Напряжение холостого хода сварочного полуавтомата
Обновлено: 16.05.2024
Сварочные аппараты MIG-MAG продолжают набирать популярность, как в профессиональной, так и в бытовой сфере. Удобство, производительность, высокое качество шва, отсутствие необходимости в постобработке – все это только способствует развитию интереса к данному виду оборудования для сварки.
Если и вы решили примкнуть к числу владельцев мы поможем вам понять: как выбрать сварочный полуавтомат под определенные задачи с минимальными затратами. Мы начнем с главных характеристик и закончим дополнительными возможностями. Ознакомившись со статьей, вы будете знать все, чтобы подобрать идеальный вариант под свои нужды.
Основной параметр – Сила тока
Характеристика считается основной и определяет минимальную и максимальную толщину металла, с которой возможно работать. В отличие от других видов сварочных аппаратов для полуавтоматов важны оба значения.
От максимального тока зависит глубина проплава металлической заготовки. Если значения недостаточно – шов останется на поверхности и будет менее прочным и более заметным. Для примера:
На ремонт ворот, дверей, емкостей и других изделий из металла толщиной 1-1,5 мм стоит взять аппарат с силой тока – 160-180 А
Для стандартного кузова толщиной металла до 0,8 мм достаточно использовать модели с показателем 110-120 А
Мощные трубы потребуют оборудования не менее 200 А
Швелера металлоконструкций не будут достаточно проварены без полуавтомата с силой тока в диапазоне 300-400 А
Для тонких изделий важно не только максимальное значение, но и минимальное. Здесь требуется предельно внимательно выбирать силу тока, чтобы не допустить прожогов на металле. Например, для кузова понадобится самый низкий диапазон 10-20 А, а для бака из листового железа – 30-40 А. Не ошибиться при выборе поможет простая таблица с усредненными рекомендациями по выбору силы тока для полуавтоматов при условии работы с изделиями из низкоуглеродистой стали.
Напряжение холостого хода и розжиг дуги
Зачем учитывать этот параметр? Представьте себе, что ваш сварочный полуавтомат включен, а дуга не горит. В этот момент он находится в режиме холостого хода, в котором поддерживается определенный уровень напряжения (к примеру, 40-90 В). От того насколько высоко значение напряжения холостого хода напрямую зависит легкость розжига дуги.
Здесь также не обойдемся без нескольких примеров:
Для работы в бытовых условиях вполне достаточно 30-40 В
При более интенсивных нагрузках в мастерской – 50-70 В
На производстве используются полуавтоматы с холостым ходом – 80-90 В
Диаметр сварочной проволоки для надежного шва
Если впервые выбираете сварочный аппарат, то вам не помешает определить область использования. Таким образом, вы сможете заранее подобрать основной расходный материал – проволоку и ролики в подающем механизме. В последствие вы сможете заменить их, чтобы расширить сферу возможного применения.
При выборе сварочной проволоки следует учитывать прямую пропорцию – чем толще металл, тем больше диаметр расходного материала. Для удобства ориентируйтесь на таблицу ниже:
Толщина металла, мм
Говоря о сварочной проволоке, нельзя забывать о влиянии механизма подачи на работу полуавтоматом. Для бытового использования вполне подойдет компактный аппарат со встроенным в корпус механизмом (например, FUBAG INMIG 315 T ). Выносная конструкция потребуется для интенсивного использования на производстве. За счет дополнительного оборудования для сварки становиться возможной работа на расстоянии от основного источника тока.
Продолжительность включения полуавтомата (ПВ)
Для тех, кто впервые сталкивается с данной характеристикой, продолжительность включения или ПВ – количество времени работы сварочного аппарата с максимальным сварочным током в течение 10-и минутного цикла при температуре окружающей среды 40 градусов Цельсия. Для удобства время работы указывается в процентах, т.е. ПВ равное 40% означает 4 минуты работы и 6 минут перерыва.
Будьте внимательны к инструкции. Одна цифра может серьезно повлиять на данную характеристику. Так некоторые производители указывают ПВ при температуре 20 градусов. Естественно, что показатель существенно увеличивается, а на деле его может быть даже недостаточно.
Как выбирать сварочный полуавтомат в зависимости от ПВ? Для редкого или периодического использования в гараже, дома или на даче подойдут небольшие значения. Подбирайте в зависимости от интенсивности предполагаемой работы и личного удобства. 3-4 минуты из 10 может вполне хватить для бытовых задач. Профессионалы же стараются сократить время простоя до минимума. Им нужна большая продолжительность включения сварочного аппарата.
Важные функции сварочного полуавтомата для новичка и профессионала
1. Синергетическое управление. Наличие функции упростит настройку аппарата для полуавтоматической сварки. Достаточно ввести известные параметры, а интеллектуальная система сама выберет подходящее напряжение для эффективной и комфортной работы. Наличие синергетического управления желательно для новичков, но не менее востребовано и продвинутыми сварщиками. Ярким примером аппаратов станет полуавтомат FUBAG INMIG 200 SYN LCD .
2. Импульсный режим сварки. Незаменимый режим для сварки цветных металлов (нержавеющей стали, алюминиевых сплавов). Сварочные аппараты с импульсным режимом сварки применяются на крупных станциях техобслуживания и не только.
3. Дополнительные способы сварки MMA, TIG. Чаще всего сварочные полуавтоматы по умолчанию работают в режимах MIG (сварка с флюсовой проволокой без газа) и MAG (сварка с проволокой сплошного сечения в среде газа). Но иногда встречаются устройства только с одним из способов, поэтому нужно быть предельно внимательным и, конечно, лучше брать аппараты, где присутствует MIG и MAG. Помимо этого современные полуавтоматы могут варить в режиме MMA штучными электродами. Есть и такие агрегаты, в которых прендусмотрена возможность сварки TIG-горелкой.
Естественно от наличия дополнительных функций напрямую зависит стоимость сварочного аппарата. Здесь можно сэкономить или же взять универсальный сварочный полуавтомат для выполнения различных задач.
Вес и комплектация сварочного аппарата для полуавтоматической сварки
В зависимости от сложности агрегата вес может доходить от 10 до 100 кг и это не предел. Для более мощных устройств, как правило, требуется дополнительное оборудование. К таким устройствам относятся блоки охлаждения для сварочной горелки, выносные механизмы, укрепленные металлические тележки и т.д. Для домашнего использования вполне подойдут модели на 12-20 кг.
Выбор сварочного полуавтомата на живом примере
Опираясь на все вышесказанное, попробует подобрать аппарат для периодической работы в мастерской или гараже. Рассчитываем на то, что источником питания будет сеть с напряжением 220В. Полуавтомат необходим человеку без опыта, либо с небольшими навыками работы со сварочным инвертором.
Первым делом определяем периодичность и первостепенные задачи. Допустим, что аппарат будет использоваться не ежедневно. Он понадобится для сварки металлов 1-4 мм.
Отталкиваясь от вышеизложенных данных, получаем – нам нужен аппарат с:
Диапазоном силы тока 30-200А
Напряжением холостого хода не ниже 40-70 В
ПВ равным 40% (здесь не является приоритетным показателем)
Синергетическим управлением (существенно облегчит работу)
Из модельного ряда FUBAG для данного примера прекрасно подойдет IRMIG 200 SYN. Новое поколение предусматривает возможность работы в MMA режиме, что будет полезно для выполнения рядовых задач в быту.
Нужно учитывать, что помимо самого сварочного полуавтомата понадобится и другое оборудование:
Кабель с зажимом заземления
Баллон с газом и редуктором
Сварочная маска и другие средства защиты
В комплекте с аппаратами для полуавтоматической сварки FUBAG уже есть горелка, шланг и кабель заземления. Модели, поддерживающие MMA, оснащены кабелем с электродержателем.
Для того чтобы наглядно закрепить материал и получить несколько дополнительных советов рекомендуем наш видеоролик о выборе сварочных полуавтоматов:
Каким должно быть напряжение холостого хода сварочного инвертора?
Напряжение холостого хода сварочного инвертора – это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла. Это создает и безопасность работы сварщика.
Схема сварочного инверторного полуавтомата.
Напряжение холостого хода: как возникает и на что влияет
Напряжение холостого хода получается путем преобразования напряжения питающей сети (220 В или 380 В, 50 Гц) в двух последовательных преобразователях, сначала в напряжение постоянного тока, а затем в переменное частотой 20-50 кГц. Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.

Преобразование тока в сварочном инверторе.
Многие считают, что этот параметр влияет только на легкость зажигания дуги, чем выше напряжение, тем легче зажигается дуга. Условия работы сварщиков при монтаже конструкций далеки от идеальных. Случайное касание токоведущих частей с завышенным напряжением может привести к несчастному случаю.
У многих моделей инверторов напряжение холостого тока и сила рабочего тока находятся в прямой зависимости. При сварке металла, покрытого толстым слоем ржавчины или краски, дуга зажигается с трудом.
Если в этой ситуации увеличить напряжение холостого хода, то рабочий ток окажется избыточным, и вместо качественного соединения металла могут образоваться шлак и поры.
На чем отражается правильность подбора режима
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва. Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.

Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой сварочного осциллятора. Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током. Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
Возможные неполадки в работе и их причины
Причины возникновения неполадок в работе инвертора могут возникнуть по причине:
- неисправности самого инвертора;
- неудовлетворительного состояния сварочных кабелей и цепи питания устройства.

Функциональные возможности сварочного инвертора.
Температурная деформация и напряжение на выходе устройства находятся в неразрывной связи. Из-за скачков напряжения изменяется температура горения дуги, металл либо не прогревается до необходимой температуры, либо сгорает, образуя шлак и поры. Способы устранения неполадок зависят от обнаруженной неисправности. Самой простой причиной может быть плохой контакт в соединениях сварочных кабелей с крокодилами и штекерами для подключения к инвертору. Он ведет к появлению деформаций при сварке. Обычно такой дефект проявляется в резких непериодических скачках сварочного тока, самопроизвольном затухании дуги, что может привести к некачественному соединению, деформации и напряжению при сварке деталей от неравномерного нагрева.
Способ устранения прост и может быть выполнен самостоятельно. Для устранения необходимо снять защитные изоляционные ручки, отсоединить кабель и осмотреть места соединения. При наличии окислов и следов нагрева нужно зачистить поверхности наждачной шкуркой и собрать, тщательно затянув соединительные болты. Кабели с подломленными или оборванными жилами и поврежденной изоляцией необходимо заменить на аналогичные. Длину кабеля лучше сохранить прежнюю. Многие модели инверторов рассчитаны на строго определенную нагрузку по индуктивному сопротивлению и при изменении длины кабеля могут изменить параметры работы.
Следующая причина может быть в неисправности самого устройства. Для определения работоспособности аппарата необходимо замерить прибором напряжение на выходных клеммах инвертора и напряжение в питающей сети. При нормальном сетевом напряжении низкое напряжение на выходе инвертора будет свидетельствовать о неисправности устройства. Ремонт инвертора лучше доверить специалистам из сервисного центра.
Если напряжение на выходе инвертора находится в допустимых пределах при нормальном напряжении питающей сети, следует тщательно проверить цепь подачи питающего напряжения на устройство от вводной точки электроснабжения или прибора учета. Минимальная потребляемая мощность устройств в режиме сварки находится в пределах 4-5 кВт. Необходимое сечение подводящих проводов из меди при такой мощности должно быть не менее 2,5 мм 2 с длительно допустимым рабочим током 25 А по всей цепи питания. Кабель с меньшим сечением будет быстро нагреваться, на нем будут возрастать потери напряжения.
Обязательно необходимо проверить качество всех соединений по цепи питания. Слабая скрутка или другой вид некачественного соединения тоже могут создавать проблемы при сварочных работах и привести к возгоранию. Разъемные соединения из пары вилка-розетка должны быть нового типа с увеличенным диаметром электропроводящих штифтов на вилках. Вилки старого типа не выдерживают нагрузки при длительных режимах работы. Розетки тоже должны быть соответствующего типа. Длина подводящих питание линий не может быть больше 50 м, если иное не указано в технической документации на устройство.
В сельской местности часто наблюдается нештатная работа инверторов из-за перегруженных общих линий электропроводки и заниженного напряжения сети.
Если при попытке зажечь дугу питающее напряжение падает до недопустимо низкого значения в точке ввода, это свидетельствует о недостаточной пропускной способности общей линии и ее перегрузке.
Иногда в такой ситуации могут помочь стабилизаторы напряжения. Эффективность работы стабилизаторов также зависит от нескольких причин и не всегда оправдывается. Общая потребляемая мощность комплекта из сети электроснабжения составит мощность сварочного устройства плюс потери в устройстве стабилизации. Увеличатся расходы по оплате электроэнергии, возрастет перегрузка общих линий, что еще более снизит напряжение на вводе.
Перед решением использовать такое устройство в комплекте со сварочным оборудованием желательно обратиться в электросети с письменным заявлением о некачественном электроснабжении.
КАК ВЫБРАТЬ СВАРОЧНЫЙ ПОЛУАВТОМАТ?
MIG-MAG сварка или сварка полуавтоматом одна из самых востребованных у профессионалов. Данный метод сварки все больше набирает популярность, вытесняя ручную дуговую сварку.
Если и Вы решили попробовать варить полуавтоматом, обязательно встанет вопрос: какой же сварочный инверторный аппарат MIG/MAG выбрать?
Существует великое множество сварочных полуавтоматов MIG/MAG – от простых в управлении и надежных аппаратов, которые могут решать оперативные задачи в быту или на строительной площадке (к примеру, сварочный полуавтомат IRMIG 160) до высокотехнологичных аппаратов с синергетическим управлением (к примеру, INMIG 200 SYN LCD) и мощных трехфазных полуавтоматов для промышленного производства (к примеру, INMIG 500 DW SYN).

Рис.1 – Сварочный полуавтомат IRMIG 160

Рис.2 – INMIG 200 SYN LCD

Рис.3 – Сварочный полуавтомат INMIG 500 T DW SYN
Какой сварочный полуавтомат для дома и дачи выбрать?
Преимущества метода сварки MIG-MAG:
1. Это самый производительный вид сварки. За счет принципа подачи проволоки, можно варить беспрерывные протяженные швы, не останавливаясь и не тратя время на смену электрода.
2. Сваркой MIG/MAG можно работать с очень большим списком металлов, в том числе с тонколистовым.
3. В результате MIG/MAG сварки получается качественный, чистый, прочный шов с минимальной последующей обработкой стыка под покраску.
4. Сварка полуавтоматом MIG/MAG - это самый простой и несложный процесс и любой начинающий сварщик сможет освоить основные навыки за очень короткое время.
5. MIG-MAG сварка дает возможность работы в любом положении, позволяет визуально прослеживать процесс сварки и формировать шов.
У MIG/MAG сварки есть и свои ограничения:
1. Невысокая мобильность – нужен газовый баллон и катушка с проволокой (а это гораздо тяжелее электрода).
2. Необходим стартовый комплект – для этой сварки понадобятся горелка, катушка с проволокой, газовые баллоны, редукторы и шланги.

Рис.4 – Преимущества сварки полуавтоматом

Рис.5 – Недостатки сварки полуавтоматом
Но преимущества данного вида сварки неоспоримы.
Перед тем как начать выбирать, нужно определиться для каких видов работ будет использоваться полуавтомат. Именно от этого будут зависеть характеристики (мощность, сила тока) и комплектация.
Начнем с самого основного параметра – силы тока
Сила тока
Основным параметром для любого сварочного аппарата является сила тока. Этот параметр определяет, с какой толщиной металла Вы сможете работать.
Для полуавтоматов важны как максимальное, так и минимальное значение этого показателя.
Показатель максимального значения важен для определения толщины металла, которую аппарат может проплавить. Чем больше показатель, тем с большей толщиной сварочный аппарат может работать. Если максимального значения будет недостаточно, полноценного провара заготовки не получится, шов будет как бы на поверхности.
На ремонт ворот, дверей, баков, емкостей из металла 1,0 -1,5 мм потребуется полуавтомат на 160 -180 А.
Для работы по кузову автомобиля, где толщина стали не больше 0,8 мм достаточно модели с показателем 110-120 А. Фланцы и мощные трубы сваривают оборудованием от 200 А.
Для сварки металла большей толщины требуется уже 300-400 А.
Иногда стоит задача снизить сварочный ток до минимального значения, чтобы сварить тонкое изделие. Если нижнее значение аппарата не может опуститься до определенного минимального значения тока для данного материала и толщины, то при работе будут прожоги на металле.
Самый низкий предел (10-20 А) нужен для работы с кузовом. Чтобы не прожечь металл того же бака и листового железа, показатель должен быть не больше 30-40 А.
Для начала, Вы можете ориентироваться на таблицу ниже. В процессе работы, здесь даны усредненные рекомендации по силе тока для работы по низкоуглеродистой стали.

Рис. 6 - Рекомендации по силе тока для работы по низкоуглеродистой стали
Напряжение холостого хода
Еще один показатель, который поможет определиться с оптимальным выбором сварочного полуавтомата MIG/MAG.
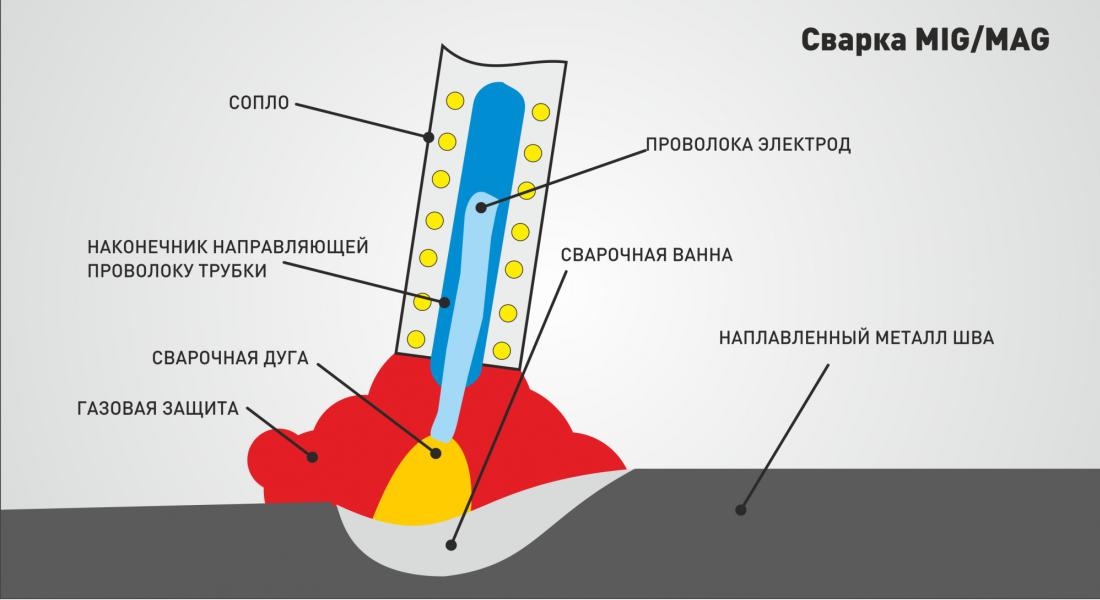
В момент, когда Ваш аппарат включен, но дуга не горит, он работает на холостом ходу – своеобразном режиме ожидания, когда аппарат поддерживает определенный уровень напряжения – 40-90 В, чтобы при замыкании контакта между проволокой и заготовкой возбудилась дуга. Чем значение холостого хода выше, тем легче она зажигается.
Для гаража и домашней мастерской достаточно, чтобы модель имела показатель холостого хода в 30-40 В.
Для СТО или мастерской желательно иметь показатели в 50-70 В. На производство берут полуавтоматы с холостым ходом 80-90 В.

Рис.7 - Процесс зажигания сварочной дуги
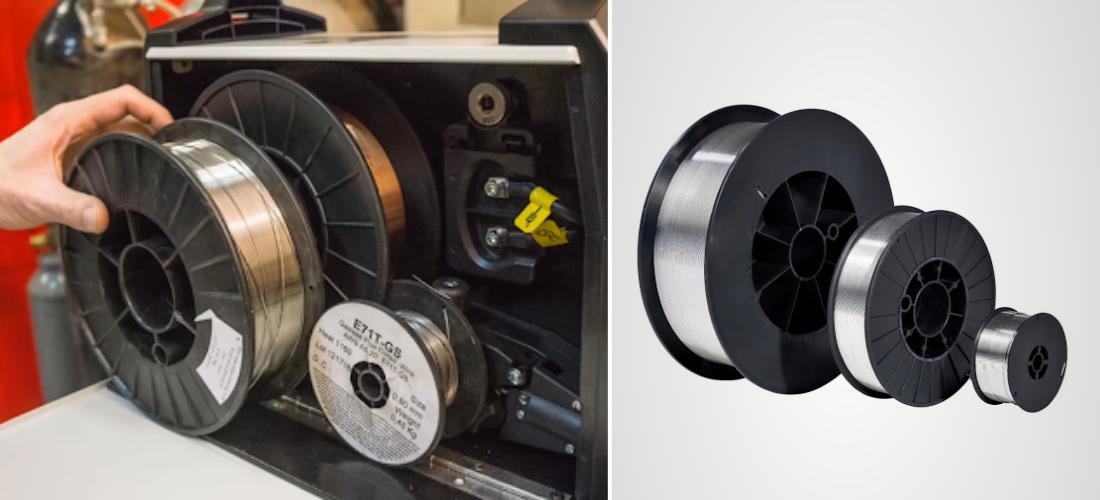
Диаметр сварочной проволоки
Аппарат MIG/MAG сварки может работать с проволокой различных диаметров – не достаточно поменять только катушку с проволокой и ролики в подающем механизме. Также требуется замена кабель-канала и контактного наконечника. Поэтому устройство надо выбирать с учетом будущих работ.
Чем толще металл, тем больший диаметр проволоки потребуется для проплавки и создания хорошего соединения.

Рис. 8 - Катушка со сварочной проволокой

Рис.9 – Подбор диаметра проволоки в зависимости от толщины металла
Продолжительность включения
Это один из основных параметров. По международному стандарту EN 60974-1 продолжительность включения показывает, сколько времени от 10-ти минутного цикла, при температуре окружающего воздуха 40 C°, аппарат работает с максимальным сварочным током. Дело в том, что при продолжительной работе под высоким напряжением, а также в зависимости от температуры окружающей среды, аппарат MIG/MAG сварки может перегреваться и выключаться через разный промежуток времени. Обычно, данный параметр указывают в процентах.
Так, если в паспорте на аппарат указано, что длительность его включения составляет 40%, то это означает, что из 10-ти минут на максимальном токе он должен работать не более 4-х минут, а на остальные 6 минут будет пауза. Некоторые производители лукавят, заявляя значение АВ при 20 градусах, что увеличивает его в 2 раза и вводит покупателей в заблуждение.
Этот параметр будет особенно актуален при выборе аппарата на промышленное предприятие, при эксплуатации в постоянном режиме и на нем будет работать профессионал. Сварщик же в мастерской и гараже не варит дольше 3-4 минут, т.к. периодически нужно прерываться, чтобы подготовить участок к сварке, подогнать детали и т.д.
Синергетическое управление
Аппараты бывают как с ручным, так и с синергетическим управлением. В аппаратах с синергетическим управлением пользователю достаточно выбрать определенные известные параметры в зависимости от модели и аппарат автоматически настроит напряжение таким образом, чтобы обеспечить сварщику максимально эффективную и комфортную работу.
Продвинутый сварщик может вручную настроить параметры под свои условия работы и даже по звуку работающей горелки может определить дисбаланс настроек аппарата.
Если Вы только начинаете или работаете с аппаратом не ежедневно, то помощь в виде синергетического управления значительно упростит первые шаги и поможет в дальнейшей работе.

Рис.10 - Синергетическое управление на полуавтомате
Универсальность использования
Полуавтомат работает как с проволокой сплошного сечения, работающей в среде защитного газа (сварка MAG), так и с порошковой (флюсовой) проволокой, работающей без газа (сварка MIG). Но встречаются модели, которые работают только с одним из видов.
Кроме того, есть полуавтоматы, оснащенные разъемом для работы со штучными электродами (сварка MMA).

Рис. 11 – Сварочный полуавтомат IRMIG 180 SYN оснащен разъемом для работы со штучными электродами
Существуют также универсальные аппараты, позволяющие работать с горелкой TIG-сварки.

Рис.12 - INMIG 200 SYN LCD позволяет работать с горелкой TIG-сварки
Такие модели стоят дороже и их выбор обусловлен необходимостью работы со всеми видами сварки – они актуальны в гараже, автосервисе, где есть задача варить как малые толщины, так и большие – лонжероны, крепления и т.п.
Импульсная сварка
Полуавтоматы MIG/MAG могут иметь режим импульса. Это режим позволяет варить цветные металлы ( нержавеющая сталь. алюминиевые сплавы). Такие модели приобретают, в первую очередь, крупные станции техобслуживания.
Вес аппарата
Вес полуавтомата может колебаться от 10-12 до 100 кг и выше – все зависит от модели, ее функционала и дополнительного оборудования.
Аппараты от 12 до 20 кг подойдут для гаража или мобильного использования т.к. их без проблем может перенести один человек, но нужен будет более длинный шланг для газового баллона. Ну, или более компактный баллон. Для нечастого использования это оптимально.
Промышленные модели могут комплектоваться блоком охлаждения для горелки и выносным механизмом. Они устанавливаются на специальных тележках, к которым крепится и баллон с газом. Такой сварочный пост можно перемещать по всей территории того же автосервиса или цеха.

Рис.13 - INMIG 500T DW SYN с блоком охлаждения и тележкой
Механизм подачи проволоки
Если Вы выбираете сварочный полуавтомат для домашней мастерской или гаража, тогда лучше брать компактный аппарат, где механизм подачи проволоки встроен в корпус аппарата.
Аппарат с выносным механизмом необходим на производстве, где требуется мобильность. Мобильность проявляется в следующем: выносной механизм подачи проволоки подключается к основному источнику сварочного тока с помощью кабеля. В комплекте идет стандартный кабель – 5 метров. Как опция, можно купить кабель длиной 30 м. Такой механизм позволяет работать на расстоянии от основного источника тока. За счет этого и достигается мобильность. Такой механизм позволяет работать на расстоянии от основного источника тока.

Рис.14 – Механизм подачи проволоки
Так какой же сварочный полуавтомат лучше купить?
Давайте попробуем на примере подобрать сварочный полуавтомат под задачу вместе.
Итак, Вы ищите аппарат для периодической работы в мастерской или гараже. В сети напряжение 220 В. Сварочного опыта нет, либо имеется небольшой опыт работы с инвертором. Нагрузка аппарата – не ежедневная. Варить планируете металлы от 1 мм до 3-4 мм.
Вам нужен аппарат от 30 до 200 А – самый востребованный диапазон сварочного тока для таких целей. Значение напряжения холостого хода должно быть не ниже 40-70 В. Продолжительность включения для Вас не очень важна и вряд ли Вы будете варить швы метровой протяженности, поэтому смело выбирайте 40%.
Такой аппарат позволит работать, если только учитесь, обратите внимание на синергетику – она не только облегчит жизнь, но и подружит Вас с этой работой, сделает ее комфортной и простой.
Перечислим все необходимое для начала работ сварочным полуавтоматом MIG/MAG:
1. Cам аппарат - источник сварочного тока тока;
2. Cварочная горелка;
3. Кабель с зажимом заземления;
4. Газовый шланг;
5. Баллон с газом и редуктором;
6. Сварочная маска
У аппарата FUBAG IRMIG 200 SYN в комплекте уже идут и горелка, и шланг, и кабель заземления, а также кабель с электрододержателем, т.к. данная модель может варить и электродом, есть разъемы для его подключения.

Обзоры полуавтоматов от профессионалов Вы можете посмотреть ниже:
- Ручная дуговая сварка Аппаратом FUBAG INMIG 200 SYN LCD (канал Гори Дуга)
Как выбрать сварочный полуавтомат
Сварка MIG-MAG, она же сварка с помощью полуавтомата, самая распространенная среди профессионалов и по популярности постепенно приближается к ручной дуговой MMA — сварке электродом. Если задумались освоить этот метод, первое с чего нужно начать, выбрать сварочный полуавтомат.
Этот тип сварочной техники представлен:
- Простыми в освоении аппаратами для бытовых нужд,
- Технологичными приборами с синергетическим режимом настройки для строительных задач, , участвующими в производственных процессах.

Для начала выясним:
- В чем превосходство сварки в полуавтоматическом режиме.
- Ключевые показатели сварочного полуавтомата.
- Что значит сочетание "синергетическое управление".
- Необходимый набор комплектующих для работы с MIG-MAG сваркой.
Преимущество полуавтоматической сварки
- Главное — высокая производительность. Протяженный безостановочный сварной шов становится возможен благодаря постоянно подающейся проволоке. Не требуется останавливать процесс, чтобы заменить электрод.
- При MIG-MAG сварке доступны соединения разных видов металлов и различных толщин заготовок: например соединение листовых сталей происходит быстро и качественно, стык требует минимум обработки в последствии, и буквально, готов к окраске.
- Следующее преимущество — простота процесса. Базовые навыки легко и быстро освоит начинающий специалист.
- При полуавтоматической сварке можно работать в любом пространственном положении и удобно контролировать формирование сварочного шва.

Ограничения в работе с методом сварки MIG-MAG
Минимальный набор MIG-MAG сварщика не отличается мобильностью: баллон с газом, редукторы, шланг, сама горелка и проволока на катушке весят в разы больше электродов.
Характеристики аппарата MIG-MAG (полуавтомата)
Выбор следует делать после четкого понимания предстоящего перечня задач, где будет применяться сварочный полуавтомат: после этого появится понимание требуемой мощности, силы тока и комплектности прибора.
Главный параметр среди полуавтоматов, поскольку от него зависит толщина обрабатываемого металла. При типе сварке MIG-MAG значение имеют минимальные и максимальные показатели.
Максимальная сила тока полуавтоматического аппарата в прямой зависимости с толщиной металла, которую способен прожечь. Большая сила тока означает, что доступна большая толщина проплавляемого материала.
Если не соблюдать данную зависимость, есть вероятность не проварить заготовку: швы останутся на поверхности, соединение будет с браком.
Когда требуется соединить заготовки с минимальными толщинами, стоит обратить внимание на минимальные значения сварочных токов. Например, сварить бак из листовой стали и не прожечь насквозь стенки будет возможно, если ток аппарата составит 10-20 ампер.

Таблица толщин металлов и сварочных токов. Усредненные рекомендованные данные по силе тока.
Режим ожидания полуавтомата — это когда агрегат включен, но еще не разожглась дуга. При этом сварочник поддерживает некий уровень тока в диапазоне 40-90 В, находясь в готовности возбудить дугу, если замкнуться контакты между проволокой и деталью.
Высокое значение тока на холостом ходу означает более легкий розжиг.
- 30-40 Вольт — показатель холостого хода, который подойдет для мелких гаражных работ, домашних мастерских.
- На станциях техобслуживания и в ремонтных цехах нужны аппараты с показателем до 50 — 70 Вольт.
- 80-90 Вольт должны иметь сварочные машины для производств.
Оборудование следует подбирать учитывая предстоящие работы. Хотя полуавтоматическому сварочному аппарату доступны различные толщины сварочной проволоки, чтобы произвести ее замену, потребуется перенастроить и весь механизм подачи: кабельные каналы, ролики и канавки.
Больший диаметр сварочной проволоки позволит формировать крепкое соединение на заготовках из более толстого металла.

Процент нагрузки
Продолжительность включения сварочного полуавтомата, не менее важная характеристика чем сварочный ток.
По общепринятому стандарту за основу расчета берется цикл 10 минут и температура окружающей среды 40 градусов Цельсия. Производитель выявляет и указывает время постоянной работы в этом цикле на максимальном токе до полного отключения от перегрева. В конечном итоге, важно в каком интервале способен работать аппарат. Данные указывают в процентах.
Например, увидев значения характеристики ПН в 40% нужно понимать, что сварочный полуавтомат на максимальном токе способен работать 4 минуты из 10 минутного цикла, 6 минут ему потребуется на остывание.
Высокие значения полезной нагрузки, как правило, заинтересуют профессионалов сварщиков, использующих оборудование в технологических процессах.
В среднем, мастеру не требуется работать без остановки более пяти минут: необходимы перерывы в которых подготавливаются и подгоняются заготовки.
Синергетические настройки
Полуавтоматические сварочные аппараты по способу управления делятся:
- — когда аппарат сам регулирует напряжение для эффективной работы и мастеру нужно лишь задать пару параметров. Удобная опция для начинающих сварщиков либо мастеров для которых сварочные работы не постоянное занятие.
- С ручными настройками. Для продвинутых сварщиков, способных самостоятельно четко выставить настройки под любую задачу.
Сварочная проволока
В MIG-MAG сварке используется проволока со сплошным сечением, чтобы варить с использованием газа, а также флюсовая проволока, с порошковым покрытием для работы которой не требуется среда защитного газа.
При выборе аппарата будьте внимательны: не всем моделям доступна работа с различными видами проволоки.
Дополнительные опции
Помимо основных возможностей сварочный агрегат MIG-MAG может быть оснащен:
- Возможностью варить штучными электродами, аналогично сварочному инвертору MMA.
- Универсальные машины имеют разъемы для горелок TIG как аргонно-дуговые аппараты.
- Режим импульсной сварки для соединения цветных металлов, алюминиевых сплавов, высоколегированных сталей. Востребованы в первую очередь в кузовных работах.
Вышеперечисленные дополнения существенно расширят перечень доступных задач, однако, усложняют конструкцию и неизбежно приведут к удорожанию.

Вес аппарата
У полуавтоматов может быть огромная разница в весе: небольшие компактные машины для мастерской и гаража весят 12-15 кг, в то время как промышленные образцы с полным комплектом вспомогательных механизмов будут тяжелее 100 кг.
Сварочный пост
Баллон с газом, шланги, блок охлаждения, выносной механизм подачи проволоки крепятся на специальной тележке, которую удобно перемещать в пространстве цеха или мастерской.

Механизм подающий проволоку
Эта часть полуавтомата может быть встроена в корпус, если это компактный вариант для гаража. При выборе лучше выяснить заранее какие диаметры катушек с проволокой можно устанавливать в корпус.
Выносной механизм подачи позволит выполнять задачи на удалении от основного агрегата. Выносной механизм чаще выбирают для работы на производствах.
Выбор
На примере выберем сварочный полуавтомат для конкретных целей.
Допустим, что сварочного опыта мало, и понимаем, что работать будем периодически.
В гараже или мастерской напряжение сети составляет 230 вольт.
Планируется сваривать заготовки от 1 до 4 мм.
В этом случае нужен полуавтомат со значением силы тока 30-200 Ампер — наиболее подходящий показатель для подобных задач.
Показателя холостого хода в 40-70 Вольт будет достаточно.
Полезной нагрузки в 40% хватит, чтобы формировать надежные соединения.
Выбор синергетики в управлении упростит освоение этого типа сварочной техники.

Дополнительное сварочное оборудование
Перед тем как приступить непосредственно к работе необходимо доукомплектовать рабочее место:
Как настроить сварочный полуавтомат: Правильно выбираем параметры и функции
Эта статья поможет исключить ошибки в настройке сварочных устройств и укажет начинающим сварщикам нужное направление. Все значения носят рекомендательный характер, поэтому их не нужно воспринимать слишком буквально. У каждого сварочного полуавтомата свои характеристики и особенности. Также на необходимые настройки сварочника влияют внешние факторы: толщина деталей и их положение в пространстве, конфигурация стыка и т. д. Поэтому отталкивайтесь от своей конкретной ситуации и экспериментируйте.
Регулируемые параметры полуавтоматических сварочников

Как настроить сварочный полуавтомат ? Устройства позволяют регулировать подачу проволоки, силу тока, напряжение дуги, поток защитного газа. Помните, что при неудачном балансе между всеми четырьмя параметрами невозможно обеспечить не только нужную форму шва, но и необходимую глубину провара. Одним из индикаторов того, что настройка сварочного аппарата была выполнена успешно, является размер застывшего шарика на конце присадочного материала – он должен быть небольшим.

Напряжение

Величина в сварочных агрегатах может устанавливаться ступенчато или плавно, с помощью механических или цифровых регуляторов. Она зависит от толщины свариваемых заготовок и диаметра сварочной проволоки.
- недостаточное значение параметра приведет к получению чересчур узкого и высокого шва с плохим проваром;
- слишком большое значение способствует формированию чрезмерно широкого шва, возможностью прожига и приварки проволоки к контактному наконечнику.
Некоторые полуавтоматы имеют уже размещенную таблицу с рекомендуемыми значениями. Самым удобным местом для этого является внутренняя сторона крышки, закрывающая катушку с присадочным материалом. Немало подобных таблиц также можно отыскать в интернете.
Скорость подачи проволоки / сила тока

Данный параметр меняют вслед за изменением напряжения или сменой диаметра/марки расходного материала. Следует отметить, что в дорогостоящих полуавтоматах может встречаться автоматическая регулировка скорости движения присадки вместе с изменением напряжения (синергетический режим SYN).
Регулируя подачу расходника в сварочных полуавтоматах, вы также автоматически изменяете силу тока, поскольку ток и скорость взаимосвязаны. Чем быстрее движется расходный материал, тем более высокая сила сварочного тока должна прилагаться. Соответственно, возрастает и температураный режим электросварки.
- слишком высокое значение приведет к тому, что проволока будет не успевать расплавляться и к большому количеству брызг;
- чересчур низкая скорость подачи проволоки приведет к ее расплавлению задолго до прикосновения с деталью, что будет способствовать не только засорению сопла, но и увеличит риск просадок и разрыва шва.
Поток защитного газа

В каждом полуавтомате предусмотрен разъем для соединения с баллоном через газовый шланг. Удастся осуществлять правильный контроль подачи газа, если баллон будет снабжен редуктором с двумя шкалами: давление в МПа или барах (манометр), расход в л/мин (расходометр). Также предусмотрены ротаметры, часто использующиеся на промышленных линиях сварки. Это измерительные приборы, показывающие быстроту расхода вещества путем поднятия поплавка. Они представляют собой прозрачные вертикальные емкости конической формы. Настройка полуавтомата с использованием подобных приспособлений будет более точной.
На баллоне, предназначенном для использования при сварочных работах, можно увидеть два разных вентиля. С помощью первого (на самом баллоне) газ высвобождается из емкости, а с помощью второго регулируется быстрота подачи вещества. Вентиль на баллоне откручивается против часовой стрелки, а регулятор расхода газа – в обратном направлении. Оптимальное значение должно быть около 7-10 л/мин. Эквивалент на манометре – 1-2 кг/см².
Если так получилось, что у вас нет необходимых измерительных приборов, все еще есть возможность измерить величину расхода газовой смеси, правда это не очень удобно. Возьмите обычный резиновый воздушный шарик и наденьте его на горелку, чтобы он надувался после нажатия на курок. Он должен полностью надуваться за 30 секунд – это и будет примерно 7-10 л/мин. Чтобы шарик не проткнула присадка, откройте крышку полуавтомата для сварки и переведите расходник в недвижимое состояние с помощью соответствующего рычага.
О недостаточной подаче защитного вещества свидетельствует образование пор в соединении. Явление обуславливается тем, что в сварочную ванну из-за недостатка защиты просачивается воздух из окружающей среды. Различные элементы, находящиеся в воздушных массах, контактируют со свариваемым металлом, вступая с ним в химическую реакцию.
Чрезмерный расход полуавтоматом газа из баллона, в свою очередь, вряд ли можно определить на глаз. Проще экспериментировать на тестовых металлических болванках, начав с минимального объема вещества в минуту. Можно будет прекратить повышать значение, как только добьетесь исчезновения пор. С другой стороны, специалисты с большим опытом в сварочном деле после десятков часов работы с одним и тем же полуавтоматом умеют определять быстроту газового потока на слух.
Что касается выбора газовой смеси, то он зависит от свойств металла заготовок и необходимого качества исполнения шва:
углекислый газ – обеспечивает глубокий провар, но из-за грубого шва и большого количества брызг не подходит для соединения тонколистных заготовок;
В некоторых материалах найдутся другие рекомендации по выбору: смесь углекислоты с аргоном в соотношении 3:1. Такую пропорцию стоит опробовать для сварки тонких листов металла. Она гарантирует получение шва малой толщины и обеспечит минимальное количество брызг.
- сочетание 98% аргона и 2% углекислоты (или 92% аргона и 8% углекислоты) – для работы с нержавеющей сталью.
Следует помнить, что газовая сварка полуавтоматом неэффективна на открытом пространстве в слишком ветреную погоду и в помещениях с сильным сквозняком. В подобных условиях поток защитного вещества крайне нестабилен, что ведет к повышению риска обрывания пор в структуре шва (вне зависимости от настроенной подачи). В таких случаях лучшим выбором будет флюсовая самозащитная сварочная проволока.
Подбор полярности при полуавтоматическом сваривании

Факт того, подключен электрод к «плюсовому» или «минусовому» разъему, также в значительной степени влияет на процесс сварки полуавтоматом. Есть два сценария:
1. Прямая полярность – горелка подключается к «минусу». Используется при безгазовой электросварке деталей проволокой с флюсом. Режим прямой полярности отличается тем, что максимальная температура приходится не на зону сварки, а на расходный материал. В итоге флюс плавится в 1,5 раза быстрее, поэтому срабатывает именно тем образом, который необходим. Однако дуга становится менее стабильной и на выходе получается обилие шлака.
2. Обратная полярность – горелку подключают на «плюс». Применяется при использовании сплошной сварочной проволоки.
Если применить в сварочном устройстве неправильную полярность для определенного вида расходника, это не самым лучшим образом скажется на прочности получившегося соединения. Также некорректный режим сварки может привести к увеличению количества брызг, уменьшению глубины провара, худшему управлению дугой.
Вылет проволоки

- если используется углекислота или смеси, то разумно держать расстояние в диапазоне 6-10 мм;
- не делайте вылет слишком значительным, так как это ослабляет дугу;
- чем меньше вылет, тем более стабильна дуга и лучше проплавление, даже с не очень большим напряжением;
- сваривание под флюсом требует более длинного вылета, чем обычно (это необходимо для увеличения температуры плавления).
Как вы видите, лучший результат электросварки получится, если вылет расходника в полуавтомате будет как можно более коротким, но не меньше критического значения. Это обусловлено тем, что при отдалении сопла от зоны сваривания уменьшается эффективность газовой защиты.
Обратите внимание! Не путайте вылет и выпуск проволоки. В отличие от первого, выпуск – расстояние от сопла горелки до торцевой части присадочного материала.
Следует учитывать также еще одну регулировку – степень утопленности наконечника горелки внутрь сопла или, наоборот, ее выдвижения наружу. Чем глубже посажен наконечник, тем длиннее нужно делать вылет. Некоторые полуавтоматы для сварки поддерживают изменение расположения наконечника горелки относительно сопла в определенном диапазоне.
Каким именно должен быть вылет и выпуск, также можно определить, исходя из диаметра проволоки. Следует ориентироваться на рекомендуемые в таблице значения:

Неправильное расположение элементов горелки может привести к избыточным брызгам, недостаточному провару, короблению, сквозному прожигу.
Как настроить сварочник для сварки алюминия?

Из-за своих химических свойств алюминиевые детали труднее поддаются соединению электрической дугой. Однако, если следовать всем советам, можно добиться желаемого результата.
- Варить нужно на обратной полярности. Это приведет к более эффективному разрушению оксидной пленки.
- Механизм, подающий расходный материал, оснащается четырьмя роликами (в профессиональных аппаратах). Металл мягкий, поэтому стремится к сминанию. Также надо учесть, что потребуются гладкие ролики в форме буквы U, не имеющие насечек.
- Диаметр проволоки следует подбирать меньший, чем у наконечника для сварки алюминия, так как при нагреве металл очень быстро расширяется.
- Горелка должна обладать тефлоновым каналом для подачи проволоки для минимизации трения расходника.
Правильная настройка сварочного полуавтомата для сварки алюминия также включает бережное затягивание ручки подающего механизма. Сделайте это плотно, но не до упора, чтобы алюминиевая проволока не деформировалась.
Читайте также: