На какие разновидности можно разделить термитную сварку
Обновлено: 20.09.2024
Любое производство, связанное с металлом, не обходится без сварки. Однако традиционные способы не всегда рентабельны и применимы. Например, для создания прочного соединения деталей крупногабаритных конструкций требуется длительная подготовка, а в полевых условиях нет источников питания и газосварочного оборудования. Альтернативой в таких случаях является термитная сварка.

Область применения
Термитом на основе алюминиевой пудры осуществляется наплавка на детали, соединение изделий из чугуна и хрупких сплавов. На железнодорожном транспорте это надёжный, быстрый способ ремонта рельсов. Для его регламентации разработан ГОСТ Р 57181-2016. В машиностроении термитная технология используется при изготовлении гребных винтов для морских судов, коленчатых валов автомобилей и пр. На металлургических и металлообрабатывающих предприятиях этим способом ремонтируют прокатные станы, прессы, роторные валы, разливочные ковши и другое крупногабаритное оборудование. Для сращивания кабелей, используемых в линиях связи и электропередачи, применяется сварка, термит для которой изготавливается из магния.
Технология термитной сварки
Соединение деталей этим методом осуществляется с помощью порошковых смесей из алюминия, магния, окислов железа, называемых термитами, при сгорании которых образуется много тепла. Под его воздействием свариваемые поверхности становятся полужидкими и, соединяясь с металлом смеси, сплавляются в единое целое. Для полноты понимания, что такое термическая сварка, следует упомянуть о способе поджога смеси. Для розжига необходима температура не менее 1350⁰C. Запал производится электрическим разрядом, пиропатроном, специальным шнуром.
Температура горения достигает 2400 — 2700⁰C. Этого достаточно для плавления большинства материалов. Для горения не нужен приток кислорода из атмосферы, так как его достаточно в смеси. Поэтому термит можно использовать в среде инертного газа.
Разновидности термитной сварки
В зависимости от материала и условий применения используется тигельный или муфельный вид сварки. Первый больше известен под названием алюминотермитная сварка. Её применяют при монтаже заземляющих контуров, металлоконструкций. Термит готовится из смеси окисла железа и алюминиевого порошка в пропорции 70:23. При его сгорании стыки деталей соединяются расплавленным железом, восстановленным из окалины.
Алюмотермитная разновидность также применяется для ремонта повреждённых поверхностей методом наплавки. Её основным достоинством считается возможность сварки чугунных деталей без стыков. Однако наложение швов на алюминиевых изделиях с помощью этой технологии невозможно. Для их соединения пользуются муфельной сваркой.
Поскольку под действием высокой температуры алюминий испаряется, муфельная сварка производится с помощью термита на основе магния. Благодаря высокой температуре плавления он не растекается по поверхности, а впитывается в неё, создавая соединение без шва. При стыковке заготовок из алюминия используется специальный флюс для удаления окисной плёнки с места соединения.
Термитная сварка осуществляется четырьмя способами:
- Соединение встык требует предварительной подготовки. Свариваемые поверхности тщательно зачищаются. Для предотвращения температурной деформации стыкуемые детали оборачиваются термальной плёнкой. После сжигания термита полученный жидкий металл из тигля заливается в зазор стыка. Затем детали прижимают одна к другой.
- Технику промежуточного литья используют для соединения заготовок, закреплённых в требуемом положении. Считается самой простой, так как приготовленный из термитной смеси в тигле расплав сразу заливается в промежуток между деталями.
- Комбинированный метод объединяет две техники. Применяется для соединения рельс. После зачистки торцов между ними вставляется стальная пластинка. В зазор заливается расплав, рельсы сжимаются. После остывания соединение по периметру обваривается ещё раз.
- Дуплекс — это тоже тигельная сварка, но стык дополнительно спрессовывается.
Оборудование
Несмотря на простоту технологии для качественной термитной сварки необходимо оснащения. Во время её проведения потребуется:
- Тигель из керамики или тугоплавкого металла с устройством для безопасного слива расплава.
- Для создания отливок не обойтись без форм и матриц. Они могут быть одноразовыми или многократного использования. Чтобы расплав не растекался бесконтрольно по поверхности, используется глиняная обмазка для термитной сварки.
- Устройства фиксации и сжатия деталей (струбцины разного размера, тиски).
- Термитный карандаш, используемый в домашних условиях для сварки и резки металлов.
- Комплект инструментов, состоящий из кислородного резака, газовой горелки, ножовки по металлу, полоскового термометра.
- Для зачистки поверхностей и швов нужно запастись абразивным кругом, металлической щёткой.

Особенности термитной сварки проводов
Этот способ применяется для сращивания неизолированных одно и многожильных проводов из алюминия и меди. В отличие от механического соединения (с помощью скрутки, болтов с гайками), термическая технология обеспечивает снижение электрического сопротивления на стыке за счёт увеличения сечения. Концы проводов перед сваркой очищаются от грязи, затем обезжириваются растворителем или бензином с обязательной просушкой.
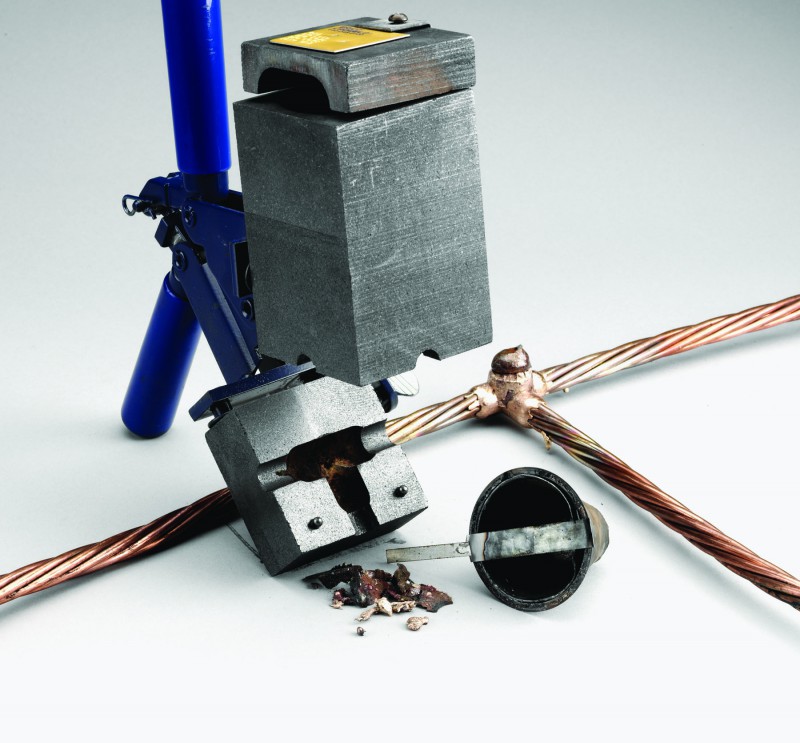
Соединение производится с помощью специальных термических патронов, состоящих из кокиля и вкладыша. Для соединения алюминиевых проводов, в том числе со стальным сердечником, используется стальной разъёмный кокиль и вкладыш из алюминия. У патронов для соединения медных проводов кокиль изготовлен из листовой меди толщиной до 1,5 мм, а вкладыш из медно-фосфорного сплава. Тепло, необходимое чтобы расплавить провод и вкладыш, создаётся термитной шашкой, напрессованной на кокиль. Для удаления окисной плёнки внутренность алюминиевого вкладыша необходимо перед применением почистить металлическим ёршиком.
Особенности использования термитной сварки
Эта технология позволяет одинаково легко сваривать чёрные и цветные металлы без применения дополнительного оборудования. Востребованность термитной сварки обусловлена преимуществами в сравнении с другими видами:
- меньшим временем проведения работы;
- эстетической привлекательностью, высоким качеством швов;
- небольшими трудозатратами;
- не требуется высокая квалификация;
- термиты свободно продаются в специализированном магазине по невысокой цене;
- возможность использования на удалённых объектах и длительных поездках, так как электроэнергия или газовые баллоны не нужны.
К недостаткам следует отнести высокие требования к технике безопасности. Поскольку термитные смеси являются легковоспламеняющимися веществами транспортировать и хранить их нужно с особой осторожностью. При проведении работ необходимо исключить возможность попадания любой жидкости в горящую смесь, поскольку она может взорваться. По этой же причине запрещается поджигать шихту от дуги. Сварку разрешается проводить при температуре не ниже 10⁰C.
Термитная технология не так популярна как электродуговая сварка, однако её вполне достаточно для использования в небольшой домашней мастерской для мелкого ремонта и восстановления деталей. Ничего сложного для освоения нет, научиться для начала пользоваться термитным карандашом сможет любой. К рекомендациям по самостоятельному изготовлению термита не стоит прислушиваться, так как полученная смесь может взорваться.
Технология термитной сварки, подготовка нужной смеси
Сварочные процессы при работе с металлами являются неотъемлемой составляющей. При этом привычные для нас режимы сварки, включающие в себя ручную дуговую и полуавтоматическую сварку, не всегда уместны, да и не всегда выполнимы. При соединении металлических конструкций больших габаритов требуется создание особых условий, а нередко такая необходимость возникает вне населенных пунктов. Естественно, об источниках питания, инверторах и газовом оборудовании речи быть не может. Единственным возможным вариантом является термитная сварка.

Технология
В качестве расходного материала при соединении деталей выступает специальная порошковая смесь, куда входят такие элементы, как алюминий, магний и окислы железа. Эти порошки называются термитами. При их сгорании выделяется энергия. Этой энергии достаточно, чтобы перевести кромки соединяемых деталей в полужидкое состояние. Происходит смешивание металла с материалом смеси и последующая кристаллизация.
Для осуществления процесса сварки на первоначальном этапе необходимо поджечь смесь. Температура ее возгорания достигает 1350°C градусов. Разработано несколько эффективных способов поджога. Указанной температуры можно достичь получением электрического разряда, взрывом пиропатрона или горением специального шнура.

При горении термита температура внутри смеси повышается до 2400-2700°C градусов. Большинство металлов имеют температуру плавления, ниже этого значения.
В данной технологии примечательно то, что для горения не нужно поступление атмосферного кислорода. Окислителя вполне достаточно внутри самой смеси. При необходимости можно вести термитную сварку в среде инертного газа.
Применение
Если в качестве термита используется алюминиевая пудра, то процедура сварки представляет собой наплавление на торцы деталей. Она подходит для соединения заготовок из чугуна и прочих хрупких сплавов. В отрасли железнодорожного транспорта термитная сварка востребована при ремонте или соединении рельсов. В ГОСТ Р 57181-2016 прописаны все требования к сварочному процессу. Термитная сварка применяется в машиностроении, она незаменима при производстве гребных винтов для морского транспорта или коленчатых валов автомобилей.

Применение данный вид сварки нашел и на металлообрабатывающих предприятиях. Часто приходится ремонтировать прокатные станы, роторные валы, различные прессы или ковши. Все перечисленное считается крупногабаритным оборудованием, поэтому возможен только один тип сварки. Необходимо подчеркнуть, что именно благодаря сгоранию термита возможно качественное соединение проводов на линиях электропередачи и связи. В данном случае применяются составы, содержащие магний.
Существует классификация, в которой выделяется два вида термитной сварки, это муфельная и тигельная. Они используются, в зависимости от поставленных внешних условий. Тигельную сварку чаще всего называют алюминотермитной и применяют при соединении элементов заземляющих контуров, а также прочих металлоконструкций, требующих ремонта методом наплавки. В состав термита входит алюминиевый порошок и окисел железа. Примерное соотношение пропорции — 23 к 70. При сгорании состава образуется окалина, которая в расплавленном виде соединяет детали.
Важным достоинством алюмотермитной сварки является возможность соединять заготовки из чугуна без заметных стыков. Но алюминиевые детали соединяют другим способом – муфельной сваркой. По причине испарения алюминия при высоких температурах в муфельной сварке в качестве термита используется магний. Расплавленный состав впитывается в поверхности, не растекаясь по ним. Но при работе с алюминием необходимо удалять окисную пленку. Для этого следует добавлять специальный флюс.

Существует четыре способа ведения термитной сварки.
- Первый способ характерен соединением встык. Но предварительно торцы деталей обрабатываются и зачищаются. Чтобы избежать деформации от неравномерного нагрева металла, свариваемые участки оборачиваются термоизоляционной пленкой. После сгорания термита образовавшийся жидкий металл, находящийся в тигле, выливается в оставленный между заготовками зазор. После этого заготовки прижимаются друг к другу и стыкуются.
- Промежуточное литье считается менее затратным и технологически более легким. Расплавленный металл из тигля выливается в зазор. При этом детали не подготавливаются предварительно, что существенно упрощает процесс.
- Комбинированная сварка характерна тем, что сочетает в себе технологию соединения встык и промежуточного литья. Обычно она используется при сварке рельсов. Торцы заготовок зачищаются, а между ними помещается пластинка из металла. После заливки сплава рельсы прижимаются друг к другу. При возможности шов по периметру повторно обваривается.
- Метод дуплекс подразумевает последующую спрессовку заготовок после заливки сплава.

Составы
Как было уже указано выше, железоалюминиевая термитная сварка стала наиболее популярной. Основная масса термита представлена оксидом железа. Алюминия в смеси всего 25%, но можно встретить в составе и дополнительные компоненты. Добавляют флюс, легирующие присадки и железную обсечку. Горение термита и плавление смеси происходит магнезитовом тигле. Помимо алюминия возможно комбинирование следующих элементов:
- Магний (31%) и оксид железа (69%).
- Кальций (43%) и оксид железа (57%).
- Титан (31%) и оксид железа (69%).
- Кремний (21%) и оксид железа (79%).

В зависимости от области применения сварки, готовятся различные виды смесей. Железная окалина и алюминиевый порошок дают элементарную смесь. Необходимо строго соблюдать пропорции. Для соединения и ремонта на железной дороге создается специальный рельсовый состав. При алюминотермитной сварке в шихту вводится стальной наполнитель, который состоит из ферромарганца и графитной стружки. Легированные стали соединяются с помощью особого состава. В нем присутствуют присадки из ферротитана или феррованадия.
Чугунные изделия, как правило, к сварке предъявляют особые требования. Так, в составе термита для чугуна в обязательном порядке должен присутствовать кремний. При соблюдении технологии можно получить достаточно качественное и прочное соединение. Марганец в таких присадках не применяется.
Алюминотермитная сварка рельсов
Всю процедуру можно условно поделить на отдельные этапы. Сначала рассчитывают общее выделившееся количество теплоты. Его должно быть достаточно для процесса сварки. Подбирают оптимальный состав термитной шихты. Смесь должна быть равномерной по составу. Любым доступным способом обеспечивают поджиг смеси. Необходимо достичь температуры 1350°C градусов.
В дальнейшем происходит повышение температуры в термитной шихте. Расплавленный металл из термита получается за 20-30 секунд. Его масса составляет примерно половину от массы смеси. Остальная половина приходится на шлак. Металл осядет на дне тигля, а шлак, в силу меньшей плотности, всплывет наверх.

Сложность ремонта рельсов состоит в том, что все работы приходится выполнять в полевых условиях. Рельсосварочный аппарат достаточно массивен, однако его использование – единственная возможность провести ремонтные работы. На первом шаге следует подготовить торцы. Они должны быть ровными, а зазор между ними составляет 2-3 см. Свариваемые элементы выравниваются и фиксируются в одном положении. После установки огнеупорной формы осуществляется сама сварка.
Каждый сварщик желает получить качественный результат. В отличие от ручной дуговой сварки, термитная сварка требует точных расчетов. Необходимо правильно выбрать общее количество порошка, чтобы образовавшийся металл полностью заполнил зазор. В приготовлении смеси важно тщательно перемешать все составляющие. Первоначальный старт процесса должен происходить при температуре 1400°C градусов. Более низкие значения не приведут к возгоранию термита.
Технология проведения термитной сварки на первый взгляд кажется элементарной. Тем не менее, она предусматривает тщательную подготовку и наличие необходимых инструментов и оборудования. Термит засыпается в тигель, он должен быть выполнен из тугоплавкого материала, например, из керамики. Тигель оборудован специальным устройством, позволяющим слить расплавленный металл.
Чтобы отливка получилась аккуратной и соответствовала свободному пространству, изготавливаются матрицы и формы. В некоторых случаях их можно использовать повторно, но зачастую формы являются одноразовыми. Специальная глиняная обмазка не позволит металлу растекаться по поверхности.

Важным моментом при термитной сварке является обеспечение неподвижности заготовок, их фиксация. Она осуществляется различными устройствами и приспособлениями, в число которых входят тиски или струбцины. Инструмент для обработки поверхностей зависит от типа металла и степени его загрязненности. Обычно работают абразивным кругом или металлической щеткой.
После термитной сварки могут потребоваться дополнительные работы. В арсенале сварщика должен присутствовать кислородный резак, горелка и ножовка по металлу.
Достоинства и недостатки метода
При помощи термитной сварки есть возможность без применения дорогостоящего оборудования сваривать черные и цветные металлы. По сравнению с другими способами сварки данную технологию выгодно отличает целый ряд качеств.
- Термитная сварка характерна меньшей затратностью в плане времени. Если учесть массивность свариваемых деталей, то эта выгода порой является определяющей.
- Качество швов достигает высокой степени, так как происходит частичное проплавление металла заготовок. Помимо этого, шов получается достаточно эстетичным и аккуратным.
- Следует также отметить относительно невысокую трудоемкость работ.
- От сварщика требуется определенное мастерство, но оно касается, скорее, подготовительного этапа и приготовления смеси. Сам же процесс сварки особых навыков не требует, в отличие от сварки электродом.
- Доступность и низкая стоимость расходных материалов позволит существенно сэкономить финансы и упростить задачу.
- Сварочное оборудование можно использовать вдали от населенных пунктов.

При этом установка для термитной сварки считается достаточно опасной. Необходимо соблюдать меры предосторожности при ее использовании. Важно помнить, что термиты считаются горючими смесями. Нельзя допускать попадание в шихту жидкостей, так как это может привести к взрыву.
Термитная сварка не получила такого распространения, как дуговая, зато в некоторых случаях является незаменимой. В мелких мастерских ремонт осуществляется при помощи термитного карандаша. Начинающему мастеру сначала следует освоить этот инструмент, а уже затем приступать к изучению настоящего оборудования.
Описание процесса термитной сварки

Виды и способы сварки
Для соединения разных металлических деталей часто используются сварочные процессы. Нередко необходимость соединять громоздкие стальные конструкции возникает вне населенных пунктов, где нет возможности использовать питание от электрической сети, инвертора или применять газовое оборудование. В таких случаях термитная сварка помогает выполнить поставленные задачи.

ГОСТ и стандарты
Сварка металлов регламентируется ГОСТ 2601-84, в котором указаны основные термины и понятия. Применение этого метода в железнодорожной отрасли регламентируется ГОСТ Р 57181-2016. Термитная (или термическая) сварка – процесс, в котором источником тепла является термит (порошкообразная смесь окалины железа, магния и алюминия).
В процессе горения термита в месте проведения работ оплавляются кромки соединяемых деталей. При этом он выступает источником как жара, так и присадочного материала.
Когда используется такая сварка, термит может воспламеняться самостоятельно. Во время его горения выделяется кислород, что позволяет использовать указанный метод при сваривании в условиях вакуума или в среде, заполненной негорючими газами. Термосварка помогает получать поток тепла, температура которого достигает 2400-2700°С.
Сфера применения термитной сварки
Этот метод используется как для соединения разных деталей из стали, чугуна и хрупких сплавов, так и для выполнения наплавки при проведении ремонтных работ.
Применяется он в машиностроении, на металлургических, судостроительных и металлообрабатывающих предприятиях и т.д.

Термическая сварка незаменима в таких ситуациях, как:
- ремонт и восстановление крупногабаритного оборудования, например прокатного стана, кузнечного пресса и т.д.;
- создание крупных деталей и сложных конструкций в разных отраслях (элементов судов, коленвалов для моторов и др.);
- производство стержней для гидростанций, дамб;
- соединение рельс и арматуры крупного диаметра;
- сварка тросов, кабелей и т.д.
Виды и используемые составы
Термитная сварка делится на 2 основных вида:
- Тигельная (алюминиево-термитная). Первый подвид используется для соединения кабелей и проводов небольшого диаметра. Термит на 70% состоит из железа и на 25% – из алюминия. Когда он сгорает, оставшееся железо образует надежное соединение. Второй подвид применяют для выполнения наплавки при восстановлении рельс. Он позволяет сваривать чугун бесстыковым способом, но для работы с алюминиевыми деталями не подходит.
- Муфельная. Здесь используют термит на основе магния. При его сгорании происходит не растекание, а впитывание состава в стык. Так образуется бесшовное соединение.
Существуют разные техники применения такого вида сварки:
- Встык. Проводят зачистку стыков соединяемых деталей, после чего их оборачивают термитной пленкой. Когда металл из тигля расплавляется, он заполняет зазор и сдавливает поверхности между собой.
- Промежуточный. Применяют, когда надо соединить детали в нужном ракурсе. При этом предварительная подготовка поверхностей не требуется. Расплавленный состав заполняет расстояние между деталями и застывает.
- Комбинированный (объединяет 2 предыдущих варианта). Используют для ремонта рельс: сначала их соединяют встык, затем повторно проваривают образовавшийся шов.
- Дуплекс. После заливки металла в стык проводят его опрессовку.
.jpg)
Чаще всего используются термиты, которые состоят в основном из железа и на 25% из алюминия, но могут применяться и другие компоненты (флюсы, присадки, железная обсечка).
Существуют такие комбинации элементов:
- на 31% из магния;
- на 31% из титана;
- на 43% из кальция;
- на 21% из кремния.
Остальная часть смесей состоит из оксида железа.
Состав смеси зависит от того, где будет применяться термическая сварка. Для работы с рельсами используют специальный термит.
При соединении легированных сталей в термит добавляют присадки из ферротитана или феррованадия. Для сварки чугуна в смеси обязательно должен быть кремний. Выбор правильного состава позволяет получать качественное соединение.
Необходимое оборудование
Хотя технология проведения термитной сварки не отличается сложностью, для ее выполнения все равно надо иметь следующее оснащение:
- Тигель. Его делают из тугоплавких металлов или керамики и оснащают устройством, обеспечивающим безопасный слив расплава.
- Форму и матрицу для создания отливок. Они могут быть одно- или многоразовыми. Для ограничения области расплава и недопущения его растекания по поверхности используют специальную глиняную обмазку.
- Тиски или струбцины. Ими фиксируют и сжимают свариваемые детали.
- Термитный состав, патрон или карандаш.
- Инструменты для зачистки соединяемых поверхностей и полученных швов.

Термитные патроны
В промышленности используются специальные патроны, обладающие большой мощностью и обеспечивающие требуемую эффективность. Они применяются на открытой местности или в большом помещении. Во время горения термитного патрона работник должен находиться на безопасном расстоянии, чтобы не получить травму от действия высокой температуры.
В таких случаях обязательно используется оснастка, позволяющая надежно зафиксировать соединяемые детали в нужном положении.
Карандаш для термитной сварки
В быту применяется специальный карандаш, при горении которого образуется температура не меньше 1350°C. Если использовать его в соответствии с имеющейся инструкцией, получается прочное соединение даже крупных деталей.
.jpg)
Такие карандаши имеют разные составы, поэтому перед покупкой мастер должен знать, для каких целей будет применяться указанный метод сваривания.
Как готовить термитную сварку
Перед тем как применять данный метод сварки, необходимо выполнить следующие условия:
- просчитать нужное количество термита так, чтобы его было достаточно для расплавления стыков соединяемых деталей и всех участвующих в химической реакции компонентов;
- использовать такую сыпучую смесь, чтобы все входящие в нее компоненты имели одинаковую консистенцию, были хорошо перемешаны между собой;
- сохранять температуру импульса не менее 1350°C.
Активная часть процесса сваривания занимает до 30 секунд. За это время расплавленный металл заполняет зазор между деталями, а остатки смеси образуют шлак.
Описание технологии
При сгорании порошков, входящих в термитную смесь, происходит выделение большого количества энергии. За счет этого оплавляются кромки соединяемых деталей и происходит смешивание расплавленного металла с компонентами смеси, а затем шов кристаллизуется.

Чтобы активировать процесс термической сварки, надо поджечь подготовленную смесь. Для этого создается температурный импульс около 1350°C. Его получают при помощи взрыва пиропатрона, электрического разряда или поджигания специального шнура.
В зависимости от компонентов, входящих в состав термитов, температура их горения будет отличаться. Например, наличие алюминия и магния позволяет получать температуру до 2500°C, а хрома – до 3500°C. Это превышает температуру плавления большинства металлов, что существенно расширяет область применения указанного способа сварки. Его преимущество состоит еще и в том, что после поджога термита он продолжает горение даже под водой, поэтому случайно затушить его не получится.
Особенности сварки
Термитная сварка позволяет проводить работы без использования дополнительного оборудования как с черными, так и цветными металлами, а также со сплавами. Проведение работ занимает мало времени, трудозатраты минимальные, высокая квалификация сварщика не требуется. Шов получается прочный и эстетичный. Использовать метод можно на удаленных объектах, где нет доступа к электричеству или газовым баллонам.
Во время выполнения работ надо следить, чтобы в зону горения шихты не попала вода, иначе может произойти взрыв. Поджигать состав от дуги нельзя. Проводить работы следует при температуре выше -10°C.
Для проводов
Соединять можно как одно- так и многожильные медные или алюминиевые провода, но при этом они должны быть неизолированными. Часто для этих целей применяется соединение при помощи болтов с гайками или скруток, но преимущество термического соединения в том, что в месте стыка снижается сопротивление. Перед началом работ концы проводов очищают от грязи, обезжиривают, после чего обязательно просушивают.

Сварка выполняется с применением термического патрона, в состав которого входят кокиль и вкладыш. Алюминиевые кабели и те, что имеют стальной сердечник, соединяют патроном, у которого вкладыш из алюминия (с него надо ершиком снять оксидную пленку), а кокиль стальной.
Для рельсов
Особенность ремонта рельсов заключается в том, что в большинстве случаев работы выполняются в полевых условиях. Рельсосварочный аппарат имеет достаточно массивные размеры, но альтернативы ему нет.
Сначала подготавливают поверхности рельсовых стыков. Они должны быть ровными, зазор между ними должен составлять 2-3 см. Дальше проводят выравнивание соединяемых элементов и надежно их фиксируют. Устанавливают огнеупорную форму и переходят непосредственно к процессу сварки. Засыпают термитную смесь и поджигают ее одним из доступных способов. Во время ее горения (20-30 секунд) оплавляются края деталей, расплавляется шихта. Около половины ее состава будет приходиться на расплавленный металл, который осядет на дно тигля, а остальное – это шлак (он всплывет вверх).

Для меди
Часто требуется соединять медные провода. В этом случае термитный патрон отличается от того, что применяется при соединении алюминиевых кабелей. Необходим патрон, в котором имеются медный кокиль и медно-фосфорный вкладыш. На кокиль напрессована термитная шашка, при горении которой выделяется необходимое тепло. В остальном технология ничем не отличается от предыдущих.
В домашних условиях
Если нет возможности воспользоваться электродуговой или газовой сваркой, в быту также можно применять термитный способ. Для этого в продаже есть специальные термитные карандаши, при помощи которых можно как соединять разные детали, так и заделывать небольшие трещины.
При умелом обращении с таким карандашом даже в домашних условиях удается поучать прочное и эстетичное соединение.
Безопасность при работах
Т.к. технология отличается применением химически активных составов, надо соблюдать правила безопасности:
- хранить термит в сухом, отапливаемом и хорошо проветриваемом помещении;
- доставлять на место проведения работ такое количество смеси, которое будет использовано за 1 смену (остатки возвращают на склад);
- не проводить работы в дождь или снег;
- в зимнее время зачищать место вокруг проведения работ в радиусе не менее 50 см;
- не зажигать шихту от дуги контактного электропровода;
- надевать защитный костюм сварщика;
- отходить на 2,5-3 м во время термитной реакции;
- засыпать вытекший жидкий металл песком при разрыве тигля или формы.
Профессия термитного сварщика
Данная рабочая профессия является не только востребованной, но и хорошо оплачиваемой. В процессе обучения человек изучает термитные смеси, особенности работы с ними, а также технику безопасности во время сварочных работ.
Термитный сварщик должен знать:
- назначение и компоненты входящие в существующие термитные составы;
- способы сварки и особенности применения каждого из них;
- устройство оборудования и особенности работы с ним;
- последовательность выполнения работ в соответствии с разработанными операционно-технологическими картами;
- приемы безопасного применения термитных спичек;
- правила противопожарной безопасности, охраны труда.
Термитная сварка является современным способом соединения деталей. Если соблюдать правила и технологию ее применения, то в результате даже в полевых условиях удастся получить прочный, качественный и эстетичный шов.
Термитная сварка: виды, преимущество, применение

Термитная сварка основана на способности некоторых порошкообразных механических смесей металлов с окислами металлов (термитов) сгорать, выделяя большое количество тепла.
В качестве окислов в термитных смесях используют железную окалину (закись железа), а в качестве горючих металлов — алюминий, магний и др. Источником кислорода в термите является окисел железа, а источником тепла — металл, входящий в смесь в чистом виде.
Для получения теплового эффекта количество тепла, выделяющееся при сгорании горючего вещества, должно быть больше, чем требуется для разложения окисла. Характерным для термитной сварки является сгорание термита в течение нескольких секунд, за это время и выделяется все количество тепла.
Виды термитной сварки и их применение
Различают термитно-тигельную и термитно-муфельную сварки КС.
Для термитно-тигельной сварки применяют сухие порошкообразные термитные смеси. При сварке стальных полос и стержней контуров заземления используют алюминиевый термит, состоящий из 23% алюминиевого порошка и 77% окалины (по массе). Процентное содержание алюминия и железной окалины в термитной смеси колеблется в зависимости от сорта окалины и чистоты алюминиевого порошка. Для увеличения выхода железа, выделяющегося при сгораний термита, а также снижения температуры реакции в термит добавляют стальные отходы гвоздильного производства.
При термитной сварке стальных стержней и полос для этих же целей используют стальной вкладыш (кружок, закрывающий литниковое отверстие тигеля). Интенсивность процесса горения термита зависит от размеров зерен компонентов. Для стабильного ведения процесса сварки применяют гранулированные зерна размером от 0,25 до 1,5 мм. Для улучшения качества сварного соединения в термитные смеси вводят легирующие присадки — 80%-ный ферромарганец и ферросилиций в количествах соответственно 1,4 и 0,15% по массе.
Особенность термитно-тигельной сварки состоит в том, что концы соединяемых стержней оплавляются и соединяются металлом, образующимся при сгорании термитной смеси.
Для соединения стальных однопроволочных проводов линий связи применяют цилиндрические термитные шашки со сквозным продольным отверстием. Отверстие соответствует диаметру свариваемых проводов. Термитные шашки прессуются из смеси, содержащей 25% пиротехнического магния марки МПФ и 75% железной окалины. В качестве связующего вещества используется нитролак марки НЦ-551, который добавляется в количестве около 14% массы сухой смеси (сверх 100% смеси).
Для сварки алюминиевых жил термитно-тигельный способ непригоден. Использовать термтно-муфельную сварку в таком виде, как она применяется для сварки стали, когда осуществляется непосредственный контакт между муфельной шашкой и алюминиевым проводом, неприемлемо по ряду причин:
1. при горении термитного муфеля алюминий вступает в реакцию, что приводит к выгоранию металла у поверхности свариваемых проводников,
2. продукты реакции попадают в алюминий сварочной ванны и ухудшают характеристики соединения,
3. провода на выходе из термитного муфеля оплавляются, что приводит к уменьшению их сечения, при сварке многопроволочных проводников отдельные проволочки жилы перегорают.
Для сварки многопроволочных проводов разработаны термитные патроны , которые представляют собой термитную шашку с металлическим кокилем . При термитно-муфельной сварке (в отличие от термитно-тигельной) в результате сгорания термита не возникают продукты реакций в жидком виде. В процессе сгорания образуется пористая масса окиси магния, которая впитывает расплавленное железо, поэтому магниевый термит не дает жидких, растекающихся шлаков.
Рецептура термитной массы для изготовления термитных шашек к патронам типов ПА, ПАС и др. та же, что и при изготовлении термитных шашек для соединения стальных однопроволочных проводов.

Сварку алюминия и его сплавов затрудняет пленка окиси алюминия, которой он быстро покрывается на воздухе. Поэтому удаление окислов и защита от дальнейшего окисления сварочной ванны имеют большое значение при сварке.
Влияние окисной пленки уменьшают при помощи флюсов, которыми перед сваркой покрываются соединяемые проводники и присадочные прутки. Флюсы растворяют окись и переводят ее в легкоплавкий шлак, который всплывает на поверхность. При этом пленка жидкого шлака покрывает в процессе сварки поверхность расплавленного металла сварочной ванны, изолирует эту поверхность от воздуха и этим защищает от дальнейшего окисления. Однако остатки флюсов вызывают коррозию проводов, поэтому при выполнении КС следуем по возможности избегать применения флюсов.
Одним из лучших является флюс марки АФ-4А, в состав которого входят хлористый натрий — 28%, хлористый калий — 50%, хлористый литий — 14%, фтористый натрий — 8% (по массе). Этот флюс можно применять только в тех случаях, когда сварное соединение полностью защищено от внешних воздействий.
Значительно меньшую коррозию вызывает трехкомпонентный флюс ВАМИ (хлористый калий — 50%, хлористый натрий — 30%, криолит марки К-1 — 20%). Однако и при его применении необходимо принимать меры для защиты соединений от коррозии. Остатки флюсов на КС после сварки следует удалять зачисткой или промывкой.
При сварке алюминиевых проводов термитным патроном в его литниковое отверстие вводят присадочный пруток, который плавится для увеличения жидкого металла в кокиле. В качестве присадочных прутков используется прутковый алюминий или зачищенные проволоки свариваемых проводов. Присадочные прутки изготавливают свиванием предварительно обезжиренных и зачищенных нескольких проволок диаметром 2 мм.
Преимущества термитной сварки
Термитную сварку выгодно отличают независимость от источников электроэнергии или газа, отсутствие потребности в сложном оборудовании, а также возможность выполнения соединений в линейных условиях монтажным, ремонтным и эксплуатационным персоналом.
Термитная сварка неизолированных проводов
Наиболее экономично соединять провода на высоковольтных линиях электропередачи термической сваркой. При этом способе не требуются сложное оборудование и специальный инструмент.
Термитная сварка проводов, если она выполнена с полным соблюдением установленной технологии, является наиболее простым и надежным способом соединения.
При термитной сварке образуется цельнометаллическое соединение концов проводов, сечение металла в котором больше, чем у соединяемых проводов, а электрическое сопротивление меньше, чем участка целого провода равной длины.
Соединения многопроволочных проводов, выполненные термитной сваркой, не изменяют электрические характеристики с течением времени, а следовательно, не требуют дополнительных затрат рабочего времени на профилактические испытания.
Однако сварочные соединения нужно выполнять только качественно. Некачественные соединения проводов могут получиться из-за небрежной подготовки провода, применения неотрегулированных клещей, недостаточной или чрезмерной, а также односторонней подачи, заедании проводов в патроне и т. д.
Как показывает опыт работы по сварке проводов, наиболее частыми причинами некачественной сварки являются заедание проводов в патроне и односторонняя подача провода. Заедание одного из проводов в кокиле патрона также ведет к односторонней подаче провода.
При сварке проводов на линиях электропередачи наблюдались случаи, когда при самой тщательной подготовке проводов и клещей сварка все же не получалась из-за односторонней подачи провода в кокиль термопатрона.
Выполнение термитной сварки проводов
Термитную сварку проводов производят с помощью термитных патронов (рис. 1).
Термитный патрон для сварки алюминиевых и сталеалюминиевых проводов состоит из следующих основных элементов:
кокиля из листовой стали толщиной 0,5 — 1,25 мм для защиты верхнего повива провода от пережога и попадания в зону сварки вредных примесей, образующихся от сгорания термитной массы,
вкладыша из алюминия для образования зоны сварки и заполнения пустот,
термитной шашки, которая при сгорании выделяет необходимое количество тепла для расплавления вкладыша и концов свариваемых проводов в зоне сварки.
Термитный патрон для сварки медных проводов состоит из кокиля, изготовленного из листовой меди толщиной 1,5 — 2 мм или из медных труб, вкладыша из сплава меди с фосфором марки МФ-3 и термитной шашки.
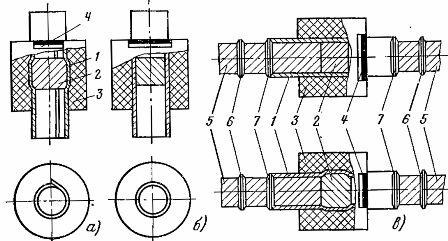
Рис. 1. Термитные патроны: а — для алюминиевых и сталеалюминиевых проводов, б — для медных и бронзовых проводов, в — положение термитных патронов на проводах перед сваркой, 1—кокиль, 2 — вкладыш, 3 — термитный муфель (шашка), 4 — место этикетки, 5 — провод, 6 — ограничительный бандаж, 7 — асбестовое уплотнение.
Правильная подготовка концов проводов под термитную сварку имеет большое значение для высококачественной сварки соединения. Концы должны быть тщательно очищены от загрязнений, обезжирены бензином от смазки и просушены. Удаление смазки с концов проводов и их сушка необходимы, так как при сгорании смазки или остатков бензина образуются газы, препятствующие заполнению места сварки расплавленным металлом и способствующие образованию раковин и каверн.
Концы свариваемых проводов отторцовываются так, чтобы плоскость среза была ровной и строго перпендикулярной оси провода. Торцевание проводов сечением до 150 мм 2 производят монтажными ножницами для резки проводов, а проводов сечением более 150 мм 2 — при помощи ножовки или специального приспособления.
Чаще всего некачественная сварка происходит из-за односторонней подачи концов провода вследствие того, что металл вкладыша плавится вначале с одной стороны и происходит затирание или заедание концов провода в кокиле.
При термитной сварке проводов нужно следить за подачей концов свариваемых проводов с обоих концов кокиля. Металл в зоне сварки находится в жидком состоянии еще в течение нескольких минут после сгорания термитной массы и до тех пор, пока шлак, образовавшийся после сгорания термитной массы, не остынет до темного цвета. По этой же причине не следует спешить с ослаблением нажатия клещей и преждевременным отвертыванием воротков с плашками, крепящими концы проводов в клещах.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!

В настоящее время в строительстве активно используются всевозможные виды сварки. Одной из наиболее доступных и нетрудоемких технологий, позволяющей получить высокопрочное соединение, является термитная сварка. О том, что такое термитная сварка и в чем ее основные отличительные особенности мы расскажем в этой статье.
В чем заключается суть процесса термитной сварки?
«Сварка термитом» предполагает применение специальных порошковых металлических составов, которые в процессе сгорания образуют достаточно большое количество тепловой энергии. Чаще всего данные металлические смеси и называются термитами. Другими словами, термическая сварка – это процедура, при которой свариваемое изделие разогревается до полужидкой субстанции и в это же время сплавляется в целостный состав при помощи специального порошка. Чаще всего используется порошок (термит для сварки), который состоит из железа и алюминия.

При смешении этих элементов, на основе алюмотермической реакции на участке сварки образуется качественный катализатор. Суть реакции заключается в том, что металл восстанавливается из соответствующего оксида химическим способом.
Сварка изделий осуществляется в результате того, что их кромки плавятся на том участке, где они подвергаются свариванию под воздействием расплавленного металла из термита (выступает в качестве присадочного материала) и мощного жара.
Данный мощный поток тепла ( 2400-2700°С), возникающий в результате термической сварки, хорошо заменяет тепло, которое образуется горелкой газосварки или электродом электродуговой сварки. Отличительная особенность такой технологии состоит в том, что порошкообразный термит может воспламеняться самостоятельно. Это обусловлено наличием кислорода в его составе, который выделяется в процессе химической реакции из оксида железа. Благодаря этим особенностям, термическая сварка может выполняться в среде, которая заполнена негорючими газами, например углекислым, и даже в полном вакууме.
Виды термитной сварки
Сегодня выделяется четыре основные техники получения шва, используя термит для сварки:
- промежуточное литье,
- впритык,
- дуплекс,
- комбинированная.
Техника промежуточного литься основана на том, что порошковый состав переходит в состояние жидкого металла и это никак не сказывается на характеристиках термита. Чаще всего подобная технология применяется для монтажа металлических конструкций, которые заранее устанавливаются в нужном положении. Для работы с пластинчатыми изделиями, катодными и дренажными выводами используется стыковая термитная сварка, состав для которой изначально надо обжечь в печи. Комбинированная сварка заключается в объединении метода литья и сварки впритык. Это означает, что сварщик термитной сварки весь основной процесс работы выполняет посредством жидкого наплавления, а кромки дорабатывает сваркой впритык. Методика дуплекс предполагает еще один этап, который состоит в прессовании оплавленного зазора конструкции.

Термитная сварка имеет две основные разновидности:
Тигельная применяется для создания контуров заземления и при соединении электрических кабелей небольшого диаметра. Данная технология основана на применении термитной смеси в соотношении железо/алюминий – 70/23. Когда термит полностью сгорает, образуется железо, которое соединяет стыки.
Алюминиевотермитная сварка используется в тех случаях, когда на поверхности изделия нужно сделать наплавку. Также она нашла свое активное применение при в ремонтных работах на трамвайных рельсах. Главное достоинство такой технологии – это возможность сваривать чугун бесстыковым методом. Недостаток ее заключается в том, что она не подходит для создания шва на деталях из алюминия, поэтому в данном случае используется муфельная сварка.

Суть ее состоит в том, что при высоком температурном режиме, при котором плавится термит, некоторые места алюминиевых соединений испаряются. Именно поэтому, в муфельной сварке в качестве термита используется порошкообразный магний, который характеризуется высокой температурой плавления. Главное отличие муфельной сварки от тигельной состоит в том, что в процессе первого типа соединения деталей, не образуются жидкие продукты сварки. Под влиянием высоких температур, магний не растекается, а хорошо впитывается в поверхность и образует бесшовное соединение. Прежде чем выполнять соединение алюминиевых кабелей посредством термитной сварки, следует на участок, подвергающийся сварке, нанести флюс.
Достоинства и недостатки
Отметим основные преимущества, выделяемые в процессе соединения деталей при помощи термита для сварки:

В первую очередь, стоит отметить, что процесс – несложный. Даже если вы не имеете большого опыта в создании швов, то соблюдая все правила и требования, можно качественно выполнить сварочную работу своими руками, к тому же процедура не отнимет много времени.
Термит для сварки способствует высокому качеству соединений, которые отличаются надежностью и долговечностью.
Для работы оборудования не нужно большое количество электроэнергии.
Недостатки
Чтобы выполнить такую процедуру надо провести подготовительные работы по обработке металлических изделий и кабелей.
Проследить за точностью процесса сварки просто невозможно. В связи с этим выполнить бесшовную технику могут только профессионалы.
Правила безопасности
Несмотря на то, что данная технология достаточно проста в применении, все же работа с химически активными составами – опасна. Поэтому, выполняя сварочные работы, необходимо строго соблюдать все правила и требования техники безопасности. Во-первых, хранить порошки надо исключительно в сухих и хорошо отапливаемых помещениях, поскольку сырость и влага могут негативно сказаться на состоянии составов. Непосредственно сам процесс соединения термитами должен осуществляться с использованием только сухих порошков. Выполнять процедуру можно лишь при температуре от 10 °С. И еще одно обязательное условие – это очистка и обезжиривание участков соединения.
В заключение отметим, что такая процедура, как термитная сварка, не отличается особой сложностью. Самое главное, как и в других видах сварочных работ, строго соблюдать все требования, предъявляемые к этому процессу. И тогда, результат в виде качественного и прочного шва, несомненно вас порадует.
Читайте также: