Напряжение холостого хода источника питания сварочной дуги
Обновлено: 17.05.2024
Источники сварочного тока должны обладать хорошими динамическими свойствами, т. е. мгновенно реагировать на изменения вольтамперной характеристики сварочной дуги, что отличает их от источников тока, питающих силовую и осветительную (бытовую) сети, которые должны обеспечивать постоянное напряжение независимо от нагрузки (величины тока, идущего потребителям). Их внешняя вольтамперная характеристика близка к прямой, параллельной абсциссе и называется жесткой (линия А на рис. 3.6).
Внешней характеристикой источника тока называется зависимость напряжения на его выходных клеммах от тока в сварочной цепи.
Обмотку сварочных генераторов и трансформаторов необходимо предохранить от разрушения токами короткого замыкания при возбуждении дуги. Поэтому внешняя вольтамперная характеристика источников сварочного тока должна быть падающей (кривая Б на рис. 3.6). Напряжение при их работе уменьшается с увеличением тока, а при токе короткого замыкания оно падает до нуля.
Напряжение холостого хода обычно 60–80В, что достаточно для зажигания дуги и относительно безопасно для работы сварщика. Точка 1 на рис. 3.6 соответствует режиму холостого хода в работе источника тока, т. е. в период, когда дуга не горит и сварочная цепь разомкнута. Точка 3 соответствует режиму короткого замыкания при зажигании дуги, когда напряжение стремится к нулю, а ток повышается. Величина тока ограничена, чтобы не допустить перегрева токопроводящих проводов и источников тока.
Режим устойчивого горения дуги определяется точкой 2 на рис. 3.6 при пересечении вольтамперных характеристик дуги (кривая В) и источника сварочного тока (кривая Б).
Рис. 3.6. Внешние характеристики источников питания и электростатическая характеристика дуги
Для питания сварочной дуги применяют источники переменного тока (сварочные трансформаторы) и источники постоянного тока (сварочные генераторы, выпрямители). Источники переменного тока более распространены.
Сварочные трансформаторы проще и надежнее в эксплуатации, долговечнее, у них выше КПД.
Однако устойчивость дуги при использовании постоянного тока значительно выше, чем при применении переменного тока. При питании переменным током нормальной частоты (50 Гц) происходит синусоидальное изменение напряжения и тока; ток в секунду 100 раз меняет свое направление, дуга периодически гаснет и зажигается, а при наличии недостаточной ионизации между электродами может прерваться.
При постоянном токе повышается устойчивость горения дуги, улучшаются условия сварки в различных пространственных положениях, появляется возможность вести сварку на прямой и обратной полярностях. Последнее, вследствие более высокой температуры на аноде, позволяет проводить сварку электродами с тугоплавкими покрытиями и флюсами. Выбор источника питания дуги определяется конкретными условиями производства.
В современной сварочной технике применяют разные системы сварочных трансформаторов.
Трансформатор с отдельной дроссельной катушкой.Падающая вольт-амперная характеристика этого трансформатора (рис. 3.7, б, кривая 1) обеспечивается последовательным включением индуктивного сопротивления дросселя.
Понижающий трансформатор (рис. 3.7, а) состоит из магнитопровода 3 (сердечника), первичной 1 и вторичной 2 обмоток. Он снижает напряжение сети 220 или 380 В до напряжения холостого хода 60–80 В. Дроссель 5 предназначен для получения падающей внешней характеристики и регулирования величины сварочного тока. При прохождении переменного тока через обмотку дросселя 5, установленную на магнитопроводе 4 и представляющую собой катушку с большим индуктивным сопротивлением, в ней возбуждается ЭДС самоиндукции, направленная противоположно основному напряжению.
Причем чем выше величина сварочного тока, тем больше падает напряжение на дросселе и уменьшается величина напряжения на дуге. Этим обеспечивают получение падающей внешней характеристики сварочного трансформатора (рис. 3.7, б).
Регулирование сварочного тока производится изменением воздушного зазора δ в дроссельной катушке с помощью рукоятки 6. Увеличение зазора приводит к увеличению сварочного тока I св 2 и уменьшению кривизны падающей вольтамперной характеристики источника питания сварочной дуги.
Уменьшение зазора соответствует уменьшению сварочного тока Iсв1 и увеличению кривизны вольт-амперной характеристики (рис. 3.7, б).
Рис. 3.7. Сварочный трансформатор с отдельной дроссельной катушкой: а – схема; б – внешние характеристики трансформатора (1) и сварочной дуги (2)
Устойчивость горения дуги достигается сдвигом во времени между нулевыми значениями напряжения и тока на обмотке дросселя. Плавное регулирование величины сварочного тока обеспечивают изменением воздушного зазора рукояткой 6 в сердечнике дросселя. С увеличением зазора индуктивное сопротивление дросселя уменьшается, а сварочный ток увеличивается от Iсв1 до Iсв2, при уменьшении зазора – наоборот (рис. 3.7, б).
Трансформатор с увеличенным магнитным рассеянием и подвижной вторичной обмоткой(рис. 3.8). При работе трансформатора основной магнитный поток Ф0, создаваемый первичной 1 и вторичной 2 обмотками, замыкается через магнитопровод 3. Часть магнитного потока ответвляется и замыкается вокруг обмоток через воздушное пространство, образуя потоки рассеяния ФS1 и ФS2, которые индуктируют в обмотках ЭДС, противоположную основному напряжению. С увеличением сварочного тока увеличиваются потоки рассеяния и, следовательно, возрастает индуктивное сопротивление вторичной обмотки, что создает падающую внешнюю характеристику.
Для обеспечения плавного регулирования сварочного тока изменяют расстояние между обмотками трансформатора. При сближении обмоток (рис. 3.8, б) частично уничтожаются противоположно направленные потоки рассеянияФS1 и ФS2, что уменьшает индуктивное сопротивление вторичной обмотки и увеличивает сварной ток. Минимальный сварочный ток соответствует наибольшему расстоянию между обмотками и максимальному потоку рассеяния.
Рис. 3.8. Трансформатор с увеличенным магнитным рассеянием и подвижной вторичной обмоткой
Сварочные генераторыявляются электрическими машинами постоянного тока и в зависимости от конструктивных особенностей могут иметь падающие, жесткие, пологопадающие и комбинированные внешние характеристики. Наиболее распространены генераторы с падающими внешними характеристиками, работающие по одной из следующих трех схем:
с независимым возбуждением и размагничивающей последовательной обмоткой;
с намагничивающей параллельной и размагничивающей последовательной обмотками возбуждения;
Источники питания сварочной дуги переменного тока (сварочные трансформаторы)
Внешняя характеристика источников питания сварочной дуги
Внешняя характеристика источников питания (сварочного трансформатора, выпрямителя и генератора) — это зависимость напряжения на выходных зажимах от величины тока нагрузки. Зависимость между напряжением и током дуги в установившемся (статическом) режиме называется вольт-амперной характеристикой дуги.
Внешние характеристики сварочных генераторов, показанные на рис. 1 (кривые 1 и 2), являются падающими. Длина дуги связана с ее напряжением: чем длиннее сварочная дуга, тем выше напряжение. При одинаковом падении напряжения (изменении длины дуги) изменение сварочного тока неодинаково при неодинаковых внешних характеристиках источника. Чем круче характеристика, тем меньше влияет длина сварочной дуги на сварочный ток. При изменении напряжения на величину δ при крутопадающей характеристике изменение тока равно а1, при пологопадающей — а2.
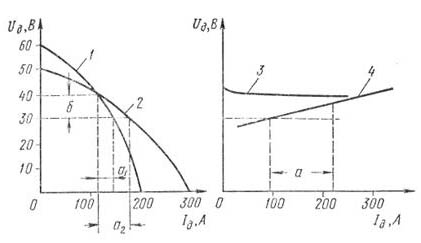
Рис. 1. Внешняя характеристика источников питания: 1 — крутопадающая внешняя характеристика; 2 — пологопадающая; 3 — жёсткая; 4 — пологовозрастающая
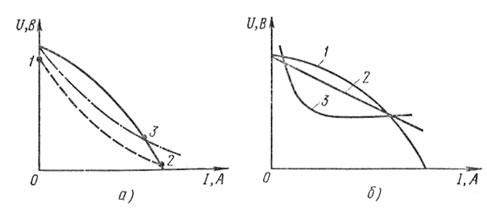
Рис. 2. Внешняя характеристика источников питания и сварочной дуги: а — сплошная линия — генератора, штрихованная — дуги в момент возбуждения; штрихпунктирная — дуги при горении; б — характеристика источников питания сварочной дуги.
Для обеспечения стабильного горения дуги необходимо, чтобы характеристика сварочной дуги пересекалась с характеристикой источника питания (рис. 2).
В момент зажигания дуги (рис. 2, а) напряжение падает по кривой от точки 1 до точки 2 — до пересечения с характеристикой генератора, т. е. до положения, когда электрод отводится от поверхности основного металла. При удлинении дуги до 3 — 5 мм напряжение возрастает по кривой 2—3 (в точке 3 осуществляется устойчивое горение дуги). Обычно ток короткого замыкания превышает рабочий ток, но не более чем в 1,5 раза. Время восстановления напряжения после короткого замыкания до напряжения дуги не должно превышать 0,05 с, этой величиной оцениваются динамические свойства источника.
На рис. 2,6 показаны падающие характеристики 1 и 2 источника питания при жесткой характеристике дуги 3, наиболее приемлемой при ручной дуговой сварке.
Напряжение холостого хода (без нагрузки в сварочной цепи) при падающих внешних характеристиках всегда больше рабочего напряжения дуги, что способствует значительному облегчению первоначального и повторного зажигания дуги. Напряжение холостого хода не должно превышать 75 В при номинальном рабочем напряжении 30 В (повышение напряжения облегчает зажигание дуги, но одновременно увеличивается опасность поражения сварщика током). Для постоянного тока напряжение зажигания должно быть не менее 30 — 35 В, а для переменного тока 50 — 55 В. Согласно ГОСТ 7012 —77Е для трансформаторов, рассчитанных на сварочный ток 2000 А, напряжение холостого хода не должно превышать 80 В.
Повышение напряжения холостого хода источника переменного тока приводит к снижению косинуса «фи». Иначе говоря, увеличение напряжения холостого хода снижает коэффициент полезного действия источника питания.
Источник питания для ручной дуговой сварки плавящимся электродом и автоматической сварки под флюсом должен иметь падающую внешнюю характеристику. Жесткая характеристика источников питания (рис. 1, кривая 3) необходима при выполнении сварки в защитных газах (аргоне, углекислом газе, гелии) и некоторыми видами порошковых проволок, например СП-2. Для сварки в защитных газах применяются также источники питания с пологовозрастающими внешними характеристиками (рис. 1, кривая 4).
Относительная продолжительность работы (ПР) и относительная продолжительность включения (ПВ) в прерывистом режиме сварочной дуги
Относительная продолжительность работы (ПР) и относительная продолжительность включения (ПВ) в прерывистом режиме характеризуют повторно-кратковременный режим работы источника питания.
Величина ПР определяется как отношение продолжительности рабочего периода источника питания к длительности полного цикла работы и выражается в процентах
где tp — непрерывная работа под нагрузкой; tц — длительность полного цикла. Условно принято, что в среднем tp = 3 мин, а tц = 5 мин, следовательно, оптимальная величина ПР % принята 60%.
Различие между ПР% и ПВ% состоит в том, что в первом случае источник питания во время паузы не отключается от сети и при разомкнутой сварочной цепи работает на холостом ходу, а во втором случае источник питания полностью отключается от сети.
СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ
Сварочные трансформаторы по фазности электрического тока подразделяются на однофазные и трехфазные, а по количеству постов — на однопостовые и многопостовые. Однопостовой трансформатор служит для питания сварочным током одного рабочего места и имеет соответствующую внешнюю характеристику.
Многопостовой трансформатор служит для одновременного питания нескольких сварочных дуг (сварочных постов) и имеет жесткую характеристику. Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включает дроссель. Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы:
трансформаторы с нормальным магнитным рассеянием, конструктивно выполненные в виде двух раздельных аппаратов (трансформатор и дроссель) или в едином общем корпусе;
трансформаторы с развитым магнитным рассеянием, конструктивно различающиеся по способу регулирования (с подвижными катушками, с магнитными шунтами, со ступенчатым регулированием).
ОБСЛУЖИВАНИЕ СВАРОЧНЫХ ТРАНСФОРМАТОРОВ
При эксплуатации сварочных трансформаторов следует следить за надежностью контактов, не допускать перегрева обмоток, сердечника и его деталей. Необходимо раз в месяц смазывать регулировочный механизм и не допускать загрязнений рабочих частей трансформаторов.
Необходимо следить за надежностью заземления и оберегать трансформатор от механических повреждений.
При работе трансформатора нельзя допускать превышения величины сварочного тока против указанной в паспорте. Запрещается перетаскивание трансформатора или регулятора с помощью сварочных проводов.
Раз в месяц трансформатор необходимо обдуть (очистить) струей сухого сжатого воздуха и проверить состояние изоляции.
Попадание влаги на обмотки трансформатора резко снижает электрическое сопротивление, в результате чего возникает опасность пробоя изоляции. Если сварочные трансформаторы установлены на открытом воздухе, их необходимо укрывать от атмосферных осадков. В таких случаях следует делать навесы или специальные передвижные будки.
Каким должно быть напряжение холостого хода сварочного инвертора?
Напряжение холостого хода сварочного инвертора – это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла. Это создает и безопасность работы сварщика.
Схема сварочного инверторного полуавтомата.
Напряжение холостого хода: как возникает и на что влияет
Напряжение холостого хода получается путем преобразования напряжения питающей сети (220 В или 380 В, 50 Гц) в двух последовательных преобразователях, сначала в напряжение постоянного тока, а затем в переменное частотой 20-50 кГц. Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.

Преобразование тока в сварочном инверторе.
Многие считают, что этот параметр влияет только на легкость зажигания дуги, чем выше напряжение, тем легче зажигается дуга. Условия работы сварщиков при монтаже конструкций далеки от идеальных. Случайное касание токоведущих частей с завышенным напряжением может привести к несчастному случаю.
У многих моделей инверторов напряжение холостого тока и сила рабочего тока находятся в прямой зависимости. При сварке металла, покрытого толстым слоем ржавчины или краски, дуга зажигается с трудом.
Если в этой ситуации увеличить напряжение холостого хода, то рабочий ток окажется избыточным, и вместо качественного соединения металла могут образоваться шлак и поры.
На чем отражается правильность подбора режима
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва. Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.

Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой сварочного осциллятора. Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током. Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
Возможные неполадки в работе и их причины
Причины возникновения неполадок в работе инвертора могут возникнуть по причине:
- неисправности самого инвертора;
- неудовлетворительного состояния сварочных кабелей и цепи питания устройства.

Функциональные возможности сварочного инвертора.
Температурная деформация и напряжение на выходе устройства находятся в неразрывной связи. Из-за скачков напряжения изменяется температура горения дуги, металл либо не прогревается до необходимой температуры, либо сгорает, образуя шлак и поры. Способы устранения неполадок зависят от обнаруженной неисправности. Самой простой причиной может быть плохой контакт в соединениях сварочных кабелей с крокодилами и штекерами для подключения к инвертору. Он ведет к появлению деформаций при сварке. Обычно такой дефект проявляется в резких непериодических скачках сварочного тока, самопроизвольном затухании дуги, что может привести к некачественному соединению, деформации и напряжению при сварке деталей от неравномерного нагрева.
Способ устранения прост и может быть выполнен самостоятельно. Для устранения необходимо снять защитные изоляционные ручки, отсоединить кабель и осмотреть места соединения. При наличии окислов и следов нагрева нужно зачистить поверхности наждачной шкуркой и собрать, тщательно затянув соединительные болты. Кабели с подломленными или оборванными жилами и поврежденной изоляцией необходимо заменить на аналогичные. Длину кабеля лучше сохранить прежнюю. Многие модели инверторов рассчитаны на строго определенную нагрузку по индуктивному сопротивлению и при изменении длины кабеля могут изменить параметры работы.
Следующая причина может быть в неисправности самого устройства. Для определения работоспособности аппарата необходимо замерить прибором напряжение на выходных клеммах инвертора и напряжение в питающей сети. При нормальном сетевом напряжении низкое напряжение на выходе инвертора будет свидетельствовать о неисправности устройства. Ремонт инвертора лучше доверить специалистам из сервисного центра.
Если напряжение на выходе инвертора находится в допустимых пределах при нормальном напряжении питающей сети, следует тщательно проверить цепь подачи питающего напряжения на устройство от вводной точки электроснабжения или прибора учета. Минимальная потребляемая мощность устройств в режиме сварки находится в пределах 4-5 кВт. Необходимое сечение подводящих проводов из меди при такой мощности должно быть не менее 2,5 мм 2 с длительно допустимым рабочим током 25 А по всей цепи питания. Кабель с меньшим сечением будет быстро нагреваться, на нем будут возрастать потери напряжения.
Обязательно необходимо проверить качество всех соединений по цепи питания. Слабая скрутка или другой вид некачественного соединения тоже могут создавать проблемы при сварочных работах и привести к возгоранию. Разъемные соединения из пары вилка-розетка должны быть нового типа с увеличенным диаметром электропроводящих штифтов на вилках. Вилки старого типа не выдерживают нагрузки при длительных режимах работы. Розетки тоже должны быть соответствующего типа. Длина подводящих питание линий не может быть больше 50 м, если иное не указано в технической документации на устройство.
В сельской местности часто наблюдается нештатная работа инверторов из-за перегруженных общих линий электропроводки и заниженного напряжения сети.
Если при попытке зажечь дугу питающее напряжение падает до недопустимо низкого значения в точке ввода, это свидетельствует о недостаточной пропускной способности общей линии и ее перегрузке.
Иногда в такой ситуации могут помочь стабилизаторы напряжения. Эффективность работы стабилизаторов также зависит от нескольких причин и не всегда оправдывается. Общая потребляемая мощность комплекта из сети электроснабжения составит мощность сварочного устройства плюс потери в устройстве стабилизации. Увеличатся расходы по оплате электроэнергии, возрастет перегрузка общих линий, что еще более снизит напряжение на вводе.
Перед решением использовать такое устройство в комплекте со сварочным оборудованием желательно обратиться в электросети с письменным заявлением о некачественном электроснабжении.
Электрические свойства сварочной дуги и требования к источникам питания
Сварочная дуга - мощный электрический разряд в среде ионизированных газов и паров между электродами, находящимися под напряжением. На рис. 1 схематически изображена дуга, питаемая постоянным током, между катодом (электродом) 1 и анодом 5. Она имеет катодную 2 и анодную 4 области, столб 3. Протяженность катодной и анодной областей очень мала, большую часть дуга составляет столб.
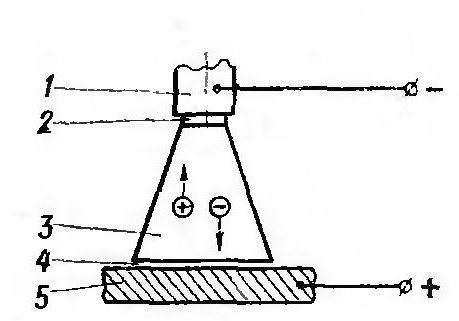
Рис. 1. Сварочная дуга постоянного тока: 1 - катод; 3 - катодная область; 3 - столб дуги; 4- анодная область; 5 - анод
Напряжение дуги, т. е. разность потенциалов между катодом и анодом, зависит от длины дуги и силы тока, а также материалов и размеров электродов, состава и давления плазмы столба дуги. При неизменной силе тока напряжение дуги Uд зависит от ее длины lд:
где a — сумма падения напряжения в катодной и анодной областях дуги; b - напряженность столба дуги.
При выборе источника питания решающее значение имеет характер зависимости между напряжением и силой тока дуги. Графическое изображение зависимости напряжения от силы тока дуги называют статической вольт-амперной характеристикой, или статической характеристикой дуги. Как видно из рис. 2, статическая характеристика сварочной дуги при постоянных диаметре электрода и длине дуги состоит из трех участков: падающего I, жесткого II . возрастающего III. В зависимости от способа сварки сварочной дуге соответствует тот или иной участок статической характеристики:
при ручной сварке статическая характеристика дуги падающая с переходом к жесткой,
при механизированной сварке под флюсом и в углекислом газе - жесткая с переходом к возрастающей.
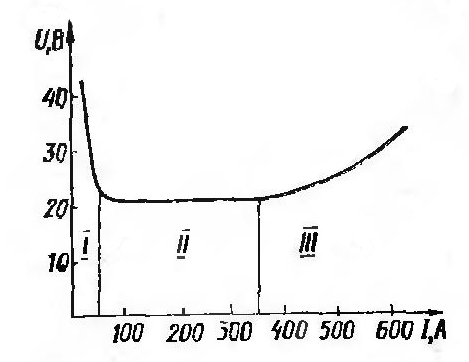
Рис. 2. Статическая характеристика сварочной дуги: I - падающая; II - жесткая III — возрастающая
Источник питания сварочной дуги должен удовлетворять основным требованиям:
обеспечивать надежное возбуждение дуги,
поддерживать ее устойчивое горение, способствовать благоприятному переносу электродного металла и формированию сварного шва,
а также,обеспечивать возможность настройки требуемого режима сварки.
Электрические свойства источника питания при работе в статическом режиме выражаются его внешней характеристикой - зависимостью между напряжением на его зажимах (клеммах) и силой тока, протекающего через сварочную цепь при нагрузке. Внешняя вольт-амперная характеристика может быть крутопадающей (а), пологопадающей (б), жесткой (в) и возрастающей (г) (рис. 3). Важными параметрами источника питания являются его напряжение холостого хода U0, ток короткого замыкания Iк, номинальные напряжение Uн и ток Iн (рис. 4).
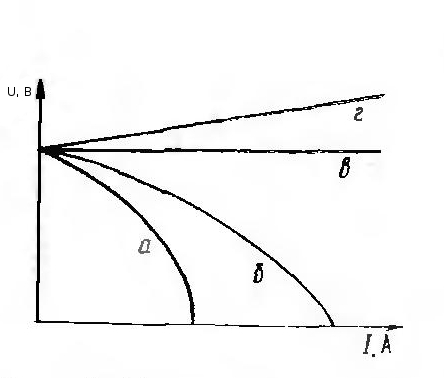
Рис. 3. Внешняя характеристика источника питания: а - крутопадающая; б - пологопадающая; в — жесткая; г — возрастающая
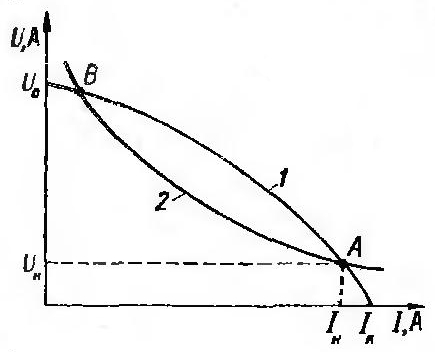
Рис. 4. Внешняя характеристика источника питания (1) и статическая характеристика дуги (2)
При касании электродом изделия происходит короткое замыкание сварочной цепи, ток которого расплавляет и испаряет металл контактных поверхностей. При последующем отрыве электрода от изделия в пространстве, заполненном ионизированными парами и газами, под действием напряжения источника возникает сварочная дуга. Возбуждение дуги происходит тем легче, чем выше напряжение холостого хода источника. Для обеспечения надежного возбуждения напряжение холостого хода должно быть не ниже 40В. По условиям безопасности напряжение холостого хода источников переменного тока не превышает 80В, постоянного топа - 90В (за исключением специализированных источников). При сварке неплавяшимся электродом для возбуждения дуги без касания на промежуток электрод-изделие подают высоковольтный разряд от специального генератора высокочастотного напряжения — осциллятора.
Устойчивое горение дуги обеспечивается правильным выбором внешней характеристики источника питания (см. рис. 4). Например, при падающей статической характеристике 2 дуги источник питания должен иметь еще более крутопадаюшую внешнюю характеристику 1. Как видно из рис. 4, сила тока и напряжение дуги в источника питания совпадают в точках А и В. Из нихтолько точка А соответствует устойчивому горению дуги. Если по какой-либо причине сила тока снизится, то напряжение источника станет больше напряжения дуги, в этот избыток приведет к увеличению силы тока, т. е. к возврату в точку А. Если же сила тока увеличится, то напряжение источника снизится и станет меньше напряжения дуги, поэтому сила тока уменьшится и режим горения восстановится. Тем самым поддерживается постоянный режим сварки и устойчивое горение дуги.
Точка В соответствует неустойчивому горению дуги, так как всякое случайное изменение силы тока развивается вплоть до обрыва дуги или до тех пор, пока сила тока не достигнет значения, соответствуюшего точке устойчивого горения дуги А. Следовательно, устойчивое горение дуги поддерживается только в той точке, где внешняя характеристика источника питания является более крутопадающей, чем статическая характеристика дуги.
При жесткой статической характеристике дуги внешняя характеристика источника питания может быть и круто-, и пологопадающей. При возрастающей статической характеристике дуги применяют источники с жесткими внешними характеристиками.
К источникам питания переменного тока предъявляют дополнительные требования, связанные с пониженной устойчивостью дуги переменного тока. При частоте 50 Гц напряжение источника в течение секунды 100 раз снижается до нуля, при этом дуга угасает. После каждого такого угасания дуга может возбудиться лишь при повышенном напряжении, называемом напряжением повторного возбуждения. Если напряжение источника недостаточно велико, повторного возбуждения может не произойти, и в горении дуги наступают значительные перерывы. Для надежного повторного возбуждения дуги переменного тока необходимо увеличивать силу тока и напряжение холостого хода источника, а также применять источники с большой индуктивностью.
При ручной сварке все возможные способы регулирования силы тока и напряжения дуги можно свести к двум; изменению напряжения холостого хода U0 и сопротивления Z источника. Если увеличить напряжение холостого хода источника питания (рис. 5, а), его характеристика сместится вправо и пересечется с характеристикой дуги при больших токах. Если увеличить сопротивление источника питания, что соответствует смещению его характеристики влево (рис. 5, б), то энергия, отдаваемая источником питания дуге, уменьшится, сила тока снизится. При механизированной сварке источником регулируют напряжение дуги, сила тока в этом случае задается скоростью подачи электродной проволоки автомата.
При ручной сварке покрытыми электродами используют источники питания постоянного и переменного тока с крутопадающими внешними характеристиками (см. рис. 4). Благодаря повышенному напряжению холостого хода обеспечивается надежное первоначальное и повторное возбуждение дуги. При сочетании крутопадающей характеристики источника с жесткой характеристикой дуги выполняется условие устойчивости. Поскольку на рабочем участке (область точки А) характеристика источника близка к вертикальной, то при увеличении длины дуги и ее напряжения сила тока уменьшается незначительно. За счет этого обеспечиваются высокая устойчивость горения, эластичность сварочной дуги и стабильный режим сварки. При крутопадающей внешней характеристике сила тока короткого замыкания сравнительно невелика, поэтому разбрызгивание электродного металла при капельном переносе мало.
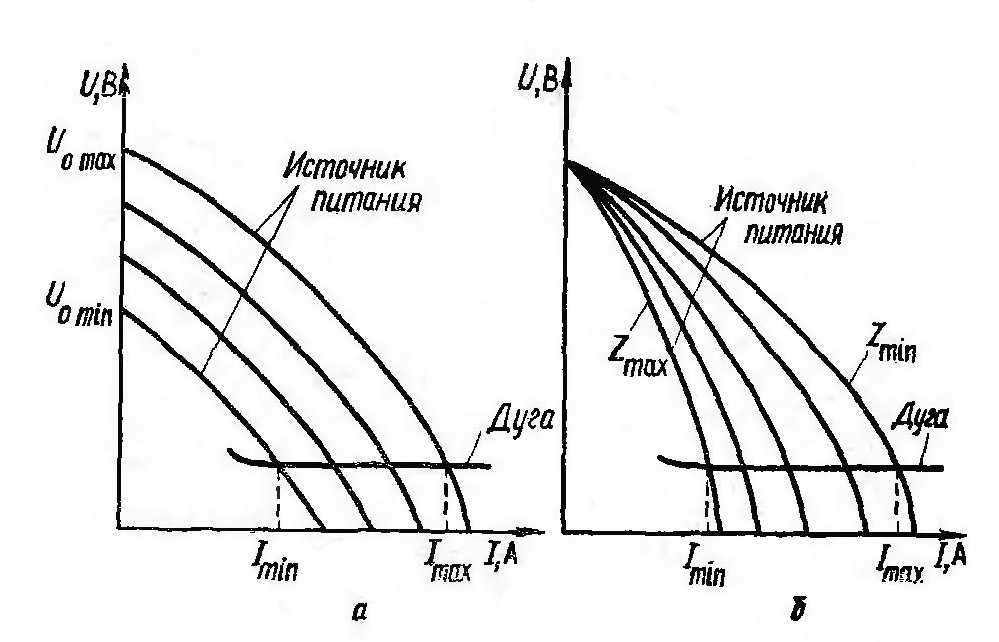
Рис. 5. Характеристики источника питания дуги при увеличенин напряжения холостого хода (а) и сопротивления источника питания (б)
При сварке под флюсом применяются автоматические системы с постоянной скоростью подачи проволоки, работающие по принципу саморегулирования дуги. Он заключается в том, что при большой силе тока и небольшом диаметре электрода в дуге самопроизвольно устанавливается такая сила тока, при которой скорость плавления проволоки равна скорости ее подачи. При внезапном удлинении дуги сила сварочного тока уменьшается, и снижается скорость плавления проволоки. В результате возникшее отклонение длины дуги уменьшается, а сила тока увеличивается до тех пор, пока не восстановятся исходные длина и сила тока дуги. Аналогичные процессы происходят при укорачивании дуги.
Чем больше отклонение силы сварочного тока, тем легче саморегулирование дуги. При изменении длины дуги отклонение силы тока тем больше, чем меньше наклон внешней характеристики источника. Поэтому источник для сварки под флюсом должен иметь полого-падающую внешнюю характеристику (см. рис. 3). При этом обеспечиваются надежное первоначальное и повторное возбуждение и устойчивое горение дуги. Сила тока зависит от скорости подачи проволоки и поэтому настраивается механизмом ее подачи сварочного аппарата.
При механизированной сварке в углекислом газе используют источники постоянного тока с жесткой внешней характеристикой. Постоянный ток необходим для улучшения условий возбуждения дуги. Жесткая характеристика обеспечивает устойчивость горения дуги и стабильность процесса сварки. Для уменьшения разбрызгивания электродного металла последовательно с источником включают дроссель со значительной индуктивностью, ограничивающей пиковое значение силы тока короткого замыкания. Величина напряжения дуги регулируется источником, а сила сварочного тока- полуавтоматом.
Основные требования к источникам тока для сварки
Чтобы отвечать своему предназначению, источники тока должны удовлетворять определенным требованиям, к основным из которых относятся следующие:
- напряжение холостого хода должно обеспечивать зажигание дуги, но не быть выше значений, которые являются безопасными для сварщика;
- источники питания должны иметь устройства, регулирующие сварочный ток в необходимых пределах;
- сварочные аппараты должны иметь заданную внешнюю вольт-амперную характеристику, согласующуюся со статической вольт-амперной характеристикой сварочной дуги.
Дуга может возникать либо в случае пробоя газа (воздуха), либо в результате соприкосновения электродов с последующим их отведением на расстояние нескольких миллиметров. Первый способ (пробой воздуха) возможен только при больших напряжениях, например, при напряжении 1000В и зазоре между электродами в 1 мм. Такой способ возбуждения дуги обычно не применяется из-за опасности высокого напряжения. При питании дуги током высокого напряжения (более 3000В) и высокой частоты (150-250 кГц) можно получить пробой воздуха при зазоре между электродом и деталью до 10 мм. Такой способ зажигания дуги менее опасен для сварщика и его нередко используют.
Второй способ зажигания дуги требует разности потенциалов между электродом и изделием 40-60В, поэтому применяется чаще всего. Когда электрод соприкасается с изделием, создается замкнутая сварочная цепь. В момент, когда электрод отводится от изделия, электроны, которые находятся на нагретом от короткого замыкания катодном пятне, отрываются от атомов и электростатическим притяжением двигаются к аноду, образуя электрическую дугу. Дуга быстро стабилизируется (в течение микросекунды). Электроны, которые выходят из катодного пятна, ионизируют газовый промежуток и в нем появляется ток.
Скорость зажигания дуги зависит от характеристик источника питания, от силы тока в момент соприкосновения электрода с изделием, от времени их соприкосновения, от состава газового промежутка. На скорость возбуждения дуги влияет, в первую очередь, величина сварочного тока. Чем больше величина тока (при одном и том же диаметре электрода), тем большим становится величина сечения катодного пятна и тем большим будет ток в начале зажигания дуги. Большой электронный ток вызовет быструю ионизацию и переход к устойчивому дуговому разряду.
При уменьшении диаметра электрода (т.е. при увеличении плотности тока) время перехода к устойчивому дуговому разряду еще больше сокращается.
На скорость зажигания дуги влияют также полярность и род тока. При постоянном токе и обратной полярности (т.е. плюс источника тока подключается к электроду) скорость возбуждения дуги выше, чем при переменном токе. Для переменного тока напряжение зажигания должно быть не менее 50-55В, для постоянного тока - не менее 30-35В. Для трансформаторов, которые рассчитаны на сварочный ток 2000А, напряжение холостого хода не должно превышать 80В.
Повторные зажигания сварочной дуги после ее угасания из-за коротких замыканий каплями электродного металла будут возникать самопроизвольно, если температура торца электрода будет достаточно высокой.
Внешняя вольт-амперная характеристика источника представляет собой зависимость напряжения на клеммах и тока.
Схема системы источник-дуга
На схеме источник имеет постоянную электродвижущую силу (Еи) и внутреннее сопротивление (Zи), состоящее из активной (Rи) и индуктивной (Xи) составляющих. На внешних зажимах источника имеем напряжение (Uи). В цепи "источник-дуга" идет сварочный ток (Iд), одинаковый для дуги и источника. Нагрузкой источника является дуга с активным сопротивлением (Rд), падение напряжения на ней Uд=I•Rд.
Уравнение для напряжения на внешних зажимах источника получается следующее: Uи = Eи - Iд•Zи.
Источник может работать в одном из трех режимов: холостой ход, нагрузка, короткое замыкание. При холостом ходе дуга не горит, ток отсутствует (Iд=0). В этом случае напряжение источника, называемое напряжением холостого хода, имеет максимальное значение: Uи = Eи.
При нагрузке по дуге и источнику идет ток (Iд), а напряжение (Uи) ниже, чем при холостом ходе, на величину падения напряжения внутри источника (Iд•Zи).
При коротком замыкании Uд=0, поэтому и напряжение на клеммах источника Uи=0. Ток короткого замыкания Iк=Eи/Zи.
Экспериментально внешняя характеристика источника снимается измерением напряжения (Uи) и тока (Iд) при плавном изменении сопротивления нагрузки (Rд), при этом дуга имитируется линейным активным сопротивлением - балластным реостатом.
Графическое представление полученной зависимости и есть внешняя статическая вольт-амперная характеристика источника. При уменьшении сопротивления нагрузки увеличивается ток и снижается напряжение источника. Таким образом, в общем случае внешняя статическая характеристика источника - падающая.
Внешняя вольт-амперная характеристика источника
Бывают сварочные аппараты с крутопадающими, пологопадающими, жесткими и даже возрастающими вольт-амперными характеристиками. Есть и универсальные сварочные аппараты, характеристики которых могут быть крутопадающими и жесткими.
Внешние вольт-амперные характеристики сварочных аппаратов: 1 - крутопадающая, 2 - пологопадающая, 3 - жесткая, 4 - возрастающая.
Например, обычный трансформатор (с нормальным рассеянием) имеет жесткую характеристику, а возрастающая характеристика достигается путем обратной связи, когда с ростом тока электроника увеличивает напряжение источника.
При ручной дуговой сварке применяются сварочные аппараты с крутопадающей характеристикой.
Сварочная дуга тоже имеет вольт-амперную характеристику.
Вольт-амперная характеристика дуги
Сперва с увеличением тока напряжение резко падает, так как увеличивается площадь сечения столба дуги и его электропроводность. Затем с увеличением тока напряжение почти не изменяется, так как площадь сечения столба дуги увеличивается пропорционально току. Потом с увеличением тока напряжение возрастает, так как площадь катодного пятна не увеличивается из-за ограниченного сечения электрода.
При увеличении длины дуги вольт-амперная характеристика смещается вверх. Изменение диаметра электрода отражается на положении границы между жестким и возрастающим участками характеристики. Чем больше диаметр, тем при большем токе произойдет заполнение торца электрода катодным пятном, при этом возрастающий участок сместится вправо (на рисунке ниже показано пунктирной линией).
Зависимость вольт-амперной характеристики дуги от её длины и диаметра электрода
Стабильное горение дуги возможно при условии, если напряжение дуги равно напряжению на внешних зажимах источника питания. Графически это выражается в том, что характеристика сварочной дуги пересекается с характеристикой источника питания. На рисунке ниже показаны три характеристики дуги различной длины - L1, L2, L3 (L2>L1>L3) и крутопадающая характеристика источника питания.
Пересечение вольт-амперных характеристик источника и дуги (L2>L1>L3).
Точки (A), (B), (C) выражают зоны устойчивого горения дуги при разной её длине. Видно, что чем больше будет наклон характеристики источника, тем меньше будет изменение сварочного тока при колебании длины дуги. А ведь длина дуги поддерживается в процессе горения вручную, потому не может быть стабильной. Вот почему только при крутопадающей характеристике трансформатора колебания кончика электрода в руках сварщика будут не сильно сказываться на стабильности горения дуги и качестве сварки.
Читайте также: