Накладки для сварки труб
Обновлено: 17.05.2024
Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
| Обозначение: | ГОСТ 16037-80* |
| Название рус.: | Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры |
| Статус: | действующий (Переиздание с изменением N 1.) |
| Заменяет собой: | ГОСТ 16037-70 |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения в действие: | 01.07.1981 |
| Утвержден: | Госстандарт СССР (24.04.1980) |
| Опубликован: | ИПК Издательство стандартов № 1991 |
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХТРУБОПРОВОДОВ
Основные типы,конструктивные элементы и размеры
ГОСТ 16037-80
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
Основные типы, конструктивные элементы и размеры
Welded joints in steel pipelines. Main types, design elements and dimensions
ГОСТ
16037-80
Срокдействия с01.07.81
1. Настоящий стандарт распространяется на сварныесоединения трубопроводов из сталей и устанавливает основные типы,конструктивные элементы и размеры сварных соединений труб с трубами иарматурой.
Стандарт не распространяетсяна сварные соединения, применяемые для изготовления самих труб из листового илиполосового материала.
Требования настоящегостандарта являются обязательными.
2. В стандарте приняты следующиеобозначения способов сварки:
ЗП - дуговая сварка в защитном газе плавящимся электродом;
ЗН - дуговая сварка в защитном газе неплавящимся электродом;
Р -ручная дуговая сварка;
Ф -дуговая сварка под флюсом;
Г -газовая сварка.
Для конструктивных элементовтруб, арматуры и сварных соединений приняты следующие обозначения:
s , s1 - толщины стенок свариваемых деталей;
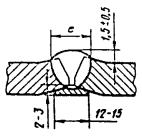
b - зазор между кромкамисвариваемых деталей после прихватки;
e - ширина сварного шва;
g - выпуклость сварного шва;
d - толщина подкладногокольца;
а -толщина шва;
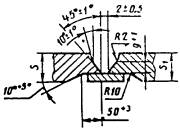
с -притупление кромки;
В -ширина нахлестки;
l - длина муфты;
K - катет углового шва;
K 1 - катет углового шва со стороны разъема фланца;
Dn - наружный диаметр трубы;
f - фаска фланца.
1, 2. (Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений должнысоответствовать указанным в табл. 1.
4. Конструктивные элементы иих размеры должны соответствовать указанным в табл. 2-33.
Для угловыхшвов в таблицах приведен расчетный катет.
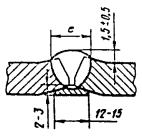
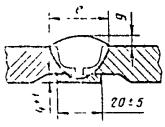
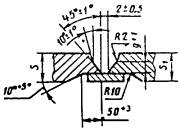
Форма подготовленных кромок
Характер сварного шва
Форма поперечного сечения
Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки
Условное обозначение сварного соединения
Стыковое соединение трубы с трубой или с арматурой
Без скоса кромок
Односторонний на съемной подкладке
Односторонний на остающейся цилиндрической подкладке
Со скосом одной кромки
Со скосом кромок
Односторонний с расплавляемой вставкой
С криволинейным скосом кромок
С криволинейным скосом кромок с расточкой
Со скосом кромок с расточкой
Односторонний на остающейся конической подкладке
Со скосом кромок с раздачей
Стыковое соединение секторов колеи (отводов)
Стыковое соединение фланца с трубой
С двумя несимметричными скосами двух кромок
Нахлесточное соединение промежуточного штуцера или ниппеля с трубой
Нахлесточное соединение труб с раздачей одного конца трубы
Нахлесточное соединение труб муфтой
Угловое соединение фланца или кольца с трубой
Односторонний с раздачей и развальцовкой
С симметричным скосом одной кромки
Угловое соединение отростка с трубой равных размеров
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой
Угловое соединение ответвительного штуцера или приварыша с трубой
Односторонний на цилиндрическом усе
Примечание . В графе «Толщина стенки и минимальный наружныйдиаметр трубы для способов сварки» в числителе приведены предельные толщиныстенок, а в знаменателе – минимальные наружные диаметры труб за исключениемугловых соединений, для которых приведены предельные толщины стенок иминимальные наружные диаметры ответвлений (отростков, ответвительных штуцеров иприварышей); для соединений, выполненных газовой сваркой, в знаменателеприведены предельные значения наружных диаметров.
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
Конструктивные элементы
Конструктивные элементы и размеры
Примечание . При способе сварки 3Н зазор b = 0 +0,5 .
* Допускаетсяувеличение до 2 мм.
2,5 (при D у до 150 включ.) 3,0 (при D уболее 150)
Примечание . При способе сварки 3Н зазор b = 2,5 +1,0 .
Конструкционные элементы и размеры
Примечание . Допускается применение штуцерови ниппелей с фаской.
В, не более
30 (при D ндо 32 включ.)
40 (при D нсв. 32 до 108 включ.)
50 (при D н свыше 108)
40 (при D н менее 32)
50 (при D н св. 32 до 108 включ.)
60 (при D н более 108)
K , не менее
b , не более
Примечание . Значение «К» определяется при проектировании.
0,5 (при D н до 45 включ.)
s (при s до 3 включ.)
1,0 (при D н св. 45 до 194 включ.)
1,5 (при D н св. 194)
3 (при s св. 3)
К, не менее
1,3 толщины более тонкой детали
Примечание . Соединение применяется приотношении наружного диаметра ответвления к наружному диаметру трубы не более0,5.
1. При способесварки 3Н зазор b = 2,0 +0,5 .
2. Длинапротачиваемой части приварыша, входящей в трубу, устанавливается припроектировании соединения.
3. Величина s2 приведена после растопки.
Примечание . При способе сварки НЗ зазор b = 2 +0,5 .
5. При изготовлениитройников и крестовин из труб должны применяться типы сварных соединений,установленные для отростков с трубами, а при сварке тройников, крестовин ипереходов с трубами или фланцами - соответственно типы сварных соединений трубс трубами или труб с фланцами.
6. Сварка стыковыхсоединений деталей неодинаковой толщины при разнице, не превышающей значений,указанных в табл. 34, должна производиться так же, как деталей одинаковойтолщины; конструктивные элементы подготовленных кромок и размеры сварного шваследует выбирать по большей толщине.
Толщина тонкой детали
Разность толщин деталей
Для осуществления плавного перехода от одной деталик другой допускается наклонное расположение поверхности шва (черт. 1).
При разнице в толщинесвариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющейбольшую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и3. При этом конструктивные элементы подготовленных кромок и размеры сварногошва следует выбирать по меньшей толщине.
7. Шероховатостьобрабатываемых под сварку поверхностей - Rz не более 80 мкм по ГОСТ 2789-73 .
8. Остающиеся подкладки имуфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистойстали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и20 по ГОСТ1050-88 .
9. Зазор между остающейся подкладкой и трубой длясварных соединений, контролируемых радиографическим метолом, должен быть неболее 0,2 мм, а для соединений, не контролируемых радиографированием, - неболее 0,5 мм.
Местные зазоры для указанныхсоединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор междурасплавляемой вставкой и торцевой или внутренней поверхностью трубы должен бытьне более 0,5 мм.
11. В сварных соединенияхотростков с трубами допускается присоединение отростков под углом до 45° к оситрубы.
12. В соединениях У18 и У19 размеры е и g в сечении А-А должныустанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезкеотверстия, на величину до 3 мм, а размер адолжен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочнойстороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонениякатета углового шва К, К1 от номинального в случаях,не оговоренных в таблицах, должны соответствовать:
+2 мм - при К £ 5 мм;
+5 мм - при К > 12 мм.
15. Допускается выпуклостьуглового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке вдругих пространственных положениях. Вогнутость углового шва до 30 % величиныкатета, но не более 3 мм.
(Измененная редакция, Изм. № 1).
16. Для сварных соединенийтруб с толщиной стенки более 4 мм допускается сварка корня шва способом,отличным от основного способа сварки.
ИНФОРМАЦИОННЫЕДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПостановлениемГосударственного комитета СССР по стандартам от 24.04.80 № 1876
Накладки для сварки труб

Накладка арт. 6015000
Длина — 160 мм, ширина по нижней части без силикона — 55 мм.

Накладка арт. 6010000 (для тонколистового металла)
Длина — 100 мм, ширина по металлу — 50 мм.
Материалы: алюминиевая основа, распылительный элемент из нержавеющей стали, термостойкие силиконовые уплотнения.
В комплекте каждой накладки поставляется 1,2 м силиконового профиля.


Дополнительно силиконовый профиль можно приобрести отдельно в любой из имеющихся конфигураций.
| Артикул | Фото | Наименование |
|---|---|---|
| 801836 | 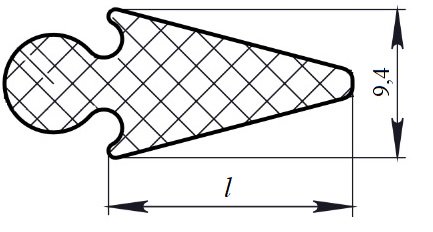 | Силиконовый профиль, l=15,5 мм |
| 802303 | Силиконовый профиль, l=34,5 мм | |
| 802449 |  | Силиконовый профиль, 30 мм |
| 802554 |  | Силиконовый профиль, 25 мм (для радиусных накладок) |
Накладки подачи газа для трубных сварных швов собственного производства


Материалы: алюминий, нержавеющая сталь (газораспределение), термостойкие силиконовые уплотнения (сменные).
Ширина по наружной части без силикона — 55 мм.
В комплекте 10м шланг с быстроразъемным соединением, 1,2м запасного силиконового профиля.

Накладки подачи газа европейского производства
для угловых швов


| Артикул | Тип |
|---|---|
| 5000017 | WS Накладка 90 ° внутри |
| 5000018 | WS Накладка 90 ° снаружи |
Накладки подачи газа для прямолинейных швов применяются при сварке угловых и тавровых соединений из высоколегированного металла и титана.
Накладки подачи газа для труб европейского производства
WS Накладки для рассеивания продувочного газа, пористый металл

| Артикул | Тип |
|---|---|
| 5000011 | WS Накладка ⅜" |
| 5000012 | WS Накладка ½" |
| 5000013 | WS Накладка ¾" |
| 5000014 | WS Накладка 1" |
| 5000001 | WS Накладка 1 ¼" - 1 ½" |
| 5000003 | WS Накладка 2" |
| 5000005 | WS Накладка 2 ½ - 3" |
| 5000006 | WS Накладка 3 - 3 ½" |
| 5000007 | WS Накладка 3 ½ - 4" |
| 5000008 | WS Накладка 5 - 8" |
| 5000009 | WS Накладка 8 - 16" |
WS Alu Накладки алюминиевые
| Артикул | Тип |
|---|---|
| 5000035 | WS Alu Накладка алюминиевая 1" 40 или 45 мм шириной |
| 5000036 | WS Alu Накладка алюминиевая 1 ¼" - 1 ½" 40/45 мм шириной |
| 5000037 | WS Alu Накладка алюминиевая 2" 50 мм шириной |
| 5000038 | WS Alu Накладка алюминиевая 2 ½" - 3" 55 мм шириной |
| 5000039 | WS Alu Накладка алюминиевая 4" 55 мм шириной |
| 5000040 | WS Alu Накладка алюминиевая 5" 55 мм шириной |
| 5000041 | WS Alu Накладка алюминиевая 6" 55 мм шириной |
| 5000042 | WS Alu Накладка алюминиевая 8" 55 мм шириной |
| 5000043 | WS Alu Накладка алюминиевая 10" 55 мм шириной |
| 5000044 | WS Alu Накладка алюминиевая 12-14" 55 мм шириной |
| 5000046 | WS Alu Накладка алюминиевая 16" 55 мм шириной |
| 5000047 | WS Alu Накладка алюминиевая 18" 55 мм шириной |
| 5000048 | WS Alu Накладка алюминиевая 20-22" 55 мм шириной |
| 5000050 | WS Alu Накладка алюминиевая 24-28" 55 мм шириной |

Универсальная накладка подачи газа


Накладка арт. J0202501 благодаря пластичному корпусу из нержавеющей стали позволяет сваривать не только прямые, но и круглые швы (как выпуклые, так и вогнутые). Обработка круглых швов возможна при диаметрах от 100 мм.
Насадки для пайки труб
парная 20 мм синий тефлон
Тип сварочной насадки
Размер сварочной насадки (мм)
Коды товара производителя
парная 25 мм синий тефлон
парная 50 мм синий тефлон
для полипроп. труб
колодочная 20мм синий тефлон
колодочная 25мм синий тефлон
колодочная 32мм синий тефлон
парная 16 мм синий тефлон
парная 32 мм синий тефлон
парная 40 мм синий тефлон
парная 63 мм синий тефлон
парная 75мм синий тефлон
парная 90мм синий тефлон
Последние отзывы
Алексей , 09 февраля 2022 г.
Благодаря этому набору можно устранить все повреждения для состояния герметичности в системе, удобно устранять мелкие свищи появившиеся во время монтажных работ. Значительно облегчает ведение ремонтных работ, к покупке рекомендую
Николай , 19 января 2022 г.
Хороший помощник при работе с полипропиленовыми трубами, значительно облегчает работу и процесс сварки труб, комплектующие качественные, крепкие и надежные в работе
Василий , 06 января 2022 г.
У набора хорошая комплектация, все необходимое для более удобной работы есть. все комплектующие сделаны из прочного материала, надежные и крепкие. Минусов у комплекта не нашел, к покупке рекомендую
Насадки для пайки труб в Барнауле - покупайте в «220 Вольт»!
В разделе Насадки для пайки труб вы найдете популярные модели от производителей с мировым именем: DYTRON, WESTER и т.д. Также для вас технические характеристики товаров, отзывы покупателей и фотографии моделей. Всё это поможет выбрать модель, идеально подходящую по вашим параметрам. Предлагая доступные цены на "Насадки для пайки труб", мы стараемся сделать так, чтобы ваши покупки были выгодными и комфортными!
Наши преимущества
Более 400 000 товаров —
закажите всё и сразу.
240+ магазинов и пунктов
выдачи по всей стране.
Бесконтактная доставка во все города России,
Беларуси и Казахстана.
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП - дуговая сварка в защитном газе плавящимся электродом;
ЗН - дуговая сварка в защитном газе неплавящимся электродом;
Р - ручная дуговая сварка;
Ф - дуговая сварка под флюсом;
Г - газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
s , s1 - толщины стенок свариваемых деталей;
b - зазор между кромками свариваемых деталей после прихватки;
e - ширина сварного шва;
g - выпуклость сварного шва;
d - толщина подкладного кольца;
с - притупление кромки;
В - ширина нахлестки;
K - катет углового шва;
K 1 - катет углового шва со стороны разъема фланца;
Dn - наружный диаметр трубы;
f - фаска фланца.
1, 2. (Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2- 33.
Для угловых швов в таблицах приведен расчетный катет.
С криволинейным скосом кромок с расточкой
Угловое соединение фланца или кольца с трубой
Примечание. В графе «Толщина стенки и минимальный наружный диаметр трубы для способов сварки» в числителе приведены предельные толщины стенок, а в знаменателе – минимальные наружные диаметры труб за исключением угловых соединений, для которых приведены предельные толщины стенок и минимальные наружные диаметры ответвлений (отростков, ответвительных штуцеров и приварышей); для соединений, выполненных газовой сваркой, в знаменателе приведены предельные значения наружных диаметров.
Примечание. При способе сварки 3Н зазор b = 0 +0,5 .
* Допускается увеличение до 2 мм.
2,5 (при Dу до 150 включ.) 3,0 (при Dу более 150)
Примечание. При способе сварки 3Н зазор b = 2,5 +1,0 .

Примечание. Допускается применение штуцеров и ниппелей с фаской.
30 (при Dн до 32 включ.)
40 (при Dн св. 32 до 108 включ.)
50 (при Dн св. 32 до 108 включ.)
Примечание. Значение «К» определяется при проектировании.
0,5 (при Dн до 45 включ.)
s (при s до 3 включ.)
1,0 (при Dн св. 45 до 194 включ.)
Примечание. Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
1. При способе сварки 3Н зазор b = 2,0 +0,5 .
2. Длина протачиваемой части приварыша, входящей в трубу, устанавливается при проектировании соединения.
3. Величина s2 приведена после растопки.
Примечание. При способе сварки НЗ зазор b = 2 +0,5 .
5. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами - соответственно типы сварных соединений труб с трубами или труб с фланцами.
6. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 34, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющей большую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. Шероховатость обрабатываемых под сварку поверхностей - Rz не более 80 мкм по ГОСТ 2789-73.
8. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050-88.
9. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим метолом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографированием, - не более 0,5 мм.
Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор между расплавляемой вставкой и торцевой или внутренней поверхностью трубы должен быть не более 0,5 мм.
11. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45° к оси трубы.
12. В соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер а должен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонения катета углового шва К, К1 от номинального в случаях, не оговоренных в таблицах, должны соответствовать:
+2 мм - при К £ 5 мм;
+3 мм - при 5 < К£ 12 мм;
+5 мм - при К > 12 мм.
15. Допускается выпуклость углового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30 % величины катета, но не более 3 мм.
(Измененная редакция, Изм. № 1).
16. Для сварных соединений труб с толщиной стенки более 4 мм допускается сварка корня шва способом, отличным от основного способа сварки.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.04.80 № 1876
2. СРОК ПРОВЕРКИ - 1995 г.
Периодичность проверки 5 лет
3. ВЗАМЕН ГОСТ 16037-70
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на которые дана ссылка
5. ПЕРЕИЗДАНИЕ с Изменением № 1, утвержденным в декабре 1990 г. (ИУС 3-91)
6. Проверен в 1990 г. Срок действия продлен до 01.07.96 (Постановление Госстандарта СССР от 03.12.90 № 3010)
Читайте также: