Нагрев электрода при сварке
Обновлено: 20.05.2024
Принцип электродуговой сварки основан на использовании температуры электрического разряда, возникающего между сварочным электродом и металлической заготовкой.
Дуговой разряд образуется вследствие электрического пробоя воздушного промежутка. При возникновении этого явления происходит ионизация молекул газа, повышение его температуры и электропроводности, переход в состояние плазмы.
Горение сварочной дуги сопровождается выделением большого количества световой и особенно тепловой энергии, вследствие чего резко повышается температура, и происходит локальное плавление металла заготовки. Это и есть сварка.
Основные свойства дугового разряда
В процессе работы, для того, чтобы возбудить дуговой разряд, производится кратковременное касание заготовки электродом, то есть, создание короткого замыкания с последующим разрывом металлического контакта и установлением требуемого воздушного зазора. Таким способом выбирается оптимальная длина сварочной дуги.

При очень коротком разряде электрод может прилипать к заготовке, плавление происходит чересчур интенсивно, что может привести к образованию наплывов. Длинная дуга отличается неустойчивостью горения и недостаточно высокой температурой в зоне сварки.
Неустойчивость и видимое искривление формы сварочной дуги часто можно наблюдать при работе промышленных сварочных агрегатов с достаточно массивными деталями. Это явление называется магнитным дутьем.
Суть его заключается в том, что сварочный ток дуги создает некоторое магнитное поле, которое взаимодействует с магнитным полем, создаваемым током, протекающим через массивную заготовку.
То есть, отклонение дуги вызывается магнитными силами. Дутьем процесс назван потому, что дуга отклоняется, как будто под воздействием ветра.
Радикальных способов борьбы с этим явлением нет. Для уменьшения влияния магнитного дутья применяют сварку укороченной дугой, а также располагают электрод под определенным углом.
Среда горения
Существует несколько различных сварочных технологий, использующих электродуговые разряды, отличающиеся свойствами и параметрами. Электрическая сварочная дуга имеет следующие разновидности:
- открытая. Горение разряда происходит непосредственно в атмосфере;
- закрытая. Образующаяся при горении высокая температура вызывает обильное выделение газов от сгорающего флюса. Флюс содержится в обмазке сварочных электродов;
- в среде защитных газов. В этом варианте, в зону сварки подается газ, чаще всего, это гелий, аргон или углекислый газ.
Защита зоны сварки необходима для предотвращения активного окисления плавящегося металла под воздействием кислорода воздуха.
Слой окисла препятствует образованию сплошного сварного шва, металл в месте соединения приобретает пористость, в результате чего снижается прочность и герметичность стыка.
В какой-то мере дуга сама способна создавать микроклимат в зоне горения за счет образования области повышенного давления, препятствующего притоку атмосферного воздуха.
Применение флюса позволяет более активно выдавливать воздух из зоны сварки. Использование среды защитных газов, подаваемых под давлением, решает эту задачу практически полностью.
Продолжительность разряда
Кроме критериев защищенности, дуговой разряд классифицируется по продолжительности. Существуют процессы, в которых горение дуги происходит в импульсном режиме.
В таких устройствах сварка осуществляется короткими вспышками. За время вспышки, температура успевает возрасти до величины, достаточной для локального расплавления небольшой зоны, в которой образуется точечное соединение.
Большинство же применяемых сварочных технологий использует относительно продолжительное по времени горение дуги. В течение сварочного процесса происходит постоянное перемещение электрода вдоль соединяемых кромок.
Область повышенной температуры, создающая сварочную ванну, перемещается вслед за электродом. После перемещения сварочного электрода, следовательно, и дугового разряда, температура пройденного участка снижается, происходит кристаллизация сварочной ванны и образование прочного сварного шва.
Структура дугового разряда
Область дугового разряда условно принято делить на три участка. Участки, непосредственно прилегающие к полюсам (аноду и катоду), называют соответственно, анодным и катодным.
Центральную часть дугового разряда, расположенную между анодной и катодной областями, называют столбом дуги. Температура в зоне сварочной дуги может достигать нескольких тысяч градусов (до 7000 °C).
Хотя тепло не полностью передается металлу, его вполне хватает для расплавления. Так, температура плавления стали для сравнения составляет 1300-1500 °C.
Для обеспечения устойчивого горения дугового разряда необходимы следующие условия: наличие тока порядка 10 Ампер (это минимальное значение, максимум может достигать 1000 Ампер), при поддержании напряжения дуги от 15 до 40 Вольт.
Падение этого напряжения происходит в дуговом разряде. Распределение напряжения по зонам дуги происходит неравномерно. Падение большей части приложенного напряжения происходит в анодной и катодной зонах.
Экспериментальным путем установлено, что при сварке плавящимся электродом, наибольшее падение напряжения наблюдается в катодной зоне. В этой же части дуги наблюдается наиболее высокий градиент температуры.
Поэтому, при выборе полярности сварочного процесса, катод соединяют с электродом, когда хотят добиться наибольшего его плавления, повысив его температуру. Наоборот, для более глубокого провара заготовки, катод присоединяют к ней. В столбе дуги падает наименьшая часть напряжения.
При производстве сварочных работ неплавящимся электродом, катодное падение напряжения меньше анодного, то есть, зона повышенной температуры смещена к аноду.
Поэтому, при этой технологии, заготовка подключается к аноду, чем обеспечивается хороший ее прогрев и защита неплавящегося электрода от излишней температуры.
Температурные зоны

Следует заметить, что при любом виде сварки, как плавящимся, так и неплавящимся электродом, столб дуги (его центр) имеет самую высокую температуру – порядка 5000-7000 °C, а иногда и выше.
Зоны наиболее низкой температуры располагаются в одной из активных областей, катодной или анодной. В этих зонах может выделяться 60-70% тепла дуги.
Кроме интенсивного повышения температуры заготовки и сварочного электрода, разряд излучает инфракрасные и ультрафиолетовые волны, способные оказывать вредное влияние на организм сварщика. Это обусловливает необходимость применения защитных мер.
Что касается сварки переменным током, понятие полярности там не существует, так как положение анода и катода изменяется с промышленной частотой 50 колебаний в секунду.
Дуга в этом процессе обладает меньшей устойчивостью по сравнению с постоянным током, ее температура скачет. К преимуществам сварочных процессов на переменном токе, можно отнести только более простое и дешевое оборудование, да еще практически полное отсутствие такого явления, как магнитное дутье, о котором сказано выше.
Вольт-амперная характеристика
На графике представлены кривые зависимости напряжения источника питания от величины сварочного тока, называемые вольт–амперными характеристиками сварочного процесса.

Кривые красного цвета отображают изменение напряжения между электродом и заготовкой в фазах возбуждения сварочной дуги и устойчивого ее горения. Начальные точки кривых соответствуют напряжению холостого хода источника питания.
В момент возбуждения сварщиком дугового разряда, напряжение резко снижается вплоть до того периода, когда параметры дуги стабилизируются, устанавливается значение тока сварки, зависящее от диаметра применяемого электрода, мощности источника питания и установленной длины дуги.
С наступлением этого периода, напряжение и температура дуги стабилизируются, и весь процесс приобретает устойчивый характер.
Как варить угольными электродами
Дуговая сварка угольным электродом была изобретена русским инженером Николаем Бенардосом ещё в 1882 году. По сути, это старейший способ электросварки. На сегодняшний день угольные или графитовые электроды используются значительно реже, чем металлические, но всё же у них остаётся своя сфера применения.

Свойства и разновидности
Угольный электрод представляет собой твёрдый стержень, состоящий из угля (кокса) и нескольких добавок. В роли связующего элемента здесь применяется смола.
Такими стержнями можно сваривать все сорта и разновидности металлов — от тугоплавких и тяжёлых до лёгких и пористых. Диаметр угольного электрода может варьироваться от 1,5 до 25 мм, а длина – от 25 до 300 мм (самые длинные используются тогда, когда соединяемые детали располагаются в труднодоступном месте). Также они могут иметь разную форму:
- круглую;
- полукруглую;
- прямоугольную;
- полую.
В большинстве ситуаций для работы применяются круглые и полукруглые электроды — это лучший вариант для получения стандартного сварного шва.
Прямоугольные изделия в основном используются для заделки дефектов на стальных поверхностях, а полые характеризуются тем, что способны создать в месте соединения канавку в виде буквы U.
Стоит также знать, что помимо обычных существуют омеднённые угольные электроды. На них наносят медное напыление для увеличения прочности, но при этом все иные эксплуатационные свойства остаются примерно такими же.
Особенности процесса
Электроды, сделанные из угля, отличатся от металлических тем, что относятся к неплавким. Это значит, что при сварке они играют роль проводника электричества, но не становятся частью сварочной ванны.
В ходе работы угольные стержни разогреваются до очень высокой температуры. А если продолжать нагрев, то практически сразу из расплавленного состояния они перейдут в состояние кипения (к слову, уголь кипит при температуре 4200 °C).
Из-за особенностей материала использовать в процессе сварки можно только постоянный электрический ток прямой полярности. Соответственно, минус (катод) здесь должен находиться на электроде, а плюс (анод) на металлической поверхности изделия.
При работе с угольными электродами сварщику, как правило, требуются присадочные элементы. При этом сваривать можно двумя путями:
- слева направо (в таком случае присадка оказывается позади электрода);
- справа налево (впереди находится присадка).
Интересно, что при сварке слева направо тепловая энергия используется эффективнее, и это позволяет увеличить скорость работы. Однако на практике чаще можно встретить технологию «справа налево» – она привычней.
В некоторых ситуациях можно обойтись и без присадки, например, при отбортовке тонких металлических изделий или при сварке угловых стыков. Причём если использовать угольный электрод без присадок для соединения металлических листов, имеющих толщину до 3 мм, то производительность будет на порядок больше, чем при сварке с иными электропроводниками.
Применение в домашних мастерских
Для работы с угольными электродами в домашних условиях подойдёт стандартный элекродуговой сварочный аппарат. Так как теплопроводность угольных стержней мала, можно создавать дугу при силе тока всего в 3-5 Ампер.
Причём эта электродуга при необходимости вытягивается в длину в 30-50 миллиметров. Электрод испаряется медленно и не липнет к металлу, поэтому вести угольную дугу по направлению будущего шва достаточно легко.
Навыки, нужные для выполнения простых работ (таких как сварка проводов, сварка тонких металлических пластин и так далее), приобретаются в данном случае очень быстро.
Варить домашним мастерам следует не на улице, а строго в закрытых помещениях. Угольная дуга реагирует на дуновения ветра, газовые потоки, магнитные поля и другие воздействия.
Чтобы не тратить время на перестановку электрода в держателе и чтобы он не слишком нагревался при сварке, его можно заранее заточить с обоих концов. Когда один конец перегреется, электродержатель поворачивается на 180 °, и сварка продолжается другим концом.
Мастерам, у которых в наличии не слишком много расходных материалов, следует воспользоваться данным советом.
Угольные и графитовые электроды некоторые специалисты используют, чтобы варить медные шины на трансформаторных подстанциях. А в домашних кустарных мастерских такими электродами можно, например, сваривать медные провода.
Хорошим присадочным материалом в данной ситуации станут бронзовые прутки. Диаметры таких прутков подбираются в зависимости от толщины свариваемых деталей и рассчитываются по специальным формулам.
Вдобавок ко всему угольными электродами можно выполнять не только сварочные работы, но и операции по резке металлических изделий.
Работа с алюминием
Угольными электродами соединяют даже алюминиевые изделия, которые традиционно считаются сложными для сваривания. Алюминий обладает малой плотностью, значительной теплопроводностью и стойкостью к коррозии.
Плавится этот металл при температуре 660 °C, к тому же он достаточно хорошо сочетается с кислородом, из-за чего покрывается плёнкой окиси алюминия (химическая формула – Al2O3).
Наличие такой плёнки, а также лёгкость образования трещинок и пор в металле шва – главные трудности, с которыми сталкиваются при сварке алюминия. Но применение угольных электродов позволяет справляться с ними.
В частности, именно такой способ используют для соединения алюминиевых шин в цехах электролиза. Сваривают шины традиционно встык на подкладке из графита или алюминия.
По бокам шин монтируют графитовые пластины с вырезами напротив шва. Данные вырезы дают возможность вывести конечную и начальную точку шва за границы рабочего сечения.
При сварке алюминиевых поверхностей угольной дуговой сваркой присадочным материалом служит проволока или пруток из того же металла. Для того чтобы окисная плёнка не мешала и не повлияла на результат, на кромки шва добавляют флюс марки АФ-4А, который представляет собой однородный мелкодисперсный порошок белого цвета.
Что влияет на выбор сварочного тока
При выполнении сварочных работ, качество получаемого соединения зависит в первую очередь от того, насколько правильно выбран режим сварки. Основным регулируемым параметром процесса или главной режимной характеристикой является электрический ток, который называют сварочным током.
Сила тока при сварке зависит главным образом от параметров заготовки, которую предстоит варить и от некоторых других факторов.
Основные понятия
Сварочный ток, кроме своего абсолютного значения, выражаемого в амперах, характеризуется постоянством или периодическим изменением во времени величины и направления.
В первом случае ток называется постоянным. Его источниками являются сварочные выпрямители, автономные сварочные генераторы, а также современные аппараты для сварки, использующие инверторные технологии.

Если направление и (или) величина тока меняются во времени, то его называют переменным. Источниками переменного сварочного тока служат понижающие трансформаторы, первичная обмотка которых включается в сеть переменного тока 220 или 380 вольт.
На выбор параметров сварки, то есть ее режима, влияют следующие факторы, тесно между собой связанные:
- толщина свариваемой заготовки;
- вид металла или сплава, который предстоит варить;
- диаметр применяемого электрода;
- расположение и характер шва.
Выбираемый токовый режим работы сварочного аппарата определяет величину энергии электрической дуги. Чем больше значение этого параметра, тем больше тепла выделяется при горении дуги, а значит, более интенсивно и глубоко плавится заготовка и применяемый электрод.
Отсюда становится понятным, что чем толще и массивней свариваемый металл, тем большее значение тока должно быть установлено при его сварке. Кроме этого, существует прямая зависимость между толщиной заготовки, токовым режимом и диаметром электрода при ручной дуговой сварке.
Зависимость от толщины электрода
Нормативная литература по сварочному делу содержит много таблиц, позволяющих выбрать требуемый диаметр электрода и значение сварочного тока для сваривания заготовок определённой толщины.
При увеличении тока сварки, увеличивается скорость плавления, как заготовки, так и материала электрода, это определяет прямую зависимость между сварочным током и диаметром электрода.
Например, если электродом, имеющим диаметр 2мм, рекомендуется сваривать металл толщиной 2 – 3 мм, выбирая при этом сварочный ток в диапазоне 40 – 80 ампер, то для электродов диаметром 5 – 6 мм указывается токовая величина 220 – 320 ампер при сварке металла 10 – 24 мм.
Стоит упомянуть ещё об одной характеристике сварочного процесса, связанной с диаметром используемого электрода. Речь идет о плотности тока сварки, определяемой отношением сварочного тока к площади поперечного сечения электрической дуги и измеряемой в амперах на миллиметр квадратный (А/мм2).
Этот параметр играет важную роль в формировании сварного шва. С увеличением диаметра электрода, плотность падает при неизменных токовых настройках аппарата.
Это обусловлено тем, что электрод с диаметром большего размера создает более толстую дугу, имеющую большее значение площади. Показатель плотности зависит также от длины электрической дуги.
При увеличении разрядного промежутка между электродом и заготовкой, дуга вытягивается, становясь тоньше, уменьшая площадь поперечного сечения разряда. При этом уменьшается температура, создаваемая дугой, замедляется процесс переноса вещества электрическим разрядом.
При дальнейшем увеличении зазора, процесс начинает терять стабильность, поверхность сварочной ванны становится неровной, и в итоге дуговой разряд гаснет. Таким образом, в относительно небольших пределах, энергию сварочного процесса можно регулировать путем изменения длины дуги.
Что касается сварки полуавтоматом, роль электрода здесь играет специальная проволока для сварки, диаметр которой также выбирается по таблицам, в зависимости от характеристик свариваемого металла и его толщины.
Практическое определение
Опытному сварщику не составит труда правильно выбрать режим сварки, если известны размеры заготовок и характеристики металла, из которого они изготовлены. При необходимости можно обратиться к одной из технологических таблиц.

Необходимо обращать внимание на рекомендации, прилагаемые к самим электродам и сварочному аппарату в инструкции. Существуют также эмпирические формулы, по которым можно произвести расчёт сварочного тока.
Для электродов, имеющих диаметр менее 4 мм или более 6 мм, иногда применяют следующую формулу:
В этой формуле I – сварочный ток, выраженный в Амперах, d – диаметр электрода в миллиметрах.
Для выбора сварочного тока при использовании электродов, имеющих диаметр менее 3 мм, и работе в самом простом нижнем положении, можно применить соотношение:
при диаметре 3-4 мм формула меняется на:
Расчетное значение на практике корректируют. Обычно происходит изменение в меньшую сторону на 10-15%.
Расположение и характер шва
Оптимальная величина тока сварки зависит от пространственной ориентации свариваемого соединения и положения, из которого производится сварка, а также от того, скошены ли кромки свариваемых деталей и под каким углом. Понятнее станет, если рассмотреть примеры.
При сваривании горизонтального шва в положении сверху, значение тока можно установить более высокое, чем при сварке вертикальных или горизонтальных потолочных швов в положении снизу.
Это объясняется тем, что сварочная ванна горизонтального, свариваемого сверху шва более устойчива и не склонна к растеканию. Повышенное значение тока в этом случае обеспечивает более глубокий провар заготовок, следовательно, более прочное сплавление по всей толщине детали.
Наименьший ток должен быть выбран при сварке потолочных швов снизу. В этом случае жидкий металл под воздействием силы тяжести стремится оторваться от шва и упасть, чему до определённого момента препятствуют лишь силы поверхностного натяжения расплавленного металла.
Это обстоятельство предъявляет более высокие требования к квалификации сварщика, которому в процессе выполнения работы необходимо тщательно следить за жидкой массой сварочной ванны, предотвращая вытекание из неё металла.
Следует заметить, что опытный сварщик может регулировать этот процесс, не уменьшая значение тока, а увеличивая скорость перемещения электрода вдоль шва, что кстати, уменьшает затраты времени на выполнение работы.
Подготовленные к сварке торцевые поверхности деталей путём их скашивания, требуют несколько уменьшить величину тока сварки, так как неподготовленные кромки необходимо проваривать гораздо глубже, чем предварительно снятые. Однако и в этом случае, при наличии опыта, выбор требуемого режима может быть осуществлен изменением скорости сварочного процесса.
Некоторые нюансы при выборе сварочного тока вносит тип покрытия применяемых электродов, но влияние этого фактора существенно ниже перечисленных ранее.
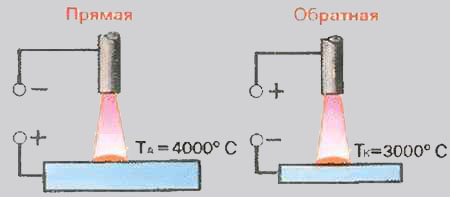
Какое влияние имеет полярность
При сварке инвертором, или классическим аппаратом постоянного тока, выбор режима сварки связан с полярностью. Прямой полярностью принято называть схему, при которой сварочный электрод подключен к минусовой клемме аппарата, свариваемая деталь соединяется при этом с плюсом.
Особенностью сварочного процесса при прямой полярности является то, что плавление материала электрода происходит более интенсивно, чем плавление заготовки. Объясняется это следующим образом.
Несмотря на то, что условное направление протекания электрического тока принято от плюса к минусу, реальный физический процесс представляет собой движение отрицательно заряженных частиц – электронов, от минуса к плюсу.
Благодаря этому, при такой полярности происходит быстрый расход материала электрода. Использование прямой полярности целесообразно в случае относительно тонких заготовок, либо если к массивному элементу приваривается тонкая деталь.
При подключении электрода к плюсу, а заготовки соответственно, к минусу, получаем полярность, которую называют обратной. При таком включении интенсивней плавится заготовка, что определяет преимущество его применения при сваривании более толстых деталей.
Поскольку каждая металлическая заготовка и сварочный аппарат имеет свои особенности, выбор оптимального значение тока зависит от опытности сварщика. Тем же, кто только учится варить, необходимо ориентироваться на расчетные и табличные значения.
Тепловые свойства сварочной дуги

Тепловые свойства сварочной дуги и полярность тока
Сварочная дуга образуется за счет мощной энергии заряженных частиц, которые возникают между катодом и анодом. В результате этого появляется тепловая энергия способная плавить металлы.
Значение тепловой энергии в зоне анода и катода разное, что позволило при сварке постоянным током решать различные технологические задачи. В катодной зоне температура достигает 2400 градусов, в то время как в анодной 2600 градусов.
Поэтому при сварке толстых металлов, которые требуют большего подвода тепла, используется прямая полярность. При этом плюсовая клемма от сварочного аппарата подсоединяется к заготовке, а минусовая к электроду. При сварке тонколистовых и тонкостенных изделий используется сварка постоянным током обратной полярности.
При сварке постоянным током наиболее всего тепла выделяется в зоне анода. Обусловлено это тем, что заряженные частицы здесь двигаются быстрей, чем в зоне катода. Соответственно и тепла выделяется больше чем в катодной зоне.

Температура дуги при сварке металлическим электродом в зоне анода достигает 2600 градусов, в то время как в катодной зоне температура несколько ниже, порядка 2400 градусов. При сварке угольными электродами, температура катодной и анодной зон составляет 3200 и 3900 градусов с плюсом.
Как было сказано выше, такая разница температур в катодной и анодной зонах используется для сварки тонких и толстых металлов. Там где важно не прожечь тонкий металл, при сваривании нержавеющих изделий, применяется обратная полярность. Катод подключается к заготовке, а анод подсоединяется к электроду.
При этом обеспечивается наименьший нагрев свариваемой детали и ускоренное расплавление электрода. Прямая и обратная полярность работает только при сварке на постоянном токе.
Этого эффекта невозможно достичь при питании сварочной дуги переменным током, поскольку все время происходит периодическая смена анодного и катодного пятна (в зависимости от частоты переменного тока).
Интересные факты про сварочную дугу
Как показывает практика, только 30-40% выделяемого тепла сварочной дугой расходуется на нагрев и последующее плавление металла. Остальные 60-70% процентов тепла выделяются в окружающую среду. Процесс выделения тепла происходит через конвекцию и излучение.

Остальное тепло, которое непосредственно используется на сваривание металлов, называется тепловой мощностью дуги. Эта мощность во многом зависит от способа сварки, электродного покрытия и многих других факторов.
Интересно и то, что при автоматической сварке под флюсом потери тепловой энергии намного ниже, чем при ручной дуговой сварке. Там потери в основном приходятся на то, чтобы расплавить флюс, на угар и разбрызгивание металла.

Помимо температуры сварочная дуга имеет и еще одну характеристику — длину. Это расстояние от поверхности сварочной ванны до торца электрода. Короткая дуга имеет длину от 2 до 4 мм. Длина «нормальной» сварочной дуги составляет 4-6 мм.
Длинной дуга считается в том случае, если расстояние между электродом и сварочной ванной более 6 миллиметров.
Проблемы при сварке электродами
Горят как спички. Проблемы при сварке электродами
При работе с ручной дуговой сваркой возникают разные проблемы, то электроды горят как спички, то наоборот, невозможно поймать стабильную дугу. И та и другая проблема может возникать по разным причинам. Возможно, были выбраны неподходящие электроды, а возможно всё дело в том, что они отсырели со временем.
Всё это, безусловно, делает невозможным проведение сварочных работ. Кроме того, некачественные электроды могут привести к тому, что электросеть будет перегружена, со всеми вытекающими отсюда проблемами.
Электроды горят как спички — в чем может быть проблема?
Если электроды горят «как спички», то, вероятней всего, вы не угадали с их диаметром или силой тока для сварки. И то, и другое напрямую влияет на то, с какой скоростью будут сгорать электроды. Также это может возникать и по причине того, что на инверторе используется обратная полярность.
Сварка на обратной полярности характеризуется более высоким нагревом электрода, а не металла. Всё это, как и завышенный ток, а также, неправильно подобранный по диаметру электрод и приводит к возникновению подобного рода ситуаций.

Поэтому очень важно не только правильная настройка инвертора, с выбором нужной полярности, но и подбор электродов. Их нужно подбирать, отталкиваясь от толщины свариваемого металла, а не наоборот. И только после этого нужно осуществлять регулировку инвертора в плане сварочного тока.
Из-за чего возникают проблемы при сварке электродами
Следующая проблема, которая особенно распространена среди начинающих сварщиков, это залипание электрода и неправильный его поджог. Чтобы электрод не прилипал к поверхности металла, он должен быть совершенно сухой. Также, должны быть подобраны правильные значения сварочного тока.

Что касается поджога электродов, то и здесь возникают определённого рода проблемы у новичков. Вместо того чтобы делать контакт с металлом коротким, и не задерживать долго электрод, многие наоборот, сильно втыкают стержень в металл, из-за чего и возникает данная проблема.
Не следует забывать и о правильной длине сварочной дуги. Чтобы дуга была стабильной, нужно стараться держать её как можно короче. Таким образом, не будут происходить разрывы сварочной дуги, и она будет гореть стабильно.

Ну и напоследок, о чём не нужно забывать, и из-за чего чаще всего возникают проблемы при сварке электродами. Конечно же, это связано с неподготовленной поверхностью металла к сварке. Есть электроды, которые не так требовательны к чистоте металла перед свариванием. Как правило, это рутиловые электроды.

Однако есть и такие электроды, которые не терпят ржавчины, а также следов оставшейся краски не поверхности металла. При сварке такими электродами очень важно правильно подготавливать металла перед свариванием. Достаточно будет снять всю ржавчину и удалить следы краски, а также произвести разделку кромок, чтобы при сварке не возникало проблем с электродами.
Сварка — это очень интересное дело. Однако на всю кажущуюся простоту, она требует ответственного подхода при исполнении.
Читайте также: