Напряжение на вторичной обмотке сварочного трансформатора
Обновлено: 21.05.2024
Если у вас есть необходимый слесарный и электромонтажный инструмент (ниже мы о нём подробно расскажем), и вы имеете соответствующие профессиональные навыки, то вполне сможете изготовить сварочный трансформатор своими руками.
Расходы у вас, конечно, будут, но несравненно меньшие по сравнению с затратами на приобретение гаджета заводского изготовления. Зато, сколько вы получите удовольствия в процессе любимой работы по созданию самоделки. А восторг, в момент успешного начала электросварки, вообще, ни с чем ни сравним!
Мы в статье дадим вам массу полезных советов по выбору, расчёту и изготовлению сварочного трансформатора (далее – СТ), чем поможем оптимизировать расходы и сберечь бюджет.
[note]Правильно изготовленный своими руками аппарат — ни чем не хуже заводского.[/note]

В статье будет рассказано про два типа сварочных трансформаторов. Для сварок:
Сварочный трансформатор своими руками: что нам понадобится
Ассортимент инструмента и оборудования для изготовления и сборки обоих типов СТ идентичен. Нам потребуется следующее:
- индикатор электрического напряжения. Для контроля отсутствия последнего на электрических контактах, и обеспечения, тем самым, безопасности при выполнении электромонтажных работ;
- УШМ (она же «болгарка», «вжик-машинка» и т. п.) с набором дисков (отрезных, шлифовальных и т. п.);
- электродрель с набором свёрл по металлу и керном;
- тестер или вольтметр переменного тока с пределом измерений 400 В;
- любая «чертилка». Применяется при разметке по металлу;
- слесарные струбцины. Для фиксации деталей при разметке «по месту»;
- набор электрослесарного инструмента. Конкретный состав набора зависит от материалов, которые будут применяться при изготовлении СТ. В общем случае он таков:
- укомплектованный электропаяльник. Пайку будем выполнять припоем ПОС-40;
- отвёртки (разного размера с прямым и крестообразным шлицом);
- ключи:
- гаечные;
- накидные;
- торцевые;
[tip]Все работы удобнее выполнять на слесарном верстаке с электроизоляционным покрытием, оборудованном слесарными тисками.[/tip]
Для изготовления СТ необходимы комплектующие и материалы, отличающиеся между собой в зависимости от типа трансформатора. В общем случае необходимо следующее:
- защитный кожух. Должен обеспечивать:
- защиту от поражения электрическим током;
- исключать возможность попадания каких-либо предметов во внутрь гаджета;
[important]Важно: изоляционную ленту «ПХВ» применять нельзя, т. к. при нагревании она разрушается.[/important]
Самодельный сварочный трансформатор для дуговой сварки
[tip]Рекомендация: ознакомьтесь с материалом «Сварочный трансформатор: устройство и принцип действия«[/tip]
Прежде чем приступать к дальнейшей работе по изготовлению СТ, следует решить: что именно вы будете создавать. Вам необходимо:
- выбрать конструкцию и электрическую принципиальную схему будущего устройства;
- произвести электрический и, при необходимости, конструктивный расчёт его параметров.
Только после этого следует подбирать необходимую комплектацию, материалы и готовить, при необходимости,специальный инструмент.
Как рассчитать сварочный трансформатор. Схема
Вопрос, как рассчитать сварочный трансформатор самодельный, очень специфичен, так как он не соответствуют типовым схемам и общепринятым правилам. Дело в том, что при изготовлении самоделок параметры их компонентов «подгоняются» под уже имеющиеся в наличии комплектующие (в основном — под магнитопровод). Более того, часто случается, что:
- трансформаторы собираются не из самого лучшего трансформаторного железа;
- обмотки наматываются не самым подходящим проводом и много других отрицательных факторов.
В результате, самоделки греются и «гудят» (пластины сердечника вибрируют с частотой электросети: 50 Гц), но, при этом, «делают своё дело» — сваривают металл.
По форме сердечников различают трансформаторы следующих основных типов:
![Виды сердечника. Ист. http://v277.ru/svarka/65-svarochnyj-transformator.]()
Пояснения к рисунку:
[note]Трансформаторы стержневого типа, по сравнению с трансформаторами броневого типа, допускают большие плотности токов в обмотках. Благодаря этому они имеют более высокий КПД, но и трудоёмкость их изготовления значительно выше. Тем не менее, их используют чаще.[/note]
На стержневом сердечнике применяют схемы обмоток, приведённые на рисунке.
![Варианты конструкций обмоток на сердечнике стержневого типа. Ист. http://strgid.ru/mozhno-li-sdelat-svarochnyi-apparat-svoimi-rukami-chto-nuzhno-dlya-togo-chtoby-pravilno-sobrat-svaro.]()
- а – сетевая обмотка на двух сторонах сердечника;
- б – соответствующая ей вторичная (сварочная) обмотка, включённая встречно-параллельно;
- в – сетевая обмотка на одной стороне сердечника;
- г – соответствующая ей вторичная обмотка, включенная последовательно.
Для примера выполним расчёт СТ собранного по схеме «в» — «г». Его вторичная обмотка состоит из двух равных частей (половинок). Они расположены на противоположных плечах магнитопровода, а между собой соединены последовательно. Расчёты заключаются в определении теоретических и выборе действительных размеров магнитопровода.
Определяемся с мощностью СТ (по величине тока во вторичной обмотке) из следующих соображений. Для электросварки в быту чаще всего используются покрытые электроды Ø, мм: 2, 3, 4. Выбираем «золотую середину» для самых ходовых — 120…130 А. Мощность СТ определяется по формуле:
P = Uх.х. × Iсв. × cos(φ) / η, где:
- Uх.х. — напряжение холостого хода;
- Iсв. — ток сварки;
- φ — угол сдвига фаз между напряжением и током. Принимаем: cos(φ) = 0,8;
- η — КПД. Для самодельных СТ: КПД = 0,7.
[tip]Если произвести расчет магнитопровода по справочнику, то его сечение для выбранного тока равно 28 кв.см. На практике, сечение магнитопровода для той же мощности может варьироваться в пределах: 25…60 кв.см.[/tip]
Для каждого сечения необходимо определить (по справочнику) количество витков первичной обмотки для обеспечения на выходе заданной мощности. Мы лишь заметим, что чем больше площадь сечения магнитопровода (S), тем меньше понадобится витков обеих катушек. Это существенный момент, т. к. большое количество витков может не поместиться в «окно» магнитопровода.
Возможно использование магнитопровода старого трансформатора (например, от микроволновой печки, конечно, после некоторой его реконструкции – замены вторичной обмотки).
![Старый трансформатор. Ист. http://strgid.ru/mozhno-li-sdelat-svarochnyi-apparat-svoimi-rukami-chto-nuzhno-dlya-togo-chtoby-pravilno-sobrat-svaro.]()
Если у вас нет старого трансформатора, то следует прибрести трансформаторное железо, из которого вы иизготовите сердечник СТ.
![Железо для магнитопровода. Ист. http://strgid.ru/mozhno-li-sdelat-svarochnyi-apparat-svoimi-rukami-chto-nuzhno-dlya-togo-chtoby-pravilno-sobrat-svaro.]()
- а – пластины Г-образной формы;
- б – пластины П-образной формы;
- в – пластины из полос трансформаторной стали;
- c и d – размеры «окна», см;
- S = a х b – площадь поперечного сечения сердечника (ярма), кв.см.
[help]Если правильно рассчитать магнитопровод, то обмотки СТ не будут греться, а сам сварочник будет надежно работать.[/help]
Расчёт количества витков первичных обмоток при напряжении питания сети 220…240 В, выбранных нами токах сварки и параметрах магнитопровода можно произвести по следующим формулам:
N1 = 7440 × U1/(Sиз × I2). Для обмоток на одном плече (по половине обмотки друг на друге, соединённые последовательно);
N1 = 4960 × U1/(Sиз × I2). Обмотки разнесены на разные плечи.Условные обозначения в обеих формулах:
- U1 – напряжение источника питания;
- N1 — количество витков первичной обмотки;
- Sиз — сечение магнитопровода (кв.см);
- I2 — заданный сварочный ток вторичной обмотки (А).
Выходное напряжение вторичной обмотки СТ в режиме холостого хода у самодельных сварочных трансформаторов находится, как правило, в пределах 45…50В. По следующей формуле можно определить её количество витков:
U1/U2 = N1/N2.Для удобства подбора силы сварочного тока, на обмотках делают отводы.
Намотка сварочного трансформатора и монтаж
Для первичной обмотки трансформатора применяется специальный термостойкий медный провод, имеющий хлопчатобумажную или стеклотканевую изоляцию.
[warning]Внимание: категорически не рекомендуем для намотки сварочного трансформатора использовать провода с резиновой изоляцией.[/warning]
С учётом выбранной выше мощности, электрический ток в первичной обмотке может достигать 25 А. Исходя из этих соображений, первичную обмотку СТ следует наматывать проводом, имеющим сечение ≥ 5…6 кв.мм. Это, кроме всего прочего, существенно увеличит надежность СТ.
Вторичная обмотка выполняется медной проволокой, сечение которой: 30…35 кв.мм. Особое внимание следует уделить выбору изоляции провода вторичной обмотки, так как по ней протекает большой сварочный ток. Она должна быть очень надёжной — особое внимание следует уделить теплостойкости.
При монтаже обмоток обратите внимание на следующее:
- намотка производится в одном направлении;
- между рядами обмоток прокладывается изолирующий слой дополнительной изоляции (рекомендуем – хлопчатобумажной).
Собранный СТ следует поместить в защитный кожух с отверстиями для вентиляции.
Видео
Посмотрите, как была реализована задача сборки аппарата:
Контактная сварка своими руками из сварочного трансформатора
Контактная сварка создаёт сварное соединение деталей за счет следующих одновременных воздействий на них:
- нагрев области их соприкосновения проходящим через него электрическим током;
- к зоне соединения прикладывается сжимающее усилие.
Существует три вида контактной сварки:
Мы расскажем про самодельный СТ для наиболее популярной: точечной контактной сварки (для двух других требуется очень сложное оборудование).
![Точечная контактная сварка. Ист. http://moyasvarka.ru/process/kak-sdelat-kontaktnuyu-svarku-svoimi-rukami.html.]()
Пояснения к рисунку:
1 – электроды, подводящие сварочный ток с свариваемым изделиям;
2 – свариваемые изделия с нахлёсточным соединением;
3 – сварочный трансформатор.Для осуществления контактной сварки, в зависимости от толщины и теплопроводности материалов свариваемых деталей, выбираются следующие значения её основных параметров:
- электрическое напряжение в силовой (сварочной цепи), В: 1…10;
- величина сварочного тока (амплитуда сварочного импульса), А: ≥ 1000;
- время нагрева (прохождения импульса сварочного тока), сек: 0,01…3,0;
Кроме того, должны быть обеспечены:
- незначительная зона расплавления;
- значительное сжимающее усилие, прилагаемое к месту сварки.
Схема и расчёт
Расчет СТ контактной сварки выполняется по тому же алгоритму, что и для дуговой (смотри выше). При выборе данных из справочника (сила тока и напряжение вторичной обмотки для точечной сварки выбранной марки металла заданной толщины), следует учитывать, что сила тока вторичной обмотки для таких трансформаторов порядка 1000…5000 А. Вторичная обмотка рассчитана, как правило, на единицы вольт и представляет собой всего несколько витков (бывает, что, один) толстого провода. Поэтому, для регулировки сварочного тока рекомендуется следующая схема первичной обмотки трансформатора.
![Схема обмоток трансформатора для контактной сварки. Ист. http://tutmet.ru/kontaktnaja-svarka-svoimi-rukami-shema-video.html.]()
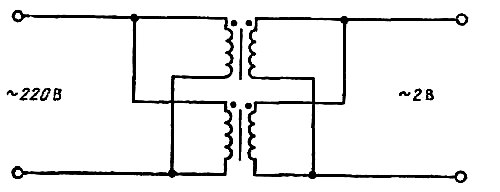
Очень часто, в процессе эксплуатации самоделок, выясняется, что не хватает мощности СТ. В этом случае возможно подключение второго трансформатора в соответствии с предлагаемой схемой.
![Схема соединения двух трансформаторов точечной сварки. Ист. http://tool-land.rusamodelnaya-tochechnaya-svarka.php.]()
Намотка и монтаж
Эти операции выполняются по тем же основным правилам и с соблюдением требований, что и для СТ дуговой сварки. С особой тщательность следует закрепить витки вторичной обмотки. Для этого можно использовать её выводы, пропустив их в термостойком изоляторе.
В качестве электродов применяются медные стержни.
![Электрод для точечной сварки в зажиме. Ист. http://tool-land.rusamodelnaya-tochechnaya-svarka.php.]()
[help]Следует учитывать, что чем больше будет диаметр электрода, тем лучше. Ни в коем случае не допустимо, чтобы диаметр электрода был меньше диаметра провода. Для маломощных СТ возможно использовать жала от мощных паяльников.
В процессе эксплуатации следите за состоянием расходных материалов: электроды необходимо периодически подтачивать — иначе они теряют форму. Со временем они стачиваются полностью и требуют замены.[/help]
Вот вариант точечного сварочника из микроволновки:
Рекомендации по эксплуатации
При выполнении сварочных работ необходимо выполнять требования по обеспечению безопасности труда:
- ;
- на сварщике должна быть специальная одежда;
- голова должна быть защищена маской сварщика (очень популярны маски «Хамелеон», оснащённые самозатемняющимся светофильтром) и т. п.
[important]При эксплуатации сварочного аппарата контактной сварки следует выполнять следующие дополнительные требования:
- сварщику необходимо стоять на резиновом коврике;
- на руках рабочего должны быть резиновые перчатки;
- сварочная маска не обязательна, но на лице должны быть защитные очки.[/important]
Выводы
Мы дали вам достаточно информации для того, чтобы сделать самодельный сварочный трансформатор:
Но, не смотря на это, рекомендуем «взвесить свои силы» и «крепко» подумать: а не лучше ли приобрести сварочник заводского изготовления? А может быть даже и более современный и удобный инвертор (смотрите плюсы и минусы, что лучше транформаторный или инверторный сварочник).
Другие материалы по трансформаторным сварочным аппаратам смотрите в соответствующем разделе.[/help]
Сварочный трансформатор: устройство и принцип действия
![Сварочный трансформатор. Перемещают на транспортной тележке. Ист. https://stmk.by/svarochnye-transformatory/]()
Для выполнения сварочных работ вы выбрали самый простой, из ныне существующих (по сравнению с выпрямителем или инвертором), источник сварочного тока. И правильно поступили!
Ведь, не так давно сварщики пользовались только аналогичным оборудованием, и всё у них получалось. А мы чем хуже? Чтобы использовать все возможности этого гаджета, необходимо знать его устройство и принцип действия.
В помощь вам, мы расскажем про устройство сварочного трансформатора, принцип его действия и некоторые технологические секреты.
Устройство сварочного трансформатора
Рассмотрим подробнее сварочный трансформатор: устройство и принцип действия. Регулировка тока в сварочном трансформаторе (далее – СТ) осуществляется по двум основным схемам:
- В первом случае, применяется трансформатор с нормальным рассеянием магнитного поля, которое осуществляется совмещённым или отдельным дросселем. Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
- Во втором случае, регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:
- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
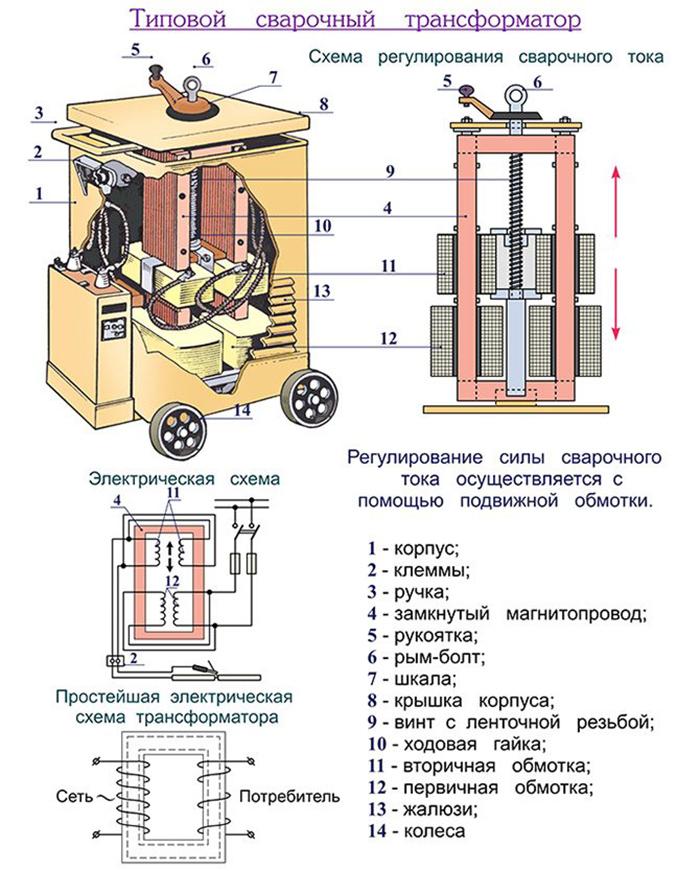
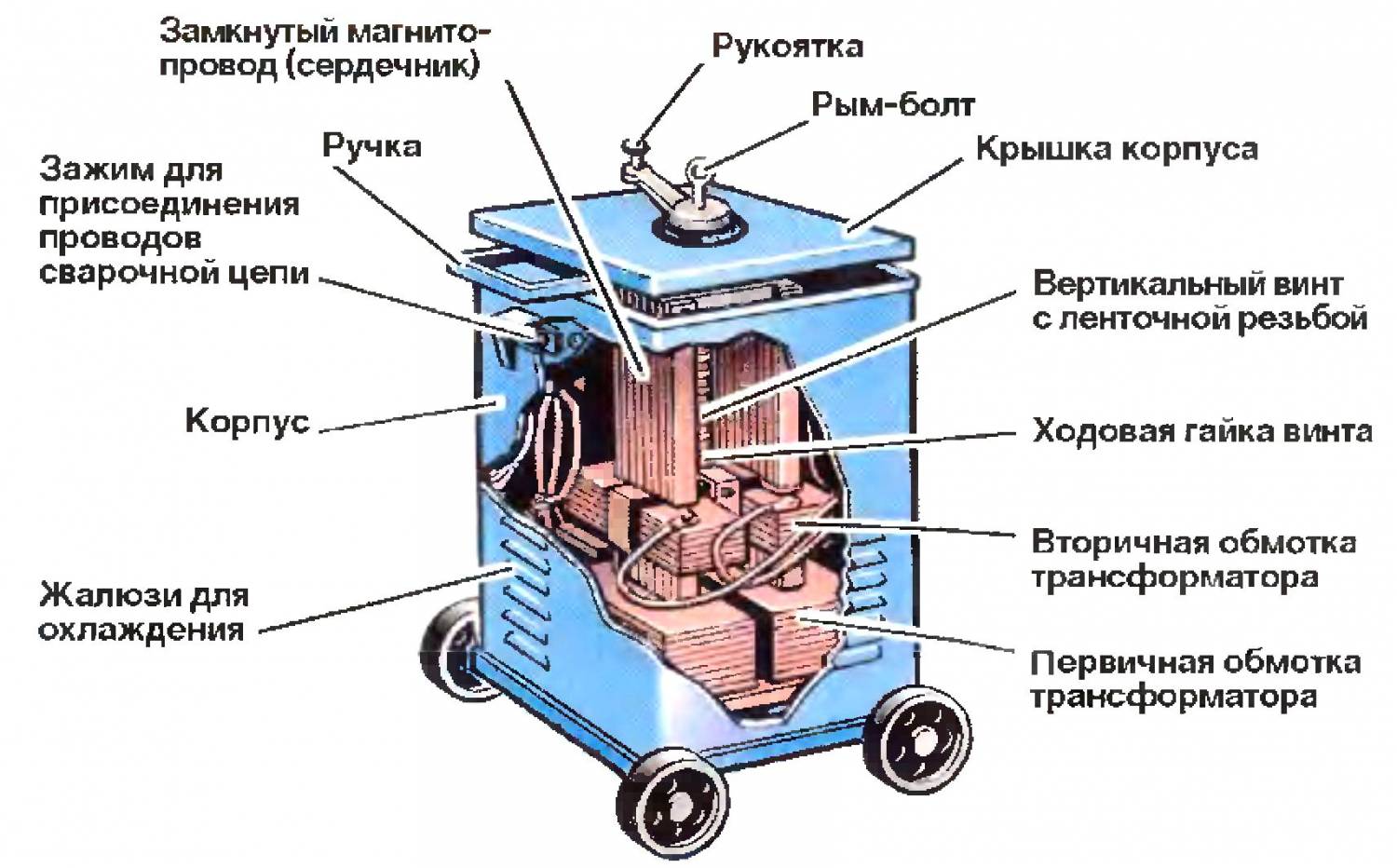
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке.
![Органы управления сварочным трансформатором. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html.]()
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
[tip]Если собираетесь делать данное устройство своими руками, то вот подробная статья на эту тему.[/tip]
Принцип действия
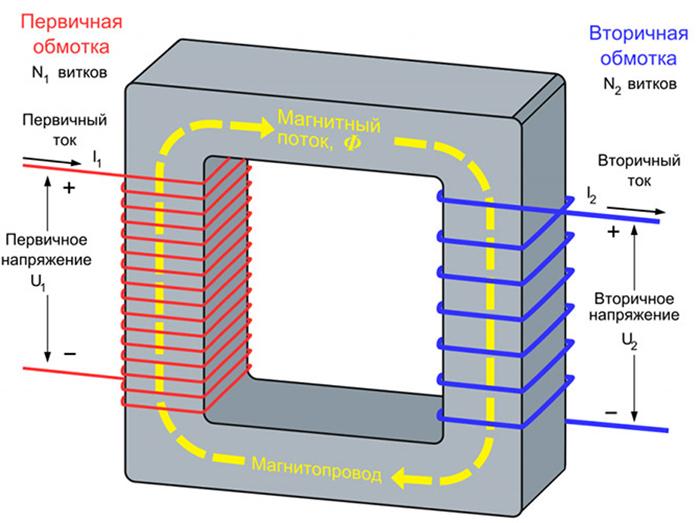
Чтобы понять принцип работы СТ, давайте, хотя бы в самых общих чертах, рассмотрим физические процессы, происходящие в однофазном двухобмоточном трансформаторе. Для иллюстрации этих процессов воспользуемся рисунком.
Электромагнитная схема такого трансформатора состоит из двух обмоток (первичная и вторичная), размещенных на замкнутом магнитопроводе. Последний выполнен из ферромагнитного материала, что позволяет усилить электромагнитную связь между этими обмотками. Происходит это за счёт уменьшения магнитного сопротивления контура (замкнутой цепи), по которому проходит магнитный поток трансформатора (Ф).
Первичную обмотку подключают к источнику переменного тока, вторичную – к нагрузке. При подключении к источнику электропитания, в первичной обмотке появляется переменный ток i1. Этот электрический ток создаёт переменный магнитный поток Ф, замыкающийся по магнитопроводу. Поток Ф индуцирует в обеих обмотках переменные электродвижущие силы (далее – ЭДС): е1 и е2.
![Fubag TR 300]()
Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Таким образом, подбирая числа витков обмоток (при заданном напряжении U1) можно получить желаемое напряжение U2:
- при необходимости повысить вторичное напряжение — число витков N2 берут больше числа N1. Такой трансформатор называют повышающим;
- при необходимости уменьшить напряжение U2 — число витков N2 берут меньшим N1. Такой трансформатор называют понижающим.
Теперь мы можем, непосредственно, рассмотреть принцип действия СТ. Как сказано выше, он заключается в преобразовании входного напряжения (220В или 380В) в более низкое, которое в режиме холостого хода равно примерно 60В. Когда мы рассматриваем сварочный трансформатор, принцип работы будет очевиден после знакомства с компоновкой и функциональной схемой СТ.
Компоновка узлов СТ (в качестве примера предлагается агрегат серии «ТДМ») представлена на рисунке.
![Устройство сварочного трансформатора. Ист. http://stroysvarka.ru/kak-ustroen-svarochnyj-transformator-dlya-poluavtomata/.]()
Пояснения к схематическому изображению сварочного трансформатора:
- 1 — первичная обмотка трансформатора. Выполнена из изолированного провода;
- 2 — вторичная обмотка не изолирована («голая» проволока) для улучшения теплопередачи. Кроме того, для улучшения охлаждения имеются воздушные каналы;
- 3 — подвижная часть магнитопровода;
- 4 — система подвеса трансформатора внутри корпуса агрегата;
- 5 — механизм управления воздушным зазором;
- 6 — ходовой винт. Основной элемент управления воздушным зазором;
- 7 — рукоятка привода ходового винта.
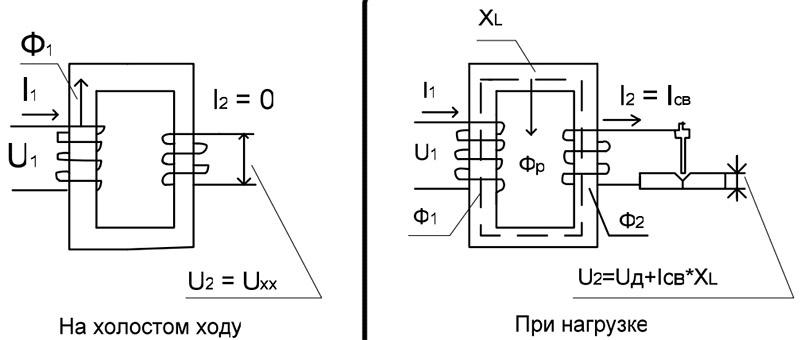
Функциональная схема такого СТ представлена на рисунке.
![Функциональная схема сварочного трансформатора с зазором магнитопровода. Ист. http://www.studfiles.ru/preview/3997689/.]()
Трансформатор состоит из:
- магнитопровода с зазором б;
- первичной обмотки I;
- вторичной обмотки II;
- обмотки реактивной катушки IIк.
Регулировка величины сварочного тока осуществляется изменением величины зазора в магнитопроводе. Размер зазора влияет на изменение магнитного сопротивления контура и, соответственно, величину магнитного потока, который и создаёт в обмотках электрический ток:
- при необходимости уменьшить величину сварочного тока — величину зазора увеличивают;
- при необходимости увеличить величину сварочного тока — величину зазора уменьшают.
Полезное видео
Посмотрите небольшой обучающий ролик об устройстве и принципе действия трансформатора:
Магнитопровод
[note]Магнитопровод – это центральная часть конструкции СТ. Он является сердечником понижающего трансформатора и играет основную роль в формировании сварочного тока. По нему протекает магнитный поток, который индуцирует (создаёт) электрическое напряжение на всех обмотках.[/note]
Магнитопровод сварочного трансформатора представляет собой пакет пластин из трансформаторной стали. Вызвано это тем, что под воздействием магнитного потока в нём наводятся вихревые замкнутые электрические токи (в честь французского физика, их открывшего, названы: токи Фуко). В соответствии с правилом Ленца, магнитное поле этих токов стремиться уменьшить индукцию поля его создавшего, т. е. полезного. В результате:
- уменьшается КПД СТ;
- токи Фуко нагревают материал сердечника.
Для уменьшения этого влияния принимаются меры по уменьшению этих токов. Поэтому, как было сказано выше, магнитопровод и представляет собой пакет пластин. Поверхности пластины имеют хорошую электроизоляцию (они имеют оксидное изоляционное покрытие) и, кроме этого, часто дополнительно покрываются электроизолирующим лаком. Благодаря этому, они не представляют собой сплошной проводник, что существенно уменьшает величину токов Фуко.
Пластины между собой стягиваются шпильками в плотный пакет. Если этого не сделать (или стянуть неплотно), то они вибрируют с частотой колебаний тока в источнике питания: 50 Гц. В результате, СТ «гудит» с такой частотой.
Ограничитель холостого хода
Ограничитель напряжения холостого хода СТ применяется, в соответствии со своим наименованием, для автоматического ограничения этого параметра. Он уменьшает индуцированную при размыкании вторичной обмотки ЭДС до безопасного значения не позже, чем через одну секунду после разрыва сварочной цепи. На картинке изображена популярная модель ограничителя напряжения холостого хода однофазных сварочных трансформаторов «ОНТ-1».
![Ограничитель напряжения холостого хода СТ «ОНТ-1». Ист. http://kiev.kv.besplatka.ua/obyavlenie/ont-1-ogranichitel-napryazheniya-holostogo-hoda-f1bc31.]()
Принцип действия ограничителя следующий. Мы уже знаем, что в случае разрыва сварочной цепи, резко изменяется величина магнитного потока в магнитопроводе. Это, в свою очередь, приводит к резком скачку ЭДС самоиндукции. Резкий рост величины электрического напряжения может стать причиной аварии СТ или поражения током сварщика. Ограничитель напряжения холостого хода сварочного трансформатора уменьшает эту ЭДС до безопасного значения — не более 12 В.
Смотрите больше информации про сварочные трансформаторы здесь.[/help]
![]()
Сварочный трансформатор является, пожалуй, самым распространенным видом промышленного оборудования. Его основу составляют несколько ключевых узлов, которые, взаимодействуя, генерируют сварочную дугу. Ее мощности достаточно для того, чтобы соединить две металлические заготовки или разрезать цельный кусок металла. В зависимости от конструктива, функционала и силы генерируемого напряжения оборудование делится на несколько видов. Каков принцип действия сварочного трансформатора, какие происходят при этом процессы, отличительные особенности моделей – это неполный список вопросов, которые рассмотрены ниже.
Для плавки металла необходимо настроить в нужных значениях параметры потребляемого сетевого тока. В сварочном оборудовании изменяются основные его значения: понижается напряжение и возрастает сила тока. Сварка металлических заготовок была бы невозможна без основных комплектующих, которые входят в состав даже самого простого сварочного трансформатора:
- первичная обмотка (выполняется из изолированного провода);
- вторичная обмотка (очень часто для лучшей теплоотдачи выполняется неизолированной);
- магнитопровод;
- вертикальный винт крепления;
- крепление к обмотке и гайка винта;
- зажимы для фиксации проводов;
- рукоятку зажима винта;
- металлический корпус.
Помимо основного в сварочных трансформаторах используется дополнительное оборудование, улучшающее их работу и расширяющие функционал.
Для любого сварочного аппарата необходим магнитопровод. Он никак не влияет на параметры тока, но без сердечника невозможно образовать магнитное поле. Он состоит из набора металлических пластин своеобразной формы. Поверхность пластин покрыта оксидом, а в некоторых случаях защищена лаком. Изоляция необходима по техническим соображениям. Если бы сердечники делались из металла и не изолировались, то из-за действий магнитного поля генерировались бы токи Фуко. Они снижают индукцию поля.
Для снижения шумов, которые генерируются при работе трансформатора, важно максимально туго стянуть пластины. При ослаблении соединения усиливается вибрация, причиной возникновения которой является проходящий ток. Следует учесть, что избавиться от шума полностью не удастся. И его наличие в умеренной степени даже в новом оборудовании является нормой.
Принцип работы сварочного трансформатора
Итак, настало время рассмотреть детальнее, что такое сварочный трансформатор и как он функционирует. Алгоритм работы оборудования включает несколько основных этапов:
- Из сети энергоснабжения ток подается на первичную обмотку. В результате этого генерируется магнитный поток, замыкающийся на сердечнике устройства;
- Далее напряжение поступает на вторичную обмотку.
- Изготовленный из ферромагнитных материалов сердечник, на котором располагаются обе обмотки – первичная и вторичная, генерирует магнитное поле.
- По количеству витков катушки, точнее их разницы, изменяются напряжение и сила тока. По данным параметрам и рассчитывается трансформатор.
Есть прямая зависимость между количеством витков вторичной обмотки и выходным напряжением. Если нужно повысить напряжение на выходе, то следует прибавить количество витков вторичной катушки, и наоборот. Сварочный трансформатор является понижающим устройством. По этой причине количество витков на вторичной обмотке у него меньше, чем на первичной.
Помимо этого, устройство и узлы сварочного аппарата позволяют регулировать и силу тока. Для этого необходимо изменять расстояние между вторичной и первичной обмотками. Здесь наблюдается обратная зависимость: чем меньше расстояние, тем сильнее сила тока, и наоборот – чем больше расстояние, тем меньше значение. Данные регулировки дают возможность сварщику работать с материалами, которые отличаются и по составу, и по толщине.
Холостой ход
Любые представленные на потребительском рынке сварки оснащены двумя режимами работы: под нагрузкой и холостой. Во время сварочного процесса между изделием и электродом замыкается вторичная обмотка. Образуется ток большой мощности, которой хватает для того, чтобы плавить металл. По окончании работ вторичная цепь размыкается. Дается старт работе оборудования в режиме холостого хода.
В первично катушке генерируемые электрическим током силы имеют двойное происхождение. Первые из них образуются магнитным потоком, а другие – рассеиванием. Электродвижущие силы создаются в магнитопроводе, и между витками обмоток замыкаются по воздуху (между пластинами есть изоляция). Они формируют величину холостого хода.
Важно, чтобы сила тока холостого тока не представляла угрозы здоровью и жизни сварщика. Она ограничена величиной 48V. И только некоторые модели имеют этот показатель 60-70В. В случаях, когда электродвижущие силы, которые образуются от потока рассеивания, имеют большее значение, то дополнительно устанавливается автоматический ограничитель. Его нормативное срабатывание составляет меньше 1 секунды после окончания сварочного процесса. Корпус варочного аппарата всегда необходимо заземлять. В случае нарушения изоляции первичной обмотки напряжение пойдет путем наименьшего сопротивления и уйдет в землю, миную человеческий организм.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Сварочный трансформатор: схемы и модификации
Как уже упоминалось, помимо стандартного набора узлов сварочный аппарат может содержать и дополнительные компоненты, призванные улучшить его функционал и качество работы. Схемы дополняются:
- конденсаторами;
- тиристорными фазорегуляторами;
- дополнительными вторичными обмотками;
- импульсными стабилизаторами.
Помимо этого, нередко схема оборудования комплектуется дополнительным сопротивлением. Оно позволяет продолжить регулировку силы тока в тех случаях, когда разведение обмоток не может принести нужного результата. Это характерно для очень мощных моделей оборудования или в случаях работы с особо тонкими заготовками. Дополнительное сопротивление может представлять собой отдельный блок, оснащенный коннекторами для подключения к цепи или обычной пружиной, изготовленной из высокоуглеродистой стали. В любом случае через сопротивление следует пропустить ток, который идет от вторичной обмотки.
Расчет трансформатора для сварки
Для разных видов сварочных работ необходима различная мощность оборудования. Основной расчет показатели выполняется на основании разницы в количестве витков между катушками первичной и вторичной обмоток. Важно понять основной принцип действия сварочного трансформатора. Для понижающих устройств выработано правило, которое выражает зависимость между коэффициентом понижения и количеством витков.
Так, если выходное напряжение нужно понизить в 100 раз по сравнению со входящим, то количество витков вторичной катушки должно быть в 100 раз меньше сравнительно с количеством витков на первичной катушке. Точно такое же правило работает и в обратном направлении. Погрешность вычислений не превышает 3%.
Каждое устройство характеризуется так называемым коэффициентом трансформации. Данный показатель обозначает величину масштабирования при переходе от первичного (i1) значения до вторичного (i2). Формула для расчета выражается в таком виде: n = i1/i2. Вооружившись формулой, несложно определить значения для изготовления оборудования под конкретный вид сварки.
Классификация сварочных трансформаторов
Классифицировать сварочные трансформаторы принято по их назначению. Они отличаются по таким показателям:
- Габаритами и весом. На рынке представлены как небольшие модели, которые комплектуются наплечным ремнем для переноски; так и большие агрегаты, для перемещения которых потребуется тельфер или тележка.
- Напряжение холостого хода. Оно варьируется в широком диапазоне значений: от 48 до 70V.
- Сила тока. На большинстве серийного оборудования данный параметр колеблется в диапазоне от 50 до 400А. Встречаются крупные промышленные образцы, генерирующих ток силой в 1000А.
- Количество фаз и потребляемый ток. Одно и трехфазные сварочные трансформаторы под линии энергоснабжения 220 и 380В.
- Подача тока. Может быть непрерывной или импульсной.
- Используемые в работе электроды. Расходники различаются по составу и диаметру (2-6 мм).
Получить надежное соединение двух металлических элементов проще всего с помощью электрической сварки. Она отлично подойдет для выполнения разных видов работ на производстве, дома или в любом ином месте. Сварочные аппараты отличаются простотой использования, надежностью и эффективностью. Сварные швы намертво соединяют заготовки и служат на протяжении многих десятилетий.
Ремонт сварочного трансформатора
Сварочный трансформатор является самым простым источником сварочного тока (по сравнению со сварочными выпрямителем или инвертором), и, следовательно, самым надёжным. Но, время от времени, требуется и его ремонтировать. Чаще всего он то «не держит дугу», то «не варит». Рассмотрим простейшие отказы и способы их устранения.
Неисправности сварочных трансформаторов и методы их устранения
Физический принцип действия сварочного трансформатора ничем не отличается от обычного понижающего трансформатора. Он очевиден из поясняющего рисунка «Принцип действия понижающего трансформатора». Более подробно можно рассмотреть в этой статье устройство и принцип действия трансформаторного сварочника.
![Принцип действия понижающего трансформатора. Ист. http://moiinstrumenty.ru/svarochnyj/raschet-svarochnogo-transformatora.html.]()
Внешний вид сварочника приведён на рисунке «Сварочный трансформатор».
![Сварочный трансформатор. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html]()
Наиболее часто встречающиеся неисправности сварочных трансформаторов и методы их устранения сведены в таблицу. Причин возникновения неисправностей может быть много, одной из которых является отсутствие обслуживания, в частности, прочистки сварочного трансформатора от пыли.
ВНИМАНИЕ! При выполнении любого ремонта следует обязательно отключить аппарат от электросети.
Описание неисправностей Причины неисправностей Методика устранения Самопроизвольное отключение Самопроизвольное отключение сварочного аппарата происходит за счёт срабатывания его электрозащиты при включении в питающую сеть. Причиной этого может быть: - короткое замыкание в высоковольтной или низковольтной цепях:
- между подводящими проводами и корпусом. ВАЖНО. Для исключения поражения обслуживающего персонала электрическим током является обязательным качественное заземление корпуса сварочника;
- проводов между собой;
- межвитковое замыкание в катушках;
- замыкание проводов (подводящих или катушек) на магнитопровод;
- электрический пробой конденсаторов;
- выход из строя других компонентов сварочного гаджета.
- замена проводов и восстановление разрушенной изоляции;
- замена конденсаторов и других вышедших из строя деталей и узлов на кондиционные.
- перегрузка:
- длительная работа без технологических перерывов на остывание;
- неправильно выбран сварочный электрод (марка, излишне большой диаметр и т. п.);
- неправильно выбран режим сварки (высокое значение сварочного тока и т. п.);
- шпилек, стягивающих «железо»;
- неисправности в креплении магнитопровода;
- нарушена регулировка механизма перемещения катушек;
- проверить электроизоляцию и устранить все дефекты;
- подтянуть весь крепёж;
- устранить нарушения в механизме перемещения катушек
- сварочный ток выше допустимого значения для данной модели оборудования;
- применяются сварочные электроды, модель и диаметр которых не соответствуют данному виду сварки;
- работа происходит без достаточного количества технологических перерывов (на остывание).
- разрушается механическое соединение;
- сгорает изоляция на концах проводов;
- разрушается электрическое соединение.
- перебрать и проверить состояние контактов;
- при необходимости зачистить их или заменить на кондиционные;
- обеспечить плотный зажим всех элементов
- пониженное напряжение в питающей электросети;
- неисправность регулятора величины сварочного тока.
- повышенное напряжение источника электропитания;
- неисправность регулятора величины сварочного тока.
Повышенное напряжение источника электропитания, чаще всего, случается при питании от мобильных генераторов. В электросетях этот параметр регулируется централизованно. Резкое увеличение возможно только в случае аварии (обрыв «нулевого провода» на КТП).
- неисправность в механизме ходового винта регулятора тока;
- короткое замыкание между контактами на зажимах регулятора;
- ограничена подвижность катушек вторичной обмотки;
- замыкание в катушке дросселя.
- посторонние предметы следует удалить;
- катушку дросселя заменить;
- контакты на зажимах регулятора и механизм ходового винта отрегулировать.
- нарушение изоляции обмотки высокого напряжения (первичной) и её замыкание на сварочную цепь (вторичная обмотка и всё, что следует за ней);
- замыкание между сварочными проводами;
- ослабло соединение сварочных проводов с клеммами аппарата.
- провести внешний осмотр и установить причину;
- при нарушении изоляции обмоток, последние следует заменять (перематывать трансформатор);
- на сварочных проводах восстановить изоляцию или их заменить;
- восстановить соединение сварочных проводов с клеммами аппарата.
Самое «тонкое место» сварочника – клеммная колодка.
![Клеммная колодка.]()
Перемотка сварочного трансформатора
Неисправности оборудования, для устранения которых потребуется перемотка катушек первичной и вторичной обмоток, указаны в таблице. Начинать ремонт следует с подготовки материалов:
- провод для первичной и вторичной обмоток (марку и количество можно узнать только после разборки сгоревшего аппарата);
- шеллак (можно заменить цапонлаком или краской ПФ);
- оправку (брусок) для намотки вторичной обмотки (по размерам каркаса катушки). Изготавливать его рекомендуется из клиньев. Иначе, после намотки с цельного бруска, снять будет очень проблематично. Размеры снимаются после разборки;
- лакоткань.
Разбираем трансформатор, разматываем обмотки и считаем витки и слои (обязательно записываем).
Рассчитываем длину провода по:
- длине «среднего витка». Это — среднее арифметическое между: максимальной длиной – витка наружного слоя и минимальной – внутреннего;
- количеству слоёв и витков.
Длина провода определяется, как произведение длины «среднего витка», количества витков в слое и количества слоёв.
На несгоревшей части обмотки визуально определяем марку провода и, измерив диаметр, рассчитываем его сечение. Теперь мы знаем: какого и сколько нам нужно провода.
Наматываем новые катушки: первичную обмотку из тонкого провода можно прямо на каркас, вторичную из провода большого сечения – на оправку. Предварительно наматываем один слой лакоткани. Витки наматываем плотно «один к одному», повторяя сгоревшую обмотку и строго придерживаясь количества витков. Каждый слой обмотки тщательно промазываем шеллаком или его заменителем и прокладываем слой лакоткани. После высыхания шеллак будет предотвращать перемещение проводов, вызванное их расширением при нагревании (по обмоткам протекает большой электрический ток), и разрушение изоляции. В купе с лакотканью это предотвратит межвитковое короткое замыкание и необходимость повторного ремонта.
После намотки, собираем катушки сварочного трансформатора и просушиваем их (в домашних условиях для этого можно использовать духовку). Температура и продолжительность зависит от применяемых материалов.
Производим окончательную сборку трансформатора. Тестером или любым другим омметром «прозваниваем» (проверяем целостность) обмоток. Первичная должна иметь электрическое сопротивление около 20 Ом, вторичная – «0», между обмотками – «бесконечность».
Проверяем работоспособность трансформатора путём измерения напряжения ХХ (холостого хода – оно указано в «Паспорте сварочного аппарата». Обычно 50…60 В). Первичную обмотку через электрический автомат (ВАЖНО! Автомат включать в цепь питания обязательно) включаем в электрическую сеть, и тестером (или любым другим вольтметром переменного тока) замеряем напряжение вторичной обмотки. Если всё сделано правильно, то величина этого электрического напряжения соответствует напряжению ХХ, указанному в «Паспорте».
Устанавливаем сварочный трансформатор на своё законное место в сварочнике и пробуем варить.
Ремонт сварочного трансформатора своими руками
Прежде, чем ремонтировать сварочный аппарат, который вдруг «перестал варить», проверьте следующее:
- соответствуют ли выбранная полярность и величина сварочного тока обрабатываемому материалу и применяемому электроду (материал и диаметр);
- достаточно ли хороший контакт зажима сварочного кабеля со свариваемой деталью;
- нет ли превышения времени непрерывной работы сварочного аппарата или банального обрыва кабеля.
Зачастую, устранение этих дефектов «оживит» ваш аппарат, и ремонт на этом будет закончен.
Если ничего из вышеперечисленного не обнаружено, то необходимо определить проблему и заняться её устранением. Снимаем корпус оборудования и проводим внешний осмотр. Часто вышедшие из строя узлы можно определить визуально: изменившая внешний вид контактная колодка, нарушение изоляции подводящих проводов, ослабленные контактные крепления и т. п. Замена этих деталей и узлов не вызывает трудностей и может быть произведена самостоятельно.
Если отсутствует напряжение ХХ на вторичной обмотке сварочного трансформатора, то необходима его перемотка. Технология этого процесса описана выше. Если у вас нет навыков аналогичного ремонта, и вы никогда не перематывали даже маломощный трансформатор, то рекомендуем обратиться в сервисный центр.
[help]Больше информации для самодельщиков можно взять в статье про самодельные трансформаторные сварочники.[/help]
Капитальный ремонт сварочного трансформатора
Капитальный ремонт сварочного трансформатора представляет собой наибольший по объёму вид планового ремонта, при котором производится:
- разборка агрегата;
- замена всех изношенных узлов и деталей.
- катушки первичной и вторичной обмоток;
- дроссель, конденсаторы и т. д.
- все контактные узлы: зажимы, колодки и т. п;
- подвижные узлы и механизмы.
После проведения капитального ремонта технические параметры сварочного трансформатора должны соответствовать новому прибору. Во многих случаях, по согласованию с Заказчиком, в ходе капремонта проводится модернизация сварочника.
Цена ремонта — стоит ли…
Цена ремонта состоит из двух основных составляющих:
- стоимость подлежащих замене деталей и узлов;
- стоимость работы.
При ремонте в «Сервисном центре» (или любой другой мастерской) добавятся ещё и накладные расходы.
Следует учитывать, что каждый ремонт, как бы он аккуратно не производился, не делает оборудование «совсем новым». Поэтому, определите стоимость вышедших из строя узлов и деталей, выясните, сколько будет стоить ремонт и сравните полученную сумму со стоимостью нового оборудования. В большинстве случаев, сварочник, «переживший» несколько ремонтов, есть смысл сдать в металлолом (медные обмотки дорого стоят) и приобрести действительно новый, а может быть и более современный и удобный инвертор.
Описание сварочного трансформатора
![Сварочный трансформатор]()
ОБОРУДОВАНИЕ
Для электродуговой сварки требуется набор инструментов, в который входит сварочный трансформатор. Существуют промышленные и бытовые разновидности средств, отличающиеся техническими характеристиками и габаритами.
![Трансформатор]()
Описание оборудования
Трансформаторы – аппараты, используемые для соединения деталей из стали и некоторых других металлов. Устройство принимает ток от сети, преобразует его до получения требуемых параметров. Формирующаяся при этом электрическая дуга расплавляет края свариваемых заготовок и расходный материал, образуя прочный шов.
Отличия от инверторного аппарата
Такое оборудование отличается от трансформаторного следующими характеристиками:
- Небольшой вес. Если масса трансформатора составляет около 35 кг, то у инвертора она не превышает 15 кг. Это помогает легко перемещать аппарат во время работы.
- Отсутствие трансформатора в конструкции. Это исключает расход энергии на нагрев обмоток и перемагничивание магнитопровода. Коэффициент полезного действия увеличивается. При использовании электрода диаметром 3 мм расход энергии не превышает 4 кВт. При тех же условиях этот параметр у трансформатора составляет 7 кВт.
- Возможность получения тока с любыми вольт-амперными показателями. Аппараты инверторного типа применяют при сварке всех металлов. Они работают с нержавеющей, легированной сталью, медью, алюминием.
- Режимы функционирования. Инвертор не требует частых перерывов, необходимых для охлаждения.
- Возможность тонкой настройки. Сварщик выбирает показатели силы тока и напряжения в широком диапазоне. С помощью инвертора можно варить в разных пространственных положениях. При этом образуется наименьшее количество брызг расплавленного металла.
Конструкция сварочного трансформатора
Такой аппарат включает несколько узлов, которые создают электрическую дугу, способную расплавлять сталь. Компоненты изменяют параметры токов, поступающих от сети.
Агрегат понижает напряжение, увеличивая ампераж.
Сварка металлов становится возможной благодаря узлам, входящим в конструкцию аппарата:
- магнитопроводу;
- первичной обмотке из изолированного кабеля;
- винту;
- подвижной вторичной обмотке из неизолированного провода;
- ходовой гайке;
- рукоятке, вращающей винт;
- зажимам для фиксации кабелей;
- охлаждающей системе.
Магнитопровод не влияет на параметры тока, он лишь формирует магнитное поле. Для этого применяется набор стальных пластин, покрытых оксидным составом. Некоторые трансформаторы включают дополнительные компоненты, улучшающие работу оборудования.
![Конструкция]()
Разновидности и классификация устройств
Классификация сварочных агрегатов осуществляется по следующим характеристикам:
- Размерам и весу. Приборы бывают компактными переносными или стационарными, перемещаемыми с помощью колес или тельфера (подвесного грузоподъемного устройства).
- Напряжению холостого хода сварочного трансформатора. В разных моделях приборов этот параметр составляет от 48 до 70 В.
- Максимальной силе тока. У промышленных моделей этот параметр достигает 1000 А, у бытовых – 50-400 А.
- Напряжению потребляемого тока, числу фаз. Выделяют одно- или трехфазные виды.
- Характеру подачи. Аппарат может вырабатывать ток непрерывно или импульсно.
- Диаметру подключаемых электродов.
Принцип работы с характеристиками
Приборы для трансформаторной сварки функционируют следующим образом:
- Ток из электрической сети попадает на первичную обмотку. Здесь появляется магнитный поток, направляющийся в сторону сердечника.
- Напряжение передается на вторичную обмотку.
- Ферромагнитный сердечник генерируют магнитное поле. В 2 обмотках образуются электродвижущие силы переменного характера.
- Разница в числе витков катушек помогает менять параметры тока на необходимые для сварки вольт-амперные показатели. По этим значениям выполняют расчет характеристик трансформаторного агрегата.
Число витков обмотки напрямую связано с выдаваемым напряжением. Намотанная в большем количестве вторичная катушка повышает силу тока. Трансформаторный сварочный аппарат относится к приборам понижающего вида. Число витков первичной обмотки в нем больше, чем вторичной. Регулировать силу выходного тока можно, меняя величину зазора между катушками.
![Трансформатор]()
Холостой ход
Принцип работы сварочного трансформатора включает 2 режима: холостой и с нагрузкой. Во время сварки вторичная катушка создает замыкание между деталью и электродом. Мощная дуга плавит материал, образуя шов. После завершения сварки вторичная цепь разрывается. Аппарат начинает работать на холостом ходу.
Такой режим функционирования должен быть безопасным для пользователя. Максимальная величина напряжения – 48 В. Если показатель превышает допустимые значения, срабатывает автоматический ограничитель. Заземление корпуса агрегата обеспечивает дополнительную защиту сварщика от поражения током.
![Режим]()
Стандартная схема сварочного трансформатора
Классические аппараты состоят из магнитопровода и преобразователей. Для розжига дуги электрическая схема предусматривает присутствие индуктивного сопротивления вторичной катушки. У аппаратов, функционирующих в режиме сварки, мощность многократно превышает потери, возникающие при работе на холостом ходу.
![Схема работы]()
Схемы модификаций
В конструкцию стандартного аппарата нередко вносят изменения, помогающие улучшить эксплуатационные характеристики.
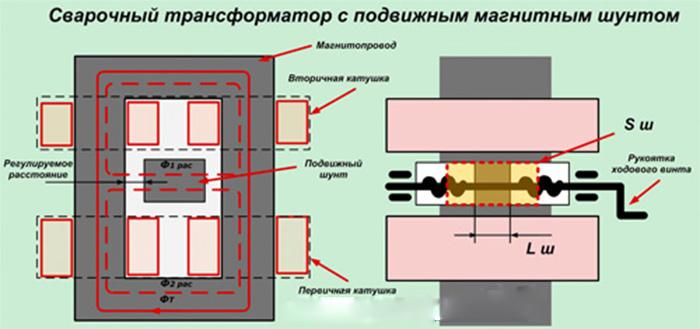
С шунтом
Рассеиванию магнитного поля способствует смена пространственного положения компонентов магнитопровода.
При смещении стальных элементов повышается сопротивление потока, идущего по воздуху.
При полном введении шунта параметр начинает зависеть от расстояния между деталью и компонентами магнитопровода. Аппараты, имеющие такой принцип действия, предназначены для использования в промышленных условиях.
![С подвижным шунтом]()
С обмоткой по секциям
Такая схема сварочного аппарата считается устаревшей. Ранее это оборудование использовалось в бытовых и промышленных условиях. Имеется несколько вариантов выбора числа витков в первичной и вторичной обмотках.
![Обмотка по секциям]()
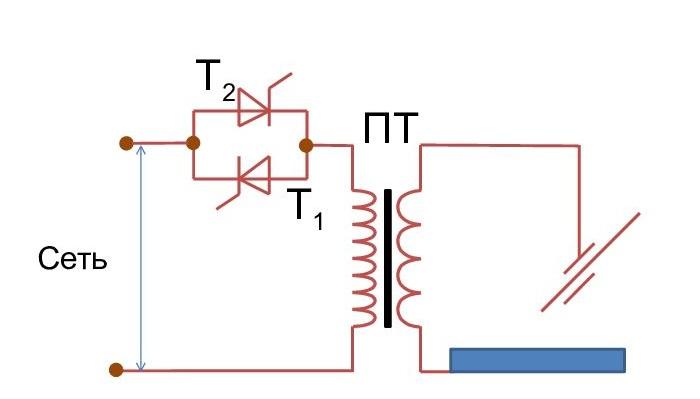
Тиристорные аппараты
Для изменения напряжения и силы тока применяется фазовый сдвиг тиристоров. При сборке однофазного аппарата используют 2 детали, устанавливаемые друг напротив друга. Тиристоры настраивают симметрично и синхронно.
В полупроводниковых трансформаторах эти элементы размещают на первичной обмотке, что объясняется следующими причинами:
- Сила вторичного тока в таких устройствах выше, чем в тиристорах.
- При установке последних на первичной катушке повышается КПД. Это объясняется снижением потерь напряжения.
![Схема тиристорного трансформатора]()
Плюсы и минусы
К положительным качествам трансформаторного оборудования относятся:
- Высокий коэффициент полезного действия, простота эксплуатации и обслуживания. Ремонт устройства не сопряжен с большими тратами, что позволяет использовать его в домашних условиях.
- Низкая стоимость.
Из недостатков выделяют:
- Нестабильность дуги. Это связано с параметрами переменного тока. Для работы с такими аппаратами используются специализированные электроды.
- Перепады выходного напряжения, негативно отражающиеся на качестве сварного шва.
- Невозможность применения для соединения деталей из цветных металлов или нержавеющей стали.
- Габариты и большой вес, вызывающие трудности при перемещении.
Особенности выбора сварочного трансформатора
Решая, какой аппарат купить, учитывают следующие критерии:
- Типы свариваемых металлов, параметры будущих швов. Для работы со сталью достаточно ручного оборудования с постоянным или переменным током. Эксплуатационные качества трансформатора позволяют варить изделия из любых черных металлов.
- Силу тока. В бытовых условиях достаточно агрегата, выдающего 200 А.
- Принцип действия. Полуавтоматические приборы надежны и просты в применении, однако отличаются высокой стоимостью. При использовании ручных агрегатов сварщику придется самостоятельно контролировать все параметры.
- Надежность фирмы-производителя.
Какие неисправности могут быть
При работе со сварочным трансформатором нередко возникают следующие проблемы:
- Отсутствие электрической дуги, отказ запуска охлаждающего вентилятора. Главная причина – нарушение целостности питающего кабеля. Реже обнаруживается повреждение других компонентов оборудования или активация защиты от перегрева.
- Отсутствие сварочной дуги при работающем вентиляторе. Наблюдается при нарушении связи между внутренними компонентами системы.
- Отсутствие электрической дуги при работающей сигнальной лампе. Такая проблема возникает при срабатывании защитного режима.
- Образование большого количества брызг. Качество шва сохраняется на низком уровне. Стоит проверить правильность подключения проводов, изменить полярность.
Как самому смонтировать аппарат
Главная часть самодельного агрегата – сердечник. Его изготавливают из трансформаторной стали, купить которую достаточно сложно. Полученная конструкция имеет вид прямоугольника с сечением более 55 см². При формировании первичной и вторичной катушек устанавливают регулирующий винт. С его помощью перемещают подвижную обмотку.
Сечение провода первой катушки должно составлять более 5 мм². Для сборки трансформатора используют кабели с жаропрочной изоляцией.
Вторичная обмотка формируется из медного проводника сечением 30 мм². На последнем этапе собирают текстолитовый корпус, который служит защитой сварщика от поражения током.
Читайте также:
















.jpg)