Напряжение холостого хода сварочного трансформатора
Обновлено: 06.05.2024
Опасным в электросети считается напряжении свыше 36 вольт. Вторичное напряжение холостого хода сварочных трансформаторов достигает 80 вольт и при проведении электросварочных работ сварщик может получить электротравму а в сырых помещениях и с летальным исходом.
Вторичное напряжение холостого хода в процессе сварки снижается по крутопадающей нагрузочной характеристике.
Использование средств первичной защиты при производстве сварочных работ, в виде резиновых перчаток и бот создают дополнительные неудобства и не всегда защищают от поражения электротоком.
Применение сварочных аппаратов с низким напряжением вторичной цепи приведёт к неустойчивому зажиганию сварочной дуги, длительность времени зажигания не менее 20 мсек - не ниже времени соприкосновения сварочного электрода с изделием. Практически все заводские сварочные трансформаторы имеют напряжение холостого хода в пределах 80 вольт и рабочее напряжение в 36-46 вольт переменного тока при максимальном токе сварочной дуги.
Использование стационарных устройств по снижению напряжения холостого хода сварочных аппаратов в переносном варианте невозможно по ряду причин : большие габариты и вес, обязательное вторичное заземление, сбои в работе от нечёткого включения при применении релейной коммутации.
Цели устройства:
Снизить вторичное напряжение сварочного аппарата возможно простыми методами:
1. Установить в первичную цепь резистор – реостат с плавной регулировкой сопротивления. Недостаток такого устройства – большие габариты и потери электроэнергии на нагрев сопротивления, невозможность автоматически поддерживать напряжение вторичной цепи в заданных приделах.
2. Избавиться от тепловых потерь можно вторым методом - питанием первичной обмотки через разделительный конденсатор, недостаток такого включения состоит в том, что при определённых условиях создаётся резонанс напряжений и их почти двукратный рост на конденсаторе и обмотках трансформатора.
Это может привести к выходу из строя этих элементов и даже возгоранию.
3.Третий способ снижения напряжения холостого хода прост по реализации, но требует дополнительных затрат на выполнение схемы ограничения холостого хода сварочного аппарата, позволяет поддерживать вторичное напряжение на безопасном уровне сколько угодно длительное время, автоматически, почти мгновенно, зажигает дугу при любом состоянии поверхности свариваемого металла.
Цели использования устройства:
1) защита персонала при производстве сварочных работах в опасных промышленных и бытовых условиях
2) снижение напряжения сварочной цепи до допустимых пределов
3) ограничение загрузки электросети токами холостого хода
4) понижение температуры сварочного трансформатора при работе
5) улучшение качества сварки за счёт возможного регулирования сварочного тока и устойчивого зажигания дуги
6) экономия электроэнергии расходуемой агрегатом на холостой ход.
Принцип работы устройства заключается в предварительном ограничении напряжения холостого хода сварочной цепи, автоматического, устойчивого, зажигания сварочной дуги, путём кратковременной подачи повышенного напряжения в сварочную цепь и поддержание сварочного тока в установленных приделах.
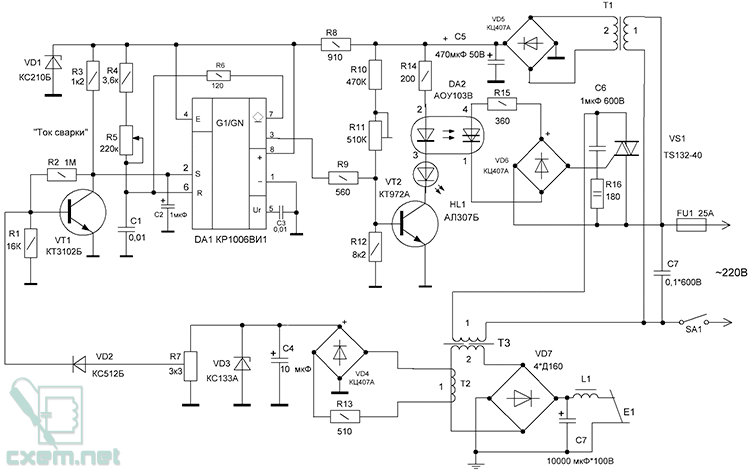
Схема устройства ограничения холостого хода сварочного аппарата состоит из бюджетного силового сварочного трансформатора Т 3 (Рис.1) с цепями защиты FU1 и коммутации SA1 первичной цепи и элементов вторичной цепи – диодного моста VD 7, дросселя L 1 и конденсатора фильтра C7.
В разрыв первичной цепи сварочного трансформатора включен мощный симистор VS1 с цепями защиты от помех С6, R15.
Во вторичной цепи сварочного трансформатора Т3 установлен трансформатор тока Т2 для снятия сигнала обратной связи, необходимого для запуска схемы и регулировки сварочного тока.
Для гальванического развязки схемы блока управления от опасного воздействия электросети, питание электронной схемы выполнено через силовой трансформатор Т1, а управление симистором VS1 происходит через динисторную оптопару DA2 включенную в коллекторную цепь усилителя на транзисторе VT2. Светодиодный индикатор HL1 указывает на рабочее состояние устройства.
При прохождении сварочного тока на обмотке (1) трансформатора тока Т2 возникает небольшое напряжение, которое после выпрямления диодным мостом VD4 сглаживается конденсатором С4 и стабилизируется на уровне трёх вольт стабилизатором VD3. C установочного резистора R7 через обратный диод VD2 напряжение обратной связи поступает на вход предварительного усилителя на транзисторе VT1. Коэффициент усиления зависит от свойств транзистора и номиналов резисторов R1,R2,R3. Начальное напряжение на коллекторе величиной в 2/3 Uп запрещает запуск таймера DA1, а при наличии входного сигнала обратной связи транзистор VT1 мгновенно переключается и напряжение на коллекторе снижается до 1/3 Uп, что создаёт условия для запуска таймера. Конденсатор С2 улучшает условия переключения и задерживает отключение на доли секунды при разрыве сварочного электрода, защищая от потери дуги.
Низкий уровень на входе 2DA1 нижнего компаратора таймера находящегося в состоянии ждущего мультивибратора разрешает его работу и на выходе (3) появляется высокий уровень.
Ждущий мультивибратор на таймере начинает генерировать на выходе импульс прямоугольного напряжения длительностью Т1=1,1 (R4+R5) C1, по окончанию этого процесса и по достижению напряжения на конденсаторе величины 2/3U срабатывает верхний компаратор по входу (6) DA1, выход микросхемы переключается в нулевое состояние, внутренний транзистор таймера откроется и разрядит конденсатор С1 со временем Т2= С1R6. При наличии сигнала обратной связи процесс генерирования прямоугольных импульсов продолжится.
Питание микросхемы и предварительного усилителя выполнено от параметрического стабилизатора на стабилитроне VD1 и ограничительном резисторе R8.
Импульсы положительной полярности через резистор R9 с выхода 3 DA1 таймера поступают на базу VT2 усилителя на транзисторе, а резисторами R7 устанавливается напряжение холостого хода вторичной обмотки сварочного трансформатора.
Транзистор VT2 с частотой определённой параметрами внешних элементов таймера DA1 через оптопару DA2 открывает симистор VS1 в обеих полярностях переменного тока сети.
Радиодетали в схеме установлены заводского исполнения: резисторы МЛТ -0,125 или С-29 -0,12, резистор R16 мощностью не менее двух ватт. Конденсаторы типа КМ и К50. Транзисторы обратной проводимости с коэффициентом усиления не менее В -100 типа КТ315 и КТ815Б соответственно со схемой. Вместо таймера DA1 можно установить аналог серии 555 или 7555.
Наладку устройства начинают с контроля напряжения на резисторе R8. Верхний вывод резистора R7 предварительно от схемы отключить. Резистором R5 при временно замкнутых выводах 2,6 DA1 установить вторичное напряжение сварочного трансформатора не ниже 16 вольт и не выше 36 вольт в зависимости от условий эксплуатации. Далее замкнув сварочную цепь электродом диаметром 3 мм установить резистором R7 момент переключения таймера DA1 по повышению яркости контрольного светодиода HL1 и по появлению полного напряжения на вторичной обмотке трансформатора Т3. Резистором R4 выполняется регулирование сварочного тока в небольших пределах. Схема устройства выполнена на плате размерами 140 * 35 мм из одностороннего фольгированного стеклотекстолита.
Литература:
1.С.Замковой. Ограничитель напряжения сварочного трансформатора. "Радио" №8,1984 г. стр.55-56.
Сварочный трансформатор: устройство и принцип действия
![]()
Сварочный трансформатор является, пожалуй, самым распространенным видом промышленного оборудования. Его основу составляют несколько ключевых узлов, которые, взаимодействуя, генерируют сварочную дугу. Ее мощности достаточно для того, чтобы соединить две металлические заготовки или разрезать цельный кусок металла. В зависимости от конструктива, функционала и силы генерируемого напряжения оборудование делится на несколько видов. Каков принцип действия сварочного трансформатора, какие происходят при этом процессы, отличительные особенности моделей – это неполный список вопросов, которые рассмотрены ниже.
Устройство сварочного трансформатора
Для плавки металла необходимо настроить в нужных значениях параметры потребляемого сетевого тока. В сварочном оборудовании изменяются основные его значения: понижается напряжение и возрастает сила тока. Сварка металлических заготовок была бы невозможна без основных комплектующих, которые входят в состав даже самого простого сварочного трансформатора:
- первичная обмотка (выполняется из изолированного провода);
- вторичная обмотка (очень часто для лучшей теплоотдачи выполняется неизолированной);
- магнитопровод;
- вертикальный винт крепления;
- крепление к обмотке и гайка винта;
- зажимы для фиксации проводов;
- рукоятку зажима винта;
- металлический корпус.
Помимо основного в сварочных трансформаторах используется дополнительное оборудование, улучшающее их работу и расширяющие функционал.
Для любого сварочного аппарата необходим магнитопровод. Он никак не влияет на параметры тока, но без сердечника невозможно образовать магнитное поле. Он состоит из набора металлических пластин своеобразной формы. Поверхность пластин покрыта оксидом, а в некоторых случаях защищена лаком. Изоляция необходима по техническим соображениям. Если бы сердечники делались из металла и не изолировались, то из-за действий магнитного поля генерировались бы токи Фуко. Они снижают индукцию поля.
Для снижения шумов, которые генерируются при работе трансформатора, важно максимально туго стянуть пластины. При ослаблении соединения усиливается вибрация, причиной возникновения которой является проходящий ток. Следует учесть, что избавиться от шума полностью не удастся. И его наличие в умеренной степени даже в новом оборудовании является нормой.
Принцип работы сварочного трансформатора
Итак, настало время рассмотреть детальнее, что такое сварочный трансформатор и как он функционирует. Алгоритм работы оборудования включает несколько основных этапов:
- Из сети энергоснабжения ток подается на первичную обмотку. В результате этого генерируется магнитный поток, замыкающийся на сердечнике устройства;
- Далее напряжение поступает на вторичную обмотку.
- Изготовленный из ферромагнитных материалов сердечник, на котором располагаются обе обмотки – первичная и вторичная, генерирует магнитное поле.
- По количеству витков катушки, точнее их разницы, изменяются напряжение и сила тока. По данным параметрам и рассчитывается трансформатор.
Есть прямая зависимость между количеством витков вторичной обмотки и выходным напряжением. Если нужно повысить напряжение на выходе, то следует прибавить количество витков вторичной катушки, и наоборот. Сварочный трансформатор является понижающим устройством. По этой причине количество витков на вторичной обмотке у него меньше, чем на первичной.
Помимо этого, устройство и узлы сварочного аппарата позволяют регулировать и силу тока. Для этого необходимо изменять расстояние между вторичной и первичной обмотками. Здесь наблюдается обратная зависимость: чем меньше расстояние, тем сильнее сила тока, и наоборот – чем больше расстояние, тем меньше значение. Данные регулировки дают возможность сварщику работать с материалами, которые отличаются и по составу, и по толщине.
Холостой ход
Любые представленные на потребительском рынке сварки оснащены двумя режимами работы: под нагрузкой и холостой. Во время сварочного процесса между изделием и электродом замыкается вторичная обмотка. Образуется ток большой мощности, которой хватает для того, чтобы плавить металл. По окончании работ вторичная цепь размыкается. Дается старт работе оборудования в режиме холостого хода.
В первично катушке генерируемые электрическим током силы имеют двойное происхождение. Первые из них образуются магнитным потоком, а другие – рассеиванием. Электродвижущие силы создаются в магнитопроводе, и между витками обмоток замыкаются по воздуху (между пластинами есть изоляция). Они формируют величину холостого хода.
Важно, чтобы сила тока холостого тока не представляла угрозы здоровью и жизни сварщика. Она ограничена величиной 48V. И только некоторые модели имеют этот показатель 60-70В. В случаях, когда электродвижущие силы, которые образуются от потока рассеивания, имеют большее значение, то дополнительно устанавливается автоматический ограничитель. Его нормативное срабатывание составляет меньше 1 секунды после окончания сварочного процесса. Корпус варочного аппарата всегда необходимо заземлять. В случае нарушения изоляции первичной обмотки напряжение пойдет путем наименьшего сопротивления и уйдет в землю, миную человеческий организм.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Сварочный трансформатор: схемы и модификации
Как уже упоминалось, помимо стандартного набора узлов сварочный аппарат может содержать и дополнительные компоненты, призванные улучшить его функционал и качество работы. Схемы дополняются:
- конденсаторами;
- тиристорными фазорегуляторами;
- дополнительными вторичными обмотками;
- импульсными стабилизаторами.
Помимо этого, нередко схема оборудования комплектуется дополнительным сопротивлением. Оно позволяет продолжить регулировку силы тока в тех случаях, когда разведение обмоток не может принести нужного результата. Это характерно для очень мощных моделей оборудования или в случаях работы с особо тонкими заготовками. Дополнительное сопротивление может представлять собой отдельный блок, оснащенный коннекторами для подключения к цепи или обычной пружиной, изготовленной из высокоуглеродистой стали. В любом случае через сопротивление следует пропустить ток, который идет от вторичной обмотки.
Расчет трансформатора для сварки
Для разных видов сварочных работ необходима различная мощность оборудования. Основной расчет показатели выполняется на основании разницы в количестве витков между катушками первичной и вторичной обмоток. Важно понять основной принцип действия сварочного трансформатора. Для понижающих устройств выработано правило, которое выражает зависимость между коэффициентом понижения и количеством витков.
Так, если выходное напряжение нужно понизить в 100 раз по сравнению со входящим, то количество витков вторичной катушки должно быть в 100 раз меньше сравнительно с количеством витков на первичной катушке. Точно такое же правило работает и в обратном направлении. Погрешность вычислений не превышает 3%.
Каждое устройство характеризуется так называемым коэффициентом трансформации. Данный показатель обозначает величину масштабирования при переходе от первичного (i1) значения до вторичного (i2). Формула для расчета выражается в таком виде: n = i1/i2. Вооружившись формулой, несложно определить значения для изготовления оборудования под конкретный вид сварки.
Классификация сварочных трансформаторов
Классифицировать сварочные трансформаторы принято по их назначению. Они отличаются по таким показателям:
- Габаритами и весом. На рынке представлены как небольшие модели, которые комплектуются наплечным ремнем для переноски; так и большие агрегаты, для перемещения которых потребуется тельфер или тележка.
- Напряжение холостого хода. Оно варьируется в широком диапазоне значений: от 48 до 70V.
- Сила тока. На большинстве серийного оборудования данный параметр колеблется в диапазоне от 50 до 400А. Встречаются крупные промышленные образцы, генерирующих ток силой в 1000А.
- Количество фаз и потребляемый ток. Одно и трехфазные сварочные трансформаторы под линии энергоснабжения 220 и 380В.
- Подача тока. Может быть непрерывной или импульсной.
- Используемые в работе электроды. Расходники различаются по составу и диаметру (2-6 мм).
Получить надежное соединение двух металлических элементов проще всего с помощью электрической сварки. Она отлично подойдет для выполнения разных видов работ на производстве, дома или в любом ином месте. Сварочные аппараты отличаются простотой использования, надежностью и эффективностью. Сварные швы намертво соединяют заготовки и служат на протяжении многих десятилетий.
Большая Энциклопедия Нефти и Газа
Напряжение - холостой ход - сварочный трансформатор
Напряжение холостого хода сварочного трансформатора снижается при отключении электрододержа-теля от сварочного трансформатора и подаче на электрод от трансформатора питания дежурного напряжения не более 12 В. [1]
Напряжение холостого хода сварочного трансформатора снижается при отключении электрододержателя от сварочного трансформатора и подаче на электрод от трансформатора питания дежурного напряжения не более 12 В. [2]
Напряжение холостого хода сварочного трансформатора и генератора для ручной сварки не должно превышать 75 - 8О В. [3]
Для проверки напряжения холостого хода сварочного трансформатора нажимают кнопку Сх Стоп 1, а затем кнопку ПА Пуск автомата, которая через реле ПР включает линейный контактор / СЛ, подключающий сварочный трансформатор к силовой сети. Нажатая кнопка Сг предотвращает включение при помощи реле РДК цепей опускания электродов и регулятора силы тока в изделии. Отключение нужно производить следующим образом. Сначала отпускают кнопку ПА и только затем кнопку d - Иначе возбудится дуговой процесс и начнется сварка. [4]
Блок снижения напряжения холостого хода сварочных трансформаторов БСНТ-08У2 предназначен для повышения электробезопасности при дуговой сварке штучными электродами, резке и наплавке металлов от однофазных сварочных трансформаторов. [6]
Устройство снижения напряжения холостого хода сварочных трансформаторов УСНТ-06У2 , разработанное ВНИИЭСО и выпускаемое Симферопольским электромашиностроительным заводом, служит для повышения электробезопасности при сварке, резке и наплавке металлов от однофазных сварочных трансформаторов. [7]
Устройство снижения напряжения холостого хода сварочных трансформаторов УСНТ-06У2 , разработанное ВНИИЭСО и выпускаемое Симферопольским электромашиностроительным заводом, служит для повышения электробезопасности при сварке, резке и наплавке металлов от однофазных сварочных трансформаторов и рассчитано для работы в открытых помещениях ( под навесом, в кузовах, палатках, кожухах и др.) в условиях умеренного климата при высоте над уровнем моря не более 1000 м, температуре окружающего воздуха от - 45 до 45 С и относительной влажности воздуха не более 80 % при температуре 20 С. [8]
При электросварочных работах напряжение холостого хода сварочных трансформаторов для ручной и полуавтоматической сварки не должно превышать 75 В, а для автоматической - 80 В. Однако при проведении сварочных работ внутри металлических аппаратов, резервуаров и в особо сырых помещениях, колодцах, тоннелях это напряжение, особенно во время смены электродов, может оказаться опасным. Для защиты сварщика в таких условиях применяют электросварочные установки с электрической блокировкой, обеспечивающей автоматическое включение и выключение цепи или понижение напряжения в цепи до 12 В. [9]
При электросварочных работах напряжение холостого хода сварочного трансформатора для ручной и полуавтоматической сварки не должно превышать 75 В, а для автоматической 80 В. Однако при проведении сварочных работ внутри металлических аппаратов, резервуаров и в особо сырых помещениях, колодцах, тоннелях это напряжение, особенно во время смены Электродов, может оказаться опасным. [10]
Для предупреждения электротравматизма напряжение холостого хода сварочного трансформатора для ручной и полуавтоматической сварки не должно превышать 75 В, а для автоматической - 80 В. Напряжение сварочного генератора также установлено не свыше 80 В. Напряжение, проводимое к электродам или зажимам контактной сварки, должно быть не более 36 В. [11]
Величина времени / зависит от напряжения холостого хода сварочного трансформатора . [13]
Устройство УСНТ-06У2 обеспечивает автоматическое понижение напряжения холостого хода сварочного трансформатора до безопасной величины ( не более 12В) за время не более 1 с после обрыва дуги и подачу полного вторичного напряжения трансформатора после кратковременного замыкания электрода на изделие. [14]
Устройство УСНТ-06У2 обеспечивает автоматическое понижение напряжения холостого хода сварочного трансформатора до безопасной величины ( не более 12 В), по истечении времени не более 1 с. [15]
Режим холостого хода трансформатора
Одно из наиболее используемых электротехнических устройств – трансформатор. Данное оборудование используется для изменения величины электрического напряжения. Рассмотрим особенности режима холостого хода трансформатора, с учётом правил определения характеристик для различных видов устройств.
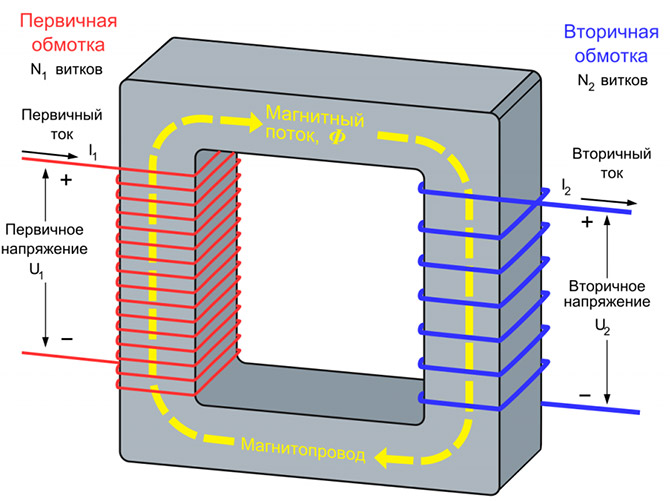
Трансформатор состоит из первичной и вторичной обмоток, расположенных на сердечнике. При подаче напряжения на входную катушку, образуется магнитное поле, индуцирующее ток на выходной обмотке. Разница характеристик достигается, благодаря различному количеству витков в катушках входа и выхода.
Принцип работы трансформатора
Что такое режим холостого хода
Под режимом холостого хода понимают состояние устройства, при котором во время подачи переменного электротока на входную катушку выходная находится в разомкнутом состоянии. Данная ситуация характерна для агрегата, подключённого к электросети, при условии, что нагрузку к выходному контуру ещё не включили.

Режим короткого замыкания
В процессе эксперимента можно найти:
- электроток холостого хода (замеряется амперметром) – обычно его значение невелико, не больше 0,1 от номинального показателя тока первой обмотки;
- мощность, теряемую в магнитопроводе прибора(или другими словами потери в стали);
- показатель трансформации напряжения – примерно равен значению в первичной цепи, деленному на таковое для вторичной (оба значения – данные вольтметров);
- по результатам замеров силы тока, мощности и напряжения первичной электроцепи можно высчитать коэффициент мощности: мощность делят на произведение двух других величин.
Как проводится опыт холостого хода
При проведении опыта холостого хода появляется возможность определить следующие характеристики агрегата:
- коэффициент трансформации;
- мощность потерь в стали;
- параметры намагничивающей ветви в замещающей схеме.
Для опыта на устройство подаётся номинальная нагрузка.
При проведении опыта холостого хода и расчёте характеристик на основе данной методики необходимо учитывать разновидность устройства.
В данном состоянии трансформатор обладает нулевой полезной мощностью по причине отсутствия на выходной катушке электротока. Поданная нагрузка преобразуется в потери тепла на входной катушке I02×r1 и магнитные потери сердечника Pm. По причине незначительности значения потерь тепла на входе, их в большинстве случае в расчёт не принимают. Поэтому общее значение потерь при холостом ходе определяется магнитной составляющей.
Далее приведены особенности расчёта характеристик для различных видов трансформаторов.
Для однофазного трансформатора
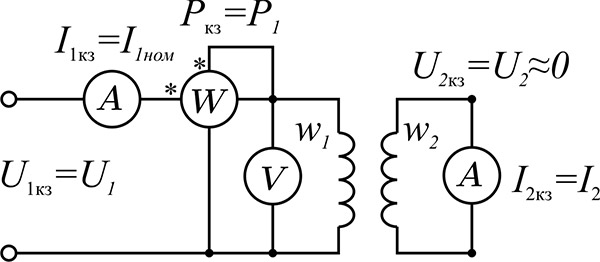
Опыт холостого хода для однофазного трансформатора проводится с подключением:
- вольтметров на первичной и вторичной катушках;
- ваттметра на первичной обмотке;
- амперметра на входе.
Приборы подключаются по следующей схеме:

Для определения электротока холостого хода Iо используют показания амперметра. Его сравнивают со значением электротока по номинальным характеристикам с использованием следующей формулы, получая итог в процентах:
Iо% = I0×100/I10.
Чтобы определить коэффициент трансформации k, определяют величину номинального напряжения U1н по показаниям вольтметра V1, подключённого на входе. Затем по вольтметру V2 на выходе снимают значение номинального напряжения U2О.
Коэффициент рассчитывается по формуле:
K = w1/w2 = U1н/ U2О.
Величина потерь составляет сумму из электрической и магнитной составляющих:
P0 = I02×r1 + I02×r0.
Но, если пренебречь электрическими потерями, первую часть суммы можно из формулы исключить. Однако незначительная величина электрических потерь характерна только для оборудования небольшой мощности. Поэтому при расчёте характеристик мощных агрегатов данную часть формулы следует учитывать.

Потери холостого хода для трансформаторов мощностью 30-2500 кВА
Для трёхфазного трансформатора
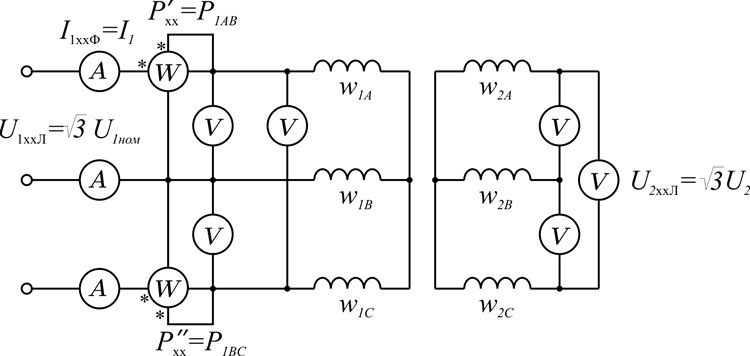
Трёхфазные агрегаты испытываются по аналогичной схеме. Но напряжение подаётся отдельно по каждой фазе, с соответствующей установкой вольтметров. Их потребуется 6 единиц. Можно провести опыт с одним прибором, подключая его в необходимые точки поочерёдно.
При номинальном напряжении электротока обмотки более 6 кВ, для испытания подаётся 380 В. Высоковольтный режим для проведения опыта не позволит добиться необходимой точности для определения показателей. Кроме точности, низковольтный режим позволяет обеспечить безопасность.
Применяется следующая схема:
Работа аппарата в режиме холостого хода определяется его магнитной системой. Если речь идёт о типе прибора, сходного с однофазным трансформатором или бронестержневой системе, замыкание третьей гармонической составляющей по каждой из фаз будет происходить отдельно, с набором величины до 20 процентов активного магнитного потока.
В результате возникает дополнительная ЭДС с достаточно высоким показателем – до 60 процентов от главной. Создаётся опасность повреждения изолирующего слоя покрытия с вероятностью выхода из строя аппарата.
Предпочтительнее использовать трехстержневую систему, когда одна из составляющих будет проходить не по сердечнику, с замыканием по воздуху или другой среде (к примеру, масляной), с низкой магнитной проницаемостью. В такой ситуации не произойдёт развитие большой дополнительной ЭДС, приводящей к серьёзным искажениям.
Для сварочного трансформатора
Для сварочных трансформаторов холостой ход – один из режимов их постоянного использования в работе. В процессе выполнения сварки при рабочем режиме происходит замыкание второй обмотки между электродом и металлом детали. В результате расплавляются кромки и образуется неразъёмное соединение.
После окончания работы электроцепь разрывается, и агрегат переходит в режим холостого хода. Если вторичная цепь разомкнута, величина напряжения в ней соответствует значению ЭДС. Эта составляющая силового потока отделяется от главного и замыкается по воздушной среде.
Чтобы избежать опасности для человека при нахождении аппарата на холостом ходу, значение напряжения не должно превышать 46 В. Учитывая, что у отдельных моделей значение данных характеристик превышает указанное, достигая 70 В, сварочный агрегат выполняют со встроенным ограничителем характеристик для режима холостого хода.
Блокировка срабатывает за время, не превышающее 1 секунду с момента прерывания рабочего режима. Дополнительная защитная мера – устройство заземления корпуса сварочного агрегата.
Видео: измерение тока холостого хода
Меры по снижению тока холостого хода
Ток при нахождении трансформатора в режиме холостого хода возникает, благодаря конструктивным особенностям сердечника. Для ферромагнитного материала, попавшего в электрическое поле переменного тока, характерно наведение вихревых индуктивных токов Фуко, вызывающих нагревание данного элемента.
Чтобы снизить вихревые токи, сердечник изготавливают не в виде цельной детали, а набирают из пакета пластин небольшой толщины. Между собой пластины изолируются. Дополнительная мера – изменение свойств самого материала, позволяющее увеличить порог магнитного насыщения.
Чтобы не допустить разрыва магнитного потока с возникновением поля рассеивания, пластины тщательно подгоняют в процессе набора. Отдельные элементы шлифуют, с получением гладкой, идеально прилегающей поверхности.
Также потери снижаются за счёт более полного заполнения окна магнитопровода. Это позволяет обеспечить оптимальные показатели массы и габаритов агрегата.
Холостой ход трансформатора – режим, при котором можно рассчитать важные характеристики. Это проводится для оборудования, находящегося в эксплуатации и на стадии проектирования.
Что такое сварочный трансформатор
Сварочный трансформатор – трансформатор, получивший широкое применение в производственной сфере и в быту для электродуговой сварки. Рассмотрим особенности конструкции сварочных трансформаторов, принцип их работы и разновидности данного оборудования.
Особенности конструкции сварочного трансформатора
Данный агрегат комплектуется следующими элементами и узлами:
Параметры силы электротока не зависят от конструкции сердечника. Но данный узел необходим для возбуждения магнитного потока и комплектуется из пакета пластин, изготовленных из трансформаторной стали.
Изготовление сердечника в виде цельного элемента нецелесообразно по причине большого количества потерь в величине магнитного поля за счёт образования вихревых токов, снижающих индукцию.
Чтобы агрегат работал тихо, важно плотно стянуть пакет пластин, исключив вибрацию между ними в процессе эксплуатации трансформатора.
Различные аппараты могут конструктивно различаться, исходя из предназначения и рабочих характеристик, на которые рассчитан трансформатор.
На чём основан принцип работы
Функционирование агрегата происходит следующим образом:
- на катушку входа подаётся электроток, создаётся магнитное поле и электродвижущая сила, замыкаемая на сердечнике;
- в результате на вторичной обмотке наводится свой магнитный поток и электрический ток;
- различие в количестве витков обмоток изменяет параметры тока, позволяя достигнуть характеристик, обеспечивающих расплавление металла.
Для сварочных работ применяется трансформатор понижающего типа, у которого на входной катушке(первичной обмотке) количество витков превышает выходную(вторичную обмотку).
Принцип работы трансформатора
Сила выходного электротока может регулироваться за счёт подвижной конструкции устройства – путём увеличения или уменьшения зазора между катушками входа и выхода. При раздвижении катушки ток снижается, приближение вызывает увеличение указанной характеристики. Регулирование выполняется вращением рукоятки.
Величина тока подбирается, исходя из толщины и марки свариваемого металла, расположения сварочного шва. Чем толще свариваемые листы металла, тем больше потребуется создать величину тока на выходной катушке аппарата.

Соотношение величины тока с диаметром электрода и толщиной свариваемого металла
Холостой режим
Агрегат может функционировать в двух режимах:
В процессе сварки создаётся сварочная дуга, соединяющая посредством электрода обмотку на выходе со свариваемым металлом. Мощный сварочный электроток расплавляет свариваемый металл и создаёт неразъёмное соединение. После окончания сварки происходит вторичная цепь размыкается, и трансформатор переходит на холостой ход.
Во входной катушке возникают электродвижущие силы двойного происхождения:
- благодаря созданию магнитного поля при работе устройства;
- посредством рассеивания – часть из них отделяется от ЭДС на сердечнике и образуют электроток холостого хода.
Конструкция агрегата выполняется таким образом, чтобы величина напряжения на холостом ходу не представляла опасности для здоровья человека, выполняющего работы с помощью трансформатора.
Значение напряжения на холостом ходу ограничивается 48 В, в некоторых случаях допускается величина до 70 В. В целях безопасности устанавливается ограничивающее устройство, снижающее величину напряжения при превышении указанного значения, работающее в автоматическом режиме.
Дополнительная защита обеспечивается за счёт выполнения заземления аппарата.
Особенности схемы и модификации аппарата
Кроме стандартных устройств, в сварочном трансформаторе могут применяться дополнительные элементы, совершенствующие конструкцию агрегата. Схема может выполняться с использованием:
- нескольких катушек на выходе;
- конденсаторов;
- импульсных стабилизаторов;
- тиристорных преобразователей.

Схема может дополняться резисторами, регулирующими силу тока, если изменение расстояния между катушками не позволяет добиться необходимых характеристик. Эти элементы могут потребоваться, если предполагается сварка тонкого металла, или мощность оборудования чрезмерно велика.
Особенности расчёта трансформаторов для сварки
Понижение характеристик тока обеспечивается расчётом количества витков на первичной и вторичной обмотках. Параметры напряжения на выходе понижаются относительно входного на величину от 10 до 100 раз.
Чтобы обеспечить необходимые характеристики, число витков на обмотках должно быть тщательным образом рассчитано. Величина погрешности допускается в пределах 3 %.
Каждый аппарат характеризуется собственной величиной коэффициента трансформации, определяемом как частное величины силы тока на входе и выходе. Учитывая расчётные данные, создаётся оборудование с характеристиками, в зависимости от предполагаемых режимов работы и параметров сварочных соединений.
Расчёт выполняется с учётом следующих характеристик и нюансов:
- эксплуатационных показателей – типа подключённой электросети, регулировочного диапазона, фактической мощности, продолжительности непрерывной работы;
- диаметра электрода, на который рассчитан аппарат;
- условий эксплуатации;
- коэффициента полезного действия агрегата.
Отдельные характеристики из указанных взаимосвязаны между собой.
Разновидности сварочных трансформаторов
Данное оборудование выпускается различных типов, исходя из условий эксплуатации и назначения. Аппараты могут различаться следующими характеристиками:
- массой и габаритными размерами – от компактных моделей, переносимых на наплечном ремне, до промышленных агрегатов, перемещаемых на колёсах или грузоподъёмными механизмами;
- величиной напряжения на холостом ходу – в диапазоне от 48 до 70 В;
- силой тока в пределах от 50 до 400 А. На масштабных производствах могут использоваться модели с величиной данной характеристики до 1000 А;
- количества фаз электрической сети – модели с одной и тремя фазами;
- подачей электротока – непрерывно или импульсно;
- диаметром электродов, на использование которых рассчитан аппарат – от 2 до 6 мм.
Современная промышленность выпускает множество разновидностей сварочных трансформаторов. Бытовой потребитель может подобрать изделие, исходя из особенностей предполагаемой эксплуатации и учитывая ценовую политику производителя.
Цены на бытовые модели сварочных трансформаторов колеблются в пределах от 4 до 20 тысяч рублей, в зависимости от характеристик и изготовителя. Выбор потребителя зависит от его финансовых возможностей и назначения устройства.
Сварочные трансформаторы – оборудование, незаменимое в быту и промышленной сфере. С помощью данных агрегатов можно получать надёжное и неразъёмное соединение, без особенных усилий и сложностей. Ценовая доступность позволяет бытовому пользователю приобрести аппарат для использования в домашних условиях, а в устройстве и принципе работы разобраться не составит особенного труда.
Возможные неисправности

Как выбрать сварочный трансформатор
При выборе оборудования, необходимо учитывать поставленные задачи и, исходя из этого, приобретать модель. Производятся приборы следующих классов:
- бытовые – для незначительных по объему работ в домашних условиях. Предполагает эксплуатацию в течение до 10 мин., после чего требуется перерыв. Величина сварочного тока не превышает 200 А;
- профессиональные – применяется при выполнении ремонтов конструкций и рассчитан на продолжительную работу. Показатели сварочного тока – от 200 до 300 А;
- промышленные – используются на производстве. Предполагают возможность непрерывной эксплуатации в течение суток с незначительными паузами. Производятся со сварочным током от 250 до 500 А.
Кроме класса и величины тока при выборе аппарата следует учитывать номинальное напряжение, на которое он рассчитан. Бытовые сети предполагают величину напряжения 220 В, с возможностью отклонения в ту или иную сторону до 15 процентов.
Еще один важный фактор – стоимость. Каждый должен выбирать, исходя из цены, зависящей от перечисленных ранее критериев и политики изготовителя.
Сварочные трансформаторы – оборудование, незаменимое в быту и промышленной сфере. С помощью данных агрегатов можно получать надежное и неразъемное соединение, без особенных усилий и сложностей. Ценовая доступность позволяет бытовому пользователю приобрести аппарат для использования в домашних условиях, а в устройстве и принципе работы разобраться не составит особенного труда.
Как сделать сварочный трансформатор своими руками
Читайте также: