На каком расстоянии от места производства сварочных работ оказывает действие световая радиация дуги
Обновлено: 17.05.2024
Наши дополнительные сервисы и сайты:
г. С аратов
поддержка проекта:
разместите на своей странице нашу кнопку! И мы разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на e-mail
код нашей кнопки:
Защита от действия сварочной дуги
Электрическая дуга излучает видимые - световые и невидимые - ультрафиолетовые и инфракрасные лучи. Яркий видимый свет сварочной дуги в 10 тыс. раз сильнее света, безопасного для глаз человека. При длительном облучении видимые лучи вызывают ослабление зрения, инфракрасные - общую потерю зрения, ультрафиолетовые поражают слизистые оболочки глаз и вызывают ожог кожи. Сварщики и те, кто работает вместе с ними, должны быть защищены от действия светового излучения сварочной дуги. Для защиты глаз и лица электросварщики должны быть обеспечены щитком с защитными стеклами-светофильтрами. От брызг расплавленного металла или загрязнения светофильтр защищается простым стеклом.
Работающие на строительно-монтажных площадках обязаны носить защитные каски. Поэтому для защиты лица электросварщиков разработан специальный наголовный щиток, монтируемый на каске. Бесшовный корпус щитка изготовлен методом литья под давлением из нетоксичного материала - поликарбонатиой смолы, устойчивой к брызгам расплавленного металла. По сравнению с клепаным новый щиток более надежен в эксплуатации, меньше подвергается деформациям и более долговечен. Обтекаемая форма щитка при сварке лучше омывается газопылевым потоком, поэтому под него меньше попадает пыли. Отсутствие выступающих металлических деталей у щитка предотвращает возможное поражение сварщика электрическим током. Щиток крепится на корпусе защитной каски при помощи специального наголовного приспособления со стороны, противоположной козырьку каски.
Рабочие других профессий, работающие совместно с электросварщиками, также должны иметь щитки или очки со светофильтрами. Светофильтры должны применяться в соответствии с ГОСТ 9497-GO. Светофильтры стеклянные марок Э-1, Э-2, Э-3, 3-4 - для защиты глаз электросварщиков и светофильтры стеклянные марок В-1, В-2, В-3 - для защиты глаз вспомогательного персонала при электросварочных работах.
Рабочие места, окружающие сварочный пост, рекомендуется защищать, оградив место сварки светонепроницаемыми щитами или занавесом из несгораемого материала высотой 1,8 м. В местах производства сварочных работ необходимо выставлять плакаты с предупреждающими надписями об опасном действии лучей сварочной дуги. Отражаясь от блестящей или светлой поверхности, свет сварочной дуги может попасть в глаза рабочих. Поэтому все щитки, переносные ширмы, стены сварочных кабин и цехов следует окрашивать в матовые топа с применением цинковых или титановых белил, желтого крона, поглощающих ультрафиолетовые лучи. В процессе горения сварочной дуги окружающая сварщика атмосфера загрязняется соединениями марганца, окислами азота, окисью углерода и фтористыми соединениями. Работа электродами с марганцевым покрытием в замкнутых пространствах и помещениях малого объема без вентиляции может вызвать отравление организма марганцем, оказывающим длительное и стойкое воздействие на нервную систему. Поэтому установлены определенные, безопасные для организма человека нормы на присутствие в окружающей сварщика среде вредных газов и пыли. В случае превышения этих норм сварка запрещается. При сварке внутри резервуаров и замкнутых пространств должна устанавливаться вентиляция. При ручной сварке рекомендуется кроме того, подавать воздух непосредственно под щиток сварщика (при необходимости сварку следует производить в противогазе). Внутри замкнутых емкостей запрещается одновременно работать электро- и газосварщикам (газорезчикам). При ручной сварке покрытыми электродами рекомендуется применять низкотоксичные рутиловые электроды. Во избежание повышенного выделения газов, особенно при сварке деталей с антикоррозионными покрытиями, запрещается превышать установленную силу тока.
Для оздоровления условий труда рабочих на базах, в мастерских и цехах (с целью удаления вредных газов и пыли с мест сварки и подачи чистого воздуха) рекомендуется устраивать общую или местную вентиляцию. Общая вентиляция применяется в помещениях небольшого объема. В помещениях с объемом в десятки, сотни и более кубических метров создать необходимую кратность воздухообмена практически не представляется возможным. В таких условиях наиболее рациональной оказывается местная вентиляция, которая может осуществляться стационарным и подвижным отсосом.
Неинтересное на наш взгляд: а1 а2 а3 а4 а5 а6 а7 а8
для железнодорожного транспорта, сертифицированные ВНИИЖТ- "Фаворит К" и "Фаворит Щ", внутренняя и наружная замывка вагонов.
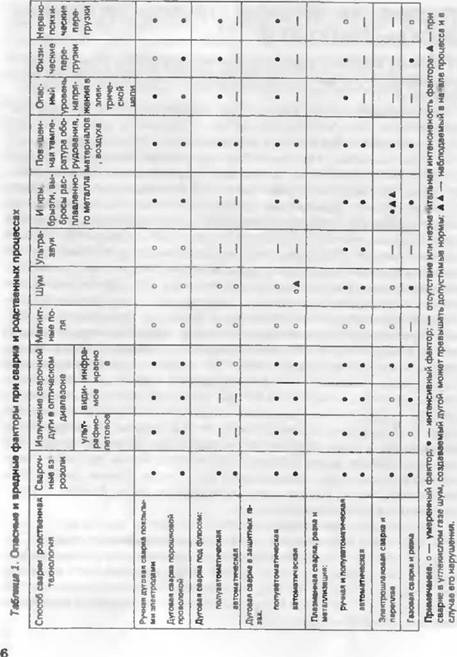
ОПАСНЫЕ И ВРЕДНЫЕ ПРОИЗВОДСТВЕННЫЕ ФАКТОРЫ ПРИ СВАРКЕ
Реальные условия труда при свврке и родственных технологиях сопровождаются комплексом опасных и вредных производственных факторов (табл. 1).
Наиболее характерным вредным фактором практически для всех способов дуговой, электрошлаковой, контактной и газовой сварки, плазменных технологий и пайки является образование и поступление в воздух рабочей зоны сварочных аэрозолей (СА), содержащих токсические вещества. Длительное воздействие на организм сварщиков этих аэрозолей может привести к возникновению таких профессиональных заболеваний,, как пневмокониоз, хронический бронхит, интоксикация металлами и газами. У сварщиков с патологией бронхолегочной системы высока также распространенность сопутствующих заболеваний центральной нервной системы, желудка и поджелудочной железы, миокарда, а также вртери - альной гипертонии [1]. Дуговая сварка, за исключением сварки под флюсом, сопровождается оптическим излучением в ультрафиолетовом, видимом и инфракрасном диапазонах, многократно превышающем физиологически переносимую глазом человека величину. Интенсивность оптического излучения сварочной дуги и его спектральные характеристики зависят от мощности дуги, способа сварки, вида сварочных материалов, защитных и плазмообразующих газов. При отсутствии средств индивидуальной защиты возможны поражения органов зрения (электроофтальмия, конъюктивит, катаракта) и кожных покровов (ожоги и т. п.). Интенсивность инфракрасного (теплового) излучения от свариваемых изделий и сварочной ванны определяется температурой изделий, их габаритами и конструкцией, а также температурой и размерами сварочной ванны. При отсутствии средств индивидуальной защиты воздействие теплового излучения интенсивностью, превышающей допустимые уровни, можгт привести к нарушениям терморегуляции, тепловому удару. Нонтакт с нагретым металлом может вызвать ожоги.
Напряженность электромагнитных полей зависит от конструкции и мощности сварочного оборудования, конфигурации свариваемых изделий. Характер их влияния на организм определяется уровнем и длительностью воздействия. Как правило, дгтя ручной дуговой сварки напряженность магнитного поля незначительна (до 300 А/м), при контактной стыковой сварке изделий больших толщин—достигает более высоких значений, сднако не превышает предельно допустимых уровней [2].
Шум на рабочих местах при дуговой сварке является фантором умеренной интенсивности (3]. Источники шума — сварочная дуга, источники питания, плазмотроны, пневмоприводы. Уровень шума от сварочной дуги определяют стабильностью ее горения. Поэтому при сварке покрытыми электродами и другими сварочными материалами, в составе которых присутствуют элементы— стабилизаторы дуги, уровень шума не превышает допустимые уровни звукового давления. При сварке в углекислом газе, особенно проволокой сплошного сечения, которая не отличается высокой стабильностью горения дуги, уровни звукового давления в зависимости от режима сварки могут быть на 4-25 дБ(А) больше допустимых значений [4]. При использовании плазменных технологий и контактной сварки уровни шума существенно (на 42-55 дБ(А)) превышают допустимые. Кроме того, плазмотроны, применяемые в оборудовании для сварки, резки и металлизации, являются источниками повышенного уровня ультразвука.
Разбрызгивание металла при сварке — также следствие нестабильного горения дуги: при сварке в углекислом газе проволокой сплошного сечения оно достигает 15%, существенно меньше при использовании покрытых электродов и порошковых проволок и отсутствует совсем при сварке под флюсом. Брызги, искры и выбросы расплавленного металла и шлака при отсутствии средств защиты являются причиной ожогов кожных понровов, травмироввния органов зрения, а также повышают опасность возникновения пожаров.
Опасным для жизни человека считают напряжение более 42 В переменного и 110 В постоянного токов для помещений сварочных цехов и 12 В для особо опасных условий (сырые помещения, замкнутые металлические объемы и т. п.). Однако зти знвчения напряжения являются довольно условными, поскольку опасность поражения электрическим током существенно зависит от индивидуальных особенностей организма и окружающих условий. Наличие даже малых количеств алкоголя в крови резно снижает электрическое сопротивление тела человека. Мокрая или потная кожа имеет во много раз большую электропроводность, повышая тем самым опасность поражения током.
Статические и динамические физические нагрузки у сварщиков при ручной и полуавтоматической сварке вызывают напряжение нервной и костно-мышечной систем организма. Статические нагрузки зависят от массы сварочного инструмента (злектрододержателя, шлангового держателя полуавтомата), гибкости шлангов и проводов.
длительности непрерывной работы и поддержания рабочей позы (стоя, сидя, полусидя, стоя на коленях, лежа на спине). Наибольшие физические нагрузки ощущаются при сварке в потолочном положении полусидя или стоя, а также при работе в труднодоступных местах лежа на спине.
Дин ~мическое перенапряжение связано с выполнением тяжелых вспомогательных работ: доставка на рабочее место заготовок, сварочных материалов, подъем и переноска приспособлений, поворот свариваемых узлов. Такие нагрузки приводят к утомляемости сварщиков и ухудшению качества сварных швов [5].
Следует отметить, что кроме указанных в таблице опасных и вредных факторов, при электродуговых процессах отмечается ионизация воздуха рабочей зоны с образованием ионов обеих полярностей. Причиной этого являются электрическая и термическая ионизация в результате апек - тродугового процесса, а танже воздействие ультрафиолетового излучения дуги на воздух. Повышенная или пониженная концентрация отрицательно или положительно заряженных ионов в воздухе рабочей зоны также может оказывать неблагоприятное действие на самочувствие и здоровье работающих.
При дуговой сварке в защитных газах, при газовой сварке и резке дополнительно появляются опасные факторы (системы, находящиеся под давлением — баллоны с кислородом, ацетиленом, ацетиленовые генераторы и т. п.), которые могут быть причиной взрывов и пожаров.
В сварочном производстве обеспечение здоровых и безопасных условий труда должно осуществляться в соответствии с требованиями ДСТУ 2456-94 «Зварювання дугове і електрошлакове. Вимоги безпеки».
Санитарные правила при сварке наплавке и резке металлов

Сварка
Сегодня широко применяются различные способы сварки и наплавки. Воздух при обработке металлов загрязняется сварочным аэрозолем, который может привести к возникновению у сварщиков профессиональных заболеваний. Отрицательное воздействие оказывают факторы производственной среды — шум, вибрации и облучение.
Начало 70-х годов являлось пиком промышленного производства в СССР. В связи с этим, требовалось привносить новые законы, в том числе устанавливать нормы регулирующие сварочное производство и работы связанные с плавкой металла. В 1973 году были утверждены «Санитарные правила при сварке наплавке и резке металлов». Эти правила устанавливают требования для производственных участков и цехов, где источниками излучения является постоянная наплавка и резка металла.

Действия санитарных правил
Санитарные правила устанавливают, что средством обязательной индивидуальной защиты сварщиков от оптического излучения при дуговой сварке открытой дугой есть щитки (маски) для защиты лица и спецодежды. Для контроля интенсивности облучения используют приборы типа спектрорадиометров, актинометров, болометров и т.и. Для измерений в ультрафиолетовом и видимом диапазонах спектра целесообразно использовать радиометр РОИ-82 или дозиметр ДАУ-81. Погрешность измерений составляет не более 15%. Для оценки облучения работника необходимо делать измерения в направлении максимальной мощности источника перпендикулярно потоку излучения. При наличии более одного источника измерения целесообразно делать от каждого источника или под углом 0, 45 и 90 к нормали в горизонтальной плоскости на разной высоте – на уровне ног, груди, головы.
Измерения характеристик излучения для оценки источника должны проводиться на расстоянии 0,5-1,0-1,5 и более метров от него в горизонтальной и вертикальной плоскости при различных режимах его работы.
При оценке излучения точечных источников (сварочная дуга, плазменный факел) приемной поверхности датчиков должны располагаться на одном уровне с зоной дуги или плазменного факела под углом 45 и 90 к ним в вертикальной плоскости на расстоянии 0,5-1,0 и более метров, чтобы определить степень распространения излучения в рабочей зоне.

Обязательно во время контроля облучения необходимо оценивать время действия излучения как за одну технологическую операцию (например, сварку одной детали или время горения одного электрода), так и за смену в целом. По результатам этих измерений строится хроноактинограма и рассчитывается суммарное время облучения за смену. Знание этих характеристик производственного процесса позволит рекомендовать рациональный режим труда и отдыха.
Контроль температуры окружающих поверхностей, определяющих интенсивность длинноволнового облучения и характер радиационного теплообмена организма, должно проводиться в радиусе до 5 метров от рабочего места с помощью термопар, контактных электротермометров типа ЭТП-М, термометров сопротивления и т. и. Согласно санитарным нормам этот показатель не должен превышать уровня 35 °С при температуре технологического процесса до 100 °С; 45 °С – при температуре технологического процесса выше 100 °С. Измерения следует делать на поверхности теплоизоляции оборудования для оценки ее эффективности, а также на поверхности ограждений конструкций, полов и других поверхностей, которые являются вторичным источником излучения, созданных в итоге поглощения излучения, генерируемого основным технологическим процессом. По своему происхождению и природе действия на организм человека разделяют на физические, химические, психофизиологические, биологические и социальные.
К физическим относятся:
- факторы, создающие опасность механического травмирования, ожогов, обморожению;
- виброакустические факторы (шум, вибрация, ультра — и инфразвук);
- электрические;
- ионизирующее, электромагнитное, ультрафиолетовое и инфракрасное излучения;
- световые;
- пыль фиброгенного действия (нерастворенный в биологических жидкостях).
Электромагнитное излучения
Утверждение в 1973 году «Санитарных правил при сварке наплавке и резке металлов» стало следствием возникновения на рабочих местах электромагнитного излучения в широком диапазоне частот, в частности большинство способов контактной сварки характеризуются повышенными уровнями магнитных полей.
Горение сварочной дуги сопровождается излучением ярких лучей. С усилением силы тока спектральный состав лучей не изменяется, однако интенсивность излучения возрастает.

Видимые световые лучи осветляют глаза, поскольку яркость этих лучей в 10000 раз превышает естественную. Невидимые ультрафиолетовые лучи даже во время периодического действия на глаза вызывают болезнь, которая называется электроофтальмия. В основном болезнь проявляется через несколько часов после того, как работник посмотрит незащищенными глазами на сварочную дугу. Признаками этой болезни является резь в глазах, спазмы век, покраснение слизистой оболочки век. В зависимости от тяжести заболевания длится от одной до нескольких суток. Ультрафиолетовые лучи воздействуют не только на глаза, но и на открытые участки кожи, вызывая ожоги, подобные солнечным.
Ожоги могут быть вызваны и инфракрасными лучами. Как следствие длительного воздействия этих лучей на глаза (10 – 20 лет) происходит помутнение хрусталика, что способствует возникновению катаракты.
Могут также быть термические ожоги, что является следствием попадания на тело брызг расплавленного металла. Особенно опасно при этом электрошлаковая сварка, поскольку поверхность сварочной ванны открытая и нагретая до высоких температур. Если в шлаковую ванну попадает хотя бы небольшое количество влаги, то может произойти выплескивание горячего металла. Кроме того, во время охлаждения горячий затвердевший шлак может улететь от шва. Ожоги каплями металла происходят также во время замены электродов, очистка их от нагара и брызг.

Во время плазменной резки и сварки металлов на работников может воздействовать производственный шум, возникающий вследствие прохождения плазмы с большой скоростью через сопло плазмотрона. Санитарные правила по сварке наплавке и резке металлов устанавливают, интенсивность ультразвукового давления при промышленных работах не может быть больше 120…130 дБА
Не смотря на совершенствование сварочных технологий, вопрос защиты от избыточного количества энергии остаются до сих пор не решенными. Сварщики и обслуживающий персонал потенциально подлежат действия излучения большую часть рабочего времени. Поэтому начальники участков и цехов должны четко соблюдать «Санитарные правила при сварке наплавке и резке металлов».
Действие на организм излучения сварочной дуги
Биологический эффект ОВ может проявляться только в том случае, когда незащищенная поверхность тела человека поглощает энергию, что на нее действует. Количество поглощенной энергии зависит от интенсивности ее потока, времени облучения и величины облученной площади. Спектральный состав излучения определяет глубину проникновения и поглощения излучения в тканях организма. Наиболее глубоко в ткани организма проникает видимое и коротковолновое ИК излучение. В поверхностных слоях эпидермиса поглощается преимущественно УФ излучения и длинноволновые ИК-излучения. Кожа человека является органом с большим количеством кровеносных сосудов, поэтому реакции, проходящие в результате поглощения излучения, имеют не только местное действие, но и носят общий характер. Длительное воздействие ИК излучения большой интенсивности в условиях производства может способствовать развитию заболеваний сердечно-сосудистой системы (миокардиодистрофии, атеросклеротический кардиосклероз), нервной системы (неврозы, неврастении, полиневрит и др), желудочно-кишечного тракта, снижает уровень естественной резистентности организма, что способствует повышению уровня неспецифической заболеваемости.

Прямое действие ИК излучения на незащищенные глаза может быть причиной возникновения конъюнктивита, сухости среды глаз, катаракты. У рабочих наблюдаются ожоги кожи. В основе патогенеза заболеваний, возникающих в результате длительного и интенсивного ИК облучения, лежит способность поглощенных ИК фотонов вызвать изменения на молекулярном и клеточном уровне, менять характер энергетических процессов, способствовать возникновению свободных радикалов, а также осуществлять тепловую денатурации белковых молекул. В результате длительного воздействия УФ излучения большой интенсивности возможно повышение аллергизации, канцерогенные эффекты, которые наблюдаются у сварщиков, а также у рабочих, подвергающихся интенсивному солнечному облучению во время работы на открытых площадках.
Средства защиты от излучения
Санитарные правила устанавливают допустимую интенсивность УФ облучения с учетом спектрального состава применительно к одетому человеку при обязательной защите глаз и открытой поверхности тела не более 0,2 м2 и должна составлять не более 10,0 Вт/м2 для диапазона УФ-А 0,01 Вт/м2 – для УФ-В, 0,001 Вт/м2 – для УФ-С (СН № 4557-88 ― Ультрафиолетовое излучение в производственных помещениях, Санитарные правила на приспособление и эксплуатацию оборудования для плазменной обработки материалов № 4053-85). Для производственных помещений, допустимая интенсивность интегрального потока ИК энергии (в диапазоне 0,76-10,0 мкм) не должна превышать 35 Вт/м2, если площадь, которая облучается, более 50% поверхности тела, 70 Вт/м2 – при облучении 25-50%, 100 Вт/м2 – при облучении до 25% (лицо, грудь, конечности рук). Эти величины считаются допустимыми в том случае, когда рабочий суммарно облучается более половины продолжительности рабочей смены при наличии спецодежды, который обеспечивает коэффициент теплозащиты, равный 0,6-0,8. При этом параметры температуры, влажности и подвижности воздуха не должны быть меньше чем устанавливают «Санитарные правила по сварке наплавке и резке металлов», статус документа № 1009-73 от 5.031973 г.
В случае наличия открытых источников ИК излучения на рабочих местах, где применяется сварка с подогревом и т.п., допускается интенсивность интегрального потока излучения до 140 Вт/м2 при условии использования работниками специальной защитной одежды. Если интенсивность облучения превышает 140 Вт/м2, необходимо применять комплекс мероприятий по теплозащите, которые включают экранирование источников, рациональный режим труда (СП 1009 73 «Санитарные правила при сварке наплавке и резке металлов»).
Защита от излучения сварочной дуги
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Горение сварочной дуги сопровождается излучением видимых ослепительно ярких световых лучей и невидимых глазом так называемых ультрафиолетовых и инфракрасных лучей. Интенсивность лучистой энергии в основном зависит от силы сварочного тока и величины напряжения.
Более мощное ультрафиолетовое излучение наблюдается при сварке в среде защитных газов. Так, при аргоно-дуговой сварке неплавящимся электродом ультрафиолетовое излучение в 2 раза, а при аргоно-дуговой сварке плавящимся электродом в 5—30 раз больше, чем при электродуговой сварке покрытым электродом.
Видимые световые лучи ослепляют, так как яркость их превышает физиологически переносимую дозу. Короткие ультрафиолетовые лучи даже при кратковременном воздействии могут вызвать электроофтальмию. Инфракрасные лучи обладают главным образом тепловым эффектом, их интенсивность зависит от мощности дуги. При современных способах сварки тепловая радиация на рабочем месте может составлять 0,5—6 кал/см 2 *мин. Источниками тепловой радиация являются дуга и в меньшей степени нагретый металл.
Учитывая, что при электросварке на сварщика действуют не только прямая ультрафиолетовая радиация, но и рассеянная, отраженная от окружающих поверхностей, необходимо окрашивать стены кабин и сварочных цехов, переносные ширмы в светлые матовые тона с применением цинковых белил, желтого крона или титановых белил, которые поглощают ультрафиолетовые лучи. Кожа и глаза сварщика должны быть защищены от воздействия лучей дуги. Кожа тела защищается специальной рабочей одеждой, лицо защищается щитком или шлемом, кисти рук — рукавицами, а глаза — специальными стеклами-светофильтрами, вставляемыми в щиток или шлем. В масках или шлемах между темным и прозрачным стеклами должен быть зазор 0,5—1 мм, чтобы защитить глаза от перегрева. При работе на стационарных сварочных станках или установках для защиты сварщика-оператора от излучений дуги устанавливают откидные экраны со светофильтрами. Размер экрана должен быть не менее 200х200 мм.
При электродуговой сварке алюминиевых сплавов с подогревом сварщиков необходимо обеспечивать обувью с толстой теплоизоляционной подошвой и специальными подлокотниками и наколенниками. Для защиты от излучений дуги сборщиков, непосредственно работающих со сварщиками, следует снабжать сварочными масками. Для защиты окружающих лиц место сварки следует ограждать переносными щитами или экранами (ширмами). При работе вне цеха место сварки также следует ограждать щитами из несгораемого материала. Допускается применение ширм из брезентовой ткани.
Полуавтоматическая и автоматическая сварка под слоем флюса характеризуется меньшей опасностью поражения глаз, так как электрическая дуга при этих способах сварки закрыта слоем флюса. Однако и при сварке под слоем флюса возможно появление открытой дуги, например, при полном или частичном прекращении подачи флюса в сварочную ванну, что возможно при засыпке в бункер отсыревшего флюса, который высыхая превращается в комки, перекрывающие горловину бункера.
Для обеспечения постоянного и полного укрытия сварочной дуги слоем флюса и предотвращения воздействия лучистой энергии на глаза сварщика необходимо засыпать в бункер только просушенный флюс.
Все сварщики и их подсобные рабочие, перед тем как приступить к работе, должны пройти инструктаж по технике безопасности при сварочных работах. На сварочном участке во время выполнения сварочных работ не должны находиться посторонние люди. Ни в коем случае нельзя производить прихватку деталей, не закрывшись щитком. В местах производства сварочных работ надо вывешивать таблички с крупными надписями, предупреждающими об опасности лучей сварочной дуги для окружающих.
Читайте также: