Намотка тгр для сварочного инвертора
Обновлено: 17.05.2024
Проблемные ТГР сварочных инверторов,
изготовление ТГР на примере ДИОЛД АСИ-140 М
Есть определенные серии сварочных инверторов , в которых типичной "болезнью" является трансформатор гальванической развязки ТГР . Его малый ресурс можно связать с некачественным магнитопроводом (он как раз и теряет свои свойства) , малыми габаритными размерами (не имеет запаса ппо индуктивности и работает близко к максимальной габаритной мощности) и ко всему прочему "проблемные" ТГР залиты эпоксидной смолой , что мешает охлаждению, а тепло значительно ускоряет процесс потери свойств магнитопровода.
В общем само явление значительной потери свойств магнитопровода приводящее к неисправностям достаточно редкое, так как большинство производителей делают значительный запас по индуктивности, учитывая потери свойств магнитопроводов в процессе эксплуатации. В электронике гораздо чаще можно встретить к примеру межвитковой пробой, но как уже было сказано выше для целого ряда бюджетных маломощных аппаратов потеря свойств магнитопровода настоящая "болячка", некоторые из таких аппаратов ProfHelper DaVinci, Prestige , AikenWeld Ranger, DeFort DWI и обсуждаемый Диолд .
Так что-же происходит при потере свойств магнитопровода ? Давайте посмотрим схему драйвера ключей аппарата Диолд АСИ-140
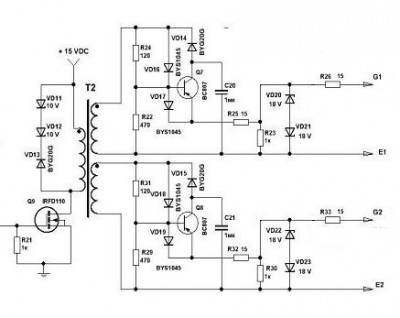
Сигнал от ШИМ контроллера коммутируемый MOSFET транзистором средней мощности поступает на трансформатор Т2 , который и выполняет роль гальванической развязки между верхним, нижним плечом и низковольтной частью схемы , в момент когда магнитопровод потерял значительную часть своих свойств , индуктивность обмоток падает , а потери в трансформаторе возрастают . Учитывая то что нагрузка трансформатора имеет емкостный характер, а именно емкость затворов IGBT транзисторов, сигнал после "подсевшего" ТГР начинает терять в амплитуде, а главное начинают растягивать фронта (длительность нарастания и спада импульса ), и пошла цепочка последовательностей. Растянутые фронта - увеличивают время открытия и закрытия силового ключа , это в свою очередь дают перегрев кристалла полупроводника транзистора , так как время пока транзистор находится между полностью открытом и полностью закрытом состоянии практически вся мощность рассеивается на транзисторе. В итоге транзисторы перегреваются, а в какой-то момент включение на столько замедляется что мощность превышает мощность рассеивания на транзисторе и происходит тепловой пробой кристалла, тут ни какая тепловая защита уже не спасет , так как транзистор попросту не успевает передать все выделенное тепло на радиатор.
Те кому все же сложно представить этот режим , представьте что вы приседаете, по команде "делай раз" вы полностью сели, по команде "делай два" - полностью встали, и в первом и во втором положении вы особо не напряжены, а теперь попробуйте все это проделать очень медленно , медленно вставать и садится - будет в разы тяжелее, а если принять положение "полтора" - будете тратить силы по максимуму . Так и с транзисторами , не любят они режим "полтора " !
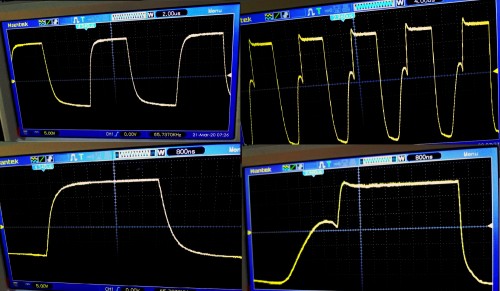
Ниже несколько примеров, неправильных форм сигналов, с такой формой управляющего сигнала сварочный инвертор сможет работать, только без нагрузки в режиме холостого хода или с очень слабой нагрузкой.
Но к сожалению на практике не все так красиво как в теории , чаще всего пробой силовых ключей происходит именно когда сердечник ТГР еще не сильно утерял свои свойства , а сам аппарат был перегружен. Поэтому при ремонте осциллограммы кажутся вполне приемлемыми, но замеры мы веть делаем быз сетевого напряжения, поэтому ТГР нагружен только емкостью затвор-эмиттер (Сзэ) но есть еще емкость затвор-коллектор (Сзк) которая гораздо меньше и ее зачастую просто не учитывают, а напрасно!
Дело в том что емкость затвор-эмиттер (Сзэ) хоть и гораздо больше чем емкость затвор-коллектор (Сзк) но заряжается она до напряжения управления затвором , часто это от -10В до +15В , а вот емкость затвор-коллектор (Сзк) заряжается до напряжения затвор - коллектор , это порядка 280. 320В , и разряжается до нуля при открытии транзистора , следовательно это емкости для заряда до такого большого напряжения тоже требуется определенное время . Вот и получается что при включении сварочного инвертора от сети, нагрузка на ТГР больше чем при тестах от блока питания на столе, и форма сигнала естественно отличается не в лучшую сторону.
Поэтому большинство мастеров кто уже не первый раз столкнулся с подобными аппаратами стараются по возможности сразу менять Трансформатор Гальванической Развязки , так как если это не сделать возвраты по гарантии после ремонта таких аппаратов - обычное дело. Конечно я имею ввиду честных мастеров которые добросовестно относятся к своей работе и дают на нее гарантию.
С сутью проблемы мы разобрались , давайте перейдем к изготовлению ТГР на примере Диолд АСИ-140. Перед этим пару слов о взаимозаменяемости , на всех перечисленных выше аппаратах стоят схожие ТГР которые при желании можно заменить друг другом НО соблюдая фазировку ! Так как печатные платы у всех сварочных разные , конфигурация выводов у трансформаторов выполнена по разному и просто вытянуть ТГР из одного сварочного и в ставить в другую модель не всегда возможно.
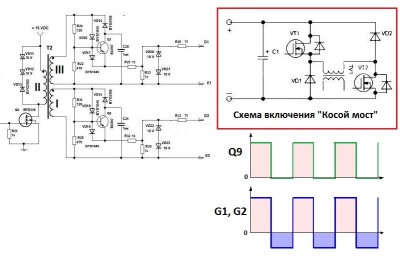
Разбирать, разматывать старый ТГР залитый эпоксидной смолой пересчитывать его витки, смотреть направление намотки и т.д. уж совсем не хочется. У нас есть схема где указаны начало обмоток , но можно обойтись и без нее . Например мы знаем что сдвиг по фазе у нас 0 о то есть амплитуда ШИМ на входе совпадает по времени с амплитудой на выходе, так же знаем схему включения силового трансформатора инвертора - это "Косой мост" или как пишут в учебниках ассиметричный мост , это значит что силовые ключи должны работать синфазно, то есть закрываться и открываться одновременно , поэтому начало-конец обмоток ТГР нижнего и верхнего ключа тоже должны быть одинаково намотаны, в одном направлении. Получается за начало всех трех обмоток мы берем "горячий конец " как на схеме - помечено точкой, можно взять и "холодный конец" (общий) но обязательно у всех трех обмоток начало должно быть одинаково .
Теперь направление обмотки - здесь опять же мотать можно в любую сторону но обязательно одинаково все три обмотки, начали мотать первичку по часовой стрелке, значит и остальные должны быть намотаны так же.
Магнитопровод я выбрал ЕЕ25 материал РС40 - просто потому что такой был под рукой. Пробовал мотать на кольце, но результат и сам процес намотки на кольцо мне не понравился. Магнитопровод конечно можно использовать и больше, если позволяет место, но не советую брать меньше ЕЕ19 иначе через время могут проявится те же "болячки" что и у родного ТГР. Схема выводов трансформатора гальванической развязки для Диолд АСИ-140 соответствует рисунку ниже.
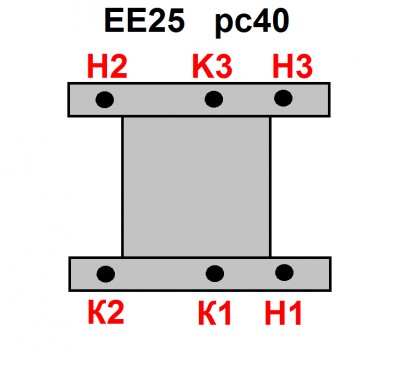
Сначала намотана обмотка нижнего плеча (Н1,К1) , затем обмотка возбуждения (Н2,К2) и последней обмотка верхнего ключа , такое решение сделано только потому что между обмотками нижнего и верхнего плеча достаточно большой потенциал и если обмотки намотаны рядом да еще и плохо изолированы - пробой дело времени. Разумеется о намотке в два или в три провода речи идти не может - слишком большой риск пробоя, конечно если использовать провод МГТФ это можно сделать но такой провод не поместится на этом сердечнике.
В интернете уже достаточно много статей по перемотке ТГР и я признаюсь не стал рассчитывать количество витков, а просто подобрал исходя из чужого опыта.
Оптимально оказалось l=28вит. ll=27вит. lll=28вит. провод использовал диаметром 0,4мм ПЭВ-1 или нечто похожее на него. Направление намотки на рисунке ниже.
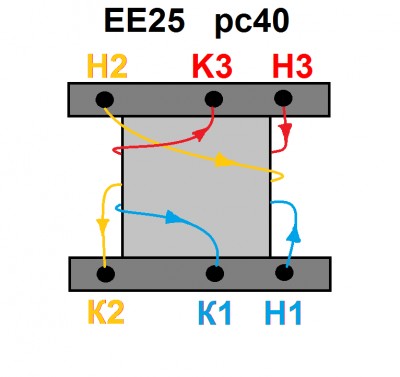
Из рисунка думаю все понятно - вид снизу, между слоями изолировал термоскотчем в два слоя, особое внимание к выводам, они не должны касаться следующих обмоток.
После намотки и изоляции склеиваем сердечник , хотя у ТГР зазора в сердечнике быть не должно , все же было замечено что если вставить альбомный лист между сердечниками , сигнал немного четче , хотя и практически не заметно. Полноценным зазором лист бумаги конечно не назовешь, но я его прокладываю.
Сравним что получилось в сравнении с штатным ТГР:
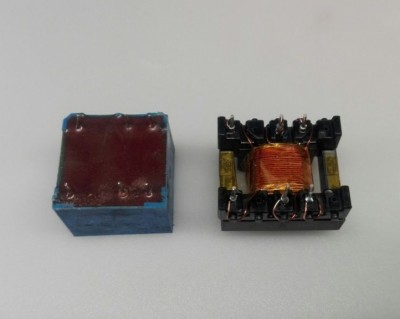
Даже с первого взгляда понятно что новый трансформатор имеет свободный доступ воздуха и не будет так накапливать в себе тепло как штатный буквально заключенный в "шубу" из эпоксидной смолы, а тепло как я писал выше вызывает деградацию материала сердечника.
Ставим ТГР на место и проверяем с питанием от лабораторного блока питания.
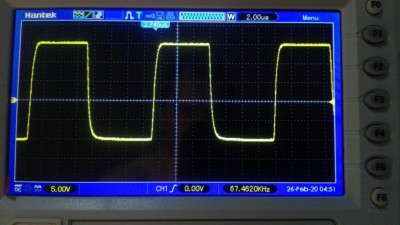
В качестве нагрузки на ТГР во время проверки можно временно подставить силовые ключи или использовать их эквивалент - конденсаторы на 4700 пф включенные между затвором и эмиттером, по одному вместо каждого транзистора . Как видим форма сигнала получилась хорошая.
При подключении схемы к блоку питания стоит обратить внимание на ток потребления, он не должен сильно отличатся от тока потребления с родным ТГР, к примеру в моем случае схема с родным трансформатором потребляла 125мА, с перемотанным уже 140мА , разница мизерная всего 15мА, а вот когда я экспериментировал с кольцом используя провод МГТФ получил потребление в 320мА - а это уже лишняя нагрузка транзистор коммутирующий ТГР (по схеме Q9) и на не без того слабый блок питания инвертора, выполненный в виде дополнительной обмотки от силового трансформатора инвертора. По этой причине провод МГТФ я не стал использовать и ферритовые кольза тоже отложил в сторонку.
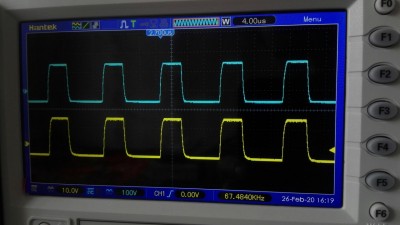
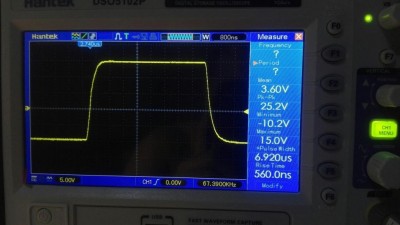
Вернемся к эпюрам , максимальное напряжение +15В минимальное -10В такая разность позволяет четко открывать и быстро закрывать IGBT транзисторы. На последнем фото осцилографа можно видеть "плавно" нарастающие и спадающие франта, ничего в мире не делается мгновенно и это как раз время заряда емкости затвора и ее разряда, в данном случае одна клеточка на экране осциллографа это 800нс , время нарастания (Rise Timе) 560нс что равняется 0,00000056 секунды или 0,56 мкс или 0,00056 мс, так что вполне не плохой результат во времени для заряда емкости затворов 4х ключей.
Ну и конечно фото как установлен ТРГ на плате, пока без одного радиатора.

Всем кто осилил статью целиком - спасибо за внимание ! Вопросы, замечания и пожелания пишите в комментариях.
Сварочный инвертор своими руками
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток - 32 ампера, 220 вольт. Ток сварки - около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
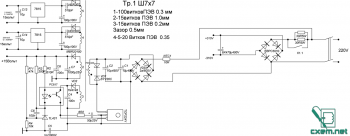
На рисунке 1 приведена схема блока питания для сварочного.
Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
На рисунке 2 - схема сварочника. Частота - 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц - два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 - 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220 вольт 0.13 ампера или больше.
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа .
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть - убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше - ширина больше, ток меньше - ширина меньше.
Ни какого шума быть не должно иначе выйдут из строя IGBT.
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Ниже вы можете скачать печатные платы в формате LAY и др. файлы
Инвертор на сварочный полуавтомат 250А
Купил я как то свой полуавтомат трансформаторный. Ну думал мне его хватит на долго, так как я планировал его для сварки и ремонта кузовов автомобиля. В итоге я был разочарован тем, что тонкий металл он просто сжигал в момент касания сварочной проволоки о свариваемую поверхность. А толстый металл примерно 4 мм толщины он просто не проваривал как следует.
В результате этого мне хотелось просто выкинуть его. Обратно в магазин его не понесешь, так как прошло много времени, да и работа у меня не одна. Вот и было решено собрать инвертор для моего девайса чтобы избавиться от трансформатора который работал не понятно как.
На рисунке собственно сама схема. Эта схема была взята с основы сварочного инвертора на 250 ампера, который разработал Евгений Родиков. За что ему спасибо.
Правда пришлось мне изрядно повозиться с этой схемой, чтобы обычный сварочный инвертор у которого мягкая ВАХ (вольтамперная характеристика) стала жесткой и чтобы была обратная связь по напряжению и можно было регулировать с 7 вольтах до 25 вольт. Так как на полуавтомате не нужно регулировать ток ему надо менять напряжение. Что мною и было выполнено.
Для начала нам надо собрать блок питания который будет питать шим генератор и драйвера ключей.
Вот собственно и схема блока питания, она не сложная и думаю не буду вдаваться в подробности и так все понятно.
Принцип работы инвертора
Работа инвертора заключается в следующем. Из сети 220 вольт поступает на диодный мост и выпрямляется потом происходит зарядка конденсаторов большой емкости через токоограничивающий резистор R11.Если бы не резистор то произошел бы сильный бах из за чего выйдет из строя диодный мост. Когда конденсаторы зарядились, таймер на VT1,C6,R9,VD7 включает реле К1 тем самым шунтирует токоограничительный резистор R11 и напряжение в это время на конденсаторах нарастает до 310 вольта. и в это же время включается реле К2 который размыкает цепь резистора R10, который блокирует работу ШИМ генератора собранного на микросхеме UC3845. Сигнал с 6 ноги ШИМ генератора поступает на оптроны через резисторы R12,R13. Далее проходя через оптроны HCPL3120 на драйвера управления силовыми IGBT транзисторами которые запускают силовой трансформатор. после трансформатора выходит большой ток высокой частоты и поступает на диоды тем самым выпрямляется. Контроль напряжения и тока выполнены на оптроне PC817 и токовом датчике построенный на ферритовом кольце через который пропущен провод силового трансформатора.
Начало сборки работы инвертора
Саму сборку можно начинать как угодно. Я лично начинал собирать с самого блока питания,который должен питать шим генератор и драйвера ключей. Проверив работоспособность блока питания она у меня заработала без каких либо доработок и настроек. Следующим этапом я собирал таймер который должен блокировать шим генератор и шунтировать токоограничительный резистор R11, убедившись в его работе, он должен включать реле К1 и К2 в течении времени от 5 секунд до 15 секунд. Если таймер срабатывает быстрее чем нужно то надо увеличить емкость конденсатора С6. После чего я начал сборку шим генератора и драйвера силовых ключей в шим генераторе есть один недочет с резисторами R7 он должен иметь сопротивление 680 Ома R8 1,8ома и конденсатор C5 510p C3 2200p также убедившийся в правильной сборке выставил первоначальную частоту в 50 кГц с помощью резистора R1. При этом сигнал формированный шим генератором должен быть строго прямоугольным 50/50 и ни каких всплесков и выбросов из краев прямоугольников показанные на осциллограмме осциллографа. После я собрал силовые ключи и подав напряжение минус 310 вольт на нижние силовые ключи. плюс верхних силовых ключей я подал питание плюс 310 вольт через лампочку 220 вольт 200 ватт на самой схеме не показано, но надо в питание силовых ключей плюс и минус 310 вольта добавить конденсаторы 0,15мкФ х 1000 вольт 14 штук. это нужно для того чтобы выбросы который будет создавать трансформатор уходили в цепь питания силовых ключей ликвидируя помехи в сети 220 вольта. После чего я начал собирать силовой трансформатор а начиналось у меня все так. Я не знаю какой материал феррита намотал пробную обмотку например 12 витков из медной проволоки 0,7 мм диаметром покрытый лаком включил его между плечами силовых ключей и запустил схему убедившийся что лампочка горит в пол накала чуть чуть подождав примерно 5 или 10 минут выключил схему из розетки дав разрядиться фильтрующим конденсаторам чтобы током не стукнуло проверил сам сердечник силового транса он не должен нагреваться. Если он нагрелся я увеличил число обмоток и таким образом я дошел до 18 витков. И так я намотал трансформатор с расчетом сечений которые написаны на схеме.
Настройка и первый запуск инвертора
Перед настройкой и первым пуском еще раз проверяем в правильной сборке. Убеждаемся в правильной фазировке силового трансформатора и датчика тока на маленьком кольце. Датчик тока обычно подбирается количество витков провода чем больше витков тем больше выходной ток, но не стоит пренебрегать из за того, что можно перегрузить силовые ключи и они запросто могут выйти из строя. В этом случае если не знать материал феррита лучше всего начать с 67 витков и постепенно увеличивать количество витков до достаточной жесткости дуги при сварке. Например у меня вышло 80 витков, при этом у меня не грузится сеть, не греются силовые ключи и естественно нет шума от силового трансформатора и дросселя на выходе.
Кнопку пуска полуавтомата который находится на рукаве горелки нужно сделать в разрыв термодатчика перегрева.И еще чуть не забыл на выходе силового трансформатора когда настраиваете всю систему без оптрона обратной связи конденсатор 220мкФ тоже должен быть временно снят, чтобы не превысить выходное напряжение и при этом на выходе при таком раскладе напряжение должно быть не больше 55 вольта если оно достигает 100 вольта или больше желательно уменьшить количество витков например отмотать 2 витка, чтобы получить нужное нам напряжение после того можно ставить конденсатор и оптрон обратной связи. Резистор R55 - это регулятор напряжения R56 резистор ограничения максимального напряжения его лучше припаивать в плате рядом где оптрон чтобы избежать скачка при обрыве регулятора и подбирать его в сторону увеличения сопротивления до нужного максимального тока я например сделал до 27 вольта. Резистор R57 подстроечный под отвертку для подстройки минимального напряжения например 7 вольт.
Power Electronics
Здравствуйте, форумчане. Совсем достал меня этот ТГР, не получается добиться хоть сколько нибудь приличного сигнала. И менял сердечники, и экспериментировал с количеством витков- ничего не выходит
вот такой у меня сердечник:
его размеры:
ширина 23,4мм; высота в сборе 16,4мм; диаметр среднего керна 8,4мм
феррит N87. Может кто поможет рассчитать этот ТГР, (старый сердечник имел другие габариты)
проницаемость я указал, пробовал и с зазором и без. Объясните пожалуйста поподробней как мне его (ТГР) одолеть?!
В каких пределах пробовали уменьшать увеличивать количество витков?
При ремонте ТГР престижа, пробовал подкидывать с другого сварочного "Энергомаш 210" и наблюдал похожие сигналы как у вас. Этот ТГР управлял 6-ю ключами баяном по три, и видать его было много для престижа (2-х ключей). На своем месте же он выдавал правильный сигнал т.е. был исправен. Думаю надо пробовать уменьшать количество витков, или уменьшать только первичную катушку.
Сбрасывал с 33вит до 20 с шагом в 4 витка, результата не было, дальше не стал(может зря?)
Вот нашёл методу расчёта, на сколько ей можно доверять?
Шульц, Вы совершаете обычную для чайников ошибку, пытаетесь запустить ТГР с потерявшим свои свойства сердечником. Что Вы на нём зациклились, купите Ш-образный сердечник марки N87, или наш 2500НМ1 и намотайте трансформатор на нём. Можно взять подходящий по размерам трансформатор от ИИП какого-либо электронного устройства, нагреть его в кружке, покипятить минут пять, и нагорячую снять с каркаса половинки сердечника, на нём и намотайте ТГР. При проверке, вместо транзисторов, впаяйте резисторы 220 Ом, 2 W (затвор - эмитер), если сигналы на выходе драйверов будут нормальными, впаяете на место транзисторы.
1) а можно ли нагрузить прямо вторичку
2) размеры транса очень критичны? (трудно найти совсем похожий)
3) Штатный ТГР был с зазором = 0,1мм, нужно ли опять делать зазор?
Спасибо за помощь.
Я ставил Ш-образный из БП АТХ (у меня их много - обычно стоят в Microlab 420-460W) , чуть больше по размерам (подтачивал каркас) , БЕЗ зазора (с зазором сразу перекос прет по полной) - грузить надо затвор-эммитер (если что еще в драйвере дохлое осталось. )
намотал транс (очередной) на сердечнике от сварочника Fubag 130(сердечник от транса на котором собрано птание на NCP1055)
Вроде стало получше, но,
вот сигнал на первичке сразу после включения внешнего питания = 24в
а это на первичке через 4-5 сек:
А это на нагрузке 220ом (затвор - эммитер):
на обеих плечах одинаков.
Почему импульс меняется через несколько секунд после включения?
Значит что-то еще мертвое у вас в драйвере! Только что переделал ТГР с использованием феррита от фильтра ВЧ помех из БП АТХ - с нагрузкой только одним резистором форма четкая , со вторым ростет иголка на фронте импульса.
PS - Шульц - проверьте зазор в сердечнике просвет - если он есть, то форма сигнала будет искажена!
Да конечно в ИИП Fubag-а сердечник с зазором, сточите боковые керны, положив не крупную наждачку на ровную поверхность, потом проверьте половинки на плотность прилегания (используйте краску, или пасту КПТ -8). Клеить половинки не нужно, просто плотно стяните их малярным скотчем, после проверки залейте каким-либо компаундом.
В сердечнике из Fubag в качестве зазора была прокладка, а вообще сам сердечник без зазора , но все дело в том, что я применял ещё и другой сердечник, то же без зазора (намотал новый транс) - осциллы точно такие же. В обвязке всё прозвонил
вот сигнал на первичке сразу после включения внешнего питания = 24в
а это на первичке через 4-5 сек:
всё же, почему через 5 сек меняется скважность и форма импульса?
и ещё, правильно ли я понимаю, что стабилитроны (отмечены стрелками) должны ограничивать амплитуду на первичке до 20в?
. Что то не могу прицепить файл, короче вопрос про стабилитроны стоящие параллельно первичке ТГР.
При расчёте транса я пользовался программкой, там один из параметров напряжение на первичке , а каким его задать я точно не знаю (я задавал 20в, хотя амплитуда в действительности больше)
спасибо.
Забыл сказать, транс я подпаял на проводках длиною около 15мм, может ли это сказаться на форме сигнала?
Если исключить влияние ТГР, то далее путь один - сперва подцепить одно плечо и проверить, не уплывает ли сигнал, затем другое . на каком появится косяк копать, меняя ПП
А Вы на затворе полевика смотрели осцилограммы? Может у Вас UC 3845 хандрит, полевик или цепь от 6 ноги. Питание на м/сх. Удачи!
Часовой пояс: UTC + 4 часа
Кто сейчас на конференции
Читайте также: