Напряжение дуги при ручной дуговой сварке
Обновлено: 21.05.2024
Под режимом сварки подразумевается такой набор условий, который обеспечит стабильное проведение сварочных работ. Режим сварки имеет основные и второстепенные характеристики.
Режимы ручной дуговой сварки
К основным характеристикам относятся:
К второстепенным характеристикам относят следующее:
- состав и толщина покрытия электрода;
- уровень подогрева заготовок;
- положение изделия в пространстве;
- наклон электрода.
Подбор диаметра электрода
При выборе толщины электрода учитывают множество факторов.
Если сварка проводится в нижнем положении, тогда ключевым критерием выступает толщина свариваемых деталей.
Существует определённое соотношение толщины металла к диаметру электрода при выполнении работы в нижнем положении.
| Толщина свариваемых заготовок, мм | Диаметр электрода, мм |
| 1,4 | 1,5 |
| 2 | 2 |
| 3 | 2-3 |
| 4-5 | 3-4 |
| 6-8 | 3-4 |
| 9-12 | 4-5 |
| 13-15 | 4-5 |
| 16-20 | 5-6 |
Также выбор можно проводить, опираясь на марку свариваемого сплава. Например, для соединения изделий из чугуна рекомендуется использовать электроды диаметром 2-3 миллиметра. Это уменьшит уровень тепла, поступающего в свариваемую конструкцию, и гарантирует образование валика небольшого сечения.

Примерная стоимость 3-миллиметровых электродов на Яндекс.маркет
Ещё одним важным фактором является наличие разделки кромок. Если такая предварительная работа проводилась, тогда наложение первого слоя осуществляется 3-миллиметровыми электродами, невзирая на марку используемого металла. При таком подходе использование электродов большой толщины может привести к возникновению ряда трудностей: непровар заготовок, зашлаковывание сварочного шва. Дальнейшая работа проводится электродом большей толщины (4-5 мм).

Примерная стоимость 4-миллиметровых электродов на Яндекс.маркет
Необходимо учитывать тип свариваемого соединения. Если проводить стыковое соединение, тогда нужно руководствоваться описанными выше правилами подбора. Если необходимо сварить угловые, тавровые или нахлёсточные соединения, тогда возможны два варианта:
- первый – сварку проводят в определённое количество слоёв, тогда для первого слоя берутся электроды толщиной 2-3 мм для более глубокой проварки и высокой крепости шва;
- второй – работа проводится в один заход, толщина электрода будет зависеть от толщины заготовок и может варьироваться от 2 до 6 мм.
Сила сварочного тока
При расчёте силы сварочного тока необходимо брать в расчёт диаметр используемого электрода.
Для расчёта применяется формула:
I=K*D, где:
Возможные изменения специального коэффициента представлены в таблице.
| Диаметр электрода, мм | Значение коэффициента, А |
| 1-2 | 25-30 |
| 3-4 | 30-45 |
| 5-6 | 45-60 |
Нужно помнить, что если установить слабый ток, тогда сварочная дуга не будет устойчивой, а сам шов проварится не полностью, что может привести к появлению трещин. В то же время повышенная мощность приведёт к ускоренной расплавке электрода и появлению брызг, что негативно отразится на качестве шва.
Напряжение на дуге
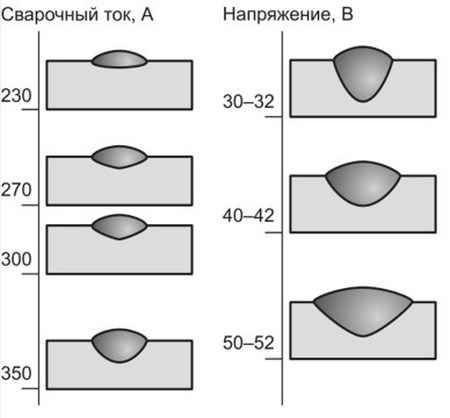
Напряжение дуги изменчиво и находится в зависимости от её длины. Чем больше длина дуги, тем больше её напряжение, соответственно, расходуется больше тепла для плавки электрода и металлических деталей. Из-за этого сварной шов получается шире, в то время как высота усиления и глубина провара сокращаются.
Кроме того, напряжение дуги может варьироваться от 18 до 45 В в зависимости от используемого электрода и заданной силы тока.
Рекомендуется проводить работу короткой дугой, напряжение в которой не превышает 20 В. При длинной дуге происходит сильное разбрызгивание расплавленного металла, возникает резкий звук с небольшими хлопками. По таким признакам опытные специалисты могут судить о длине дуги.
Чтобы избежать вышеперечисленных неудобств, необходимо скорее опускать вниз электродержатель с электродом.
Скорость сварки
Необходимо поддерживать оптимальную скорость сварки, чтобы избежать переполнения сварочной ванны, и не возникали натёки на основной металл.
Толщина образуемого шва должна быть шире электрода в 2 раза.
Слишком быстрое проведение работы приведёт к тому, что соединение не проварится, а после остывания на нём образуются трещины. А если двигаться слишком медленно, тогда расплавленный металл начнёт скапливаться перед сварочной дугой. Это приводит к тому, что шов выходит неровный, а металл проварится не полностью.
Идеальным считается шов шириной 9-14 мм с глубиной, не превышающей 6 мм. Для достижения такого результата необходимо проводить работу со скоростью 35-40 м/ч.
Род и полярность тока
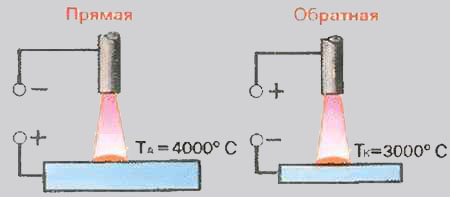
Чаще всего при проведении сварочных работ используют постоянный ток. При таком токе прямой полярности возможно соединить крупные и толстые детали. Это возможно из-за того, что на свариваемый металл приходится большее количество тепла. Обратную полярность применяют для соединения тонкого металла, чтобы избежать прожога.
Сварка переменным током практически не применяется из-за её слабой мощности. При проведении работ таким способом производительность снижается на 15-20% по сравнению с постоянным током обратной полярности.
Напряжение на дуге при сварке

Напряжение на дуге при сварке: вольтамперная характеристика дуги
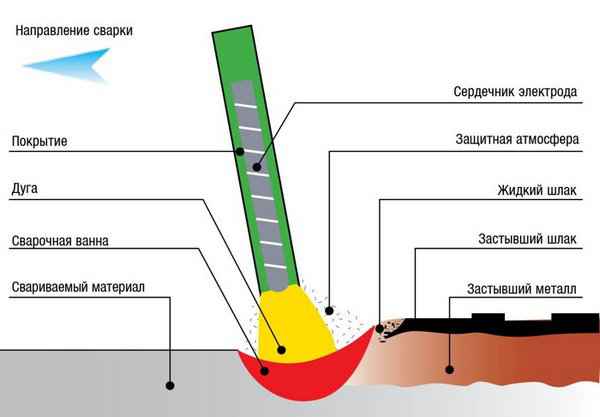
Принцип ручной дуговой сварки заключается в следующем. От сварочного трансформатора ток поступает к электроду и свариваемому металлу. При замыкании электрода на металл образуется сварочная дуга, которая характеризуется большой температурой, свыше 6 тысяч градусов.
В результате такой температуры металл начинает плавиться, а в том месте, где электрод замыкает на металл, образуется так называемая сварочная ванна. Именно в сварочной ванне расплавленный металл смешивается с основным, после чего на поверхности соединения образуется шлак, представляющий собой защиту от кислорода.
Электрическая энергия, необходимая для поддержания сварочной дуги, образуется в источниках переменного или постоянного тока.
Вольтамперная характеристика дуги
Одной из главных характеристик сварочной дуги является её напряжение. В свою очередь напряжение сварочной дуги зависит от её длины и силы сварочного тока.
Важная особенность! В ручной дуговой сварке, чем меньше сила тока, тем меньше напряжение дуги. В автоматической сварке, напряжение сварочной дуги зависит от её длины: чем длинней дуга, тем выше будет её напряжение.
Ну и соответственно, чем выше напряжение сварочной дуги, тем большее количество тепла она вырабатывает. Соответственно металлы начинают плавиться быстрей. Таким образом, напряжение дуги растёт и остается максимальным до тех пор, пока дуга не погаснет.
На что влияет напряжение сварочной дуги
Напряжение на дуге влияет в первую очередь на толщину провара металлической заготовки и качество сварного соединения. При большом напряжении дуги характерен широкий сварной шов. Однако в ряде случаев изменение напряжения на дуге может привести к появлению таких дефектов в сварке, как брызги расплавленного металла.

Напряжение сварочной дуги в ручной дуговой сварке колеблется от 15 до 30 Вольт. При этом при замене электрода напряжение дуги может кратковременно возрастать до 70 Вольт.
Как зависит напряжение дуги от силы тока в автоматической сварке
В автоматической сварке при увеличении напряжения тока, напряжение сварочной дуги резко падает. При этом если дуга короткая, то заметно увеличивается площадь сечения и заметно возрастает способность дуги проводить электрический ток.
Итак, от чего же зависит напряжение сварочной дуги. В первую очередь оно зависит от силы тока и длины. Кроме того, напряжение дуги может быть различным в зависимости от вида сварки, которая выполняется.
Дуга бывает короткой, средней, нормальной и длинной. Варят только на короткой сварочной дуге, длина которой не превышает 3 мм. Если длина сварочной дуги увеличивается, то это неминуемо приводит к образованию прожогов в сварке и различных других дефектов.

Вольтамперная характеристика сварочной дуги очень важный параметр, на который следует обращать собственное внимание. Только таким образом получится избежать ряда ошибок в сварке и получить максимально прочное, надежное и долговечное соединение.
Выбор режима сварки

Выбор режима сварки: сила тока, длина дуги, полярность
Чтобы получить качественный и надежный сварочный шов, необходимо понимать, какие электроды лучше всего использовать, какой режим ручной дуговой сварки выбрать. Кроме того, важно учитывать и другие, не менее значимые факторы, такие как: состав и толщину металла, размеры свариваемой заготовки, для каких целей именно она будет использоваться в дальнейшем.
Итак, какие именно факторы влияют на выбор того или иного режима ручной дуговой сварки. В первую очередь, это:
- Сила тока;
- Диаметр используемых электродов и длина сварочной дуги;
- Скорость сварки;
- Полярность (более подробно о том, что даёт обратная и прямая полярность, читайте здесь);
- Количество соединений.
Главные критерии при выборе режима для ММА сварки, конечно же, задаёт характер горения сварочной дуги, стабильность которой зависит от того, насколько правильно подобрана сила тока для каких-то конкретных электродов. Чем выше будет сила тока, тем большими по диаметру электродами можно варить толстый металл. Простыми словами, большие токи обеспечивают лучшее горение дуги и хороший прогрев металла.

Следует знать, что при вертикальном наложении шва, сила тока изменяется в меньшую сторону, чем при горизонтальном, примерно на 15%. Для потолочных швов, значение сварочного тока, будет и того меньше, примерно на 20%. Очень часто значения касательно силы тока, есть на упаковке с электродами. К тому же, определить, какую силу тока выставить на сварочном аппарате, можно из нижеприведённой таблицы со значениями.
Средние показатели сварочного тока (А):
- Диаметр электрода (1,6 мм) — электрод с рутиловым и основным покрытием (30-55 А) и (50-75 А);
- Диаметр электрода (2 мм) — электрод с рутиловым и основным покрытием (40-70 А) и (60-100 А);
- Диаметр электрода (2,5 мм) — электрод с рутиловым и основным покрытием (50-100 А) и (70-120 А);
- Диаметр электрода (3 мм) — электрод с рутиловым и основным покрытием (80-130 А) и (110-150 А);
- Диаметр электрода (4 мм) — электрод с рутиловым и основным покрытием (120-170 А) и (140-200 А);
В свою очередь, чтобы правильно определить диаметр электрода, обязательно нужно учесть толщину металла, способ сварки и геометрическое расположение шва. Так, например, для каждого электрода подбирается «свое» собственное значение тока. Если сильно увеличить при этом его показатели, то можно легко прожечь металл или наоборот, не добиться качественного и надежного сварочного шва.
Выбор силы тока в зависимости от диаметра электродов
Тонкий металл, толщиной не более 1 мм, сваривают электродами 1 мм, а сила тока при этом выставляется минимально возможных значений, в пределах 10-30 А. При сварке более толстого металла, до 2 мм, применяются электроды чуть большего диаметра, в 1,5 или 2 мм. Сила тока для сварки этими электродами выставляется в пределах 30-50 А.

Электродом 3 мм варят металл до 4 мм, а силу тока на инверторе выставляются в пределах 60-120 А. Для сварки металлов толщиной свыше 10 мм, уже используются куда более толстые электроды — 4 и 5 мм. Для нормального их использования, на сварочном аппарате приходится выставлять ток, более 120 А.
Длина сварочной дуги
Чтобы добиться хорошего соединения, важно правильно определиться не только с диаметром электродов для сварки, но и длиной сварочной дуги. Среди сварщиков бытует распространенное мнение, что длина дуги, должна соответствовать диаметру применяемого электрода. Однако начинающим электросварщикам очень сложно выдерживать такую короткую дугу, без её увода в сторону.

Поэтому при подборе данного значения, следует отталкиваться от силы тока и диаметра используемых электродов для сварки:
- Для электродов до 2 мм — длина дуги составляет 2-2,5 мм;
- Для электродов 3 мм — длина дуги составляет 3,5 мм;
- Для электродов 4 мм — длина дуги составляет 4,5 мм;
- Для электродов 5 мм — длина дуги выдерживается в пределах 5,5 мм.
Кроме этого, важно учитывать и оптимальную скорость сварки, которая также, во многом зависит от силы тока, и других особенностей. Здесь можно пойти одним проверенным путем, и при правильном подборе скорости сварки, сварочный шов должен получиться приблизительно в два раза больше диаметра используемого электрода.
Обратная или прямая полярность?
Чтобы выбрать режим сварки штучным электродом с покрытием, не менее важно определить, в какой режим работы перевести сварочный инвертор. Всего их два, это обратная и прямая полярность.

Чтобы варить тонкий металл инвертором и не прожечь его впоследствии, сварочный аппарат рекомендуется переводить в обратную полярность, когда поток электродов направлен не на заготовку, а на электрод. И наоборот, если подключить инвертор в прямой полярности, то можно улучшить качество сварки, например, когда нужно проварить толстый металл.
Для подключения инвертора в обратную полярность (для сварки тонкого металла):
- К держателю с электродом подводится плюсовая клемма, а к заготовке клемма с минусом.
Для подключения инвертора в прямой полярности (для сварки толстых металлов):
- К держателю с электродом подводится минусовая клемма, а к заготовке клемма с плюсом.
Чтобы правильно выбрать режим сварки инвертором необходимо учесть множество всевозможных нюансов. Только таким образом получится добиться качественного и надежного сварочного соединения, которое выдержит большие нагрузки.
Выбор и расчет режима ручной дуговой сварки
Грамотный выбор параметров режима ручной дуговой сварки – залог качественного и надежного соединения. Параметры, определяющие характер и устойчивость протекания сварочного процесса, делятся на основные и дополнительные. Рассмотрим факторы, влияющие на качество шва.
Диаметр электрода и толщина металла

Величина сварочного тока и диаметра электрода – основные параметры, определяющие стабильность протекания сварочного процесса и качества полученного соединения. Оптимальное значение зависит вида металла, технологии соединения, а также подготовки поверхности. Например, при сварке деталей с предварительной разделкой кромок, для выполнения корневого шва рекомендуется использовать электрод диаметром 2 или 3 мм. Последующие слои накладывают с помощью стержней диаметр которых зависит от условий выполнения работ.
При отсутствии кромок можно использовать простую таблицу:
Толщина кромок, мм
Диаметр электрода, мм
Как выбирают значение сварочного тока

В первую очередь необходимо выбрать род и полярность тока, которые устанавливают исходя из химического состава металла и его толщины, а также типа покрытия электродов. В таблице показана зависимость сварочного тока от диаметра электродов:
Минимальный ток, А
Максимальный ток, А
Данные актуальны для сварки в нижнем пространственном положении. При выполнении вертикальных швов силу тока необходимо снизить на 15 %, потолочных – на 25 %. Для угловых соединений рабочие параметры могут быть выше, ввиду низкого риска сквозного проплавления шва.
Максимальное значение силы тока зависит от производителя присадочных материалов – значение необходимо уточнять в сопроводительной документации (паспорте).
Напряжение дуги
Зависимость между напряжением сварочной дуги и ее длиной имеет прямой характер. Напряжение дуги при ручной сварки варьируется в пределах 15-30 В, однако в момент замены электрода значение способно вырасти до 70 В. С ростом дуги ширина шва увеличивается, а глубина провара уменьшается.
Оптимальной считается дуга, длина которой равна диаметру электрода. Величина допустимых отклонений не превышает 0,5 мм. В процессе выполнения шва величина дуги не должна меняться.
Возбуждение сварочной дуги осуществляется двумя способами – чирканьем или касанием.
Род и полярность тока

Важный параметр, который необходимо учитывать при расчете режима ручной дуговой сварки. Классический способ – работа постоянным током обратной полярности. Сварку переменным током используют преимущественно в строительной отрасли, при монтаже металлоконструкций из толстолистовой конструкционной стали.
При равных рабочих параметрах, глубина провара постоянным током прямой полярности на 50 % меньше, по сравнению с классическим способом.
Тип и марка электродов

Электрод для ручной дуговой сварки представляет собой стержень из токопроводящего материала, покрытого специальной флюсовой обмазкой. В процессе выполнения работ электрод плавится, заполняя пространство между соединяемыми деталями. Назначение покрытия электрода – стабилизация сварочной дуги и защиты зоны расплава от негативного воздействия кислорода, который входит в состав атмосферного воздуха. Эксплуатационные характеристики соединения во многом зависят от типа покрытия. Современные производители сварочных материалов предлагают потребителям электроды со следующими типами покрытия:
- Основное – характеризуется хорошей химической чистотой и механическими характеристиками шва. Электроды предназначены для сварки металлоконструкций, подверженных динамическим и равнопеременным нагрузкам.
- Рутиловое – отличается стабильностью дуги и простым формированием шва, независимо от рода тока. За счет высокой текучести стержни с рутиловым покрытием используют преимущественно для сварки в горизонтальном положении.
- Целлюлозное – покрытие включает в себя органические соединения, которые способствуют качественному провару шва с малым количеством шлака. В процессе выполнения работ образуется большое количество брызг расплавленного металла.
- Кислое – основу которого составляют оксиды марганца и железа. Они способствуют легкому зажиганию и стабильному горению дуги при минимальных требованиях к качеству подготовки поверхности. Отличается высоким коэффициентом разбрызгивания.
Каждому типу покрытия соответствует собственное буквенное обозначение, согласно требованиям международного стандарта ISO 2560:2009.
Скорость сварки
Оптимальный скоростной режим выполнения работ подбирают исходя из толщины кромок соединяемых деталей. Сварочная ванна должна равномерно заполняться жидким металлом с плавным переходом к основной поверхности без наплывов и подрезов.
Медленная скорость движения электрода приводит к образованию большого количества жидкого металла, который будет препятствовать качественному провару кромок. При слишком быстром перемещении дуги свариваемые кромки не будут получать достаточного количества тепловой энергии, что приведет к образованию трещин после охлаждения.
Пространственное положение шва
Потолочный шов – самый сложный в исполнении, требующий высокой квалификации сварщика. Его выполняют короткими промежутками с движением электрода на себя, что позволяет контролировать длину дуги, процесс формирования шва и угол наклона электрода.
При выполнении вертикальных швов, расплавленный металл сварочной ванны стремится вниз. Соединение выполняют короткой дугой, с направлением движения снизу вверх. Сварку вертикальных поверхностей обычно осуществляют без предварительной подготовки кромок.
Подогрев и термическая обработка
При сварке стали, которая склонна к образованию закалочных структур, резкое охлаждение шва приводит к повышению внутренних напряжений и образованию трещин. Предварительный подогрев поверхности позволяет снизить разность температур и регулировать скорость охлаждения соединяемых деталей. При выполнении работ в условиях низких температур, предварительный подогрев – обязательная процедура даже для низкоуглеродистых сортов стали.
Для снятия внутренних напряжений используют различные методы термической обработки – полный или низкотемпературный отжиг, а также нормализацию.
Тепловые свойства сварочной дуги

Тепловые свойства сварочной дуги и полярность тока
Сварочная дуга образуется за счет мощной энергии заряженных частиц, которые возникают между катодом и анодом. В результате этого появляется тепловая энергия способная плавить металлы.
Значение тепловой энергии в зоне анода и катода разное, что позволило при сварке постоянным током решать различные технологические задачи. В катодной зоне температура достигает 2400 градусов, в то время как в анодной 2600 градусов.
Поэтому при сварке толстых металлов, которые требуют большего подвода тепла, используется прямая полярность. При этом плюсовая клемма от сварочного аппарата подсоединяется к заготовке, а минусовая к электроду. При сварке тонколистовых и тонкостенных изделий используется сварка постоянным током обратной полярности.
При сварке постоянным током наиболее всего тепла выделяется в зоне анода. Обусловлено это тем, что заряженные частицы здесь двигаются быстрей, чем в зоне катода. Соответственно и тепла выделяется больше чем в катодной зоне.

Температура дуги при сварке металлическим электродом в зоне анода достигает 2600 градусов, в то время как в катодной зоне температура несколько ниже, порядка 2400 градусов. При сварке угольными электродами, температура катодной и анодной зон составляет 3200 и 3900 градусов с плюсом.
Как было сказано выше, такая разница температур в катодной и анодной зонах используется для сварки тонких и толстых металлов. Там где важно не прожечь тонкий металл, при сваривании нержавеющих изделий, применяется обратная полярность. Катод подключается к заготовке, а анод подсоединяется к электроду.
При этом обеспечивается наименьший нагрев свариваемой детали и ускоренное расплавление электрода. Прямая и обратная полярность работает только при сварке на постоянном токе.
Этого эффекта невозможно достичь при питании сварочной дуги переменным током, поскольку все время происходит периодическая смена анодного и катодного пятна (в зависимости от частоты переменного тока).
Интересные факты про сварочную дугу
Как показывает практика, только 30-40% выделяемого тепла сварочной дугой расходуется на нагрев и последующее плавление металла. Остальные 60-70% процентов тепла выделяются в окружающую среду. Процесс выделения тепла происходит через конвекцию и излучение.

Остальное тепло, которое непосредственно используется на сваривание металлов, называется тепловой мощностью дуги. Эта мощность во многом зависит от способа сварки, электродного покрытия и многих других факторов.
Интересно и то, что при автоматической сварке под флюсом потери тепловой энергии намного ниже, чем при ручной дуговой сварке. Там потери в основном приходятся на то, чтобы расплавить флюс, на угар и разбрызгивание металла.

Помимо температуры сварочная дуга имеет и еще одну характеристику — длину. Это расстояние от поверхности сварочной ванны до торца электрода. Короткая дуга имеет длину от 2 до 4 мм. Длина «нормальной» сварочной дуги составляет 4-6 мм.
Длинной дуга считается в том случае, если расстояние между электродом и сварочной ванной более 6 миллиметров.
Читайте также: