Nbc 200a mig сварочный пистолет как подключить
Обновлено: 20.09.2024

Всем привет! Раньше я видел мелкие сварочные аппараты и удивлялся, как они не горят на первом же электроде, но эта модель самая компактная, при этом заявлен ток до 140А, а пиковая мощность 3000Вт. На OLED дисплей выводится выставленный ток, диаметр электрода, которому он соответствует, толщина стенки заготовки, текущее значение тока во время работы и температура радиатора, плюс еще можно зайти в настройки и откорректировать форсирование дуги, частоту, отключить безопасный режим. В общем, сабж по описанию выглядел интересно, посмотрим что получится на практике.
Характеристики
Напряжение питания: 220В
Диаметр электрода: до 3.2мм
Типы электродов:углеродистая сталь, нержавеющая сталь, сталь
Сварочный материал: нержавеющая сталь, легированная сталь, углеродистая сталь, чугун
Толщина свариваемых деталей: 2-14 мм
Номинальная мощность: 3000 Вт
Размер: 240x230x80 мм
Вес: 1.5 кг
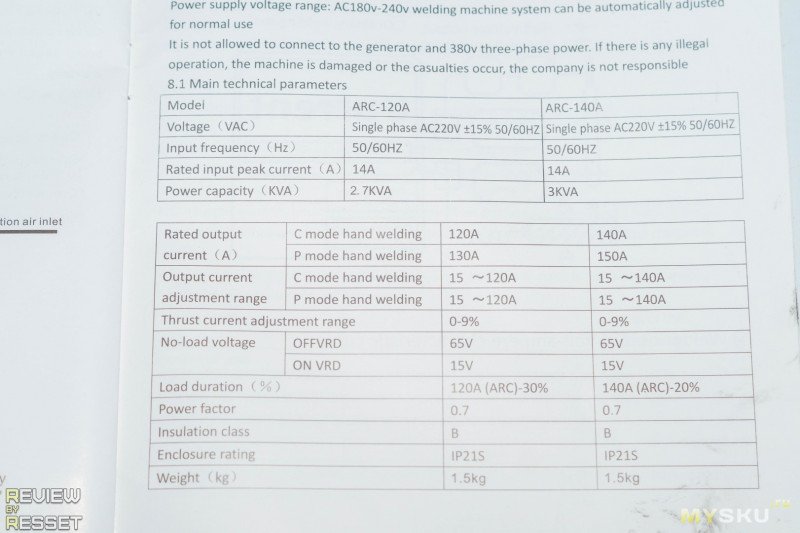
А вот нормальные данные из инструкции, модель ARC-140A
Распаковка и внешний вид
Обычная картонная коробка со скромным принтом, но что внутри понятно
В комплекте сам аппарат, плюсовая клемма, переходник-фиксатор электродов и инструкция
Размером очень похож на строительный фен, что кроме меня подтвердили еще несколько человек
Кнопки активации нет, да и не нужна она, это же не полуавтомат
Единственный элемент управления это энкодер в верхней части, чуть ниже находится OLED дисплей
Вентилятор находится в задней части, оттуда происходит забор воздуха
Плюсовую клемму расположили в нижней части рукояти, минусовую у «сопла»
А вот и минусовой коннектор. Крепление стандартное, при желании можно использовать классический кабель
Винтом можно зажать электроды диаметром до 3.2мм
Тушка имеет размеры 24x23x8см и вес 1.5кг, в комплектную сумку легко помещается полный набор
И фиг кто догадается, что ты несешь на плече сварочный аппарат
Включение и настройка
Включение осуществляется однократным нажатием энкодера, до запуска происходит тестирование системы
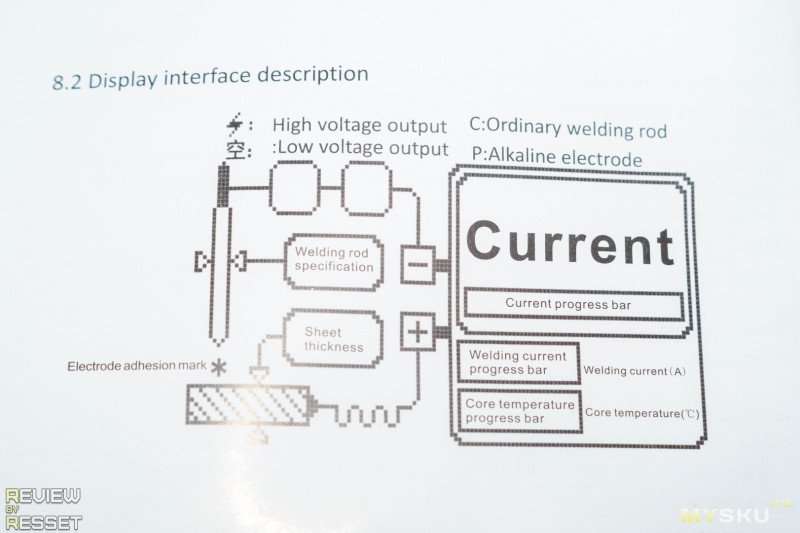
При этом на дисплее отображаются подсказки с рекомендуемым диаметром электродов и толщины заготовки
Вращением можно добавить или убавить ток в диапазоне от 15A до 140А

До 30А используются щелочные электроды(P) не больше 1.6мм, толщина заготовки до 2мм. В диапазоне от 31 до 40А те же параметры, но электроды в классической обмазке(C). От 41 до 65А рекомендуется использовать электроды диаметром 2мм. От 66 до 110А диаметр можно поднять до 2.5мм, а толщину заготовки до 4мм. От 111 до 122А диаметр 3.2мм, рекомендуемая толщина до 5мм. Ну а диапазон от 122 до 140А вроде как предназначен для работы электродом диаметром 4мм
Если зажать энкодер на несколько секунд, можно войти в меню настроек
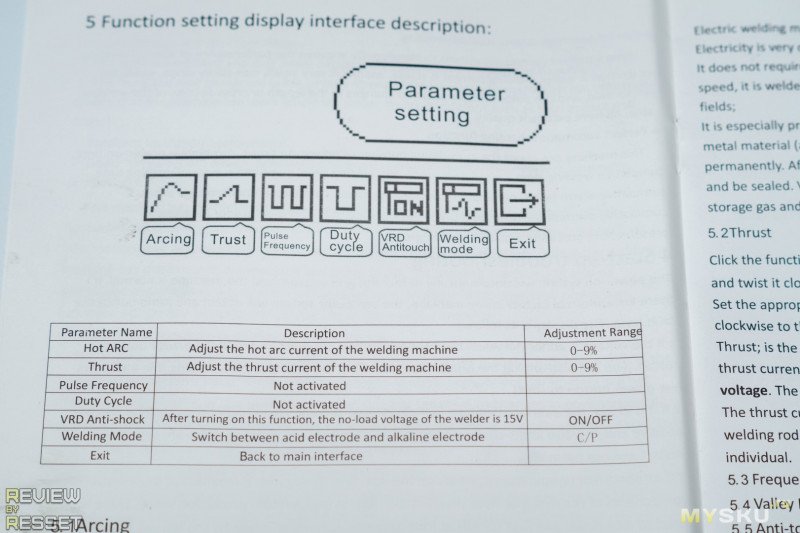
В инструкции кратко расписан каждый пункт
Первый форсирует розжиг, увеличивая начальный ток, второй отвечает за коррекцию тока поддержки дуги. Оба параметра регулируются в диапазоне от 0 до 9%
Частота и рабочий цикл в данной модели ни на что не влияют и вроде как предназначены для TIG сварки
VRD это защита от высокого напряжения, когда включена до розжига дуги напряжение на клеммах составляет 15В, что безопасно для человека. Если выключить, на выходе сразу будет 65В и трогать контакты голыми руками уже запрещено, зато разжечь дугу в таком режиме становится проще.
Ну и последний позволяет выбрать тип покрытия электродов между кислотными(C) и щелочными(P). Насколько я понял, классическая обмазка обладает кислотными свойствами, а вот щелочные мне не попадались, возможно имеются ввиду рутиловые? В любом случае во время теста изменение этой настройки никак не отразилось на результате или изменения были минимальны.
Тестирование
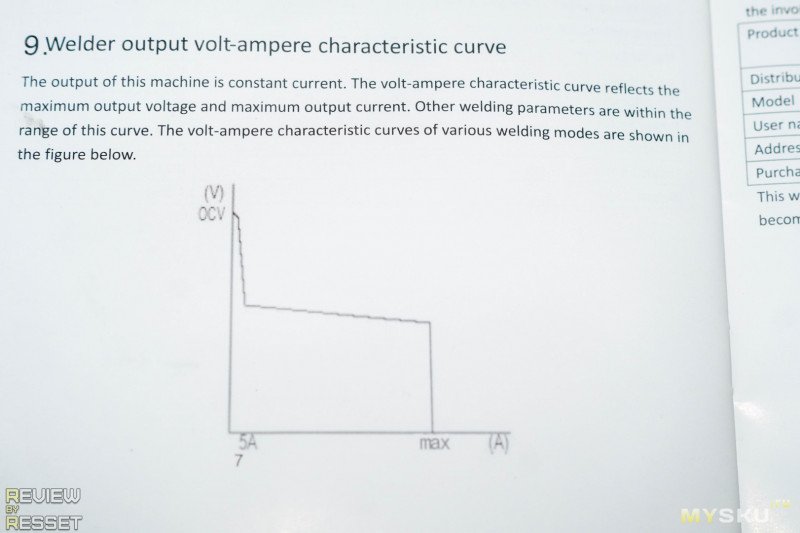
В инструкции есть кривая вольт-амперной характеристики, проверить ее достоверность мне нечем

Начал не логично: с 3мм электрода, т… к меньшего размера на тот момент не было в наличии
Выставил ток 60А, который рекомендован для диаметра 2-2.5мм. Чуда не произошло, дуга нормально не разжигается
А вот при 80А хоть и слабенькая, но держится, электроника считает оптимальным диаметр 2.5мм
Дошел до привычных мне 110А, рекомендуемый диаметр 3.2мм(3мм пропустили), работать комфортно
Во время работы под выставленным значением тока отображается текущее в реальном времени. Частота обновления высокая, токовые клещи так быстро обновлять данные не умеют, но в среднем получилось довольно близко, так что верить показаниям можно. Вот только есть одно «но»… после образования дуги на экран смотреть не безопасно, а в очках ничерта не видно, но может для диагностики и может пригодиться, ну или при использовании классического кабеля вместо комплектного сопла
Ну и максималка 140А, 3мм электрод заканчивается быстрее, а если чуть передержать, 5мм лист прожигает
Подвезли 2мм электроды, убавил ток до 40А, что находится на границе между рекомендуемым 1.6 и 2мм. Кое-как искра зажглась, но была явно слабовата, хотя при работе с тонким металлом можно и поизвращаться если других вариантов нет
50А уже веселее, если верить информации на дисплее, это как раз золотая середина для данного диаметра
60А максимум для 2мм, после 66А уже рекомендуется 2.5мм, дуга хорошая, электрод заканчивается быстро
Вообще «двойкой» можно варить и до 80А, но тонкостенные заготовки можно прожечь, а для более толстых уже проще взять 3мм. Как писал выше, привык пользоваться как раз 3мм электродами и током 90-110А в зависимости от толщины материала. Под руку попался кусок профиля, для примера соединил с листом
Автор ни разу не квалифицированный сварщик и использует данный инструмент только для своих домашних нужд, так что результат может быть далек от идеала, но прошлогодний навес пока не рухнул )
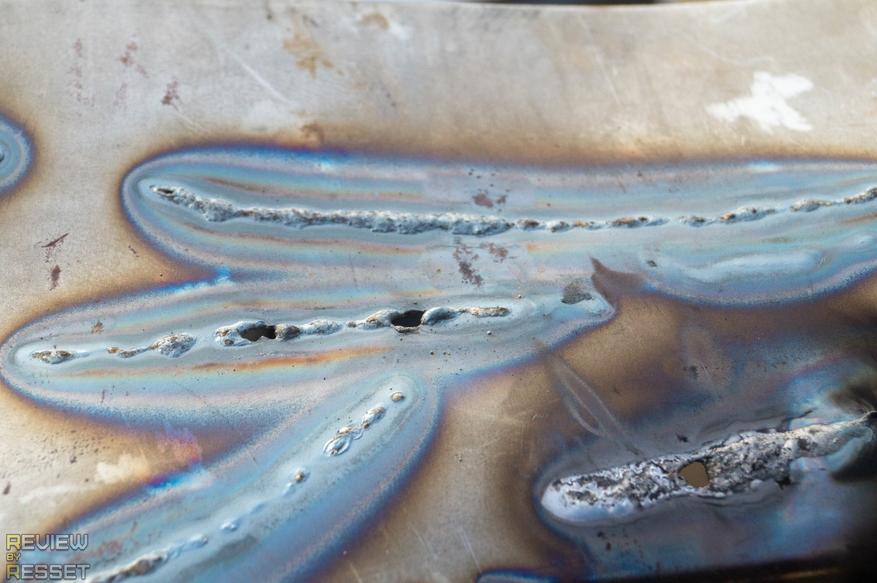
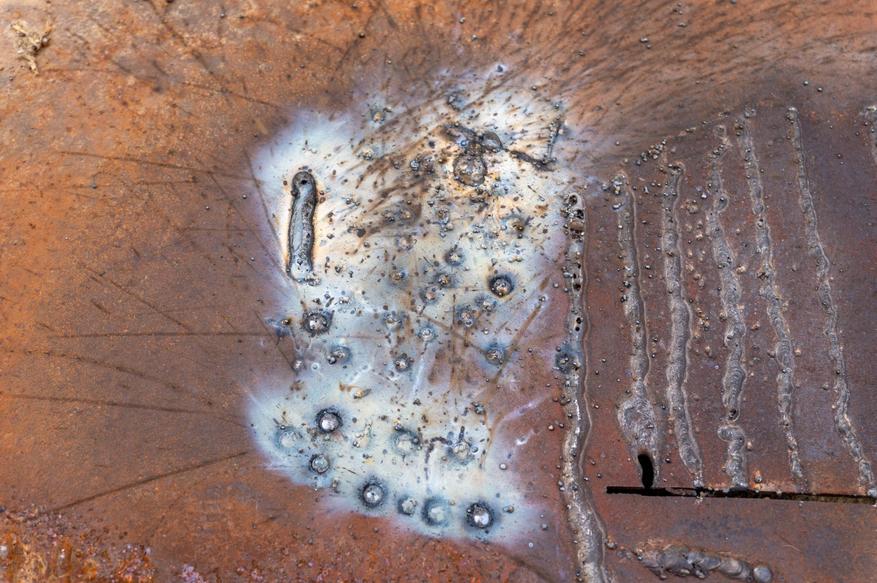
А вот пластинки, на которых тестировались электроды, верхняя и вертикальный шов нижней 3мм, остальное 2мм
С обратной стороны можно оценить нагрев стенок, прожиг был на 140А при медленном движении
Всё то же самое в формате видео, может кому будет интересен звук работы

Вместо сопла спокойно можно подключить классический кабель, 2 и 3мм электроды ведут себя нормально, но вот этот серый 4мм разжечь не смог, знакомый сказал, что он предназначен для промышленных сварочников, работающих с переменным током
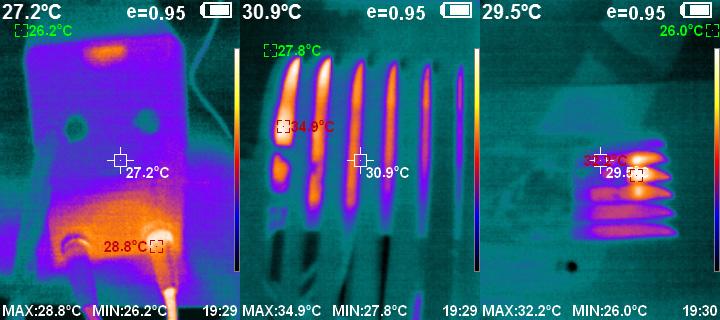
При температуре окружающего воздуха 16°C, на радиаторе за время тестирования она не поднялась выше 30°C, да и корпус был холодным, только в носовой части чувствовался чуть теплый воздух на выходе, так что в таких условиях система охлаждения со своей задачей справляется нормально, но вот что будет летом при 40 в тени, сложно прогнозировать.
Начинка
В инструкции есть схема, но мне было интересно посмотреть на элементы платы
Для начала нужно снять заглушку с рукояти и выкрутить горсть винтов
Компоновка очень компактная, почти нет свободного места в корпусе, а весь нагнетаемый воздушный поток от вентилятора проходит через радиаторы и катушку, отсюда такая эффективность системы охлаждения
В рукояти разместили крупный конденсатор
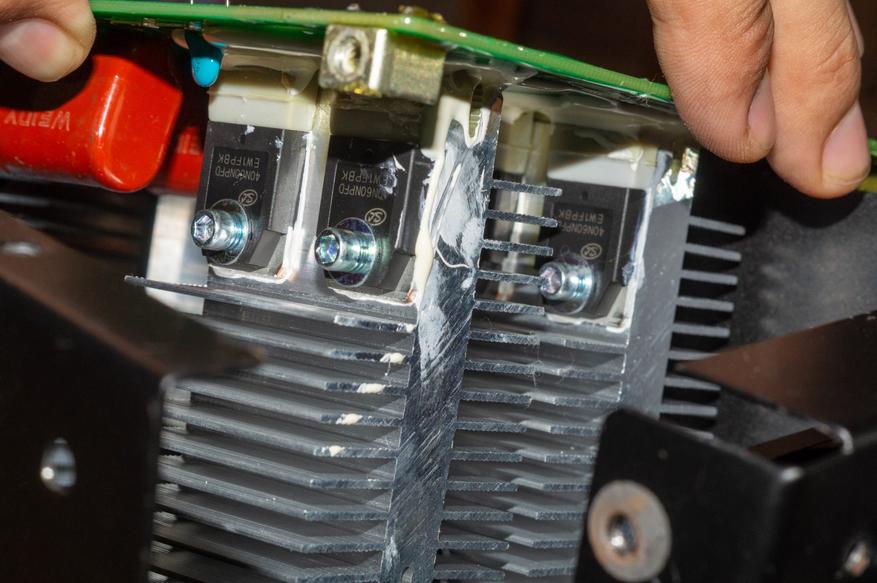
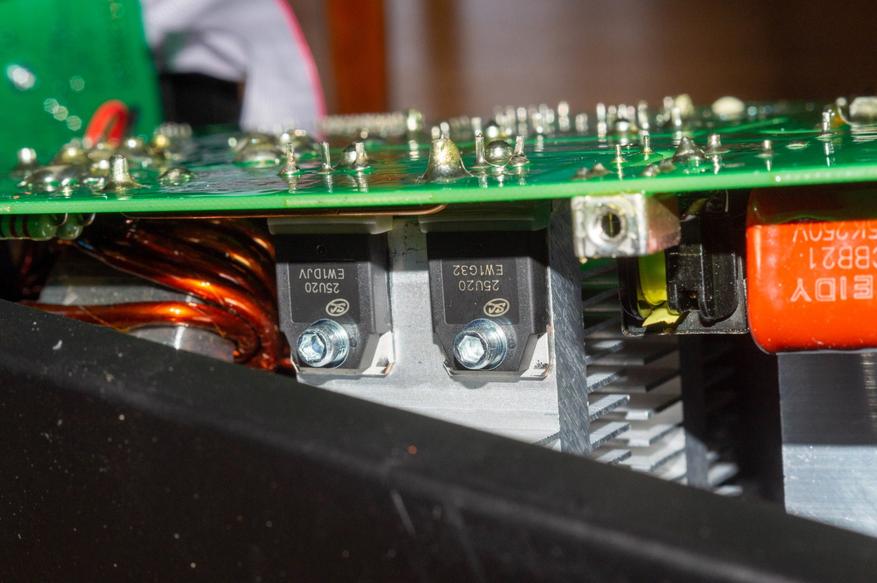
Радиаторы расположены с двух сторон, первый охлаждает пару мосфетов и диодов, к нему прицепили и термопару
С обратной стороны еще два таких же диода(вроде как на 200В 60А каждый) и lиодный мост GBU2510
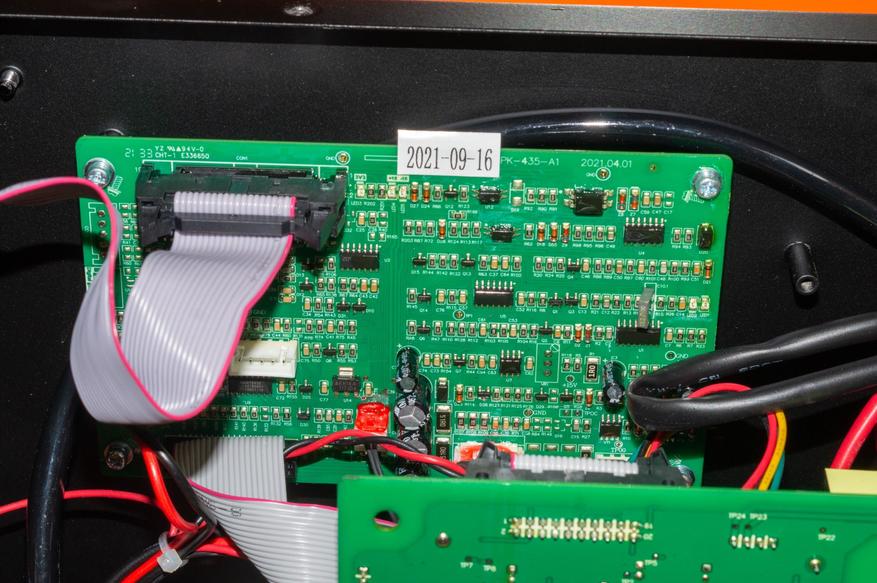
Сверху расположена плата с мозгами, но контроллер видимо впаян под ней, туда не добрался
Внизу еще одна, но элементов на ней не очень много
В носовой части разместили катушку, там же можно заметить мелки модуль для измерения силы тока
Купон
A6O7E3OKOGTW дает скидку $8, делая ценник довольно гуманным
Итоги
После тестирования остались двоякие впечатления. С одной стороны сварочный аппарат очень легкий и компактный, на плече во время транспортировке практически не ощущается, да и во время работы держать не особо тяжело, привычные мне 3мм электроды «переваривает» нормально, настройка удобная, есть подсказки для новичков, не перегревается, но и шумит как строительный фен.
Кстати, вот эта самая форма фена и непривычна, т.к. кисть во время работы приходится держать иначе, в неудобные места подлазить сложнее, а в комплектное сопло можно устанавливать электроды только до 3мм. Так то больше наверное и не стоит нагружать, но думаю при острой необходимости можно и 4мм работать, контролируя нагрев.
Последний минус легко решается установкой обычного кабеля вместо сопла, в этом случае получаем просто компактный легкий сварочник в форме фена, который может без проблем висеть на проводах, но тогда смысл заморачиваться с подобным форм-фактором, практичнее было бы сделать мелкую коробочку с поясным ремнем.
Так то со временем привык к нему и даже в некоторых моментом им было удобнее пользоваться, чем обычной моделью. Например, подключил аппарат в удлинитель, встал на стремянку и точечно прошелся по беседке, перемещая струбцины с кабелем массы, в итоге получилось довольно быстро и справился один. Потом уже основательно проварил стыки привычной моделью без необходимости залазить и слазить с тяжелой тушкой по несколько раз в одном месте.
Как всегда, приветствуется обмен опытом и конструктивная критика в комментариях. Всем добра =)
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Инверторный сварочный полуавтомат DANIU Mini MIG-200 Gasless Welding Machine с точки зрения ненастоящего сварщика.

Сегодня у нас на обзоре инверторный полуавтомат с историей его приобретения.
В аппарате, по заявлению продавца, чего только нет — и MIG, и MMA, и TIG.
А как насчет bluetooth, WiFi и встроенной машины времени?
А от батарейки работать слабо? Вскрытие покажет.
Бонус к обзору — виртуальная сварочная маска для слепого сварщика.
Сразу предупреждаю — цены в магазине скачут, как кони, посему отнеситесь к обзору именно как в обзору товара безотносительно цены.
Как-то в одной их моих статей Rosobzornadzor прокомментировал возможность получить чего-нибудь для обзора:
На языке оригинала, на самом деле, все было несколько грубее перевода, но не суть важно, и цитировать оригинал я, пожалуй, воздержусь.
Тем не менее, я присмотрел на Али инверторный полуавтомат по очень неплохой цене. Нет, я не стал просить прислать мне его нахаляву — всего лишь спросил — а не будет ли так любезен уважаемый джин не может ли продавец предложить хоть какую-нибудь скидку на товар для написания обзора — но был гордо проигнорирован, хотя магазин себя называл официальным магазином завода-производителя.
Оно и понятно — товар расходится, как горячие пирожки, отойди в сторонку, товарищ, не мешай торговать. Никаких обзоров, никаких подробностей об этом аппарате я не нашел (на сайте завода такой аппарат вообще не значился, хотя был аналогичный по внешнему виду, но с другим набором функций), посему я отложил покупку в долгий ящик — до лета время еще есть.
Но тут по какой-то рекламной ссылке обнаружил почти аналогичный сварочник в Banggood.
Цена была даже несколько меньше, и на том же Banggood нашелся еще и купон на 5 баксов — короче, обычное кроилово — я в итоге заплатил даже на 5 долларов меньше, чем указано в заголовке. В заголовке цена в евро, мне удобнее было заплатить долларами, поэтому разночтение в цифрах.
На youtube даже есть обзор этого аппарата — может быть, даже информативный, но на турецком (?) языке ссылка.
Обожаю эти «видосики», где автор о чем-то рассуждает в течении часа — ладно, хоть на понятном языке. В конце концов выясняется, что ему и сказать-то нечего было, а время на просмотр убито. А если и есть информация — то достаточно было бы картинки и пары строк текста, чтобы ее донести. Куда мир катится? :)
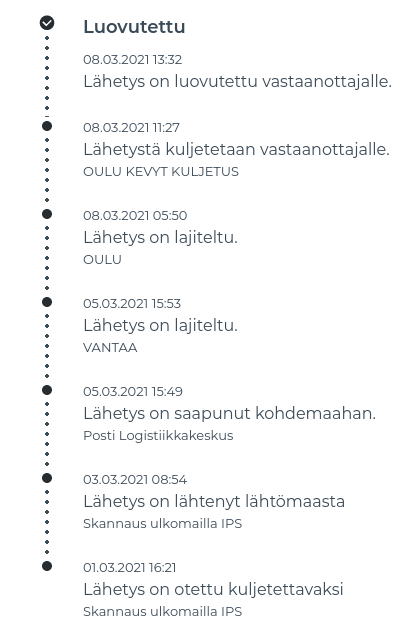
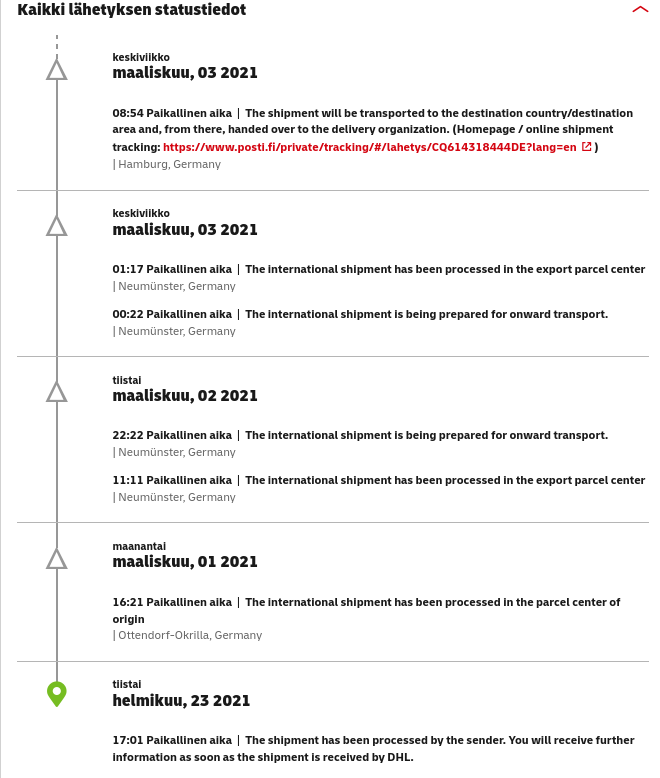
Обычно Banggood высылает заказ на следующий день, но на этот раз они капитально тормознули — заказ был оплачен 23 февраля, реально посылка попала в руки DHL в ближе к вечеру 1 марта. И 8 марта почтальон принес посылку на дом — как известно, «болгарка» — лучший подарок на 8 марта. Супруга юмора ситуации не оценила.
Кстати, днем позже, чем сварочный аппарат, заказал и 0.8мм наконечники для него из Китая — они пришли 11 марта. Разница совсем небольшая.
С размером посылки творилось что-то необъяснимое — при отправке был заявлен вес 10 грамм — маловато даже для инверторного сварочника. При достижении Финляндии почта определилась с размером — 20.5х36х41 см. Вес остался прежним — 10 грамм. Видимо, это надувной сварочник. Однозначно, я столкнулся с новыми технологиями в логистике.
Позвольте, мамаша! На станции,
Согласно багажной квитанции,
От вас получили багаж:
Диван,
Чемодан,
Саквояж,
Картину,
Корзину,
Картонку
И маленькую собачонку.
Однако
За время пути
Собака
Могла подрасти!



Так, что вы опять притащили? Картонная коробка? Сколько раз можно говорить, что коробка должна быть низкая и широкая. Ну и как такой можно пользоваться?
А это еще что? Сварочник, говорите? Да еще и TIG? Тогда позвольте представиться, я — бенгальский тигр (загребает).
Ну, мое мнение вы знаете, я пошла, а вы тут в деталях разбирайтесь.

Итак, заявленные параметры:
Model: MIG200
Input voltage: 1 PHASE, AC220V±15%
Frequency: 50/60Hz
Rated Output Current: 200A(For MIG/MAG), 200A(For MMA), 200A(For TIG)
Rated Output Voltage: 20.0V(For MIG/MAG), 24.8V(For MMA), 14.8V(For TIG)
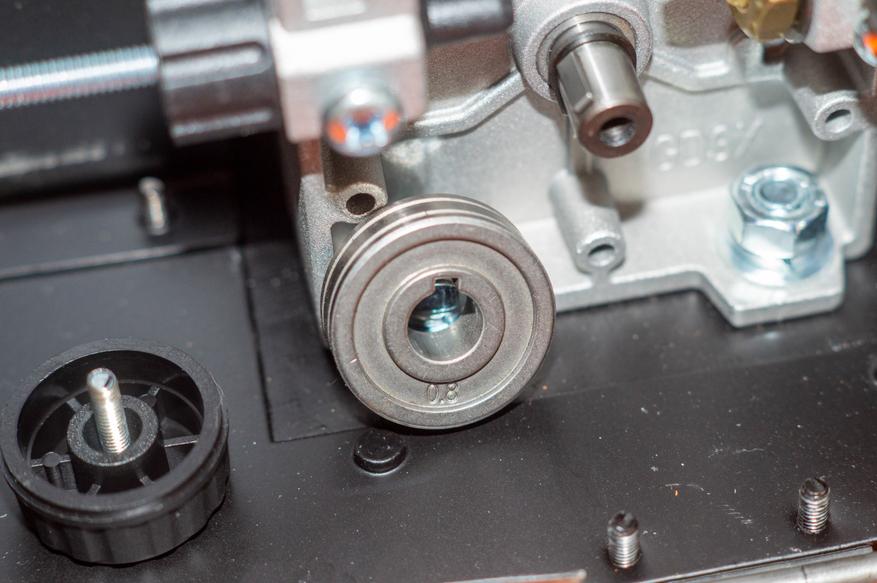
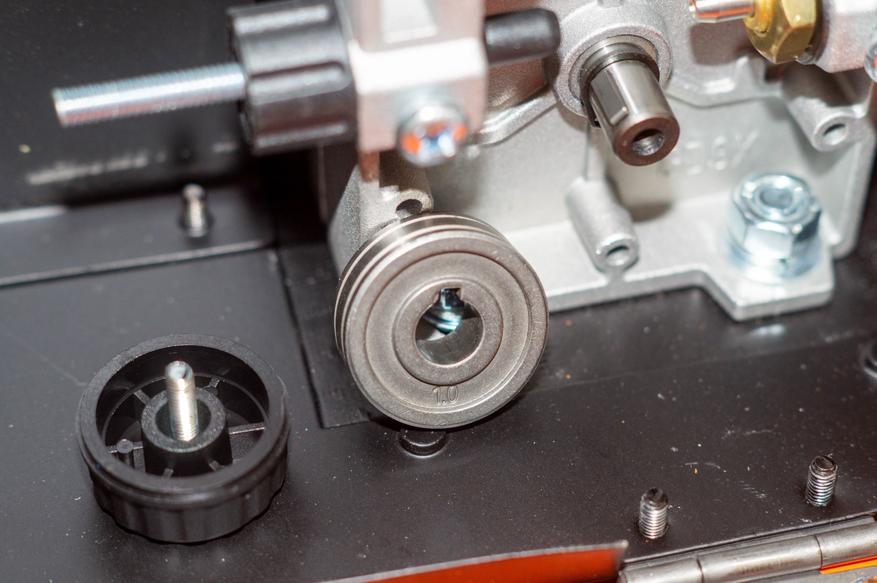
Wire Diameter: 0.8mm, 1.0mm
Machine Size: 318x129x220mm
Weight: 5.5Kg
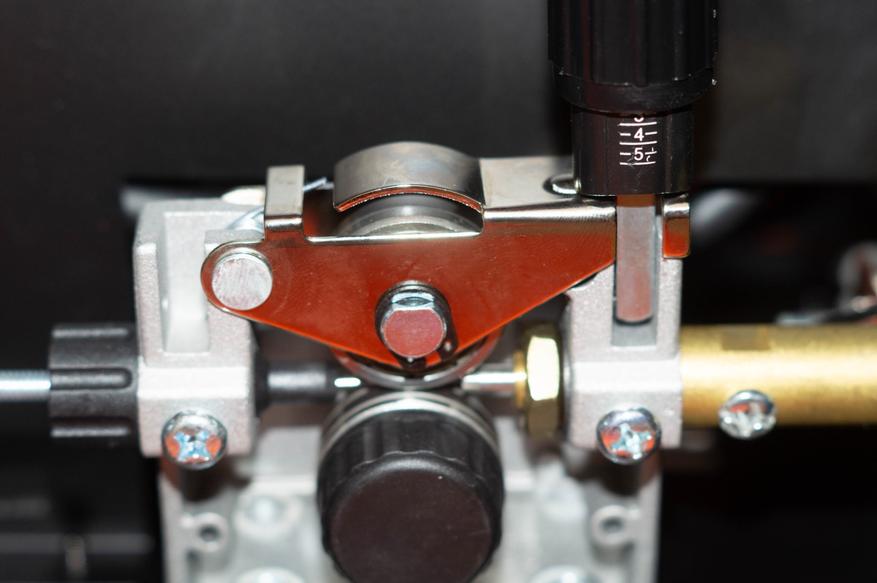
В верхней части расположена система протяжки сварочной проволоки — ничего необычного, в каждом китайском полуавтомате стоит такая.
Привод от коллекторного двигателя, напряжение 24 Вольта.
С фронтальной стороны закрыта крышкой плата системы управления аппаратом — к ней вернемся позже.
Сзади наблюдается отверстие — видимо, при разработке задумывалась подача газа для обычного полуавтомата и TIG версии, но инвертор был «оптимизирован» и от задумки осталась только дырочка от бублика.
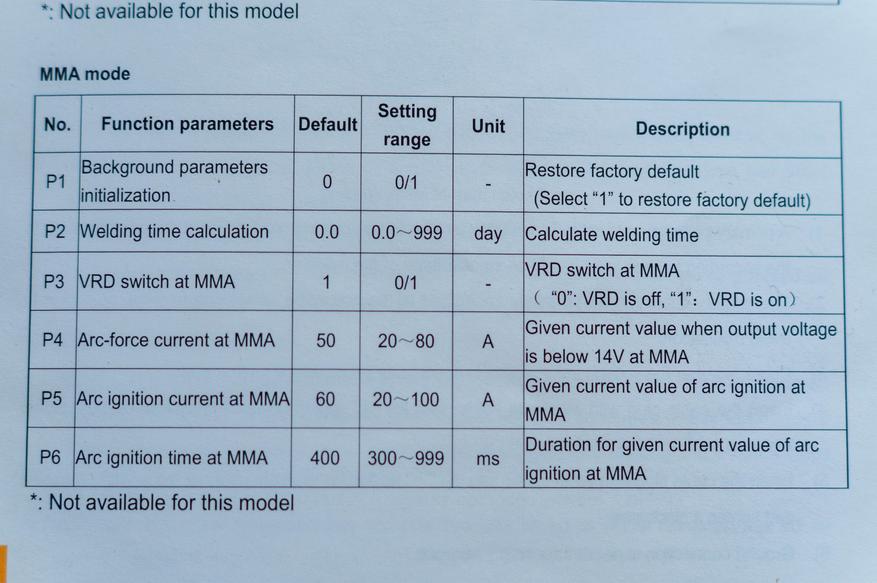
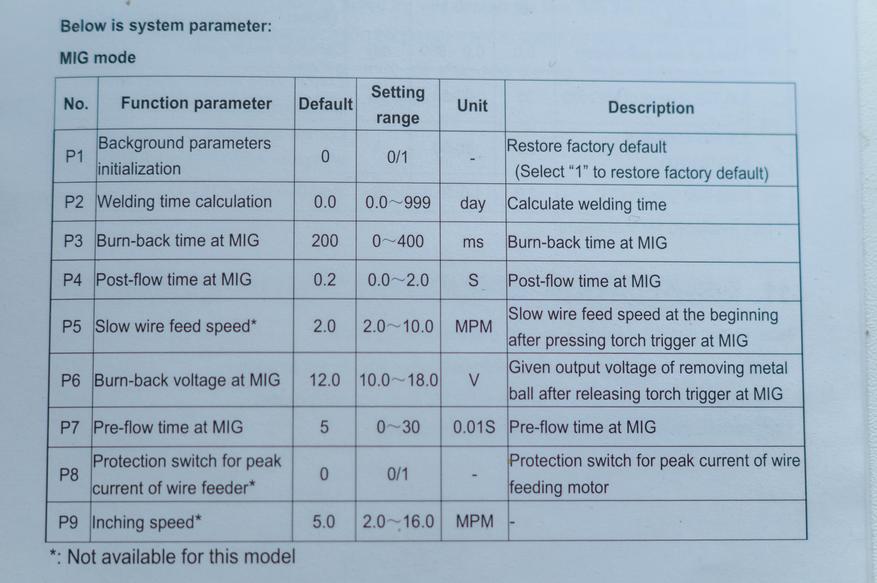
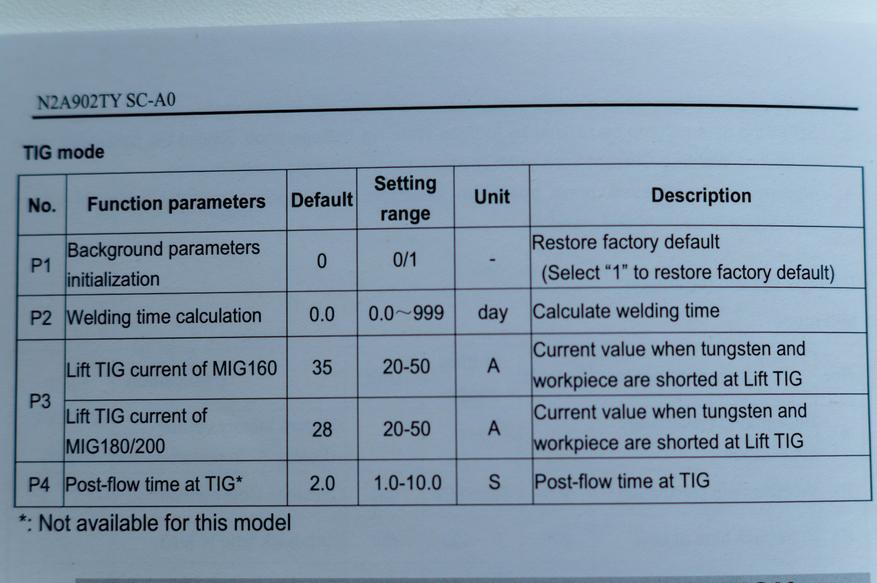
Там же табличка с режимами — не могу сказать, соответствует истине или нет, но что уж приклеили.
Панель управления.
С помощью кнопки циклически изменяется режим. При включении выбирается режим, использованный в последний раз. В режиме MIG правая ручка должна регулировать скорость подачи проволоки, но на индикаторе по-прежнему изменяется значение тока. Скорость подачи при этом действительно меняется.
При вскрытии обнаруживается куча пустого места в передней части корпуса — видимо, при проектировании была предусмотрена установка высоковольтного осциллятора для режима TIG.
Вид силовой платы поближе со стороны монтажа
Минусовая шина, идущая к клемме выглядит слабовато и выполнена из какого-то медного сплава. Не электротехническая медь, но и не железо — не магнитится. Толщина шины около 1мм и ширина 15 мм.
Плюсовая шина тоже выглядит печально — такой же сплав, толщина 2мм, ширина 15мм.
Силовая плата со стороны компонентов прикрыта стеклотекстолитом, основная функция, видимо, дополнительное крепление радиаторов, чтобы не замкнули друг с другом при падении аппарата.
Переходим к схеме.
Судя по виду — это обычный полумостовой преобразователь.
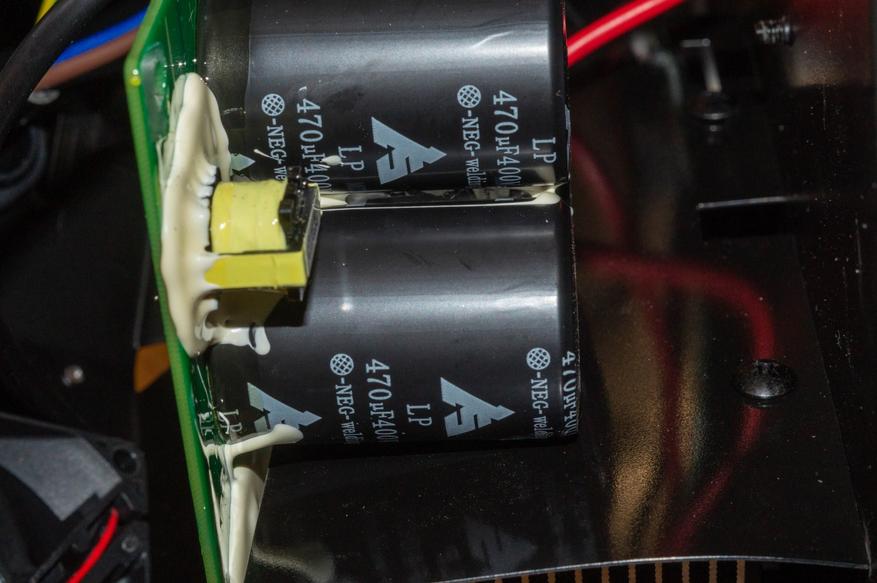
На входе 4 электролитических конденсатора 390мкФ 450 вольт.
Тут видны конденсаторы полумоста и токовый трансформатор первичной цепи.
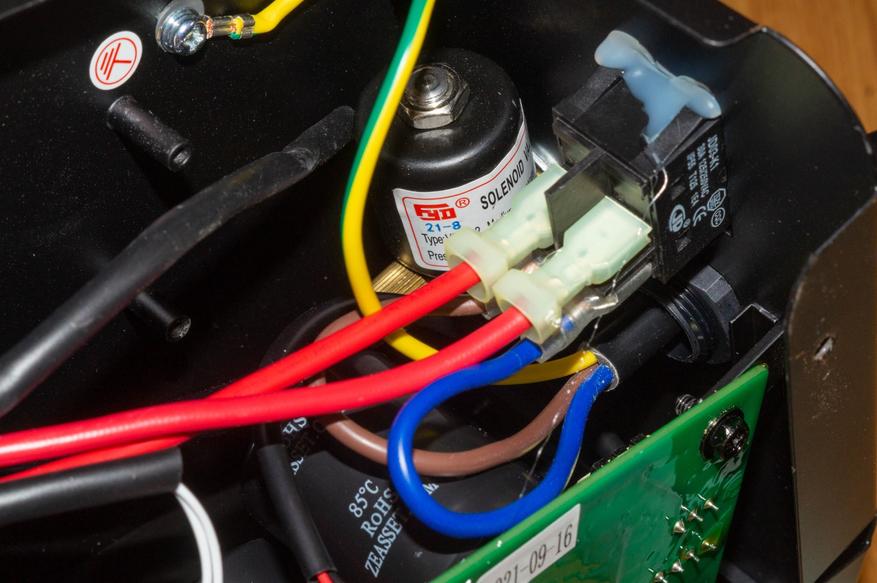
Предусмотрено ограничение зарядного тока конденсаторов, что не может не радовать — реле попытался сфотографировать ниже
Токовый трансформатор крупным планом:
Разделительный трансформатор IGBT
Выходной дроссель сэкономлен — от него, как в каморке папы Карло, остался только рисунок очага на печатной плате.
Вторая цепь измерения тока — в выходной цепи установлен шунт 180 Ампер/Вольт.
За моторчиком виден преобразователь дежурного напряжения
Выполнен на микросхеме LNK626PG.
Теперь снимаем крышку с платы управления.
Вверху — специально обученный член профсоюза процессор управления индикатором.
Пониже — главный процессор системы, разглядеть не удалось, но скорее всего это любимый китайскими инженерами в подобных устройствах STM32F0xx или его клон.
Слева — транзисторные сборки управления IGBT. Справа — управление мотором подачи сварочной проволоки.
Просто и со вкусом, но как-то пугают длинные провода от платы управления до силовой платы. Все-таки выходные токи далеко не маленькие и помехи не порадуют.
На холостом ходу, в любом режиме, кроме TIG, на нагрузке 25 ом с длинными проводами (поэтому фронты затянуты) осциллограммы выглядят так при любом положении ручек:
В режиме TIG инвертор «дышит», меняя частоту и скважность сигнала от того, что приведена выше до примерно такого:
Сигнал снимался с выхода двухполупериодного выпрямителя, частота импульсов 50 кГц, стало быть частота преобразования 25кГц. Амплитуда импульса около 50 вольт.
В режиме MIG преобразователь включается, только когда кнопка на горелке нажата.
Теперь об экономии, коснувшейся данного агрегата.
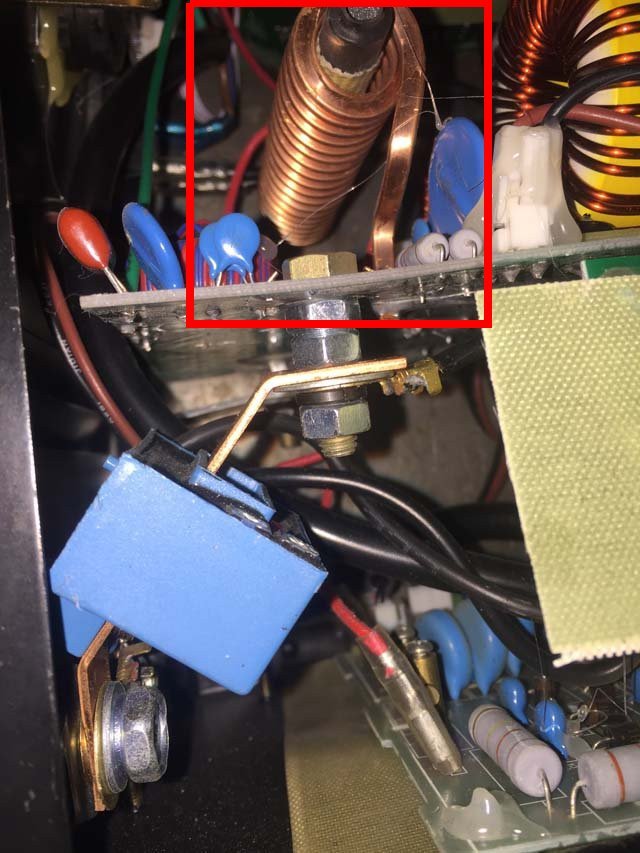
В каждом уважающем себя TIG сварочнике и плазморезе есть высоковольтный поджиг дуги, для этого там должен быть трансформатор вот такого вида:
Место для платы осциллятора есть, но она отсутствует.
Народ подключает внешний осциллятор к выходу обычного MMA инвертора и получает TIG инвертор с высоковольтным поджигом — но для этого внутри инвертора должен быть выходной дроссель, который спасет выходные диоды от высокого напряжение высокой частоты — но тут этот дроссель благополучно «сэкономлен».
Для подключение аргона и горелки TIG нет вообще ничего, с таким же успехом любой MMA сварочник можно назвать TIG — собственно, тут так и сделано, правда, какие дополнительные алгоритмы для контактного поджига все-таки реализованы.
Но у меня аргона нет и не предвидится, TIG мне не нужен, так что все выше написанное — чисто для информации.
Если у кого возникла мысль использовать аппарат для традиционной сварки с газом — горелку придется поменять, у этой нет ввода газа.
Придется поставить еще одну клемму для переключения полярности напряжения на горелке — здесь к земле подключен положительный провод, а для газовой сварки его нужно переключить на отрицательный.
Теперь попробуем аппарат с действии. Заправляем проволоку.
Утреннее построение. Кстати — новые перчатки, белые. Теперь я д’Артаньян и в шляпе.
Чего-то кажется не хватает. Вот так получше будет.
И теперь обнаруживаем — не хватает самой важной части, а именно — сварщика.
Какой-то товарищ шляется рядом, но на сварщика он не тянет. И на балерину тоже — разве что на роль умирающего лебедя, уже бьющегося в агонии.
Еще и не видит ничего толком.
Думал, с прошлого года что-то улучшилось со зрением — но нет, оставь надежду всяк сюда входящий.
Ладно, пытаемся помочь беде. Берем телефон, ставим на него приложение USB camera, которое китайские продавцы рекомендуют к эндоскопам.
У этого приложение есть нужная фича — оно работает с виртуальными очками.
Дальше печатаем корпус для камеры, для того, чтобы камера работала при сварке, ставим стеклышко с автоматическим затемнением.
Устанавливаем все рядом с железкой, которую собираемся мучить.
Одеваем очки и пытаемся варить. Получается немного лучше, чем на ощупь, но все-таки не то. Во-первых 30 fps все-таки мало. И точка зрения где-то в стороне — чтобы попасть в нужное место, нужно тренироваться и тренироваться.
Ладно, оставим это на потом, а пока потычем железяку. Со стороны угла я пытался подобрать ток, а сбоку — уже пробовал варить.
Один раз, правда, попал мимо стыка. Но это уже проблемы моего зрения.
Меня разобрали сомнения — а влияет ли на что-нибудь левая регулировка (напряжение)?
Решил проверить, просто стараясь с одинаковой скоростью провести горелкой по железке.
Ток, он же скорость подачи проволоки установил на 100 чего-то там и попытался просто увидеть след от сварки, регулируя напряжение от нуля до максимума — похоже, работает. Чем больше установлено напряжение, тем лучше проплавляется заготовка.
Аналогичный тест, но теперь постоянное напряжение (ручка в среднем положение) и ток (она же скорость подачи) изменяется от нуля до максимума.
На радостях от обновки немного попортил железяк:
Ожидал, что будет намного хуже — но с моими проблемами вполне сойдет, мне кажется.
А сварочник, после трансформаторного без выпрямителя — просто песня. Дуга очень стабильная, металл не брызгает и даже ощущение, что дыма в гараже гораздо меньше. Как такое может быть — не знаю, но старым сварочником варить с закрытыми воротами и не угореть было невозможно.
Элекродом варить даже не пытался — это удовольствие уже не для меня, длинным электродом в нужную точку я гарантированно не попаду.
Размеры и вес радуют — аппарат хорошо вписался на полочку в гараже, для старого в прошлом году пришлось варить столик.
Ну а это на зимнем приколе стоит транспорт, ради которого и затевалось приобретение трасформаторного сварочника в прошлом году ссылка
За зиму я разжился сиденьем из Икеи и колесом с барабанным тормозом. Летом планируется сделать вторую версию.
Хотелось бы сделать складным, чтобы в багажник универсала можно было затолкать, но пока конструкция не прорисовывается. Кто бы подсказал идею…
Покупать аппарат или нет — каждый решает сам, я просто описал, что я получил при покупке, никакой причины быть субъективным у меня нет — что вижу, то пою.
Небольшой бюджетный сварочный аппарат 3 в 1 MIG-200 (MIG / TIG / MMA)
Всем привет! Данный аппарат я взял потестить как первую MIG сварку, которую не жалко будет «убить» по неопытности. Публикация будет от лица новичка в этом деле для таких же новичков, так что попрошу более опытных мастеров сильно не кидать в меня тапками, а поддержать рекомендациями )

Характеристики
Распаковка и внешний вид
Коробку с местного склада привезли DPD довольно оперативно, аппарат расположен в пенопластовых вставках, так что должен пережить небольшие падения во время доставки. В комплекте сам аппарат, провод «массы», запасной коннектор, полкило проволоки с флюсом и макулатурка. На лицевой стороне расположен дисплей, отображающий выставленный и текущий ампераж, чуть ниже два потенциометра, регулирующие напряжение и силу тока и в самом низу разъемы для подключения «массы» и ручки для сварки MMA. Сзади имеется наклейка с основными характеристиками, а так же кнопка выключения и вытяжной вентилятор




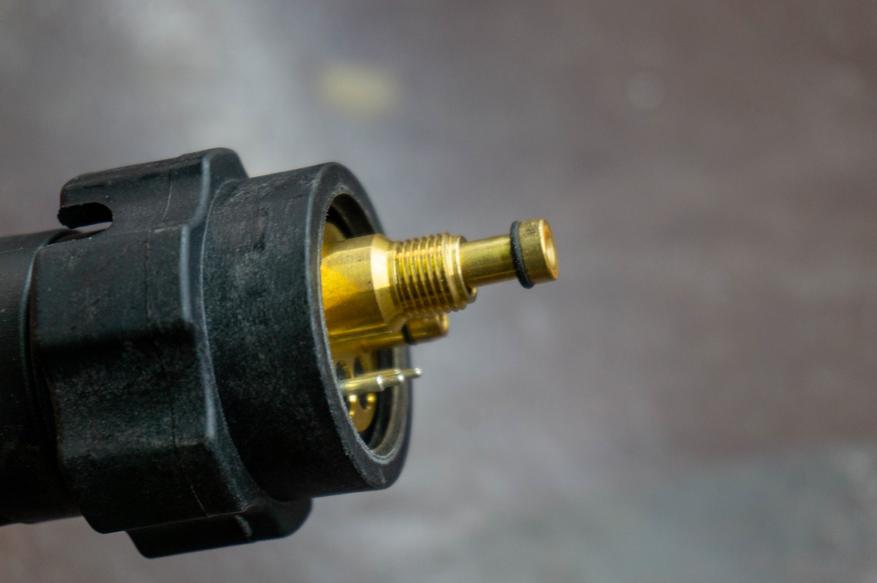
Пистолет MIG не съемный, длина кабеля около полутора метра, «масса» около метра, выглядит добротно


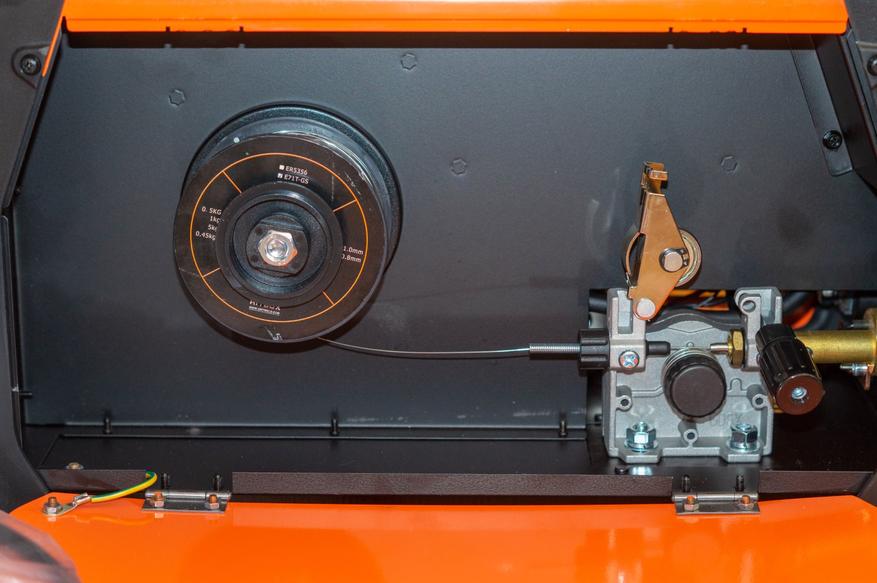
Коробка с проволокой. Сама катушка в вакуумной упаковке, дополнительно промаркирована и обмотана бумагой, а кончик завернут в прорезь, чтобы случайно не размоталось ничего


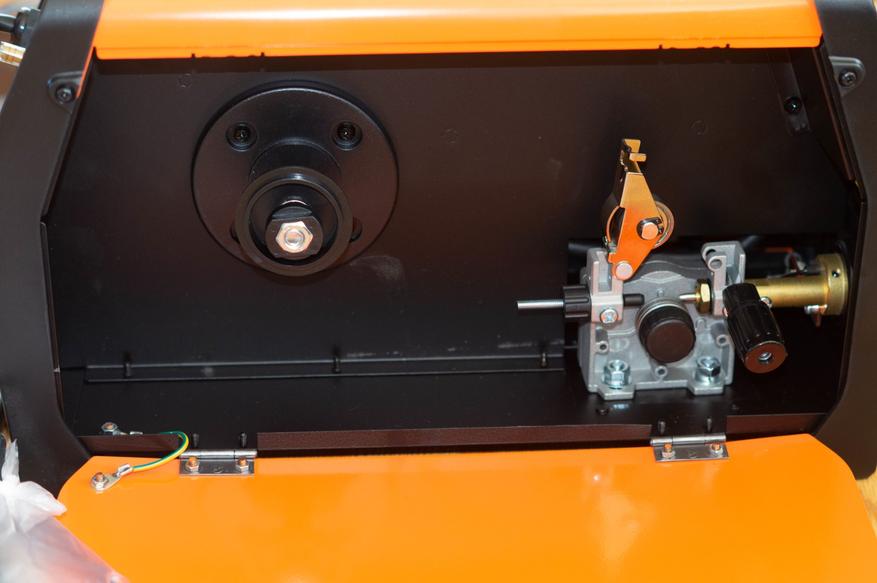
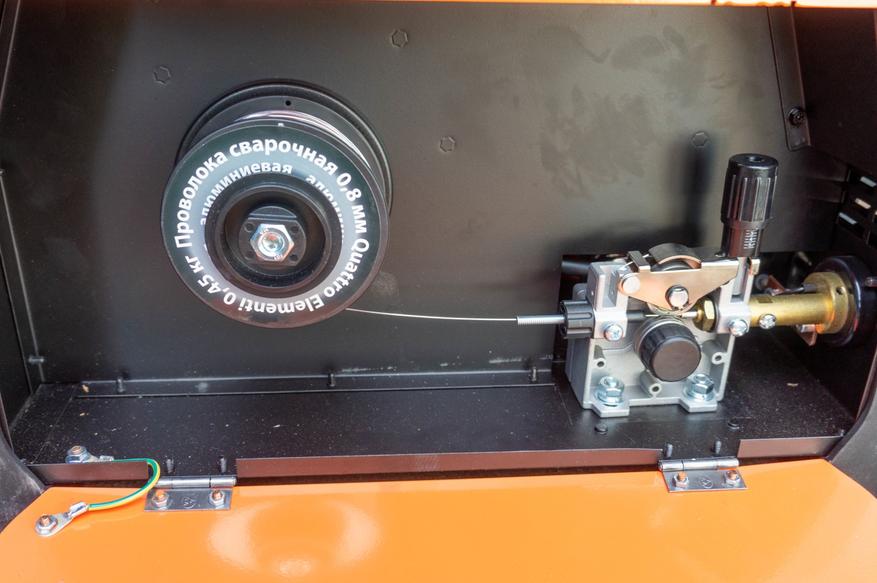
По бокам корпуса расположили фиксаторы для быстрого доступа к механизму подачи проволоки. Отстегиваем два штуки и откидываем крышку как кабину у КАМАЗа. Владельцы 3Д принтеров смогут сделать всё с закрытыми глазами, т.к. процедура «заправки» очень похожа. Стягиваем фиксатор, продеваем проволоку в направляющие трубки. Я по привычке пропихнул ее вручную до самого сопла и это было ошибкой, т.к. при ручной подаче проволока слегка деформируется пальцами при каждом сдавливании и в итоге идет довольно туго к концу, а потом еще и на ролике начинает проскальзывать. Так что лучше немного протянуть конец, накинуть обратно прижимной механизм и доверить протяжку устройству



Так же не забудьте прикрутить на место фиксатор катушки, чтобы ничего не потерять. Кстати, на фото видно, что проволока «разлохматилась», это произошло опять же из-за того, что я решил вручную ее протолкать, т.к. сложно было и подавать её в трубку и следить за нятяжкой, один виток соскочил и получился этот ужас, но всё не так страшно как выглядит, путаться она не должна, после тестирования проблемный участок почти израсходован и под ним уже проглядывают ровные слои. Установлено сопло 0.8мм, так что проволока должна использоваться того же диаметра, но при желании можно докупить на 1мм, стоят они около $5 за горсть, а соответствующий режим имеется
Включение и настройка
При включении происходит самодиагностика, после чего активируется последний выбранный режим

Левый потенциометр отвечает за регулировку напряжения в диапазоне 11-27В. На дисплее изменения не отображаются, но дуга становится ярче и звучит мощнее

Второй корректирует силу тока от 20 до 200А и скорость подачи проволоки от 1.5 до 16 метров в минуту. После розжига дуги на экране отображается текущее значение тока, частота обновления неплохая



Режимы переключаются по кругу нажатием центральной кнопки, при чем промежуточные значения тока так же отличаются, но упираются в 200А в крайнем положении




Практика
Вставляем «массу» в плюсовой контакт, выбираем режим MIG 0.8 и можно работать. Для начала я взял металлическую пластину толщиной 0.3мм, которую MMA сварка будет просто резать. Выставил ток 80А, напряжение чуть меньше половины. Почему-то два человека из пяти во время первой попытки начинают упорно шкрябать проволокой по материалу без нажатия курка как в случае с электродной сваркой. Напряжение появляется только в время подачи проволоки.

Проблем не возникло, шов может не очень ровный, но ничего не прожгло и нет непроваренных участков, с обратной стороны выглядит так же неплохо


А вот при тех же 80А, но максимальном напряжении уже начинает плавить заготовку

С лицевой стороны нижний шов выглядит нормально при среднем значении напряжения и тока, но вот с обратной заметен перегрев, что не очень хорошо, особенно если важна герметичность соединения

Так же было интересно(думаю не только мне) насколько отличается результат при использовании модели с CO2 от проволоки с флюсом. У знакомого есть вот такой аппаратище, единственный его недостаток в том, что первое положение напряжения не работает и тонкий металл варить проблематично

Первую пластинку прожигает даже на минимальном токе, так что взял 3мм железяку и на не меняя настроек наложили небольшой шов. Дыма немного, как и брызг, дуга не особо яркая, так что заготовку видно отлично. Ну и пространство вокруг шва ничем не заляпано


Пройдемся ниже сабжем, ток 95А, регулятор напряжения в центральном положении. Разница заметна. Куча дыма, который вместо углекислоты защищает место сварки, дуга ярче и кипящий флюс сильнее разбрызгивает проволоку. Результат получается уже не таким чистым и наплавляется меньше металла, но это уже особенность используемой проволоки и подачи. Если в циклоне можно ее накрутить на максимум не изменяя остальных настроек, то тут она привязана к силе тока. Для новичков может это и к лучшему, ведь от этого прочность шва не сильно будет страдать, но вот нарастить хороший слой металла для ремонта заготовки будет уже проблематично. Налет спокойно стирается мягкой металлической щеткой



И да, при максимальном значении напряжении уже при 150А начинает жечь даже толстую пластину
Для сварки MMA достаточно «массу» переставить на минусовой контакт, а к плюсовому подключить соответствующий кабель с фиксатором электрода и можно варить. Немного побаловался на той же пластине, мощности так же хватает, чтобы наделать в ней дыр, оптимальным током для 2мм электрода как и в «ресанте», которой я пользовался ранее, оказалось значение в 80-90А, в этом случае шов ложится равномерно и не сильно перегревает металл.

А это первые попытки сварить профильную трубу, справа MMA шов, в разрезе более наглядно. В нижней части самые первые швы, тянул по горизонтали чтобы камера нормально сняла процесс, но кадры получились пересвеченными, так что и видео запорол и заготовки. Те что сверху уже наплавлял сверху вниз, получилось гораздо лучше, проварило глубоко, при этом не особо перегрев заготовки. Но сейчас я знаю, что MIG чистый металл сваривает гораздо лучше, чем ржавый, так что если нужно сделать аккуратно и надежно, стоит потратить время на зачистку обрабатываемой поверхности до блеска.


Тестировал аппарат не отключая питание, через час работы температура радиаторов не превысила 35 градусов при температуре окружающей среды 27 градусов, довольно неплохо
Сопло флюсовой проволокой заплёвывает хорошо, так что периодически нужно его очищать. Достаточно несколько раз протереть мягкой щеткой по металлу


За время тестирования потратил наверное треть катушки, а может и меньше. Не додумался взвесить новую


Гифки еще не починили, так что сделал очень короткое видео с демонстрацией включения, настройки и использования
Мне кажется для первого аппарата очень неплохо. Получаем MIG+MMA сварку по цене среднего ММА аппарата из местных магазинов. Я опустил TIG режим, т.к. в комплекте не было специального кабеля, к которому помимо питания подключается еще трубка для подачи аргона, да и в освоении довольно непрост, а настроек тут не особо много чтобы в идеал вывести, так что можно сказать, что он тут скорее для галочки.
А вот с MIG режимом справится даже тот, кто ни разу в руках не держал обычную электродную сварку. Думал придется долго тренироваться как с первым ММА сварочником в своё время, полуавтомат же многое прощает. На минимальном токе/подаче и напряжении сложно сжечь даже тонкую деталь, а для работы с толстым достаточно поднять напряжение. Правда процесс затянется при больших объемах, но зато можно вникнуть в процесс, замучив относительно небольшую заготовку. Для меня комфортным оказался ток 80-100А, видимо потому что по скорости работы напоминает работу с электродами. Но при этом материал не перегревается, благодаря этому заготовки практически не ведет, а проволока подается пока не закончится катушка, так что не приходится отвлекаться на замену расходников.
Есть конечно и минусы, но они касаются не работы самого аппарата, а побочек из-за использования проволоки с флюсом: поверхность приходится отчищать от белого налета, брызг металла больше, дыма чуть меньше, чем от обычных электродов в обмазке, но при работе в помещении нужна хорошая вытяжка. Ну и цена, обычная проволока стоит порядка $5 за килограмм, с флюсом от $10 до $30 в зависимости от производителя, так что если планируется много работать, выгоднее доплатить за аппарат с подачей газа, «отобьется» килограмм за 20 )
На момент заказа в этом магазине aliexpress с доставкой из РФ прайс был самый гуманный, да и сейчас есть купон V3SXC3363V8Q, скидывающий $10
Обзор сварочного аппарата Hitbox MIG 200II (3 в 1)
Данную модель я абсолютно искренне могу назвать самой любимой в этом ценовом диапазоне. Имеется куча настроек для каждого режима работы, которых тут три: MMA, MIG и TIG и каждый из них работает отлично. Для MIG есть режим Synergic, который значительно упрощает настройку новичкам, а так же точечная сварка со временем импульса 0.1-5с и режим работы с алюминиевой проволокой.

Поставляется в картонной коробке со скромным принтом, сам аппарат укрыт поролоновой вставкой, а допы помещены в отдельную коробочку



В комплекте провода ММА длиной 3 метра, трубка подачи газа, рукав MIG, дополнительный ролик подачи, ключ, тефлоновый боуден и катушка флюсовой проволоки весом 1кг

На лицевой стороне корпуса расположены элементы управления, чуть ниже коннекторы для подключения проводов



Сзади массивная кнопка включения с пыле/влагозащитой, бумажка с основными характеристиками, фитинг подачи газа и 80мм вентилятор. Сбоку откидная крышка, в отсек влазит 5кг катушка проволоки, механизм подачи металлический, дополнительно усилен толстой пластиной снизу


Тефлоновый боуден необходим для работы с алюминием, в горелку уже вставлен обычный для стали


Так же докинули ролик подачи для 1 и 1.2мм проволоки, комплектный для 0.8 и 1мм


Кабели массивные, но гибкие в питании три провода по 2.5 квадрата, масса и рукоять ММА по 16 квадратов. А вот рукав ММА жестковат, но это необходимая мера из-за возможности использовать алюминиевую проволоку, чтобы её не закусывало на сгибах



Подготовка к работе не занимает много времени, нужно только закрутить на место коннектор ММА, поставить катушку, протянуть кончик проволоки в боуден, прижать её роликом и нажать на кнопку подачи. Несколько секунд скорость протяжки будет низкой, но после ускорится до максимума, что ускоряет "заправку"

От обилия элементов управления разбегаются глаза, но на самом деле это удобнее, чем перебирать часто используемые параметры по очереди в меню. Да и логично всё, основные настройки корректируются по центру, тут можно выбрать тип сварки, 2Т, 4Т и режим Spot. Если активен Synergic, появляется выбор диаметра проволоки и её типа. Внизу расположили два энкодера для регулировки напряжения и скорости подачи/тока(если активен Synergic), а так же потенциометр индуктивности

Левая верхняя кнопка позволяет войти в память устройства, в которой хранится 10 ячеек данных. Удобно, когда часто приходится работать с определенным типом и толщиной металла, можно в несколько кликов быстро подстроить все параметры
Если включить питание, удерживая кнопку выбора режима, можно попасть в меню тонкой настройки
Для каждого типа сварки можно отрегулировать множество параметров, такие как форсирование, горячую дугу, пост/препродувку, burn-back и т.д.
Тестирование
Минимальны ток, который может выдать HITBOX MIG 200II, всего 20А, даже для 1.6мм рекомендуемый 35-60А. А у меня еще и тоньше 2мм не было. Оставил стоковые параметры: force 50, hot start 60 на 400мс, благодаря чему дуга бодренько разгоралась и сварочная ванна даже формировалась, а еще практически не было звука разряда, только потрескивание обмазки электрода. Необычно )
При 50А стало намного лучше, даже при окунании электрода в ванну дуга не затухала
3мм электрод при 50А как ни странно, не залипает, да и дуга держится как у 2мм при 20А, так что можно медленно работать если вдруг "двойки" внезапно закончились
Поднял ток до 90А, процесс пошел замечательно, ванна широкая, горячая
При 120А нужно тянуть шов очень быстро, иначе будет прожигать
Ну и на максимальных 160А электрод превращается в резак
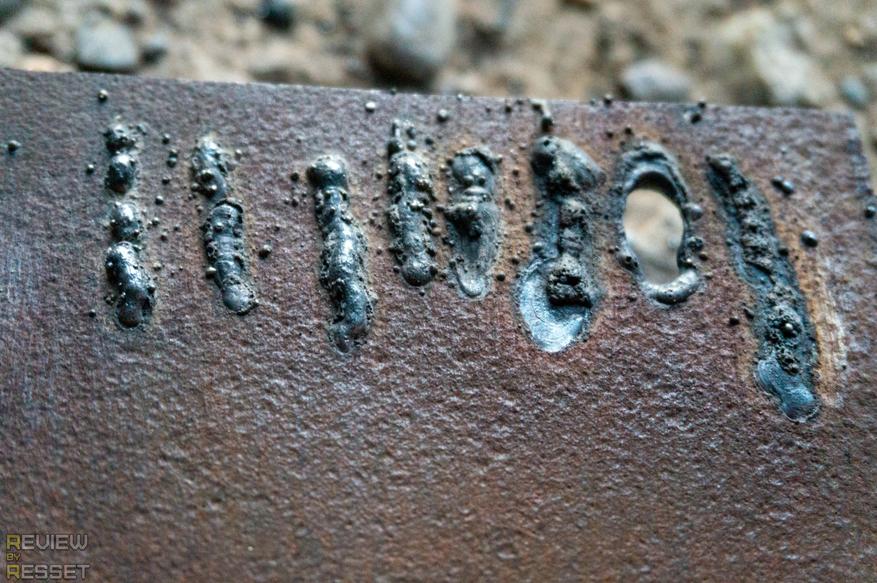
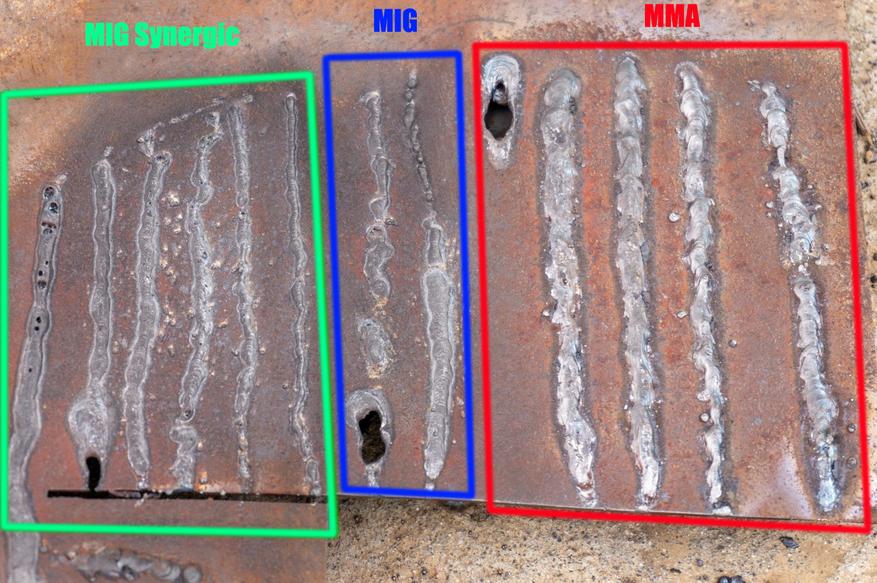
Вот что получилось, смотреть справа налево. Даже при 20А прогрев оказался достаточным, но это потому что очень медленно вёл электрод, а вот 3мм при 50А(второй шов) внизу уже плохо проварил, тут поторопился. 90 без нареканий, 120А на грани проплавления, 160 сразу прожег отверстие



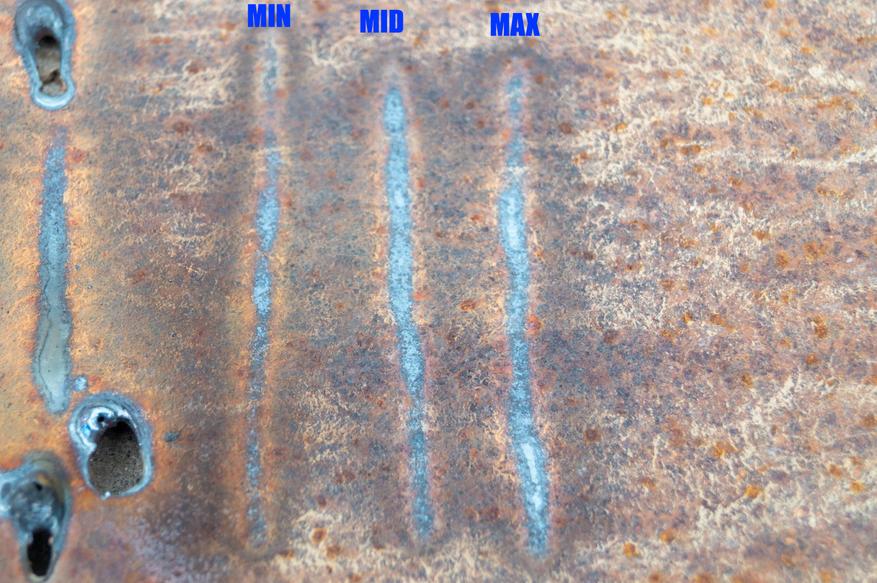
Для MIG не буду закидывать кучу анимаций для небольших промежутков напряжения и подачи, иначе их будет слишком много, только покажу как аппарат ведет себя на неправильно и правильно настроенных параметрах.
При минимальной мощности напряжение составляет 11В, а подача 1.5м/мин, двухмиллиметровую пластину не прогревает совсем
Если просто увеличить напряжение, ничего хорошего так же не получится, дуга будет ярче, горячее, но нестабильной из-за того, что проволока успевает сгореть быстрее, чем расплавится ванна
Увеличиваем подачу вдвое до и уже получаем сносный результат, валик наращивается нормально
Если выкрутить напряжение до 26В, а подачу до 14м/мин, пластину прожигает
Освоиться не сложно, есть таблицы напряжения/подачи в зависимости от используемой проволоки и толщины заготовки, так же со временем приходит опыт и уже по памяти начинают выставляться идеальные значения.
Но есть тут и режим для ленивых, который называется Synergic. При его включении нужно будет выбрать тип и толщину проволоки, вместо подачи вторым энкодером настраивается нужный ток, электроника сама подбирает оптимальные значения напряжения и скорости подачи проволоки. Но при необходимости можно левым энкодером откорректировать напряжение в пределах +/- 3В
Выкрутил ток в минимум, для моей проволоки получилось 45А при 12.7В, заготовку конечно не прогревает, дуга хоть и небольшая, но стабильная, так что для какой-нибудь жестянки пойдёт
Поднял до 80А(ближе к току ММА для этой же заготовки), уже неплохо, пластину проварило на всю глубину
При 140А выставляется напряжение 18.5В, горелку вести приходится быстро, иначе пластину прожигает
Вот что вышло, заплевало конечно пластинку знатно, но после щетки выглядит не так плохо. На всякий случай подписал где какой режим использовался

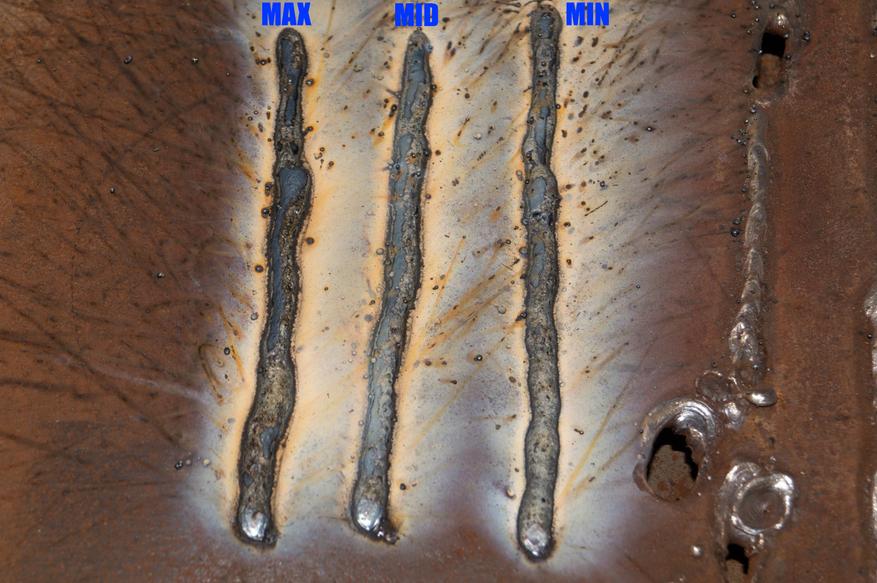
А что же индуктивность, влияет ли правый потенциометр на результаты или его установили чтобы аппарат выглядел солиднее? Давайте проверим на практике.
Первый шов с минимальной индуктивностью, время 14 секунд
Второй шов со средним значением, старался выдерживать одинаковую температуру, как показало видео, время прохода сократилось до 13 секунд, а значит нагрев увеличился
Ну в крайнем правом положении проход был еще на секунду быстрее и составил 12 секунд
Несмотря на то, что при максимальном значении протяжка была быстрее, провар получился глубже и валик растёкся сильнее, а значит индуктивность действительно работает и может быть использоваться по ситуации

2Т и 4Т режимы есть во многих аппаратах, первый это классика, нужно держать кнопку для подачи проволоки, во втором достаточно нажать её один раз и дуга будет поддерживаться либо до повторного нажатия, либо до отнесения горелки от детали. Но в этой модели имеется еще и Spot, он ограничивает время импульса до определенного значения.
Вот, к примеру, 1/10 секунда, очень удобно прихватывать таким образом заготовки из тонкого металла
Из коробки оно составляет 0.5с
Можно накрутить импульс до 5 секунд, подойдет для создания равномерных прихваток для толстого металла
На первом фото много грязи, но после щетки видно, что точки получились довольно аккуратные, импульсом 0.5с при 15В и 75А даже проварило 2мм пластину


За время тестирования сопло испачкалось не очень сильно, я не использую спреи, просто протираю тряпочкой



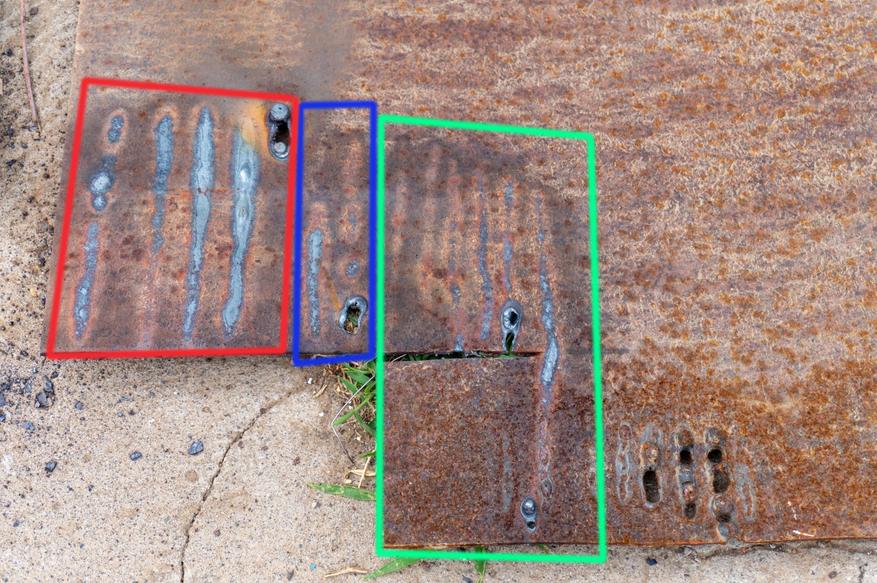
С обычной проволокой результат получается гораздо чище, ведь шов защищает газ, который в отличии от флюса не оставляет следов. Главное не забыть изменить полярность

А еще неплохо было бы проверять подачу газа, ведь без него результат получается не очень

Потом понял в чем был косяк и со второй попытки получил неплохой шов
Не идеально конечно, я только учусь, но заметно лучше того, что слева. Никаких щеток, сразу получается чисто

Если есть необходимость варить алюминий, придется заменить боуден на тефлоновый, иначе мягкую проволоку может заминать. Для этого нужно открутить гайку подачи в коннекторе, извлечь стоковый, обрезать тефлоновый на такую же длину, вставить его на место, и затянуть гайку, процесс занимает меньше минуты


Само собой, нужно заменить и проволоку, так же носик в рукояти должен быть на размер больше её диаметра, т.к. алюминий больше стали расширяется при нагреве и будет заклинивать в носике аналогичного размера. При диаметре проволоки 0.8мм, я использовал носик 1мм, который шел в комплекте. Тоже приемлемо, хоть и не желательно
При переключении в режим работы с алюминием, синергик не дает выбрать диаметр проволоки ниже 0.9мм, так что поверхность толком не прогрелась и на неё просто наляпывало проволоки
Но видно, что оксидная плёнка снимается, а значит надежда есть

Так что левым энкодером добавил напряжение +3В и получил более-менее нормальный результат
Не идеально конечно, но я с алюминием никогда не работал раньше и вполне можно сделать лучше, но аргона было мало и мне не удалось нормально потренироваться. Оксидная плёнка дугой обратной полярности снимается нормально, обратите внимание на блестящий ореол внутри нагара


Кому больше нравится видео, а не анимации, вот нарезка с тестирования
Платы аккуратные, сборка модульная на коннекторах, кнопка выключения четырехконтактная, рассчитана на ток 30А
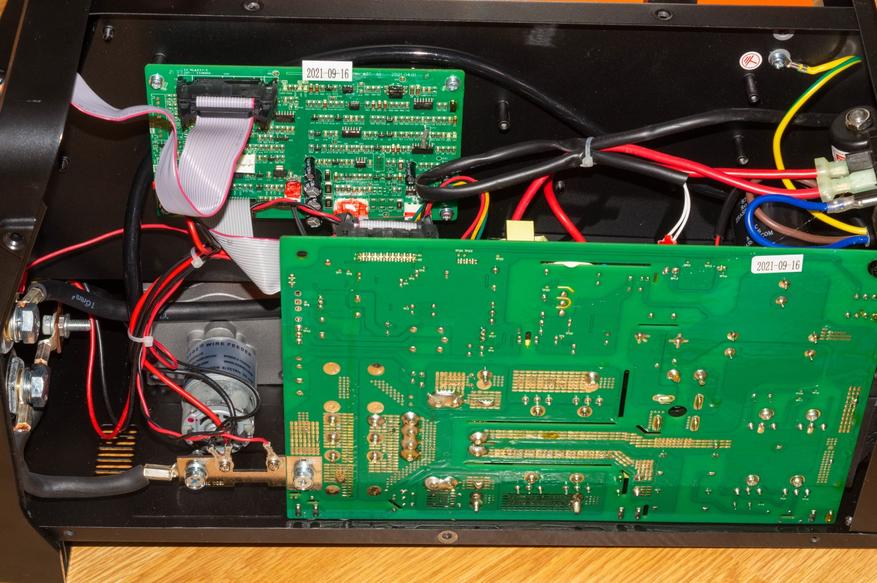
Конденсатора 3 штуки, номиналом 400В 470мкФ, на радиаторах 4 транзистора 40N60 и диоды 25U20
Мне аппарат очень понравился, в любом из тестируемых режимов получается отличный результат, в режиме Synergic с настройкой справится даже новичок. Spot стал для меня приятным открытием, оказывается очень удобно ограничивать время импульса, получая равномерные пятна провара. Недавно приваривал тонкую пластинку к толстой трубе, по всей длине точками прошелся, в итоге руками оторвать не смог, так что думал даже не заваривать полностью и оставить как есть.
Выбрал комплектацию без TIG рукава, т.к. без полноценной циклограммы скептически к нему отношусь, в этом случае проще взять чего-нибудь бюджетное для начинающих, например, модель из этого обзора
Купон HITBOXMTBGLW дает скидку $10 проверить наличие и цену MIG 200II
Читайте также: