На каком токе работает сварочный инвертор
Обновлено: 16.05.2024
Чтобы правильно выбрать оборудование для выполнения сварочных работ, необходимо знать устройство конструкции и принцип работы сварочного инвертора. Если хорошо разбираться в таких вопросах, можно не только эффективно использовать, но и самостоятельно ремонтировать инверторные устройства.

Инверторные сварочные аппараты производства Италии
На современном рынке предлагается множество моделей инверторов, что позволяет мастерам подобрать оборудование в соответствии со своими потребностями и финансовыми возможностями. При желании сэкономить можно изготовить инверторный сварочный аппарат своими руками.
Как работает инверторный сварочный аппарат
Принцип действия инверторного аппарата во многом схож с работой импульсного блока питания. И в инверторе, и в импульсном блоке питания энергия трансформируется похожим образом.
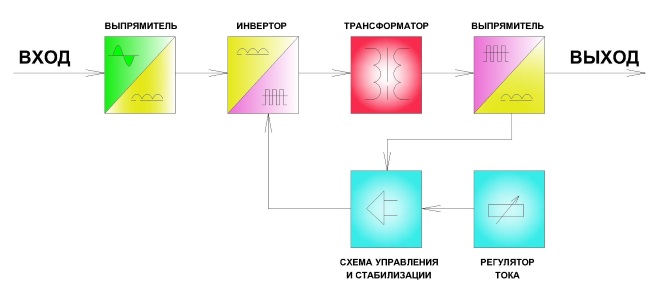
Процесс преобразования электрической энергии в сварочном аппарате инверторного типа можно описать так.
- Переменный ток с напряжением 220 Вольт, протекающий в обычной электрической сети, преобразуется в постоянный.
- Полученный постоянный ток при помощи специального блока электрической схемы инвертора опять преобразуется в переменный, но обладающий очень высокой частотой.
- Понижается напряжение высокочастотного переменного тока, что значительно увеличивает его силу.
- Сформированный электрический ток, обладающий высокой частотой, значительной силой и низким напряжением, преобразуется в постоянный, на котором и выполняется сварка.
Принцип работы сварочного инвертора
Основным типом сварочных аппаратов, которые использовались ранее, были трансформаторные устройства, повышавшие сварочный ток за счет уменьшения значения напряжения. Самыми серьезными недостатками такого оборудования, которое активно используется и сегодня, являются низкий КПД (так как в них большое количество потребляемой электрической энергии тратится на нагрев железа), большие габариты и вес.
Изобретение инверторов, в которых сила сварочного тока регулируется совершенно по иному принципу, позволило значительно уменьшить размеры сварочных аппаратов, а также снизить их вес. Эффективно регулировать сварочный ток в таких аппаратах становится возможным благодаря его высокой частоте. Чем выше частота тока, который формирует инвертор, тем меньшими могут быть габариты оборудования.
Одна из основных задач, которую решает любой инвертор, – это увеличение частоты стандартного электрического тока. Возможно это благодаря использованию транзисторов, которые переключаются с частотой 60–80 Гц. Однако, как известно, на транзисторы можно подавать только постоянный ток, в то время как в обычной электрической сети он переменный и имеет частоту 50 Гц. Чтобы преобразовать переменный ток в постоянный, в инверторных аппаратах устанавливают выпрямитель, собранный на основе диодного моста.
После транзисторного блока, в котором формируется переменный ток с высокой частотой, в сварочных инверторах расположен трансформатор, который понижает напряжение и, соответственно, увеличивает силу тока. Для регулировки напряжения и тока, имеющих высокую частоту, требуются менее габаритные трансформаторы (при этом по своей мощности они не уступают более крупным аналогам).

Сварочный инвертор без защитного кожуха
Элементы электрической схемы инверторных устройств
Устройство сварочного инвертора составляют следующие базовые элементы:
- выпрямитель переменного тока, поступающего из обычной электрической сети;
- инверторный блок, собранный на основе высокочастотных транзисторов (такой блок и является генератором высокочастотных импульсов);
- трансформатор, который понижает высокочастотное напряжение и увеличивает высокочастотный ток;
- выпрямитель переменного высокочастотного тока;
- рабочий шунт;
- электронный блок, отвечающий за управление инвертором.
Какими бы характеристиками ни обладала определенная модель инверторного аппарата, принцип его действия, основанный на использовании высокочастотного импульсного преобразователя, остается неизменным.
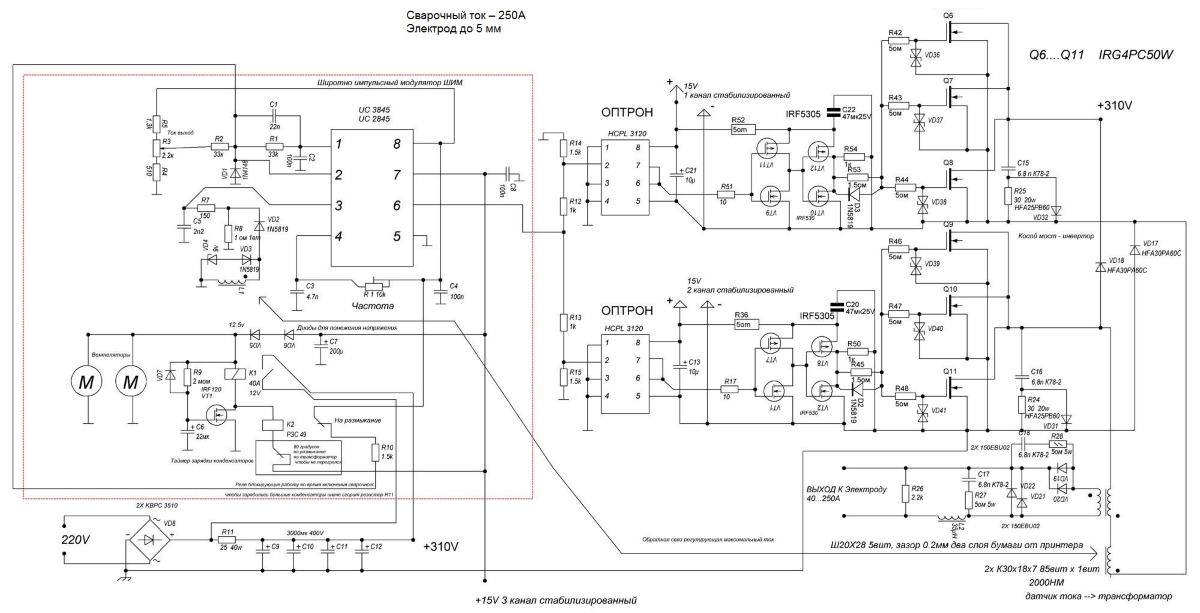
Пример принципиальной схемы инвертора (нажмите для увеличения)
Выпрямительный и инверторный блоки оборудования в процессе своей работы сильно нагреваются, поэтому их устанавливают на радиаторы, активно отводящие тепло. Кроме того, для защиты выпрямительного блока от перегрева используется специальный термодатчик, отключающий его электропитание при достижении им температуры 90 градусов.
Инверторный блок, являющийся, по сути, генератором высокочастотных импульсов большой мощности, собирается на основе транзисторов, соединяемых по типу «косого моста». Высокочастотные электрические импульсы, формирующиеся в таком генераторе, поступают на трансформатор, необходимый для того, чтобы понизить значение их напряжения.
Наиболее распространенными трансформаторами, используемыми для оснащения сварочных инверторов, являются устройства со следующими характеристиками: первичная обмотка – 100 витков провода марки ПЭВ (толщина 0,3 мм); 1-я вторичная обмотка – 15 витков из медной проволоки диаметром 1 мм; 2-я и 3-я вторичные обмотки – 20 витков медного провода диаметром 0,35 мм. Все обмотки тщательно изолируются друг от друга, а места их выхода защищаются и запаиваются.
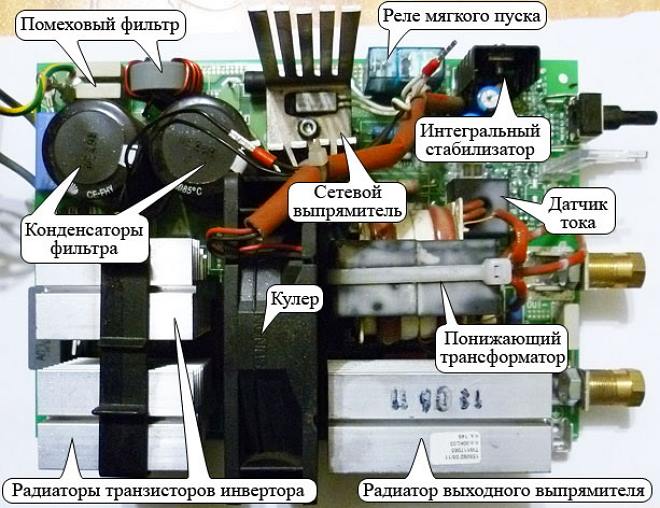
Внутреннее устройство сварочного инвертора
На выходной выпрямитель сварочного инвертора поступает ток, обладающий высокой частотой. С преобразованием такого тока в постоянный простые диоды не справятся. Именно поэтому основу выпрямителя составляют мощные диоды, обладающие большой скоростью открывания и закрывания. Чтобы предотвратить перегревание диодного блока, его размещают на специальном радиаторе.
Обязательным элементом любого сварочного инвертора является резистор высокой мощности, обеспечивающий устройству мягкий пуск. Необходимость использования такого резистора объясняется тем, что при включении питания на оборудование подается мощный электрический импульс, который может стать причиной выхода из строя диодов выпрямительного блока. Чтобы этого не произошло, ток подается через резистор на электролитические конденсаторы, которые начинают заряжаться. При достижении конденсаторами полного заряда и перехода устройства в штатный режим работы замыкаются контакты электромагнитного реле и ток начинает поступать на диоды выпрямителя, уже минуя резистор.

Выходные дроссели на плате сварочного инвертора
Инверторы благодаря своим техническим характеристикам позволяют выполнять регулировку сварочного тока в широком диапазоне – от 30 до 200 А.
Работой всех элементов такого сварочного аппарата, отличающегося компактными габаритами, небольшим весом и высокой мощностью, управляет специальный ШИМ-контроллер. Электрические сигналы поступают на контроллер от операционного усилителя, питающегося выходным током самого инвертора. На основе характеристик этих сигналов котроллер формирует корректирующие выходные сигналы, которые могут подаваться на диоды выпрямителя и транзисторы инверторного блока – генератора высокочастотных электрических импульсов.
Кроме основных, современные сварочные инверторы обладают еще целым перечнем полезных дополнительных опций. К таким характеристикам, которые значительно облегчают работу с устройством и дают возможность получать качественные, надежные и красивые сварные соединения, следует отнести форсирование сварочной дуги (быстрый розжиг), антизалипание электрода, плавную регулировку сварочного тока, наличие системы защиты от возникающих перегрузок.

Монтажная плата с основными элементами инвертора
Целесообразность использования инверторов и их основные недостатки
Широкое применение сварочных инверторов объясняется целым рядом весомых преимуществ, которыми они обладают.
- Устройства данного типа отличаются высокой мощностью и производительностью.
- Сварной шов, формируемый с использованием инверторов, характеризуется высоким качеством и надежностью.
- Наряду с высокой мощностью, устройства данного типа отличаются компактными размерами и небольшим весом, что дает возможность легко переносить их в то место, где будут выполняться сварочные работы.
- Сварочные инверторы обладают большим КПД (порядка 90%), потребляемая электрическая энергия используется в них эффективнее, чем в трансформаторах.
- Благодаря высокому КПД такие аппараты отличаются экономичным расходованием потребляемой электроэнергии.
- В процессе выполнения сварочных работ с помощью инвертора расплавленный металл разбрызгивается незначительно, что отражается на более рациональном потреблении расходных материалов.
- Инверторы обеспечивают возможность плавной регулировки сварочного тока.
- Благодаря наличию в таких устройствах дополнительных опций уровень квалификации сварщика почти не влияет на качество выполнения работ.
- Широкая универсальность инверторов упраздняет вопрос о том, какой аппарат выбрать для выполнения сварки по различным технологиям.
Инверторные устройства выбирают в том случае, когда нужен аппарат, характеристики которого обеспечивают высокую стабильность горения сварочной дуги в любой ситуации. При использовании инверторов не возникает вопрос и о том, какой электрод выбрать для выполнения сварочных работ, так как с помощью этого оборудования можно варить металл электродами любого типа.
Конечно, недостатки у инверторов тоже есть, но их не так много. Сюда следует отнести достаточно высокую стоимость таких устройств, по сравнению с обычными сварочными трансформаторами. Дороги такие устройства и в ремонте, который чаще всего связан с необходимостью замены мощных транзисторов (их стоимость может составлять до 60% цены всего аппарата).
Очень чувствительны инверторы к негативным внешним факторам – пыли, грязи, осадкам и морозу. Если для работ в полевых условиях вам нужен именно инвертор, придется сооружать для него закрытую и отапливаемую площадку.
Виды и характеристики сварочных инверторов
Сварка, как известно, является наиболее эффективным способом соединения деталей, изготовленных из металла. Применяя для этого сварочный инвертор, можно создавать надежные и долговечные металлические конструкции не только в производственных, но и в домашних условиях.

Сварочные инверторы различных модификаций
Использовать для работ в частной мастерской именно инверторные устройства целесообразнее не только из-за их компактных размеров и небольшой массы. Эти аппараты также отличаются широкими функциональными возможностями. Для того чтобы правильно подобрать инверторный сварочный аппарат для оснащения домашней мастерской или производственного цеха, необходимо разбираться в разновидностях и технических характеристиках этого оборудования.
Виды сварочного оборудования
Учитывая тот факт, что любое сварочное оборудование стоит достаточно дорого, важно правильно подходить к его выбору. В первую очередь, необходимо определиться с тем, какие виды работ вы собираетесь выполнять при помощи такого устройства и с какой интенсивностью оно будет эксплуатироваться. Назначение и основное место использования сварочного аппарата определяют не только его предпочтительный тип, но и технические характеристики, которыми он должен обладать.
На современном рынке предлагается сварочное оборудование следующих типов:
- сварочные аппараты трансформаторного типа;
- сварочные выпрямители;
- инверторные сварочные устройства.
Учитывая универсальность оборудования, а также удобство и простоту его использования, потребители чаще всего выбирают инвертор. Компактные размеры, легкий вес, возможность регулирования рабочих режимов в широких пределах – это лишь часть достоинств, которыми обладают сварочные устройства инверторного типа.
Принцип работы сварочного инвертора
Сварочный инвертор был изобретен относительно недавно – в конце XX века. Широкую популярность такое оборудование стало завоевывать в начале нынешнего столетия. В основу функционирования аппаратов подобного типа положен принцип фазового сдвига напряжения, что позволяет увеличивать силу и частоту сварочного тока по каскадному типу.
Сварочный инвертор – это достаточно сложное электронное устройство, в котором происходят следующие рабочие процессы.
- Переменный ток, поступающий на вход инвертора из обычной электрической сети, преобразуется в постоянный посредством выпрямителя, собранного на основе диодного моста.
- Постоянный ток, получаемый на выходе выпрямителя, поступает на инверторный блок, служащий генератором высокочастотных электрических импульсов. За счет блока силовых транзисторов, открывающихся и закрывающихся с высокой частотой, постоянный ток опять преобразуется в переменный, но обладающий значительно большей частотой, чем поступающий из электрической сети.
- Высокочастотный переменный ток подается на трансформатор, где понижается его напряжение и, соответственно, увеличивается его сила. За счет того, что на таком трансформаторе регулируют параметры высокочастотного тока, данное устройство имеет небольшие габариты, что оказывает влияние на массу всего инвертора.
- После трансформатора переменный ток с отрегулированными параметрами подается на выпрямитель, где его опять преобразуют в постоянный, который и используют для осуществления сварочных работ.
По сравнению со сварочными устройствами трансформаторного типа, инвертор потребляет почти в два раза меньше электроэнергии, так как она не расходуется впустую на нагрев большого объема металла. Кроме того, характеристики сварочного тока, который поступает от инвертора, обеспечивают быстрое зажигание электрической дуги и ее стабильное горение в процессе выполнения работ.
Инверторные аппараты для выполнения сварки по различным технологиям
В зависимости от того, по какой технологии осуществляется инверторная сварка, подбирают оборудование определенного типа. Так, это могут быть инверторы для выполнения:
- сварки в ручном режиме (MMA);
- полуавтоматической сварки (MIG/MAG);
- сварки в среде защитного газа (TIG); (CUT).

Функциональность современного сварочного инвертора средней ценовой категории
Для оснащения домашней мастерской выбирают сварочный инвертор, предназначенный для ручной сварки, выполняемой при помощи покрытых электродов. Устройства данного типа отличаются небольшим весом, компактными размерами, они просты в работе и обслуживании, позволяют получать качественные, надежные и аккуратные сварные соединения. Технических возможностей таких инверторов вполне достаточно для того, чтобы выполнять с их помощью несложные сварочные работы в условиях домашней мастерской и небольшого производственного участка.
Инверторные устройства для осуществления сварки полуавтоматического типа – это более сложное оборудование, отличающееся высокой мощностью и, соответственно, большими габаритами и весом. Такие инверторы применяются только в производственных условиях, так как реализовать данную технологию в домашней мастерской достаточно сложно. Сварка при использовании оборудования данного типа выполняется за счет проволоки, подаваемой в зону формирования соединения при помощи специального устройства.

Инвертор Prestige-222 в комплекте с набором для сварки TIG
Инверторы для выполнения сварки в среде защитного газа – еще более сложные устройства, которые также используются только в производственных условиях. Приобретать такие аппараты для домашнего использования нецелесообразно, учитывая их высокую стоимость. Кроме того, для реализации этой технологии потребуется дополнительное оборудование и специальные расходные материалы. Выполняться сварка в среде защитного газа может как плавящимся, так и неплавящимся электродом. В качестве последнего используется вольфрамовый стержень.
Несмотря на то, что инверторы для плазменной резки работают по тому же принципу, что и аппараты для сварки, использовать их для проведения сварочных работ нельзя. Оборудование данного типа, применяемое преимущественно в производственных условиях, позволяет с высокой производительностью, точностью и эффективностью выполнять резку металлических заготовок даже очень значительной толщины.
Функциональные типы инверторных устройств
На современном рынке представлено большое разнообразие типов и моделей инверторов, которые в зависимости от своих функций подразделяются на следующие виды.
Оборудование для бытового использования
Это самые недорогие устройства, обладающие достаточно скромными характеристиками, но тем не менее позволяющие успешно выполнять несложные сварочные работы в условиях домашней мастерской. Из бытовых моделей инверторов самыми доступными по стоимости (но и самыми недолговечными) являются устройства китайского производства. Обозначенные на маркировке параметры китайских моделей часто могут не совпадать с реальными показателями. Даже само слово «инвертор» на них может быть написано с ошибкой («инвентор»), что тоже является косвенным показателем их невысокого качества.
Устройства профессионального назначения
Такие модели стоят значительно больше, чем бытовые инверторы, поскольку позволяют выполнять сварочные работы различной степени сложности с использованием электродов различных типов. Отличаются эти аппараты повышенной мощностью, широким диапазоном регулирования сварочного тока, универсальностью и высочайшей надежностью. Естественно, что приобретаются такие инверторы для производственных предприятий.
Эти инверторы также отличаются высокими качественными характеристиками. Предназначены они для выполнения сварочных работ по определенным технологиям.
Основные характеристики сварочных инверторов
Инвертор любого типа характеризуется рядом параметров, по которым можно судить о его функциональных возможностях. Сюда относятся следующие характеристики:
- тип тока, формируемого на выходе устройства;
- величина напряжения, используемого для питания аппарата (на современном рынке представлены инверторы, которые могут работать от напряжения 220 или 380 В; для бытового использования, естественно, выбирают аппараты, работающие от стандартной электрической сети с напряжением 220 В);
- величина стартового тока (от этого параметра зависит диаметр электродов, которые можно использовать при выполнении сварочных работ на инверторе);
- показатель мощности устройства (по данному параметру можно судить о том, какой силы ток будет подаваться на сварочную дугу);
- напряжение холостого хода (от величины данного параметра зависит то, насколько легко будет зажигаться сварочная дуга);
- интервал диаметров электродов, которые можно использовать для выполнения сварочных работ;
минимальное и максимальное значение силы тока, который позволяет получать оборудование определенной модели (ширина интервала регулирования сварочного тока во многом определяет функциональные возможности инвертора); - размеры устройства и его масса (чем меньше размеры инвертора, тем ниже будет сила сварочного тока, который он формирует, поэтому не стоит выбирать небольшое устройство, если вас интересует функциональный сварочный аппарат).

Одинаковые с первого взгляда модели инверторов могут существенно различаться по ключевым параметрам
Очень важным параметром является наличие у инвертора дополнительных опций, которые значительно облегчают и делают более эффективным процесс выполнения работ и позволяют добиваться стабильного качества формируемого соединения. К таким опциям, которыми наделено большинство моделей современных инверторных устройств, относятся:
- «Горячий старт» (эта функция предполагает подачу на электрод дополнительного электрического импульса, облегчающего процесс зажигания сварочной дуги);
- «Форсаж дуги» (данная функция включается в тот момент, когда конец электрода оказывается слишком близко от поверхности соединяемых деталей; чтобы в такой ситуации электрод не прилип к заготовкам, на него автоматически подается ток большой силы);
- «Антизалипание» (суть данной опции состоит в том, что на электрод автоматически прекращается подача сварочного тока, если прилипание к поверхности деталей все же произошло).
Наличие перечисленных опций, кроме всего прочего, минимизирует влияние невысокой квалификации сварщика на качество формируемого соединения.
Распространенные неисправности инверторов и причины их возникновения
Несмотря на то, что современные инверторы отличаются высокой надежностью в эксплуатации, в их работе не исключены неисправности, которые могут выражаться в следующем:
- нарушении стабильности горения сварочной дуги;
- сильном разбрызгивании расплавленного металла;
- прилипании электрода к поверхности соединяемых деталей;
- отсутствии сварочной дуги;
- самопроизвольном отключении питания сварочного аппарата;
- чрезмерном нагревании инвертора.
Причины, которые приводят к возникновению таких неисправностей, могут заключаться в следующем.
- Стабильность горения сварочной дуги нарушается в том случае, если диаметр используемого электрода не соответствует силе сварочного тока.
- Сильное разбрызгивание расплавленного металла происходит в том случае, если для сварки используется сварочный ток слишком большой силы. Чтобы свести к минимуму разбрызгивание металла, достаточно уменьшить величину сварочного тока и использовать для выполнения сварки электроды меньшего диаметра.
- Электрод к поверхности соединяемых деталей может прилипать, если напряжение в сети слишком мало, если для подключения инвертора используются слишком длинные провода, которые в итоге начинают перегреваться. Чтобы избежать проблем, связанных с проводами, следует выбирать их с сечением, которое составляет не меньше 2,5 мм2.
- Сварочная дуга отсутствует в том случае, если по кабелю не поступает электрический ток. Причиной такой неисправности может быть обрыв кабеля или некачественный контакт между зажимным устройством и электродом.
- Самопроизвольное отключение питания сварочного инвертора может возникать в том случае, если вышел из строя сетевой выключатель, который достаточно просто заменить.
- Перегрев устройства – достаточно распространенная проблема, часто возникающая из-за того, что инвертор длительное время проработал без перерыва. Если же аппарат проработал короткий промежуток времени, но перегрелся, причиной может быть изношенная обмотка, которую необходимо заменить.
Знание принципа работы и основных технических характеристик инверторов позволяет подобрать аппарат в соответствии с теми задачами, для решения которых он приобретается.
Что такое сварочный инвертор: всё о компактных сварочниках
Инвертор, пришедший на смену обычным сварочным трансформаторам, – это современное электронное устройство, характеристики которого позволяют использовать его для выполнения сварочных работ по различным технологиям. Кроме основных характеристик, свойственных сварочным аппаратам трансформаторного типа, инверторы обладают и рядом дополнительных возможностей, что делает их использование более удобным и значительно расширяет их технические возможности. Благодаря этому такое оборудование одинаково успешно может быть использовано как в производственных, так и домашних условиях.

Инвертор сварочный «Сварог» ARC-200
Как работает сварочный аппарат инверторного типа
Инвертор благодаря своим техническим характеристикам может применяться для выполнения сварки электродами различных типов. Отличают такой аппарат компактные размеры, а также легкий вес, что делает его очень мобильным, в отличие от тяжелых и крупногабаритных трансформаторов. Удобно и то, что такой сварочник может вырабатывать как постоянный, так и переменный ток.
Для того чтобы понять, какими преимуществами обладает инвертор, необходимо разобраться в том, как он работает. В основу работы этого аппарата, который начал приобретать массовую популярность только в начале XXI века, заложен совершенно иной принцип в сравнении с функционированием обычного сварочного трансформатора.
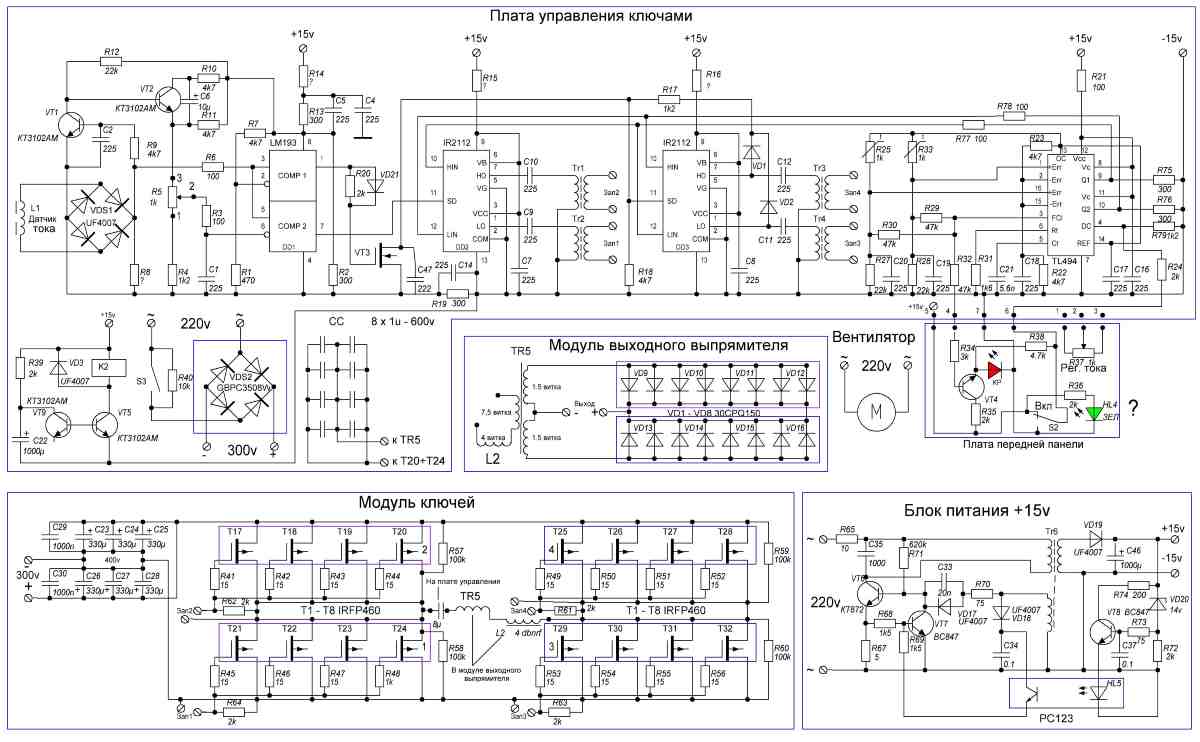
Принципиальная схема сварочного инвертора «Дуга-200» (нажмите для увеличения)
Переменный ток, подаваемый на инвертор из обычной электрической сети, сначала выпрямляется, проходя через диодный мост, которым оснащена электрическая схема устройства. После выпрямления уже постоянный ток поступает на силовые транзисторы, которые преобразуют его обратно в переменный, но обладающий повышенной частотой. Чтобы снизить величину напряжения высокочастотного переменного тока и получить сварочный ток требуемой силы, в электрической схеме инвертора используется трансформатор.
Поскольку понижение напряжения высокочастотного тока осуществляется не по такому принципу, как в обычном сварочном аппарате, для этого нет необходимости использовать габаритные трансформаторы, вполне достаточно компактного устройства. После понижения напряжения и увеличения силы тока до требуемой величины его подают на выходной выпрямитель, в котором он преобразуется в постоянный.

Органы управления инвертором на примере аппарата «Форсаж» (нажмите для увеличения)
Использование высокочастотного тока, вырабатываемого инвертором, не только позволяет значительно уменьшить габариты устройства, но и положительно сказывается на процессе горения сварочной дуги, которая отличается высокой стабильностью. Такой сварочный аппарат отличается высоким КПД, так как в нем энергия не расходуется впустую на нагрев трансформаторного железа.
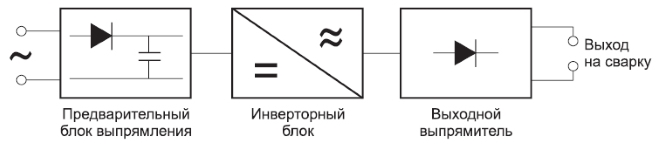
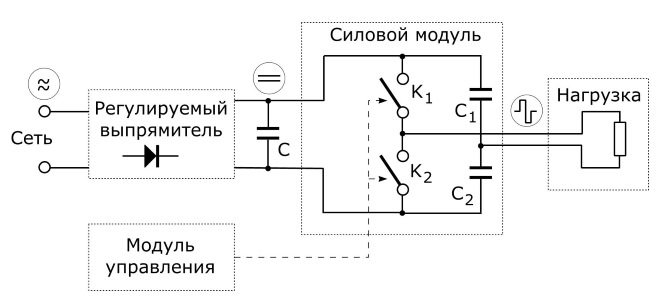
Упрощенная схема работы сварочного инвертора
Таким образом, любое инверторное устройство состоит из таких конструктивных элементов, как:
- выпрямитель, собранный на основе диодного моста (данный блок электрической схемы отвечает за выпрямление переменного тока, поступающего из электрической сети);
- сам инвертор, являющийся генератором высокочастотных электрических импульсов (основу данного блока составляют транзисторы, открывающиеся и закрывающиеся с высокой частотой);
- понижающий трансформатор, который решает задачу понижения высокочастотного напряжения и, соответственно, увеличения силы сварочного тока;
- выпрямитель выходного тока, обладающего высокой частотой (такой выпрямитель, как и входной блок, собран на основе диодного моста);
- специальный электронный блок, предусмотренный для управления режимами работы инверторного аппарата.
Технические возможности инверторных аппаратов
Любой инвертор, являясь сварочным аппаратом, служит для того, чтобы обеспечивать розжиг сварочной дуги и поддерживать ее горение в стабильном состоянии. За счет особенностей своей конструкции инверторный аппарат отлично справляется с такой задачей. Кроме основной функции, современные модели инверторов наделены рядом дополнительных опций, делающих их использование максимально удобным и комфортным. Сюда относятся:
- «Горячий старт» (данная опция позволяет быстрее зажигать сварочную дугу, что осуществляется за счет подачи на электрод дополнительного электрического импульса);
- «Форсаж дуги» (эта функция предполагает, что при резком приближении электрода к поверхности свариваемых деталей автоматически возрастает сила сварочного тока, что препятствует залипанию электрода в такой ситуации);
- «Антизалипание» (данная опция работает следующим образом: при залипании электрода к нему перестает подаваться электрический ток; начинает он поступать только тогда, когда электрод оторван от поверхности соединяемых деталей).

Передняя панель сварочного инвертора «БИМАрк-170»
Некоторые модели инверторных аппаратов также оснащены индикаторами перегрева и опцией автоматического отключения в том случае, если перегрев все-таки произошел. Эта полезная функция предохраняет такое дорогостоящее устройство, каким является инвертор, от перегорания и, как следствие, от затратного ремонта.
Дополнительные опции, описанные выше, особенно полезны для начинающих сварщиков, так как позволяют минимизировать влияние уровня квалификации специалиста на качество выполнения сварки.
Виды инверторов на современном рынке
Сварочные инверторы, представленные на современном рынке, можно разделить на два основных типа.
Такое устройство, как бытовой инвертор, предназначено для выполнения периодических сварочных работ. Стоят эти аппараты недорого, но эксплуатировать их можно время от времени, для интенсивной ежедневной работы они не предназначены. Оптимальными такие инверторы являются в том случае, если вам иногда необходимо выполнять несложные и непродолжительные сварочные работы. Большинство подобных устройств производится в Китае.
Такое оборудование предназначено для ежедневного многочасового использования, его конструкция изначально рассчитана на активную эксплуатацию. Стоимость этих инверторов, естественно, достаточно велика, но она адекватна их качественным характеристикам.
На рынке также представлены полупрофессиональные инверторные устройства, находящиеся по своим техническим характеристикам и стоимости между бытовым и профессиональным оборудованием. Кроме вышеперечисленных типов, существуют универсальные устройства, которые также называют комбинированными. Универсальность их состоит в том, что с их помощью можно выполнять сварку по различным технологиям. Такое инверторное оборудование из-за своей широкой функциональности также относится к категории профессионального.
Технические характеристики инверторных устройств
Выбирая инвертор, в первую очередь ориентируются не на его стоимость, а на его технические характеристики. От того, насколько правильно они будут подобраны, зависит, сможете ли вы использовать такое устройство для выполнения тех работ, для которых оно приобретается.
Важнейшей характеристикой любого сварочного аппарата (и инвертор не является исключением) считается сила тока, которую позволяет получить такое оборудование. Данный параметр оказывает влияние на то, какой толщины детали вы сможете варить при помощи инверторного устройства. Нет смысла переплачивать за мощный аппарат, если использовать его вы планируете только для сварки нетолстых деталей из черного металла.

Зависимость сварочного тока и используемых электородов от толщины металла
Важным параметром является не только максимальное значение сварочного тока, но и его минимальное значение. На минимальной силе тока выполняют сварку тонколистового металла. Необходимо также учитывать и то, каким образом регулируется сварочный ток – по ступенчатой или плавной схеме. Регулировка тока по плавной схеме, естественно, является более удобной.
На легкость зажигания сварочной дуги оказывает ключевое влияние такой параметр, как напряжение холостого хода. Чем оно выше, тем легче будет зажигаться дуга.
Тип электрического тока, которым питается инверторное устройство, – еще один параметр, который следует обязательно учитывать. На современном рынке представлены инверторы, которые могут работать от сети электрического тока с напряжением 220 и 380 В. Естественно, что для бытового использования целесообразнее выбирать оборудование, работающее от сети с напряжением 220 В.
Достоинства и недостатки инверторов
Высокая популярность инверторов объясняется целым рядом достоинств, которыми они обладают.
- Инверторы отличаются высокой мощностью и широким диапазоном регулирования сварочного тока.
— Даже при выполнении работ специалистом не слишком высокой квалификации инверторные устройства позволяют получать сварные швы высокого качества, надежности и привлекательного внешнего вида. - Инверторы отличаются компактными размерами и незначительным весом.
— Устройства данного типа имеют высокий КПД и, как следствие, экономно потребляют электрическую энергию. - Расплавленный металл в процессе выполнения сварки инвертором разбрызгивается очень незначительно, что способствует экономии расходных материалов и формированию аккуратных сварных швов.
- Неоспорима универсальность инверторных аппаратов, благодаря чему их можно использовать для выполнения сварки по разным технологиям.
Есть у инверторов и недостатки, к наиболее значимым из которых относятся следующие.
- Инверторы стоят довольно дорого, если сравнивать их с обычными сварочными трансформаторами.
- В случае выхода из строя инверторные устройства очень дороги в обслуживании.
- Инверторы, основу конструкции которых составляют сложные электронные схемы, очень критично реагируют на пыль, повышенную влажность и низкие температуры. Именно поэтому область использования таких устройств достаточно сильно ограничена. Для их безаварийной работы необходимо создавать специальные условия и уделять их техническому обслуживанию достаточно много времени (чистка от пыли и др.).
- В комплекте с инверторными устройствами могут быть использованы провода, длина которых не превышает 2,5 метров. Такие короткие провода также относятся к факторам, серьезно ограничивающим область применения инверторов.
В целом, если взвешивать все за и против использования инверторов для выполнения сварки, преимуществ будет значительно больше. Конструкция оборудования обеспечивает быстрое зажигание сварочной дуги и ее стабильное горение в процессе выполнения работ, а благодаря своим техническим возможностям инверторы позволяют получать качественные, надежные и аккуратные соединения с электродами любого типа.
Основные характеристики сварочного инвертора
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.

Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.

Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.

Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.

На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.

Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА.
«Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами»

Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.

Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.

Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.

В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP
Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости. Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С. Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации

Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
Читайте также: