На каком токе выполняется автоматическая сварка под флюсом стальных конструкций
Обновлено: 20.09.2024
Сварка под флюсом – дуговая сварка, при которой дуга горит под слоем порошкообразного сварочного флюса.
По степени механизации процесса различают автоматическую сварку под флюсом (подача электрода в зону сварки и перемещение электрода вдоль свариваемых кромок механизированы) и механизированную (механизирована только подача электрода). Схема процесса автоматической сварки под слоем флюса приведена на рис. 10.8.
Электродная проволока с помощью ведущего и нажимного роликов подается в зону сварки. Кромки свариваемого изделия в зоне сварки покрываются слоем флюса, подаваемого из бункера. Толщина слоя флюса составляет t ≈ 30…50 мм. Сварочный ток подводится к электроду через токопроводящий мундштук, находящийся на небольшом расстоянии (40…60 мм) от конца электродной проволоки. Благодаря этому при автоматической сварке можно применять большие сварочные токи. Дуга возбуждается между свариваемым изделием и электродной проволокой. При горении дуги образуется ванна расплавленного металла, закрытая сверху расплавленным шлаком и оставшимся нерасплавленным флюсом.
Пары и газы, образующиеся в зоне дуги, создают вокруг нее замкнутую газовую полость. Некоторое избыточное давление, возникающее при термическом расширении газов, оттесняет жидкий металл в сторону, противоположную направлению сварки. Тонкий слой металла сохраняется лишь у основания дуги. В таких условиях обеспечивается глубокий провар основного металла. Дуга горит в газовой полости, закрытой расплавленным шлаком, в результате чего значительно уменьшаются потери теплоты и металла на угар и разбрызгивание.
По мере перемещения дуги вдоль свариваемых кромок наплавленный металл остывает и образуется сварной шов. Жидкий шлак, имея более низкую температуру плавления, чем металл, затвердевает несколько позже, замедляя охлаждение металла шва. Продолжительное пребывание металла шва в расплавленном состоянии и медленное остывание способствуют выходу на поверхность всех неметаллических включений и газов, получению чистого, плотного и однородного по химическому составу металла шва. Образовавшуюся при остывании жидкого шлака корку вместе с нерасплавленным флюсом после окончания сварки удаляют.
Преимуществами сварки под флюсом перед ручной являются:
1. Высокая производительность, превышающая производительность ручной сварки в 5…10 раз. Это достигается за счет применения больших токов, более концентрированного и полного использования теплоты в закрытой зоне дуги, снижения трудоемкости за счет механизации процесса сварки.
2. Высокое качество металла шва вследствие хорошей защиты сварочной ванны расплавленным шлаком от кислорода и азота воздуха, легирования металла шва, увеличения плотности металла при медленном охлаждении под слоем застывшего шлака.
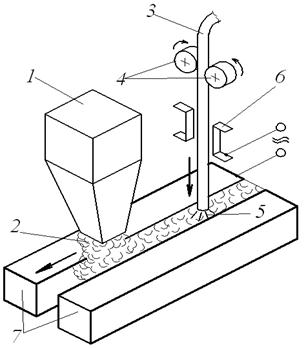
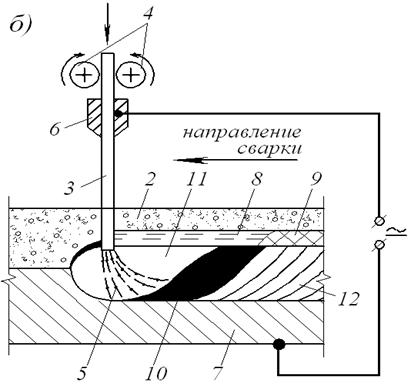
Рис. 10.8. Схема процесса автоматической сварки под слоем флюса:
а – схема сварки; б – сварочный процесс в зоне дуги;
1 – бункер; 2 – нерасплавленный флюс; 3 – электродная проволока;
4 – ведущий и нажимной ролики; 5 – сварочная дуга; 6 – токоподводящий мундштук; 7 – свариваемое изделие; 8 – жидкотягучая пленка шлака;
9 – шлаковая корка; 10 – сварочная ванна (расплавленный металл);
11 – замкнутая парогазовая полость; 12 – сварной шов
3. Экономия электродного металла при значительном снижении потерь на угар, разбрызгивание металла и огарки. При ручной сварке эти потери достигают 20…30%, а при автоматической сварке под флюсом они не превышают 2…5%.
4. Улучшение условий труда сварщиков.
Однако автоматическая сварка имеет свои недостатки: ограниченная маневренность сварочных автоматов; сварка выполняется, главным образом, в нижнем положении; невозможность визуального наблюдения за горением дуги и формированием шва; засыпка и уборка флюса требуют дополнительных трудозатрат.
Сварочным флюсом называется неметаллический материал, расплав которого необходим для сварки и улучшения качества шва. Флюс защищает дугу и сварочную ванну от вредного воздействия окружающего воздуха и осуществляет металлургическую обработку сварочной ванны. Флюс должен обеспечивать хорошее формирование и надлежащий химический состав шва, высокие механические свойства сварного соединения, устойчивость процесса сварки. По способу изготовления флюсы разделяют на плавленые и неплавленые. Плавленые флюсы представляют сплав окислов и солей SiO2, MnО, CaF2 (флюсы марок АН-348А, ОСЦ-45). Неплавленые флюсы (керамические) – это механическая смесь элементов, окислов и солей (рутил, марганцевая руда, кварцевый песок, марганец).
Преимуществом плавленых флюсов являются высокие технологические свойства (защита и формирование шва, отделимость шлаковой корки) и механическая прочность. Преимуществом керамических флюсов является возможность легирования металла шва через флюс. Наиболее широкое распространение получили плавленые флюсы.
Оборудование для сварки под слоем флюса.Сварочное оборудование по своему назначению делят на два вида: основное, с помощью которого осуществляют собственно сварку; вспомогательное, предназначенное для установки и перемещения свариваемых конструкций, сварочных автоматов, полуавтоматов в процессе сварки (манипуляторы, вращатели, кантователи, тележки, площадки, столы и т.п.).
Для выполнения сварки под слоем флюса предназначены подвесные сварочные автоматы (А-1401, А-639 и др.) и автоматы тракторного типа (АДФ-1001, АДФ-1202). В процессе сварки подвесные автоматы перемещаются вдоль шва по специальным направляющим, закрепленным над свариваемыми конструкциями. Сварочные тракторы могут перемещаться вдоль шва как по направляющим, так и непосредственно по конструкции.
Трактор комплектуется сварочным выпрямителем марки ВДУ-1202, в который встроен блок управления трактором.
Технические характеристики сварочного трактора АДФ-1202 представлены в табл. 10.3.
Технические характеристики сварочного трактора АДФ-1202
| Параметр | Характеристика |
| Напряжение питания (50 Гц), В Номинальная потребляемая мощность, кВА Максимальный сварочный ток, А Диапазон регулирования сварочного тока, А Род сварочного тока Защитная среда Диапазон регулирования напряжения на дуге, В Диаметр электродной проволоки, мм Скорость подачи электродной проволоки, м/мин Скорость сварки, м/мин Масса: источника питания, кг сварочного трактора, кг | 3×380 300…1250 постоянный флюс 24…56 2…6 1…6 0,2…2 |
Трактор обеспечивает возможность выполнения стыковых и угловых швов вертикальным и наклонным электродами. При сварке электрод может находиться в пределах колесной базы трактора или вне ее, то есть. может быть вынесен в сторону. Для корректировки положения электродов относительно шва предусмотрено его перемещение в поперечном направлении.
Механизированная сварка под слоем флюса выполняется с помощью полуавтоматов, не имеющих механизма перемещения электродов вдоль шва. Это перемещение сварщик выполняет вручную.
Выбор режима автоматической сварки и его влияние на форму шва. Форма и размеры шва оказывают существенное влияние на структуру сварного шва и механические свойства сварного соединения и определяются режимами сварки. Параметры режима сварки: величина сварочного тока, напряжение дуги, род и полярность тока, диаметр электрода, скорость сварки, скорость подачи электрода, величина вылета электрода, положение изделия, марка и грануляция флюса.
С увеличением сварочного тока увеличивается количество выделяемого тепла и повышается давление дуги. Дуга углубляется в основной металл, глубина провара возрастает. В результате погружения дуги ширина провара изменяется незначительно. Увеличение тока повышает скорость плавления электродной проволоки.
Повышение напряжения на дуге влечет за собой увеличение площади основания конуса дуги, следовательно, и ширины шва. При повышении напряжения глубина провара увеличивается незначительно.
С уменьшением диаметра электрода при неизменной силе тока увеличивается плотность тока, уменьшается блуждание дуги, происходит концентрация тепла на малой площади свариваемого металла и, следовательно, уменьшается ширина шва и увеличивается глубина провара.
При высоких скоростях сварки уменьшаются глубина и ширина провара. На глубину провара также оказывают влияние размеры зерен флюса. При применении более мелкого флюса глубина провара увеличивается.
Режимы автоматической сварки

Режимы автоматической сварки под флюсом выбираются на основании сила сварочного тока, его рода и полярности, напряжения электрической дуги, скорости сварки, диаметра электродной проволоки, а также скорости, с которой проволока подается в зону сварки.
Не столь важными, но тоже имеющими значимость при выборе режима сварки являются данные о величине вылета электрода, угле наклона электрода и свариваемых кромок, составе флюса для автоматической сварки, виде сварного соединения, а также информация о подготовке металла под сварку. Важно уметь правильно подобрать режим, чтобы сварочный шов получился крепким, а сам процесс был правильно выстроен.
Режимы автоматической сварки и основные параметры
Технические условия (ТУ) для сварки различных изделий содержат всю информацию, необходимую для работы мастера. При отсутствии таких данных специалист подбирает нужный режим сварки, проводя эксперименты на заготовках, выполненных из аналогичного сплава.

Используется несколько различных методов создания соединений. Однако при применении автоматизированного процесса отдают предпочтение электродуговой сварке с защитой флюсом. Специалисты называют ее самой эффективной. В данной статье мы затронем режимы автоматической сварки и расчет основных параметров их проведения.
Примечание. Сварка под флюсом в автоматическом режиме целесообразна, если толщина обрабатываемого изделия (мм) в пределах 5–50.
Основные особенности процесса:
- Необходимо аккуратно и скрупулезно проводить обработку краев шва. Причина заключается в пористой структуре разъема, из-за чего часто образуются трещины, причем это относится ко всему шву.
- Проводить сварку следует сразу после обработки краев.
- Требования к материалам заготовки и электродов достаточно высоки.
Важными параметрами сварки являются:
Глубина провара во многом зависит от величины тока, проходящего через дугу. На нее оказывает влияние состав сплава, толщина заготовки, а также рисунок предстоящей сварки.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Для перераспределения тепла между заготовкой и электродом (плавящимся) чрезвычайно важна полярность электрического тока: прямая используется специалистами для того, чтобы повысить количество наплавляемого материала в шве. Однако она приводит к разбрызгиванию металла из сварочной ванны и снижает стойкость горения дуги.

Но чаще используют обратную полярность. Ее предпочитают для работы под защитой флюсом с большинством металлов, исключение составляет только алюминий.
Правильность формы сечения соединения во многом зависит от того, насколько оптимальным был выбор скорости сварки. Она оказывает прямое влияние на время прохождения сварочных процессов (металлургических и тепловых), а также на срок жидкого состояния ванны. Обратное влияние скорость оказывает на погонную энергию и расход тепла.
С изменением показателя скорости соединения меняются коэффициент формы сечения, ширина и глубина шва.
Напряжение влияет на размер контактного пятна дуги при ее соприкосновении с металлом. Увеличение приводит к его возрастанию. Низкое напряжение приводит к созданию вогнутого валика шва, не имеющего усиления. Кроме того происходит появление подрезов по линии шва. Высокое напряжение способствует узкой зоне проплавки и создает усиление шва.
Плотность тока обратно пропорциональна диаметру электродной проволоки при определенном токе.
Плотность тока увеличивается с уменьшением диаметра электрода. Возрастая, плотность тока уменьшает коэффициент формы соединения.
Пошаговый алгоритм расчета режимов автоматической сварки

- Определяются вводные – какой необходимо создать тип шва, толщина используемого металла, параметры используемого оборудования: его мощность и производительность.
- Конструктор создает чертеж шва с расчетом требуемых параметров. Он должен быть выполнен в масштабе и разрезе.
- Затем высчитываются размер силы тока, диаметр используемого электрода и скорость, с которой планируется его подавать.
- Проводится расчет скорости проведения сварки в автоматическом режиме.
- Последним необходимо определить площадь создаваемого провара. В дальнейшем, при выполнении шва, значение данного показателя должно совпадать с образцом на чертеже. Отклонение не может превышать 10 % в обе стороны. Если оно становится больше, то меняются параметры дуги, в первую очередь, напряжение, и скорость работ.
Конструкторская документация должна включать следующие параметры: толщину заготовок, тип разделки швов в соответствии с требованиями ГОСТа к определенным видам и маркам металла, а также их форма. Технологии, которыми планируется пользоваться для проведения работ, оказывают влияние на подготовку краев деталей к соединению и режимы автоматической дуговой сварки.
Используются следующие формулы для расчета параметров сварки:
Q – удельная тепловая энергия (кДж/мм);
I – сварочный ток (А);
U – напряжение на дуге (В);
V – скорость сварки (мм/мин.);
к – коэффициент полезного тепловложения (для сварки под флюсом К = 0,9).
Коэффициент формы сечения шва рекомендуется в диапазоне 1…1,5. F=S / h, где:
h – глубина проплавления.
Надо отметить, что статья содержит только общую информацию, включающую особенности и режимы автоматической сварки под слоем флюса. На работу оказывает влияние сорт (марки) стали, флюс, применяемый для сварки и прочие факторы. Важно также уметь находить и пользоваться таблицами, с помощью которых можно сделать расчет оптимального режима сварки.
Критерии выбора режима автоматической сварки под флюсом
К основным параметрам выбора различных режимов сварки автоматом с защитой флюсом относятся: толщина кромок соединяемых изделий, требования, предъявляемые к геометрии (размерам и формам) швов (они зависят от глубины, на которую проплавляется металл), и ширина соединения.
Рекомендуем статьи по металлообработке
В ходе выбора режима работы, опираясь на толщину деталей, определяют диаметр проволоки. После чего рассчитывают сварочный ток, исходя уже из диаметра электрода. Затем высчитывается, с какими скоростями следует подавать проволоку в сварную ванну и производить сварку.

Электродная проволока, используемая для сварки автоматом, должна иметь сплошное сечение, а диаметр может колебаться от 1 до 6 мм. И это при силе тока от 150 до 2000 А. Напряжение дуги – от 22 до 55 В. Данные таблицы, которая приводится ниже, позволяют приблизительно определять режимы автоматической сварки под флюсом:
Свариваемый материал
Толщина металла, мм
Вид шва
Форма кромок
Зазор, мм
Диаметр электрода, мм
Сила тока, А
Напряжение, В при токе:
Скорость сварки, м/ч
переменном
постоянном (обратной полярности)
3
Односторонний
Без разделки
0–1,5
2
250–500
28–30
26–28
48–50
5
0–2
400–450
38–40
10
2–4
700–750
34–38
30–34
Двусторонний
1–3
650–700
32–34
20
5–7
950–1000
40–44
32–36
18–20
750–800
38–42
22–24
30
6–8
16–18
6
V-образная, 60°
250–280
30–32
25–28
350–380
17–20
12
500–550
30–36
Сварка титана и его сплавов
4
340–360
45–55
8
16
590–600
40–50
520–540
40–42
40
800–820
42–44
Влияние выбранного режима автоматической сварки на глубину проплавления и ширину шва

- Влияние силы тока и напряжения сварочной дуги.
С возрастанием силы тока увеличиваются и давление дуги, и тепловая мощность. Соответственно, глубже становится проплавка металла. Однако ширина сварного соединения практически не меняется.
При увеличении напряжения дуги ее подвижность также возрастает. Одновременно растет и доля тепла, расходуемого на расплавку флюса. Вместе с тем, шире становится сварное соединение, при этом глубина проплавки меняется мало.
При выборе большего диаметра электрода и неизменной величины тока снижается глубина проплава металла. Ширина соединения при этом возрастает из-за того, что подвижность дуги увеличивается.
При росте скорости сварки уменьшается глубина проплава и ширина соединения. Это происходит потому, что количество расплавляемого металла снижается по сравнению с работой на меньшей скорости.
Одновременно с изменением полярности и рода тока меняются форма и размер соединения. Причина кроется в больших переменах количества тепловой энергии, которая возникает на дуге (ее аноде и катоде). Глубина проплавки снизится от 40 до 50 % при прямой полярности постоянного тока и на 15–20 % – при переменном токе. И это в сравнении с постоянным током обратной полярности.
Следовательно, сварное соединение малой ширины, в котором глубина проплава должна быть достаточно большой (примером может служить стыковой шов или угловое соединение без разделки), следует выполнять с помощью постоянного тока обратной полярности.
Вылет проволоки возрастает вместе с увеличением скоростей подогрева и плавления. Следовательно, увеличивается объем сварной ванны из-за металла электродной проволоки, что создает препятствие плавлению основного металла. Соответственно, глубина проплава снижается. Зная данную особенность, можно в ходе автоматической наплавки увеличить ее производительность.
Иногда (большей частью в процессе той же автоматической наплавки) электрод перемещают с различными амплитудой и частотой поперек кромок. Это сильно меняет как размер, так и форму сварного соединения. Таким образом происходит уменьшение глубины проплава и увеличение ширины шва изделия.
Данный способ сварки снижает возможность прожога в ходе создания стыковых соединений, в которых зазор между кромками достаточно большой. Этого же можно добиться при работе сдвоенным электродом, расположив их поперек движения сварки. При их размещении вдоль сварного движения глубина проплава увеличится.
При наклоне электрода вперед возможно подтекание расплавленного металла в сварную ванну. По этой причине может снизиться глубина проплава и увеличиться ширина соединения. Если же наклонить электрод назад, сварная дуга будет отсекать расплавленный металл от рабочей зоны. Вследствие этого уменьшится глубина проплава и возрастет ширина соединения.
По аналогии с вышесказанным, при сварном соединении, выполняемом на спуск, уменьшается глубина проплава и увеличивается ширина шва. А при соединении на подъем происходит обратный процесс – увеличивается глубина проплава и уменьшается ширина шва.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка под флюсом

Сварка под флюсом является технологией соединения металлических деталей/заготовок. Существуют различные способы сваривания: ручной, полуавтоматический, автоматический. Соответственно, используется различное оборудование, подбираются определенные режимы.
Благодаря своим неоспоримым преимуществам: точность, скорость, защита шва от коррозии, сварка под флюсом используется практически во всех сферах металлообработки: от машиностроения до изготовления труб большого диаметра и использования на мелких промышленных предприятиях. Как все происходит по технологии и какие проблемы часто возникают в ходе работы, подробно расписано в статье ниже.
Преимущества и недостатки сварки под флюсом
Сварщики знают о негативном воздействии кислорода при сварке и его воздействии на долговечность изделия и качество сварного соединения. Окислительные процессы являются причиной появления трещин на металлических сварных соединениях. Соблюдение технологичности процесса помогает избежать таких негативных моментов. Одной из них является сварка под флюсом. Это один из самых эффективных способов сварки металлов, обеспечивающий прочное и ровное сварное соединение. Но чтобы выполнить такой шов, необходимо наличие специального оборудования и соответствующий уровень квалификации сварщика.

Соединить детали из нержавейки, алюминия и меди зачастую просто невозможно без использования автоматической дуговой сварки под слоем флюса, который выполняет функцию защиты от воздействия кислорода. То же самое касается и классического метода с использованием ручной или полуавтоматической сварки. Плавление металла и соединение заготовок может происходить только при достижении высокой температуры электрической дуги.
Дуговая сварка зачастую сопровождается искрами и брызгами, а также повышенной задымленностью и интенсивным ультрафиолетовым излучением. При использовании технологии сварки под слоем флюса такие факторы исключаются, так как вся расплавленная ванна полностью находится под его толстым слоем, что делает этот процесс безопасным.
Помимо этого, нейтрализация дыма и излучения делает сварку под флюсом более безопасной относительно других способов сварных соединений. Операторам, осуществляющим контроль сварки, не нужно надевать защитную одежду, для этого подойдет и стандартная рабочая униформа.

Так как при дуговой сварке под флюсом используется электричество, то ее не нужно наносить под давлением. Помимо этого, повышенный уровень тепла, выделяемый в процессе сварки, позволяет соединять толстостенные заготовки.
Особенностью сварки под флюсом является ее высокая скорость осаждения металла. Именно это свойство может обеспечить глубокую сварную ванну. Сварка с применением порошковой проволоки под флюсом может ускорить осаждение по сравнению с использованием сплошной проволоки.
Помимо этого, большая концентрация тепла способствует ускорению сварки, скорость может достигать 5 м/мин. В результате структура выполненного шва становится более вязкой, долговечной, однородной и приобретает повышенную коррозионную стойкость. Кроме этого, сварное соединение выглядит более сглаженным и аккуратным.
Самой сложной задачей при сварочных работах является избежание деформаций сварного шва. Причиной служит расширение и сжатие металла, а также неоднородных цветных металлов. Так как при сварке под слоем флюса применяется ускоренное сваривание с повышенной тепловой концентрацией, то это позволяет избежать таких нарушений.
Такая технология сварки выполняется не только в помещении, но и на открытом пространстве. Даже при небольшом ветре дуговую сварку под флюсом можно выполнить без нарушений требований, предъявляемых к таким видам работ.
Имеется и ряд недостатков:
- Повышенная сложность настройки оборудования.
- Невозможность проведения сварочных работ в потолочном и вертикальном положениях.
- Неровные края поверхностей свариваемых деталей, которые не позволяют выполнять качественное сварное соединение.
Кроме того, проконтролировать качество сварки сложно, так как сварное соединение находится под слоем флюса.
Сферы применения сварки под флюсом
Однако такая технология в промышленных масштабах оправдывает себя, так как обеспечивает повышение производительности труда, улучшает качество сварного соединения и надежность металлоконструкции в целом.

Сварка под слоем флюса нашла широкое применение в следующих промышленных отраслях:
- Судостроение. Корпус судна состоит из предварительно сваренных секций, изготовленных с помощью автоматической или полуавтоматической сварки. С помощью технологии секционной сборки значительно сокращаются сроки изготовления. В промышленном масштабе проведение сварочных работ при соблюдении технологии обеспечивает высокое качество сварного соединения.
- Нефтедобывающая отрасль. Методика позволяет производить сборку резервуаров из заготовок на месте при помощи сваривания стальных листов в полотнища рулонного типа.
- Изготовление труб большого диаметра для водных коммуникаций, нефтяной и газовой отрасли.
- В машиностроительной индустрии при массовом производстве металлоконструкций: вагонеток, вагонов, автомобильных колес и подобных изделий.
Существуют технологии сваривания цветных металлов, алюминия, титана и его сплавов, что дает возможность использовать сварку под флюсом при производстве высоконадежных конструкций, летательных аппаратов, бытовой и промышленной аппаратуры.
Необходимое оборудование для сварки под флюсом
Для выполнения автоматической дуговой сварки под слоем флюса необходимо обеспечить рабочее место:
- Сварочной плитой. Ее следует устанавливать на бетонную платформу, потому что она изготавливается из материалов, которые устойчивы не только к высоким температурам, но к резким температурным перепадам.
- Наплавной проволокой. Ее толщина обычно составляет от 0,3 до 12 мм, состоит из такого же материала, что и свариваемое изделие.
- Неплавящимся электродом, который включает металлический сердечник и керамическую оболочку.
- Системой, выполняющей подачу флюсовых частиц, состоящую из шланга необходимого диаметра и резервуара.
- Системой контроля. У автоматических установок она более модернизирована, чем у полуавтоматических.
При крупносерийных масштабах производства обычно используют специальный сборочный автоматический стенд, который позволяет не только сваривать любые конструкции, но и обеспечивает надежную фиксацию заготовок в том положении, в котором они должны остаться в готовом изделии. Такое оборудование обеспечивает повышенную надежность закрепления заготовок и позволяет исключить любые отклонения формы и соединения всей конструкции, несмотря на то, что сварщик при работе не видит шов.

Такая технология является идеальной при нанесении угловых и стыковых сварных соединений, процесс происходит быстро, с обеспечением требуемых параметров качества и надежности соединения. Управление конструкцией происходит в автоматическом режиме, поэтому стоит довольно дорого. В некоторых случаях, в качестве альтернативного варианта, стенд может быть оснащен мобильными головками.
Цена на полуавтомат намного ниже, однако такое оборудование требует намного большего участия сварщика в процессе. Оператор должен постоянно следить за вылетом электрода и направлением проволоки, несмотря на то, что последняя подается в автоматическом режиме. Мастер самостоятельно подбирает угол наклона электрода, варьирует скорость при нанесении шва и мощность напряжения согласно специфике обрабатываемого изделия.
Ручным оборудованием чаще всего пользуются любители-сварщики в частных мастерских, хотя бывают и особые случаи применения, если оно наиболее удобно из всех вариантов для сварки изделий. Ручную сварку можно применять из любых положений и даже в неудобных труднодоступных местах.
Виды флюсов для сварки
По методу изготовления флюсы могут быть:
- плавлеными;
- неплавлеными (керамическими).
Первый тип флюсов (плавленые) изготавливается из смеси кварцевого песка и шлакообразующих марганцевых руд. Сначала их размалывают, перемешивают, а затем расплавляют и гранулируют. Такой вид флюсов является относительно экономичным и в основном применяется для сваривания заготовок из низколегированных сталей.

В состав неплавленого вида флюса входят соли амфотерных металлов и окислителей, которые сначала измельчаются, перемешиваются с жидким стеклом до образования однородной массы, а затем гранулируются и прокаливаются.
Керамический вид обладает мелкодисперсной порошкообразной структурой, используется для сварки под флюсом высоколегированных сталей и сплавов на их основе, причем для конкретной марки свариваемой стали подбирается определенный состав флюса.
По химическому составу флюсы подразделяют на:
- оксидные;
- солевые;
- смешанные.
В состав оксидных флюсов, используемых для сваривания низкоуглеродистых сталей, входят кремний и оксиды активных металлов. Солевой тип флюсов содержит соли хлоридов и фторидов, используется для электросварки стали, легированной хромом и никелем, а также титана. В смешанных флюсах, предназначенных для сварки деталей из разных металлов или многокомпонентных сплавов, используются различные пропорции сочетания солей и оксидов металлов.
Технология сварки под флюсом
При автоматической сварке под слоем флюса скорость перемещения и траектория электрода, как и подача проволоки, регулируется управляющим процессором, функция оператора заключается в отслеживании состояния контроллеров процесса на случай необходимости экстренного отключения сварочного оборудования.
При полуавтоматической сварке под слоем флюса происходит автоматическое регулирование силы тока сварки, угла наклона электрода относительно линии сварки и скорости подачи проволоки, а ведение дуги выполняет сам сварщик вручную при помощи дистанционного управления или рукоятки. При использовании сварочного полуавтомата появляется возможность изменять некоторые параметры тока вручную непосредственно во время выполнения сварного соединения.
Метод ручной сварки под слоем флюса используют при наличии небольших сварочных установок, в которых система подачи флюса встроена в неплавящийся электрод. На сварщика возлагается обязанность регулировать в ручном режиме при помощи специальных кнопок скорость движения электрода и угол его наклона, подачу флюса и силу сварочного тока, а также следить за правильной траекторией движения.
Существует общая последовательность операций при сварке под флюсом:
- Удаление с поверхности заготовок оксидной пленки.
- Закрепление детали на сварочной плите.
- Выбор режимов настройки сварочного оборудования.
- Заполнение резервуара флюсом.
- Установка бухты с наплавной проволокой, присоединение свободного конца к электроду.
- Непосредственно сваривание деталей.
- Сбор неизрасходованного флюса после остывания заготовок и зачистка сварочного шва от шлака.
Во избежание холостой работы электрода и повреждения деталей следует особенно обращать внимание на расход флюса и проволоки.
Выбор подходящего режима сварки под флюсом
Выбор режимов сварки под слоем флюса зависит от таких показателей, как выбор способа удерживания сварочной ванны, планируемое количество проходов при нанесении будущего шва, толщина кромочных поверхностей и метод их разделки. Помимо этого, выбор технологии сварки зависит от вылета электрода и положения самого изделия, скорости сварки, диаметра сечения проволоки, напряжения и силы тока. При расчете перед обработкой для каждой детали используются индивидуальные параметры.
К примеру, если толщина заготовки не больше 30 мм, то для сварки под слоем флюса стыкового шва, что бывает чаще всего, будет достаточно одного одностороннего прохода. При большей толщине шов следует проварить с обеих сторон и желательно ввести дополнительные проходы.
Смысл одностороннего сваривания может быть лишь в том случае, если используется материал, который не боится перегревания и на швах не образуются сварочные трещины.
Для каждого конкретного задания можно выделить несколько параметров, которые следует всегда учитывать при подборе режимов сварки под слоем флюса:
| Толщина металла, мм | Диаметр проволоки, мм | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч |
|---|---|---|---|---|
| 3 | 2 | 250–500 | 28–30 | 48–50 |
| 5 | 2 | 400–450 | 28–30 | 38–40 |
| 10 | 5 | 700–750 | 34–38 | 28–30 |
| 20 | 5 | 750–800 | 38–42 | 22–24 |
| 30 | 5 | 950–1000 | 40–44 | 16–18 |
Рекомендуемые табличные значения можно использовать для сварки под флюсом сталей с высоким, средним и низким содержанием углерода.
При сваривании тонколистового металла (до 6 мм) разделка кромочных поверхностей при подготовке изделия к обработке не производится. Для этого перед работой необходимо разместить свариваемые поверхности с минимальным зазором. При толщине стенки свариваемых деталей от 10 до 12 мм следует, наоборот, оставить зазор, благодаря этому сварное соединение будет более качественным, а также приведет к уменьшению лишнего объема расплавленного металла. В обоих случаях используются особые способы закрепления заготовок – или при помощи подкладки, или с добавлением подварочного шва либо методом предварительной сборки «в замок».
Для сваривания металлических листов толщиной до 10 мм лучше использовать подкладку. Обычно она представляет собой стальную пластину толщиной от 3 до 6 мм и шириной от 3 до 5 см.
Метод сварки «в замок» применяется для соединения ответственных конструкций, при которых прожог материала считается недопустимым. Также он является лучшим способом соединения тяжелых и объемных конструкций. Необходимо сказать, что подварочный шов редко используется при сварке, его применяют, только когда перекантовку изделия осуществить невозможно.
Проблемы, возникающие в процессе сварки под флюсом
Новичок-сварщик, неукоснительно соблюдающий инструкции, все равно может столкнуться с такими проблемами, которые ему непонятны. Самый образный пример – поры на сварном шве, которые говорят о том, что под слоем флюсом оказался газ. Чаще всего пористость появляется из-за наличия углекислого газа или водорода, в редких случаях из-за азота, поры которого появляются только при обработке микролегированных сталей, если такие материалы обладают нитридным упрочнением.
С такой же проблемой можно столкнуться, если металл разрезался плазменным резаком. Если сварочная ванна имеет малое процентное содержание раскислителей, то углекислый газ может проникать под слой флюса. Чтобы исключить образование пор, жидкую ванну обогащают как минимум 0,2 % кремния. Кроме того, раскисление может произойти при понижении температуры и, наоборот, концентрация углекислого газа будет расти с ее повышением.
Самой частой причиной появления пор при сварке под слоем флюса является наличие водорода, который появляется из-за недостаточной зачистки кромочных поверхностей от ржавчины и других загрязнений, а также из-за влажного флюса.
Рекомендуем статьи
Напоследок стоит сказать, что плавкий материал, который используется при сварке под слоем флюса, находится в твердом гранулированном состоянии в течение всего сварочного процесса, что позволяет на 50–90 % повторно его использовать при последующей сварке.
Автоматическая сварка под флюсом несколькими электродными проволоками
а – двух электродная или двухдуговая сварка в общую ванну с поперечным расположением проволок; б – то же, с продольным расположением; в – двухдуговая сварка в раздельные ванны; 1 – электродная проволока; 2 – дуга; 3 – общая сварочная ванна; 4 – раздельные сварочные ванны
В строительстве преимущественно применяют сварочные автоматы тракторного типа, перемещающиеся непосредственно по свариваемым деталям. На заводах — изготовителях металлоконструкций используют также подвесные самоходные сварочные автоматы, которыми, как правило, комплектуют сварочные стенды и поточные линии. Такие автоматы подвешиваются и перемещаются по специальным направляющим рельсам, закрепленным на стенде. Автоматы могут быть в однодуговом, двухдуговом и двухэлектродном исполнении с питанием от источников переменного или постоянною тока.


Рисунок – Вид сварочного трактора АДФ-630 (а) и подвесной установки 2ТС-17С (б)
Автоматы однодуговые тракторного типа выпускаются, в основном, серии АДФ (А – автомат, Д – для дуговой сварки, Ф – под флюсом, Г – с использованием газовой защиты). Эти автоматы предназначены для сварки стыковых и угловых швов стальных конструкций. Сварка может осуществляться переменным или постоянным током до 1250 А. Схемы управления автоматов выполнены на полупроводниковых элементах и смонтированы в пульте управления на тракторе Ш1и в источнике питания. В связи с этим промежуточные щкафы управления отсутствуют, что существенно облегчает эксплуатацию автомата, особенно в условиях монтажном площадки
Таблица – Сварочные автоматы Каховского завода электросварочного оборудования (Украина)
| КА 001 | автомат осуществляет сварку вертикальным электродом, соединений в нижнем положении и наклонным электродом – угловых швов, высокая повторяемость установленных режимов сварки |
| КА 002 | автомат осуществляет сварку как внутри колеи, так и вне базы. Подача электродной проволоки, и скорость сварки обеспечиваются независимыми приводами постоянного тока с обратной связью. |
| А1406 | автомат устанавливается на наплавочные станки и может обеспечивать следующие способы сварки и наплавки: в среде защитного газа (СО2); открытой дугой порошковой проволокой и порошковой лентой; под слоем флюса сплошной проволокой; открытой дугой расщепленным электродом. |
| А-535 | автомат для однопроходной электрошлаковой сварки с двухсторонним принудительным формированием шва металлов толщиной до 500 мм. Аппарат позволяет осуществлять сварку продольных и кольцевых швов, стыковых, угловых и тавровых соединений |
| АД-231 | автомат подвесной самоходный предназначен для широкого круга наплавочных и сварочных работ в продолжительном режиме различными электродами. Может использоваться при наплавке тел вращения, а также плоских деталей и изделий сложной формы. |
Современные установки для автоматической сварки оборудованы (рисунок ) микропроцессорными блоками управления, плавной регулировкой скорости подачи электродной проволоки, сварочного тока, скорости сварки, лазерным указателем для визуального контроля положения сварочной проволоки относительно оси шва, цифровой индикацией величины сварочного тока и напряжения.
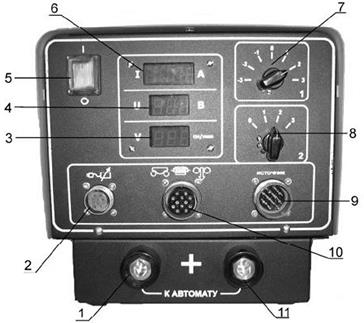
Рисунок – Общий вид блока управления сварочным автоматом АДФ-800
1, 11 – Разъемы для подключения силовых кабелей.
2 – Разъем для подключения кабеля управления к ПУ АДФ-800.
3 – Индикатор скорости сварки.
4 – Индикатор сварочного напряжения.
5 – Выключатель напряжения питания автомата.
6 – Индикатор сварочного тока.
7, 8 – Переключатель режимов сварки.
9 – Разъем для подключения кабеля управления к СИ.
10 – Разъем для подключения кабеля управления к автомату
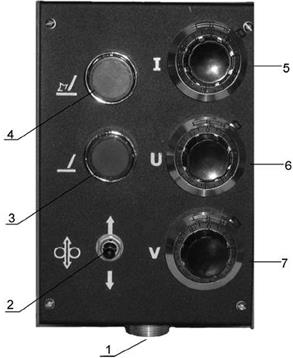
Рисунок – Общий вид пульта управления сварочным автоматом АДФ-800
1 – Разъем для подключения кабеля управления.
2 – Тумблер "Наладочное перемещение проволоки".
5 – Регулятор задания скорости подачи проволоки.
6 – Регулятор задания сварочного напряжения.
7 – Регулятор задания скорости сварки.
Таблица – Сварочные автоматы фирмы Сэлма (Украина)
| марка | описание |
| АДФ-630 | Сварочный автомат предназначен для автоматической однослойной, многослойной сварки и наплавки электродной проволокой под слоем флюса изделий из малоуглеродистых и низколегированных сталей на постоянном токе. |
| АДФ-800 | Специальный автомат для дуговой сварки плавящимся электродом предназначен для автоматической сварки под флюсом на постоянном токе прямолинейных ребер жесткости большой протяженности высотой от 80 мм и более из сортового проката к плоским листам из малоуглеродистых и низколегированных сталей угловыми швами. |
| АСУ-5 | Автомат сварочный угловой предназначен для электродуговой сварки плавящимся электродом угловых швов под флюсом прямолинейных, криволинейных и кольцевых ребер жесткости высотой более 170 мм, при этом: минимальное расстояние между осями ребер жесткости – 450 мм; радиус кривизны ребер жесткости более 2 м; угол, определяющий взаимное положение ребер жесткости и корпусной конструкции, может меняться в пределах от 72° до 108°; ребра жесткости могут быть с поперечным сечением в виде «бульбообразного» профиля №18…№24б или таврового сечения |
| АДФ-1000 «ТВИН» | Автомат для дуговой сварки плавящимся электродом предназначен для автоматической однослойной и многослойной сварки под флюсом на постоянном токе прямолинейных стыковых и угловых швов, швов в «тавр», стыковых швов с разделкой и без разделки кромок. Сварка осуществляется сдвоенной проволокой (сварка «расщепленной» дугой). Электроды по отношению к направлению сварки могут быть расположены последовательно, перпендикулярно или под углом. АДФ-1000 представляет собой самоходное устройство, в котором подача сварочной проволоки, перемещение, и защита дуги происходит автоматически по определенной программе. Швы могут быть прямолинейными и кольцевыми. В процессе работы трактор передвигается по изделию или по уложенной на изделие направляющей линейке. |
| АДФ-1250 | Автомат для дуговой сварки плавящимся электродом представляет собой самоходное устройство, в котором подача сварочной проволоки, перемещение, и защита дуги происходит автоматически по определенной программе. Трактор производит сварку соединений встык с разделкой и без разделки кромок, угловых швов наклонным электродом, а так же нахлесточных швов. Швы могут быть прямолинейными и кольцевыми. В процессе работы трактор передвигается по изделию или по уложенной на нем направляющей линейке. |
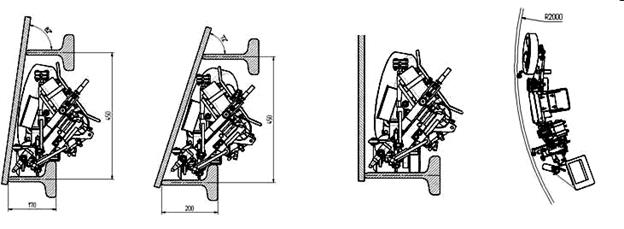
Рисунок – Примеры использования установки трактора марки АСУ-5 на свариваемых изделиях
Автоматы для сварки горизонтальных швов заметно отличаются от автоматов для сварки швов в нижнем положении. Это обусловлено спецификой самого процесса сварки на вертикальной плоскости, в том числе необходимостью удержания флюса в зоне дуги с помощью так называемых флюсоудерживающих устройств. Автоматы со свободным формированием шва конструктивно могут быть двух типов: автоматы, органически входящие в состав передвижных, предназначенных для сварки кольцевых швов навесных сварочных установок, перемещающихся по верхней кромке свариваемого изделия вместе со сварщиком оператором (рисунок ).
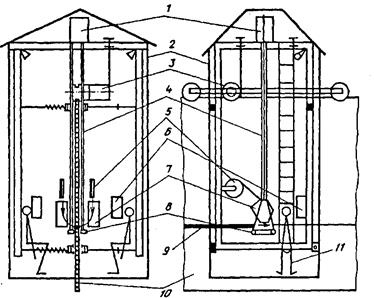
Рисунок – Установка для автоматической сварки под флюсом горизонтальных кольцевых швов
1 – флюсовый бункер; 2 – навесная самоходная кабина; 3 – механизм перемещения кабины; 4 – флюсовый трубопровод; 5 – кассета для проволоки; 6 – пульт управления; 7 – сварочная головка (часть автомата, включающая мундштук, механизм подачи проволоки, механизм настройки и корректировочных перемещений); 8 – флюсоудерживающее устройство; 9 – сварной шов; 10 – свариваемая деталь; 11 – сварщик-оператор
Узел сварочной горелки имеет полностью регулируемую горелку и регулируемый транспортёр системы подачи флюса с трубками подачи и подбора. Имеющийся направляющий щуп предназначен для позиционирования дуги относительно шва.
Рисунок – Узел сварочной горелки и конвейер для флюса
Неиспользованный флюс собирается с ленточного конвейера и подаётся на устройство просеивания, оборудованное магнитами для задержания попавших на конвейер сварочных брызг и металлических частиц. Далее годный к повторному использованию флюс поступает вновь в бункер для флюса.
Для сварки горизонтальных кольцевых швов Инструкции ВНИПИ Промстальконструкция изготовила автомат «Горизонталь» (рисунок ). Технические характеристики: номинальный сварочный ток 500 А, диаметр электродной проволоки 2 мм, скорость подачи проволоки 100 – 600 м/ч, скорость сварки 10 – 60 м/ч, источник сварочного тока — выпрямитель ВДУ-506. Автомат пригоден для сварки прямолинейных и криволинейных соединений с миниальным радиусом кривизны 0,7 м. Им можно сваривать короткие и протяженные швы листовых и сплошностенчатых конструкций при различных схемах монтажа.
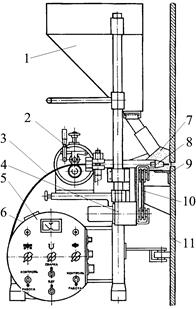
Рисунок – Автомат типа "Горизонталь" для сварки под флюсом горизонтальных соединений
1 – флюсовый бункер; 2 – механизм подачи проволоки; 3 – сварочная проволока; 4 – механизм перемещения; 5 – пульт управления; 6 – кассета с проволокой; 7 – флюс; 8 – мундштук; 9 – флюсоудерживающее устройство; 10 – направляющий рельс; 11 – свариваемые листы
Читайте также: