить ток и вперед бегом. Если замедлять движение,следить за красотой шва и перегревать, то после охлаждения шов потрескается поперек. Если проваривать это место повторно, то вообще глына.Полная перекристаллизация металла и надо вырубывать это место и вваривать латку. И опять-же быстро. Присадкой брать ВТ3 или ПТ3 и не выше. А в бронниках, наверное ВТ6. Нужна хорошая квалификация сварщика.
SamOvar Доктор наук Montreal 606 82Аппарат из титана - это песня!
Еще 25 лет назад у нас варили титан аргоном очень качественно и навеки, правда не помню какой сплав, а это очень важно.
Горелки были особые - широкие, примерно такими же варили специальные аллюминиевые сплавы.
Проблема титановых сплавов в том, что их много и они не совместимы друг с другом.
Не помню сколько млн тонн было в Союзе титановых отходов, с которыми не знали, что делать, как их рассортировать по конкретным сплавам.
Я не сварщик, но предполагаю, что варить надо проволокой точно того же сплава.
Вот с интернета:
"Между стружкой титана и инструментом имеется очень небольшая контактная поверхность, в результате чего в зоне резания возникают высокие удельные давления и температуры. К тому же титан обладает очень низкой теплопроводностью , что затрудняет отвод тепла из зоны резания. В результате титан легко налипает на инструмент и быстро изнашивает его.
При сварке титана возникают трудности, обусловленные его большой химической активностью, склонностью к росту зерна при высокой температуре и фазовыми превращениями при сварочном цикле. При сварке необходимо защищать от взаимодействия с газами не только расплавленный металл шва, но и все сильно нагретые части. Несмотря на эти трудности, в настоящее время успешно применяют дуговую сварку в атмосфере аргона, электроннолучевую сварку и контактные методы сварки."
титан отлично варится. Только работу должен выполнить квалифицированный сварной. и это неможет стоить дёшиво
1 механическая обработка кромок, или химическая (она дороже)
2 присадочный материал надо прокалить в течении нескольких часов(удаление водорода ОБЯЗАТЕЛЬНО!)
3 защита энертным газом с обеих сторон ( до полного остывания)
Если шов после сварки стал фиолетовым - придётся переваривать
Как и чем заварить титановую лопату в домашних условиях
Лопата относится к незаменимому инвентарю в арсенале любого владельца земельного участка. Титановые модели отличаются высокой прочностью и обладают другими важными достоинствами. Однако иногда при повышенной нагрузке на штык металл может лопнуть. Разберёмся, как заварить лопату из титана и что учесть в процессе.

Особенности сварки титана
На свариваемость этого металла влияет несколько факторов. Прежде всего титан обладает высокой химической реакцией по отношению к газам в воздухе, среди которых азот, кислород и водород. Также значение имеет то, что металл обладает большей склонностью к росту зерна, когда температура превышает 800 градусов.
Если титан нагреть до 350 градусов, он начинает активно поглощать кислород. В результате на поверхности (в области сварки) образуется плёнка, окраска которой варьируется от жёлтой до фиолетовой, плавно переходящей в белый цвет.
Нагрев до 500 градусов приводит к увеличению прочности и твёрдости металла. Однако уменьшаются его пластичные свойства.
Взаимодействие титана и водорода приводит к возникновению вредного явления — водородного охрупчивания. Оно способствует повышенной хрупкости материала. После остывания титана через некоторое время приваренная деталь отваливается.
Увеличение количества зерна из-за воздействия высоких температур снижает прочность металла. Сто́ит помнить, что титан обладает высокой температурой плавления. При работе с ним необходимо использовать очень мощный концентрированный источник тепла.
При сварке шов должен быть защищён с обеих сторон. Особое внимание уделяют подготовке кромки. Не нужно долго её прогревать. При сварке титановой лопаты необходимо тщательно следить за температурным режимом. Чтобы защитить металл в рабочей области, рекомендуется воспользоваться специальными флюсовыми составами. Металлические накладки также подойдут. Можно применять газовые подушки. Для их создания применяют насадочные камеры.
В процессе исправления дефектов на лопате нужно тщательно соблюдать технику безопасности. Следует работать крайне осторожно.
Необходимые материалы и оборудование для сварки титановой лопаты
Для процесса потребуется:
- Аппарат для сварки. Он должен поддерживать режим TIG. Обязательно наличие на нём горелки.
- Баллон, наполненный защитным газом. Подойдёт гелий, аргон или их смесь.
- Вольфрамовые электроды, которые не плавятся.
- Присадочная проволока.

Подготовка к сварке в домашних условиях
Чтобы подготовить металл к сварочным работам, необходимо провести обработку кромок участков, на которых будет проводиться процесс. Обязательно удаляют металлический слой с повышенным содержанием кислорода и азота. Присутствие этих частиц в рабочей области приведёт к ухудшению свойств образованного шва. Повысится хрупкость металла.
Если заготовки имеют толщину не более 4 мм, можно при сварке обойтись без разделки кромки. В остальных случаях она выполняется с соблюдением угла раскрытия равного 60 градусам.
Также необходимо защитить корень шва и рабочую область с обратной стороны. Даже если обработка не выходит на противоположную сторону. Ведь при взаимодействии титана и газов из окружающего воздуха начинается реакция, как только температура достигнет 300 градусов.
Для защиты шва с обратной стороны применяют подкладки из стали или меди. Их необходимо подогнать плотно. Также можно воспользоваться поддувом аргона, направляемым в специальные канавки или внутрь конструкции.
Если процесс допускается выполнять без защиты внутренней стороны швов, тогда необходимо делать перерывы, чтобы поверхность остыла. Сами швы должны быть короткими, не более 20 мм.
Способ сварки титановой лопаты неплавящимся электродом (метод TIG)
TIG — технология сварки, при которой используется электрод на основе вольфрама под защитой инертных газов. Его стержень считается неплавящимся. Это дуговая ручная сварка — дуга образуется между электродом и деталью, а из горелки поступает защитный газ. Подача присадок выполняется ручным способом. Проводят заточку электрода под углом 45 градусов. Необходимо соблюдать силу тока в пределах 100 ампер.
Изделия, толщиной до 1,5 мм, можно соединить встык без использования присадок. В остальных случаях осуществляют подачу прутка. Присадка должна иметь состав, подходящий для сплава рабочей области. Перед началом процесса её необходимо отжечь в вакууме. Это позволит убрать водород. В условиях герметичности присадка будет хранить свойства максимум 5 дней.
Для выполнения работы потребуется ток постоянной полярности, напряжение которого достигает 15B. Электрод нужно направлять к поверхности под определённым углом — 70–80°. Подача присадки осуществляется перпендикулярно к оси электрода.
На фото ниже показано расположение электрода и присадки при сварке TIG любого изделия из титана.
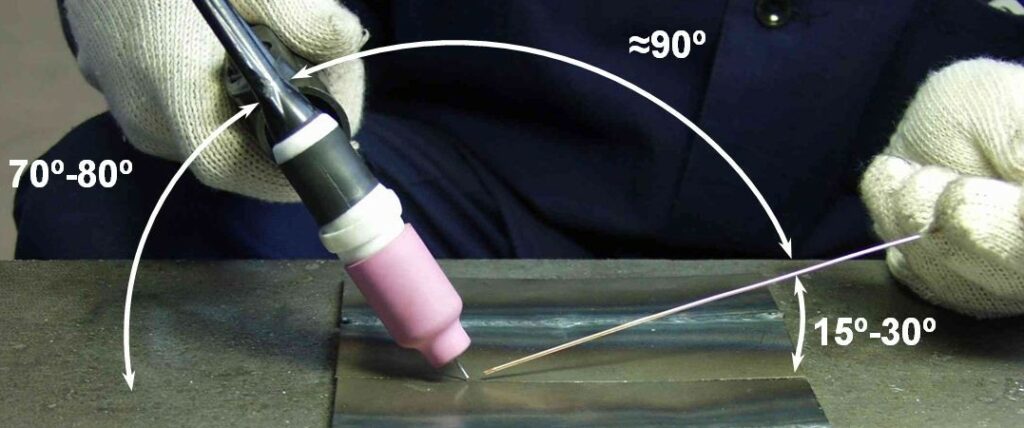
Формирование шва должно проводиться точными движениями. Пока рабочая область полностью не остынет, рекомендуется обдувать шов аргоном. Процесс нужно выполнять предельно аккуратно.
Как и чем варить титан
Легкие и прочные титановые сплавы находят широкое применение благодаря стойкости к коррозии, прочности. Сварка титана усложняется химической активностью горячего металла, он одновременно реагирует с компонентами воздуха: кислородом, азотом, водородом, образуя непластичные соединения, ухудшающие качество шва.

Особенности сварки титана и его сплавов
При работе шов необходимо защищать с обеих сторон. Защитным флюсом покрывают зону прогрева около ванны расплава. Важно правильно подготовить кромки. Долго их не прогревают, титан начинает реагировать с водородом при 250°С. Чтобы сваривать в домашних условиях детали из титана, необходимо контролировать температуру, при 400°С титановый сплав способен воспламениться при доступе кислорода.
Для защиты титана в рабочей зоне используют:
- металлические накладки;
- флюсовые составы;
- газовые подушки, их создают с помощью насадочных камер.
При соединении труб делают заглушки, заполняют участок защитной атмосферой. Сплавы ВТ1–ВТ5 варить легче, шов получается плотным. При работе со сплавами ВТ15–ВТ22 применяют метод отжига швов для повышения их прочности.
Технология сварки
Подготовка состоит из зачистки кромок, окислы снимают на расстоянии до 2 см от кромки, и обезжиривания (нужно протирать титан в перчатках, чтобы от пальцев не оставалось следов). Затем металл протравливают горячей смесью (60°С) соляной кислоты (в 650 мл растворяют 350 мл) и фторида натрия (50 г). Состав наносится на 10 минут.
Для сварки титана и его сплавов используют:
- холодный метод;
- дуговой с использованием электродов;
- контактный;
- лучевой.
- Рассмотрим их подробней.
Ручная дуговая сварка
Используют тугоплавкий электрод на основе вольфрама (с итрированной или лантановой обмазкой). Его необходимо заточить под углом 45°. Сила тока удерживается на уровне 90–100 ампер. Тонкие изделия до 1,5 мм соединяют встык без присадки, остальные – с подачей прутка. Присадку по составу выбирают под сплав, перед работой ее отжигают в вакууме – удаляют водород. В герметичной упаковке она сохраняет свои свойства до 5 суток.
Максимальный ток при работе с 4 мм деталями – 140 А, 10 мм – до 200 А.
Аргонодуговая сварка титановых сплавов автоматом или полуавтоматом плавящимися электродами эффективна при использовании насадок, локализующих защитную атмосферу в нужной зоне. При ручной сварке титана аргоном:
- нужен ток постоянной полярности напряжением от 10 до 15В;
- электрод направляется вперед под углом;
- скорость образования шва – не меньше 2–2,5 мм/сек;
- присадка подается перпендикулярно;
- шов формируется на короткой дуге точными движениями;
- до охлаждения шов обдувается аргоном.
Расход инертного газа в минуту с внешней стороны 5–8 л, с обратной поверхности стыка достаточно 2 л/мин.
Электрошлаковая сварка
Применяется для толстостенных и кованых деталей из титановых сплавов, легированных алюминием и оловом. Рабочие параметры тока (варьируются в зависимости от толщины детали):
- сила от 250 до 330А;
- напряжение — 24-38В.
Такую нагрузку способен обеспечить мощный трансформатор. На металл наносят флюс марки АН–Т2, при разогреве он образует шлаковую ванну. Инертная атмосфера снижает риск самовозгорания металла, в аргоне стык находится до полного остывания. Расход защитного газа до 8 л/мин. Шов получается за счет использования пластинчатых титановых электродов сечением 12х60 мм или круглыми 8 мм. Прочность такого соединения значительно ниже, чем у титана, теряется до 2/3 пластичности.
Контактная сварка
Варить титан токоподающими электродами, образующими дугу внутри металла, можно несколькими способами:
- Встык соединяют элементы с площадью сечения от 150 до 104мм2. Сила постоянно тока от 1,5 до 50А, максимальный вылет электродов – 20 см.
- Точечно, способ применим для соединения титанового сплава внахлест. Получается прочный, но не герметичный шов. В зависимости от толщины листов сила сжатия электродов – от 1,9 до 6,8 кН; диаметр точки от 4 до 8 мм; импульсный ток от 7 до 12 кА.
- Роликовый – непрерывный ряд овальных точек, образующих шов. Электроды-ролики катятся по поверхности, проваривают металл до 3 мм.
- Конденсаторный способ схож с роликовым, импульс формируется в конденсаторной батарее, достигает 2100 в. Дуга прожигает титан до 1,5 мм толщиной, оксиды, ухудшающие соединение, испаряются.
Электронно-лучевая сварка
Мелкозернистый шов на титане до 160 мм создается мощным лучом. Пользоваться электронно-лучевой сваркой титана удобно при монтаже воздуховодов для отходящих газов. Этим способом соединяют стальные и титановые сплавы с образованием прочных соединений.
Контроль качества
Процесс сварки титановых сплавов регламентирован госстандартом ИСО 5817-2009. В зависимости от легирующих добавок прочность соединения составляет от 60 до 80% прочности сплава. Оксидная пленка видна сразу, цвет зависит от степени окисления титана:
- желтая – среднее качество соединения, прочность удовлетворительная;
- коричневый или фиолетовый – шов непрочный, нарушена технология.
Пористость возникает при контакте с водородом, если скорость подачи аргона низкая.
Чем заварить титановую лопату
Титановые детали и конструкции часто находят применение в узкоспециализированных областях, среди которых авиастроение и космическая отрасль. Столь высокое доверие к металлу обуславливается уникальным сочетанием характеристик. При небольшой удельной массе он обладает высокой прочностью, антикоррозийностью и защитными свойствами от химических воздействий. И это далеко не все качества, которыми характеризуется титан. Сварка титана по этим же причинам становится сложной задачей не только для начинающего мастера, но и для профессионалов.

Особенности сварки материала
Физико-химические свойства титана ограничивают использование некоторых высокотехнологичных способов сварки, что заставляет мастеров модифицировать подходящие, но изначально менее производительные методы. Главная сложность в использовании наиболее распространенных способов сварки заключается в повышенной температуре нагрева данного металла. В частности, эффективная работа с ним возможна при режимах термического воздействия порядка 1500-1700 °C. На уровне 500 °C заготовки чаще всего сохраняют базовые прочностные качества. Технологические особенности сварки титана определяются и негативными факторами воздействия на структуру со стороны атмосферного воздуха. В обычном состоянии этот фактор не имеет значения, но в условиях температуры более 400 °C раскаленные зоны будут требовать дополнительной защиты. И это не говоря об основной изоляции непосредственно сварочной ванны. При повышении температуры возникают и сложности другого рода. Так, при достижении 900 °C происходит увеличение зерен и образование крупных пор, что в дальнейшем сказывается на прочностных качествах заготовки.
Общие сведения о способах сварки
Базовыми методами сварочной обработки титана можно назвать дуговой ручной и автоматический способы. Что касается оптимальных сред, то наиболее эффективными считается гелий и аргон. Но важно учитывать, что в первом случае требуется включение в среду некислородного флюса. Также распространен метод электрошлаковой сварки. Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки. При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.

Подготовка металла к сварочной операции
Перед операцией титан необходимо соответствующим образом подготовить. В рамках этого этапа выполняется обработка кромок заготовочных элементов, создание защиты противоположных сторон (использование тех же подкладок), а также зачистка прутка присадки. Кроме этого, производится тщательная зачистка наружного слоя заготовки. Его частицы в ходе сварки могут проникнуть в структуру шва, из-за чего он станет хрупким и непригодным к работе в ответственных механических конструкциях. В случаях обработки толстых деталей от 5 см требуется разделка кромок, при которой угол раскроя должен составлять 60°. Если планируется сварка титана и его сплавов, которые до этого подвергались плазменной или газовой резке, то потребуется и зачистка поверхностей швов с ликвидацией слоя толщиной в 3-4 мм. Универсальной мерой уже финальной подготовки перед работой будет устранение внешних загрязнений, масляных пленок и окислов. Для этой процедуры используются мелкозернистые абразивы, напильник и обезжиривание с растворителями. Затем оставшиеся следы зачистки удаляются сухой ветошью.
Ручная дуговая сварка

В процессе задействуется вольфрамовый электрод с подключением источника постоянного тока. Защите подвергается зона вокруг шва, корень шва и ближние затронутые термическим воздействием зоны. Изоляция обеспечивается козырьками, насадками и термически стойкими пористыми материалами, в которые подается газ. Подкладки желательно применять из меди или стали. Если производится обработка трубы, то газ пускается прямо в дуло. Что касается оптимального режима, то для 2-миллиметрового электрода сила тока может составлять порядка 90 А. Это начальный уровень для работы с заготовками толщиной 4-5 мм. Конкретные величины могут изменяться и в зависимости от того, каким образом легировался титан. Сварка титана выполняется на короткой дуге без колебательных манипуляций. Электрод наклоняется противоположно направлению его движения – то есть вперед углом. Резко завершать операцию нельзя. В целях предотвращения образования окислов все защитные приспособления остаются на прежних местах даже после отключения электродов.
Автоматическая сварка

В работе также используется вольфрамовый электрод. Если применяется неплавящаяся разновидность электрода, то подключаемый ток должен иметь направленную полярность. При этом оптимальный размер выходных отверстий горелки составляет 14-15 мм. Техника выполнения в целом соответствует ручному методу, но важно учитывать, что в силу повышенной активности данного металла операции зажигания и гашения при работе с горелкой должны производиться в стороне от места шва. Автоматическая сварка титана аргоном после гашения должна обеспечивать подачу газа еще как минимум 1 мин.
Электрошлаковая сварка

Менее популярный метод, но он может быть эффективнее в работе с отдельными сплавами. Например, при сварке легированного 5-процентного титана с добавками алюминия и олова. В качестве силового источника применяется трехфазовый трансформатор, что свидетельствует о высоких нагрузках в процессе работы. Достаточно отметить силу тока при сварке толстых поковок – в среднем 1500-1600 А. Далее ход операции зависит от того, каким электродом плавится титан. Сварка титана электродом пластинчатого типа с размерами 12х60 мм обеспечивает оптимальное качество шва, который по характеристикам соответствует основной структуре заготовки. В обработке прессованных деталей часто используют такие же электроды, но с диаметром 8 мм. Это решение может показаться оправданным ввиду нетребовательности структуры металла, но прочностные качества шва будут понижены – в среднем 85% от показателя нетронутой структуры.
Контактная сварка
В этом случае многое зависит от скорости работы. Практика показывает, что для крупных заготовок, к примеру, предпочтительным будет режим 2 мм/сек. Увеличение данного показателя приведет к снижению прочности заготовки и положительная функция защитного газа будет минимизирована. Неплохой по качеству результат можно получить, если заранее выполнить более глубокую механическую обработку поверхности заготовки. Благодаря зачистке крупнозернистой наждачной бумагой вкупе с легкой фрезеровкой будет обеспечена стабильная и ровная сварка титана. Отзывы также указывают на достижения хороших результатов при контактной сварке в условиях сбалансированной осадки. Ее следует подбирать из следующего расчета: в среднем на 20% выше, чем при обработке углеродистой стали.

Особенности холодной сварки
Отсутствие термического воздействия, при котором наблюдаются, по сути, разрушительные процессы в структуре титана, делают этот способ почти идеальным, но и тут есть свои нюансы. Холодная сварка производится под высоким давлением, которое деформирует кристаллы структуры, в результате смещая их и образуя общий сплав. Непосредственно сварка производится внахлест с помощью специальных зажимных механизмов. Силовое механическое воздействия также отличает этот способ, что требует более высоких финансовых затрат. Есть и другой недостаток, которым характеризуется холодная сварка. Титан, в конструкции которого есть образованные такой спайкой швы, менее надежен и может задействоваться только в конструкциях, не предполагающих высокие физические нагрузки.
Возможные дефекты при сварке
Одним из самых серьезных дефектов является образование пор. Это газовые примеси в структуре металла, в формировании которых участвовал водород. Исключить этот изъян можно двумя условиями – выполнением качественной всесторонней зачистки перед сваркой и обеспечением эффективной защиты нагретого металла в процессе обработки. Еще одной проблемой может стать появление окислов, которые переходят от места создания шва к цельной структуре. Кстати, от этого недостатка полностью страхует холодная сварка титана. Отзывы самих пользователей свидетельствуют, что предотвратить этот дефект при термической обработке помогает именно долговременное поддержание газовой защиты аргона уже после завершения процесса. Индикатором для снятия защиты станет нормализация температуры шва.

Заключение
Усиление швов по сравнению с заводскими сделал шире(8мм) в связи с большим зазором после деформации и для повышения прочности и придания профилью шва пологости. Как видно на фото, заводские швы с разной шириной и высотой последних, это так же с играло свою плачевную роль(концентрация напряжений) Стоит заметить, что фото не обладает полной цветопередачей и разглядеть на ней "игру цвета" не удастся. По факту швы являются более золотистые…
Следующий пост о сварке Предыдущий пост о сварке
Сварка титана первый раз.

Всем пламенный привет✋ Сегодня меня прям пелополняют эмоции от сварки титана.
Сегодня я опишу ситуацию а завтра сделаю видео о процессе.
Видео будет с ненормативной лексикой поэтому прошу воздержатся от просмотра впечатлительных))).
Так вот звонят мне с утра старые приятели которых я не видел лет шесть.
Разговор:
Славян привет ты выхлопы варишь?
Ну да варю.
Давай мы привезём лямбду вварить на мотак?
Да привозите ребят)))

Я говорю это ж титан ребята ((( кто его так?
Сварщик от бога варил полуавтоматом(((
Следует непереводимая беседа)))
Поехали говорю покупать все для дел)))
Хорошо что я знаю что где достать и по дешману)))) купили

Приехали настроились и погнали

В общем варили с поддувом, с линзой на постоянке 48 А . Сварилось на удивление легко если ещё учесть что толщина трассы 1 мм )))
Впечатление осталось положительным от сварки титана хозяин остался доволен)))
Следующая будет распорка под капот титан куплен)))
Всем ровных швоф✋




Комментарии 40
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Кто не боится и верит — тот побеждает! ;)


Тоже недавно с титаном развлекался, приносили глушитель с R6;)))
Что делал с ним?)))
Просили к титановой трубе приварить соединение из нержи))
Вырезал из трубы полоску, согнул из неё ушко и приварил к трубе))
Нет, титан к титану))

Добавлю мнение "супер-сварщика".
Варить его конечно приятно с поддувом, но еще приятнее варить в камере с контролируемой атмосферой)
Какие же оттуда лопаты выходили — загляденье) Жалко, фоток нет(
Были бы желающие на титан камеру сделать делов не много.

Просто в ПА надо титановую 0.6 заряжать и пульс
Ну так то он вариться любым видом сварки но понимать надо что за металл)))

Почитав комменты выше, охренел. Прям все родились супер сварщиками с правильными руками!
Про руки: главное понимать что и для чего ты делаешь, а потом уже руки и желание.
Если я не сталкивался с подобной сваркой, как я научусь? Теория без практики мертва!
Автору поста:- первый опыт, хоть и не самый лучший, но нужный опыт, практика выручит

Титан не простой металл в сварке. Почитай про сварку титана и поймешь что сине-желтые швы это брак. А вот "заводские" швы рядом правильные. Продув всегда ставь на максимум титан "любит" аргон))). И НИ КОГДА НИ КОГДА не остужай быстро сваренную деталь.
Так и делали а вот перегрев шва оказался белым на оборот

Читайте также: