На какую длину следует зачищать арматурные стержни перед сваркой
Обновлено: 04.10.2024
10.2.9. Автоматизированную электрошлаковую сварку элементов независимо от их толщины в конструкциях из низколегированных или углеродистых сталей допускается выполнять без предварительного подогрева при температуре воздуха до минус 65 °C.
10.2.10. Места приварки монтажных приспособлений к элементам конструкций из стали толщиной более 25 мм с пределом текучести 440 МПа (45 кгс/мм 2 ) и более необходимо предварительно подогреть до 120 - 160 °C.
10.2.11. В конструкциях, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °C и до минус 65 °C, включая вышлифовку, резку и заварку восстанавливаемого участка шва, следует выполнять после его подогрева до 120 - 160 °C.
10.2.12. Требования к способу подогрева, оборудованию, контролю температуры и другие сведения должны содержаться в технологических регламентах к ППСР.
10.2.13. Швы соединений листовых объемных и сплошностенчатых конструкций толщиной более 20 мм при ручной дуговой сварке надлежит выполнять с применением техники сварки, обеспечивающей уменьшение скорости охлаждения сварного соединения (секционным обратноступенчатым, секционным двойным слоем, каскадом, секционным каскадом) по ППСР.
10.2.14. При двусторонней ручной или механизированной дуговой сварке стыковых, тавровых и угловых соединений с полным проплавлением необходимо перед выполнением шва с обратной стороны удалить его корень до чистого бездефектного металла.
10.2.15. При вынужденном перерыве в работе механизированную дуговую или автоматизированную дуговую сварку под флюсом разрешается возобновить после очистки от шлака кратера и прилегающего к нему концевого участка шва длиной 50 - 80 мм. Этот участок и кратер необходимо полностью перекрыть швом.
10.2.16. Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без усиления (если это предусмотрено чертежами марки КМД) следует обеспечивать подбором режимов сварки, соответствующим пространственным расположениям свариваемых элементов конструкций (при укрупнении), или механизированной зачисткой абразивным инструментом.
10.2.17. Начало и конец шва стыковых, угловых и тавровых соединений, выполняемых автоматизированными видами сварки, надлежит выводить за пределы свариваемых элементов на начальные и выводные планки. После окончания сварки планки должны быть удалены кислородной резкой. Места, где были установлены планки, необходимо зачистить абразивным инструментом.
Применение начальных и выводных планок при ручной и механизированной дуговой сварке должно быть предусмотрено в чертежах марки КМД.
10.2.18. Каждый последующий валик (слой) многослойного шва сварного соединения надлежит выполнять после тщательной очистки предыдущего валика (слоя) от шлака и брызг металла. Участки шва с трещинами следует удалять до наложения последующих слоев.
10.2.19. Размеры прихваток, расстояния между ними, качество прихваток и сварных соединений креплений сборочных и монтажных приспособлений, определяемые внешним осмотром и измерениями, должно быть не ниже качества основных сварных соединений, а поверхности свариваемой конструкции и выполненных швов необходимо очищать от шлака, брызг и наплывов (натеков) расплавленного металла.
Необходимость удаления сборочных болтов в монтажных сварных соединениях после окончания сварки определяется документацией марки КМД и ППСР.
10.3. Сборка и сварка монтажных соединений железобетонных конструкций
10.3.1. Типы сварных соединений арматуры между собой и с плоскими элементами проката закладных изделий, выполняемых при монтаже сборных и возведении монолитных железобетонных конструкций, размеры конструктивных элементов, способы сварки, техника и технология, контроль качества должны соответствовать проекту, ГОСТ 14098, ГОСТ 10922, ГОСТ 23858, СП 48.13330, СП 63.13330, учитывать рекомендации [5], [6].
10.3.2. Выполнение требований проекта по степени укрупнения арматурных изделий, точности их сборки, схемам монтажных ярусов и зон, подготовленным сборочным и сварочным работам, видам и объемам контроля, техники безопасности должно быть предусмотрено в ППСР и технологических картах (регламентных) к нему, учитывающих специфику конкретного объекта и возможности монтажной организации.
10.3.3. При наличии арматурно-сварочного участка на приобъектном полигоне для изготовления арматурных изделий и укрупнительной сборки железобетонных элементов на сварке должен быть составлен отдельный ППСР с технологическими требованиями, аналогичными требованиям к заводской продукции.
10.3.4. Гнутье арматурной стали должно производиться с одинаковой скоростью, минимальный диаметр загиба в свету для основных классов арматуры приведен в таблице 10.4. Выпрямление гнутых стержней в арматурных изделиях не разрешается. Допускается термическая правка и гнутье (отгиб) нагревом арматуры до температуры 600 - 800 °C по технологическому регламенту (карте). Арматура из бухт может применяться только при наличии на стройплощадке соответствующего правильного оборудования.
Для сваренной встык арматуры, изгибаемой после сварки, минимальный диаметр загиба должен быть >= 10d.
10.3.5. Арматура, арматурные, закладные и соединительные изделия должны поступать на объект с документом о качестве (паспортом, сертификатом) завода-изготовителя.
10.3.6. Для обеспечения требуемых проектом параметров армирования перед укладкой арматуры и сборкой элементов железобетонных конструкций необходимо установить соответствие классов и диаметров стержневой арматуры, марок стали и толщин плоских элементов закладных изделий и соединительных деталей, размеров и точности сборки сопрягаемых элементов, а перед сваркой - размеров и точности подготовки сопрягаемых стержней чертежам марки КЖ проекта и требованиям ГОСТ 14098, ГОСТ 10922, а также данным, приведенным в [5] и [6].
10.3.7. Элементы сборных железобетонных конструкций следует собирать с использованием устройств и приспособлений, фиксирующих их проектное положение. Конструкции с закладными и соединительными изделиями, нахлесточные соединения, скобы-накладки и арматурные накладки следует собирать на прихватках с применением тех же сварочных материалов, что и основные швы. Прихватки следует располагать в местах последующего наложения сварных швов. Запрещается сборка и сварка арматурных стержней конструкций, удерживаемых краном.
10.3.8. При сборке конструкций и укладке арматуры в монолитном бетоне не разрешается обрезка концов стержней и разделка их кромок перед сваркой электрической дугой.
10.3.9. Длина выпусков арматурных стержней из бетона конструкций должна быть не менее 150 мм при регламентированных нормативными документами зазорах и не менее 100 мм при применении одной вставки длиной не менее 80 мм в случае их превышения. Вставки следует изготовлять из арматуры того же класса и диаметра, что и стыкуемые стержни. При сварке стержней встык с накладками превышение зазора должно быть компенсировано соответствующим увеличением длины накладок.
10.3.10. После сборки под сварку несоосность стыкуемых арматурных стержней, переломы их осей, смещения и отклонения размеров элементов сварных соединений должны соответствовать требованиям ГОСТ 10922. Отгиб стержней для обеспечения их соосности следует осуществлять в холодном состоянии. Допускается осуществлять нагрев до температуры 600 - 800 °C по специальной технологической карте.
10.3.11. Требования к способу подогрева, оборудованию и контролю температуры должны содержаться в технологическом регламенте (картах) к ППСР.
10.3.12. Перед сваркой (ванной, многослойными или протяженными швами) арматурные стержни в месте соединения следует зачищать на длине, превышающей на 10 - 15 мм сварной шов или стык.
10.3.13. Для ручной дуговой сварки следует использовать источники постоянного сварочного тока универсальные или с падающей характеристикой и сварочные трансформаторы или инверторы на токи до 500 А, а для механизированных способов сварки - источники постоянного сварочного тока универсальные или с жесткой характеристикой до 500 А и специализированные или модернизированные полуавтоматы общего назначения.
10.3.14. Конструкции сварных соединений стержневой арматуры, их типы и способы выполнения в зависимости от условий эксплуатации, класса и марки свариваемой стали, диаметра и пространственного положения при сварке, а также предельные отклонения размеров выполненных швов должны соответствовать требованиям проекта, ГОСТ 14098, ГОСТ 10922, а также данным [5] и [6].
10.3.15. Режимы, сварочные материалы, техника, технология сварки арматуры, арматурных и закладных изделий должны соответствовать [5] и ППСР.
10.3.16. Рекомендуемые типы электродов для ручной дуговой сварки основных классов арматуры приведены в таблице 10.5, а марки сварочных проволок для механизированных способов сварки и других классов арматуры - в [5] и [6].
6.1. Общие указания
6.1.1. К сварке металлоконструкций следует приступать после приемки сборочных работ мастером по сварке или другим ответственным лицом, а также после проверки условий производства работ и выполнения организационных мероприятий по обеспечению безопасности производства работ (защита от атмосферных осадков, наличие площадок, лесов, подмостей, приставных лестниц и т.д.).
Сварку конструкций при укрупнении и в проектном положении следует проводить после проверки правильности сборки.
6.1.2. Последовательность выполнения сварных швов должна быть такой, чтобы обеспечивались минимальные деформации конструкции и предотвращались появления трещин в сварных соединениях.
Сварка сложных узлов металлоконструкций (двутавровых балок большого сечения, монтажных стыков подкрановых балок, узлов соединения балок с колоннами и др.) должна выполняться по технологическим картам или инструкциям, в которых указаны последовательность наложения швов и приемы, обеспечивающие минимальные деформации и остаточные напряжения в конструкции.
6.1.3. Сварку необходимо выполнять на стабильном режиме. Допускаемые отклонения принятых значений силы сварочного тока и напряжения на дуге не должны превышать6.1.4. Подключение постов автоматической и механизированной сварки, а также однопостовых источников питания дуги должно быть произведено к распределительным шкафам (сборкам), соединенным с подстанцией отдельным фидером.
 | |
| 1289 × 1825 пикс. Открыть в новом окне | |
Источник сварочного тока должен подключаться к сети через индивидуальную пусковую аппаратуру (электромагнитный пускатель, рубильник).
6.1.5. Швы длиной более 1 м, выполняемые ручной или механизированной сваркой, следует сваривать обратноступенчатым способом (рис. 6.1, а).
При толщине стали 15-20 мм и более рекомендуется применять сварку способом "двойного слоя" (рис. 6.1, б). Заваривают на участке I длиной 250-300 мм первый слой шва 1, быстро счищают (после потемнения) с него шлак и заваривают на этом же участке второй слой 2. Затем в таком же порядке заваривают участки II, III и т.д. Сварку второго слоя выполняют по горячему первому слою. Остальные слои (валики) выполняют обычным обратноступенчатым способом.
Сварка листовых объемных конструкций из стали толщиной более 20 мм, особенно из стали с пределом текучести 390 МПа и более, должна производиться способами, обеспечивающими уменьшение скорости охлаждения - каскадом или "горкой" (рис. 6.1, в, г).
6.1.6. При изготовлении металлоконструкций следует по возможности создавать условия для наиболее удобного выполнения сварных соединений: в нижнем положении, с поворотом изделия; тавровые соединения предпочтительно выполнять "в лодочку" с кантовкой или поворотом изделия.
6.1.7. При сварке перекрещивающихся швов в первую очередь следует сваривать швы, выполнение которых не создает жесткого контура для остальных швов. Нельзя прерывать сварку в месте пересечения и сопряжения швов.
6.1.8. При перерыве процесса сварки под флюсом возобновлять сварку можно только после очистки конца шва на длине не менее 50 мм и кратера от шлака; этот участок и кратер следует перекрыть швом.
6.1.9. При ручной дуговой и механизированной сварке сварные швы необходимо выполнять многослойным способом слоями высотой 4-6 мм; каждый слой шва перед наложением последующего слоя должен быть очищен сварщиком от шлака и брызг металла, после чего нужно провести визуальный контроль поверхности шва.
Участки слоев шва с порами, раковинами и трещинами должны быть удалены механическим способом. Допускается выборка дефектного участка огневым способом с последующей механической зачисткой мест выборки.
6.1.10. При многослойной сварке разбивать шов на участки следует с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях не совпадали, а были смещены на величину не менее 20 мм.
6.1.11. При двусторонней ручной или механизированной сварке стыковых, угловых и тавровых соединений необходимо перед выполнением шва с обратной стороны удалить корень шва до чистого бездефектного места.
6.1.12. Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без усиления (если это предусмотрено чертежами КМД), как правило, осуществляют подбором режимов сварки и соответствующим пространственным расположением свариваемых деталей или механизированной зачисткой абразивным инструментом. Механическая обработка швов производится способами, не оставляющими на их поверхности зарубок, надрезов и других дефектов.
6.1.13. При температуре окружающего воздуха ниже 0°С ручную дуговую сварку металлоконструкций независимо от марки свариваемой стали следует выполнять электродами с основным (фтористо-кальциевым) типом покрытия.
6.1.14. Ручную и механизированную дуговую сварку стальных конструкций разрешается производить без подогрева при температуре окружающего воздуха, приведенной в табл. 6.1, автоматическую сварку под флюсом - при температуре окружающего воздуха, приведенной в табл. 6.2. При более низкой температуре окружающего воздуха сварку надлежит производить с предварительным местным подогревом металла до 120-160°С в зоне шириной не менее 100 мм с каждой стороны соединения.
6.1.15. Места приварки монтажных приспособлений к элементам конструкций из стали толщиной более 25 мм с пределом текучести 390 МПа (40Сборка и сварка монтажных соединений железобетонных конструкций
3.1 Типы сварных соединений арматуры между собой и с плоскими элементами проката закладных изделий, выполняемых при монтаже сборных и возведении монолитных железобетонных конструкций, размеры конструктивных элементов, способы сварки, техника и технология, контроль качества должны соответствовать проекту, ГОСТ 14098, ГОСТ 10922, ГОСТ 23858, СП 48.13330, СП 63.13330, учитывать рекомендации [5], [6].
3.2 Выполнение требований проекта по степени укрупнения арматурных изделий, точности их сборки, схемам монтажных ярусов и зон, подготовленным сборочным и сварочным работам, видам и объемам контроля, техники безопасности должно быть предусмотрено в ППСР и технологических картах (регламентных) к нему, учитывающих специфику конкретного объекта и возможности монтажной организации.
3.3 При наличии арматурно-сварочного участка на приобъектном полигоне для изготовления арматурных изделий и укрупнительной сборки железобетонных элементов на сварке должен быть составлен отдельный ППСР с технологическими требованиями, аналогичными требованиям к заводской продукции.
3.4 Гнутье арматурной стали должно производиться с одинаковой скоростью, минимальный диаметр загиба в свету для основных классов арматуры приведен в таблице 10.4. Выпрямление гнутых стержней в арматурных изделиях не разрешается. Допускается термическая правка и гнутье (отгиб) нагревом арматуры до температуры 600 - 800 °С по технологическому регламенту (карте). Арматура из бухт может применяться только при наличии на стройплощадке соответствующего правильного оборудования.
Таблица 10.4. СП 70.13330.2012
Несущие и ограждающие конструкции.
Актуализированная редакция СНиП 3.03.01-87
Минимальный диаметр загиба в свету при диаметре стержня dн, мм
Максимальный угол загиба, град
А500; А500С; А600С
* Для сваренной встык арматуры, изгибаемой после сварки, минимальный диаметр загиба должен быть ≥ 10d.
3.5 Арматура, арматурные, закладные и соединительные изделия должны поступать на объект с документом о качестве (паспортом, сертификатом) завода-изготовителя и иметь сертификат соответствия.
3.6 Для обеспечения требуемых проектом параметров армирования перед укладкой арматуры и сборкой элементов железобетонных конструкций необходимо установить соответствие классов и диаметров стержневой арматуры, марок стали и толщин плоских элементов закладных изделий и соединительных деталей, размеров и точности сборки сопрягаемых элементов, а перед сваркой - размеров и точности подготовки сопрягаемых стержней чертежам марки КЖ проекта и требованиям ГОСТ 14098, ГОСТ 10922, а также данным, приведенным в [5] и [6].
3.7 Элементы сборных железобетонных конструкций следует собирать с использованием устройств и приспособлений, фиксирующих их проектное положение. Конструкции с закладными и соединительными изделиями, нахлесточные соединения, скобы-накладки и арматурные накладки следует собирать на прихватках с применением тех же сварочных материалов, что и основные швы. Прихватки следует располагать в местах последующего наложения сварных швов. Запрещается сборка и сварка арматурных стержней конструкций, удерживаемых краном.
3.8 При сборке конструкций и укладке арматуры в монолитном бетоне не разрешается обрезка концов стержней и разделка их кромок перед сваркой электрической дугой.
3.9 Длина выпусков арматурных стержней из бетона конструкций должна быть не менее 150 мм при регламентированных нормативными документами зазорах и не менее 100 мм при применении одной вставки длиной не менее 80 мм в случае их превышения. Вставки следует изготовлять из арматуры того же класса и диаметра, что и стыкуемые стержни. При сварке стержней встык с накладками превышение зазора должно быть компенсировано соответствующим увеличением длины накладок.
3.10 После сборки под сварку несоосность стыкуемых арматурных стержней, переломы их осей, смещения и отклонения размеров элементов сварных соединений должны соответствовать требованиям ГОСТ 10922. Отгиб стержней для обеспечения их соосности следует осуществлять в холодном состоянии. Допускается осуществлять нагрев до температуры 600 - 800 °С по специальной технологической карте.
3.11 Требования к способу подогрева, оборудованию и контролю температуры должны содержаться в технологическом регламенте (картах) к ППСР.
3.12 Перед сваркой (ванной, многослойными или протяженными швами) арматурные стержни в месте соединения следует зачищать на длине, превышающей на 10 - 15 мм сварной шов или стык.
3.13 Для ручной дуговой сварки следует использовать источники постоянного сварочного тока универсальные или с падающей характеристикой и сварочные трансформаторы на токи до 500А, а для механизированных способов сварки -источники постоянного сварочного тока универсальные или с жесткой характеристикой до 500А и специализированные или модернизированные полуавтоматы общего назначения.
3.14 Конструкции сварных соединений стержневой арматуры, их типы и способы выполнения в зависимости от условий эксплуатации, класса и марки свариваемой стали, диаметра и пространственного положения при сварке, а также предельные отклонения размеров выполненных швов должны соответствовать требованиям проекта, ГОСТ 14098, ГОСТ 10922, а также данным [5]и [6].
3.15 Режимы, сварочные материалы, техника, технология сварки арматуры, арматурных и закладных изделий должны соответствовать [5] и ППСР.
3.16 Рекомендуемые типы электродов для ручной дуговой сварки основных классов арматуры приведены в таблице 10.5, а марки сварочных проволок для механизированных способов сварки и других классов арматуры - в [5] и [6].
Таблица 10.5. СП 70.13330.2012
Сварка монтажных соединений железобетонных конструкций
— применение вставки междустыкуемыми арматурными стержнями менее 80 мм и более одной.
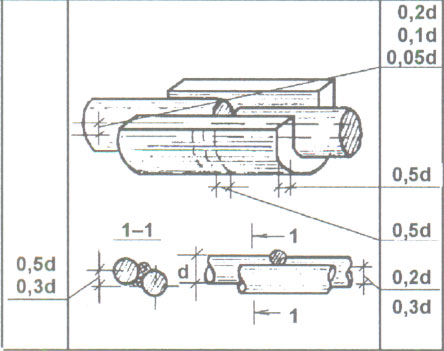
Допускаемые отклонения несоосности стыкуемых арматурных стержней, смешений и размеров элементов сварных соединений приведены в таблице 1.
Таблица I
То же для соединений, выполненных дуговой сваркой швами с накладками из стержней
Смешение линии, соединяющей центры сечений круглых накладок, относительно стыкуемых стержней при сварке односторонними швами
Отклонение длины круглых накладок
Отклонение длины протяженных швов в стыковых соединениях с круглыми накладками
Отклонение длины нахлестки при сварке стержней
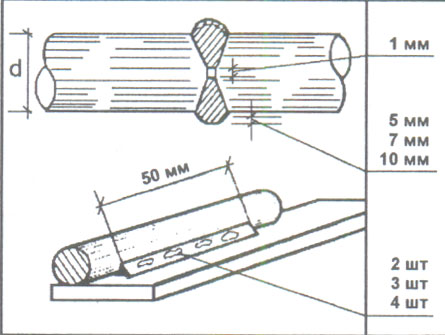
Допускаемые количество и размеры наружных дефектов в сварных соединениях, выполненных дуговой, ванной и ванношовной сваркой, приведены в таблице 2 (рис. 2).
То же при других способах дуговой сварки
Количество цепочек и скоплений сферических пор диаметром до 2 мм на длине до 50 мм в соединениях, выполненных дуговой сваркой
Глубина усадочных раковин наплавленного металла при стыковой ванной и ванно-шовной сварке
Глубина непровара венчика наплавленного металла с цилиндрической поверхностью стержня при дуговой сварке
Требования к качеству применяемых материалов
ГОСТ 9466—75*. Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия.
Покрытие электродов должно быть плотным, прочным, без вздутий, пор, наплывов, трещин и местных сетчатых растрескиваний.
На отдельных электродах, суммарное количество которых не должно превышать 10% общего числа контролируемых электродов, допускается:
— отклонение длины зачищенного от покрытия конца от номинального значения — до ±7 мм;
— наличие на покрытии каждого электрода не более двух поперечных надрывов размером не более половины длины окружности покрытия.
Электроды должны быть упакованы в коробки или пачки, на которых должна иметься этикетка или маркировка, содержащая наряду с другими данные по режимам сварочного тока, прокаливания электродов. Каждая партия электродов должна сопровождаться сертификатом. При его отсутствии или истечении гарантийного срока хранения необходимо определять механические свойства стыков сварных соединений, выполненных с, применением этих электродов.
Указания по производству работ
СНиП 3.03.01-87 пп. 8.33, 8.41, 8.44-8.46
Конструкции сварных соединений стержневой арматуры должны соответствовать проекту или ГОСТ 14098—91.
Перед сваркой арматурные стержни в месте соединения следует зачищать на длине, превышающей на 10—15 мм сварной шов или стык.
Элементы сборных железобетонных конструкций следует собирать с использованием устройств и приспособлений, фиксирующих их проектное положение; сварку производить надежно зафиксированном положении.
После окончания сварки выполненное сварное соединение необходимо очистить от шлака и брызг металла.
Приемочный контроль выполненных сварных соединений арматуры должен предусматривать внешний осмотр и, при необходимости, комплекс испытаний по ГОСТ 10922-90.
Выполненные сварочные работы перед бетонированием следует оформлять актами освидетельствования скрытых работ.


- Началось активное импортозамещение в строительстве: президент поручил российским компаниям занять место зарубежных производителей 23.09.2022
- УАЗ: месяц выгодных продаж 23.09.2022
- Наталья Сергунина: В Москве расширили функционал цифровой экосистемы для самозанятых 23.09.2022
- Московский Политех запускает интенсив по поддержке студенческих стартапов 22.09.2022
- ООО «ФАВ – Восточная Европа» и АО «Сбербанк Лизинг» договорились о сотрудничестве 22.09.2022
- Беспроводной пылесос BQ VC1402C: вертикальный и ручной 22.09.2022
- Сносить или реконструировать? На что обратить внимание при модернизации старого загородного дома 22.09.2022
- Спортивная площадка под металло-тентовой конструкцией 22.09.2022
- Ольга Нарт назначена коммерческим директором федерального девелопера «Неометрия» 22.09.2022
- «Металл будет дорожать, продукция из него — вряд ли»: мнение российских переработчиков алюминия 22.09.2022
- Ауди Центр Алтуфьево открыл сезон бонусов Ladies Day 22.09.2022
- Планетарный миксер BQ MX341 – 3в1 на Вашей кухне 22.09.2022
- ОЭЗ «Технополис Москва» приглашает горожан на бесплатные экскурсии 22.09.2022
- Резидент ОЭЗ «Технополис Москва» укрепил небоскребы на Краснопресненской набережной 22.09.2022
- Наталья Сергунина: Московским предпринимателям помогут освоить онлайн-ретейл 22.09.2022
Читайте также: