Нд по сварке трубопроводов
Обновлено: 25.04.2024
Приложение 1 Технологическая карта сварки труб из полиэтилена встык нагретым инструментом (НИ-01-СК/СБ)
1 Область применения
2. Нормативные ссылки
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия
ГОСТ 32415-2013 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ Р 53652.3-2009 Трубы из термопластов. Метод определения свойств при растяжении. Часть 3. Трубы из полиолефинов
ГОСТ Р ИСО 12176-1-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
3. Подготовка сварочного производства
3.1. Требования к квалификации сварщиков
3.1.1. Сварщики и специалисты сварочного производства, выполняющие работы по сварке нагретым инструментом труб должны быть аттестованы в соответствии с ПБ 03-273-99 и РД 03-495-02 [3].
3.1.2. Сварку допускных стыков осуществляют в условиях, приближенных к производственным. Допускные образцы изготавливаются из отрезков полиэтиленовых труб длиной не менее 300 мм. Допускные образцы подвергают визуальному и измерительному контролю и испытанию на осевое растяжение.
3.2 Свариваемые материалы
3.2.2. Документ о качестве, сопровождающий каждую партию труб (деталей), содержит: наименование и (или) товарный знак предприятия-изготовителя; номер партии и дату изготовления; условное обозначение трубы (детали); размер партии в метрах (штуках); марку сырья; условия и сроки хранения; результаты испытаний или подтверждение о соответствии качества требованиям нормативной документации.
3.2.4 В случае неполноты приведённых данных в документе о качестве или при необходимости проверки качества труб из полиэтилена, при входном контроле проводят испытания на осевое растяжение. Контроль выполняют в аттестованной лаборатории.
3.3 Сварочное оборудование
3.3.1 Работы должны проводиться при температуре воздуха не ниже -10°С и не выше +35°С. При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала.
3.3.3 При подготовке сварочного оборудования подбираются зажимы и вкладыши, соответствующие диаметру свариваемых труб. Вкладыши зажимов должны быть чистыми, без сколов и заусенцев, которые могли бы повредить поверхность труб. Рабочие поверхности нагревателя и инструмента для обработки полиэтиленовых труб очищаются от пыли и остатков полиэтилена.
3.3.4 Работоспособность оборудования определяется при визуальной проверке комплектующих узлов сварочных машин, аппаратов, приспособлений и их контрольном включении. У сварочных машин стыковой сварки проверяют плавность перемещения подвижного зажима центратора и работу торцевателя. Особое внимание уделяется визуальной проверке изоляции электрических кабелей и заземлителей.
3.3.5 При сварке встык свободный конец трубы или плети закрывают инвентарными заглушками для предотвращения сквозняков внутри свариваемых труб.
3.3.6 Оборудование перед использованием должно быть проконтролировано на наличие паспорта завода-изготовителя, комплектность и исправность, и должно обеспечивать заданные режимы работы. Оборудование должно быть аттестовано согласно РД 03-614-03 [3].
3.4 Требования к организации сварочного производства
Организация, производитель сварочных работ, должна пройти процедуры проверки готовности на использование аттестованной сварочной технологии в соответствии с РД 03-615-03 [5].
4. Требования к сборке и сварке
4.1. Стыковая сварка рекомендуется для соединения между собой труб и соединительных деталей наружным диаметром более 50 мм и толщиной стенки более 4 мм.
 | |
| 866 × 1379 пикс. Открыть в новом окне | |
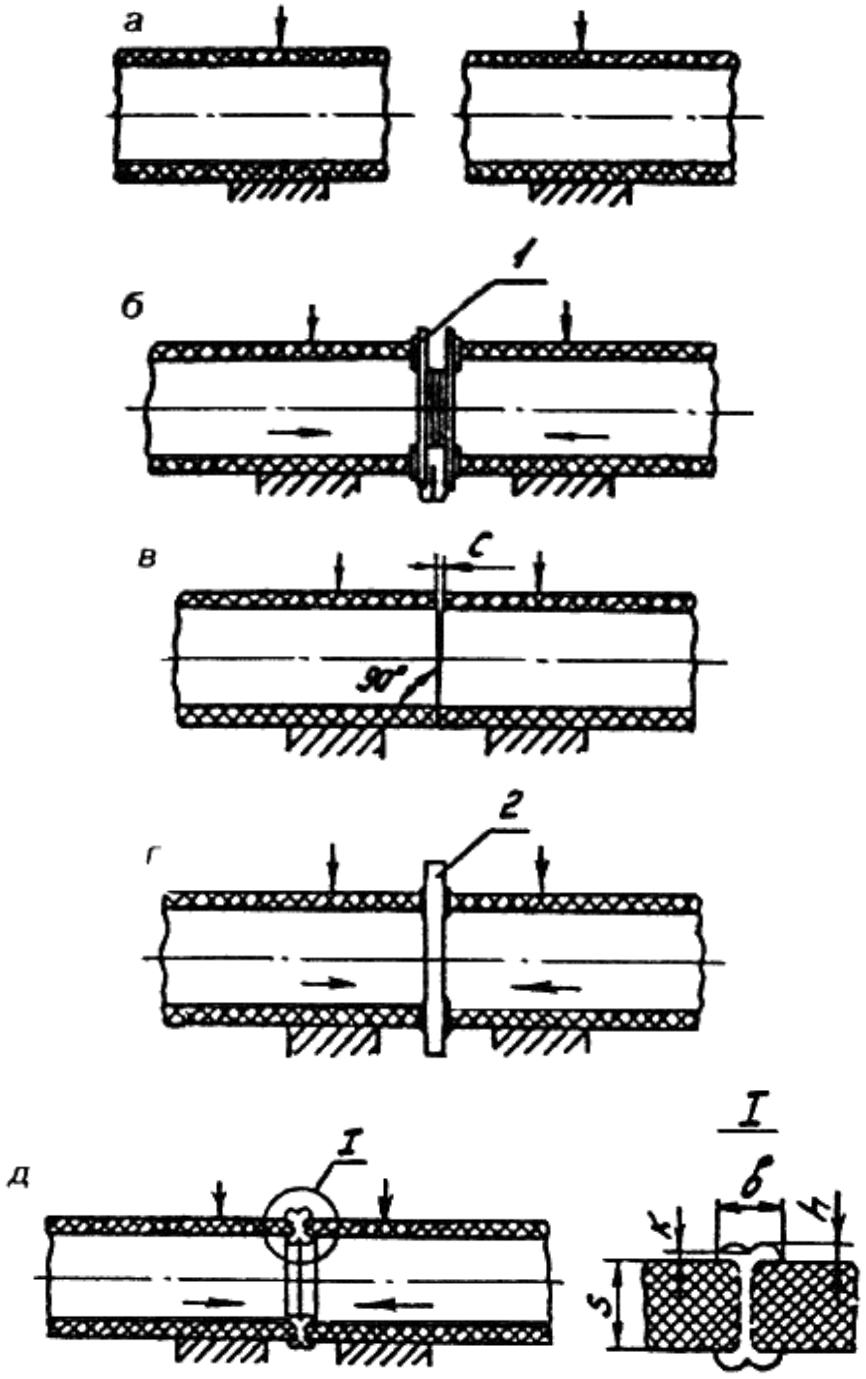
а - центровка и закрепление в зажимах сварочной машины концов свариваемых труб; б - механическая обработка торцов труб с помощью торцовки 1; в - проверка точности совпадения торцов по величине зазора с; г - нагрев и оплавление свариваемых поверхностей нагретым инструментом 2; д - осадка стыка
4.2. Основными параметрами при сварке нагретым инструментом встык являются температура нагретого инструмента (Тн) и величины давления (Роп, Рн и Рос) и времени (tоп, tн, tп, tд и tохл). Значение параметров принимается в соответствии с рекомендациями завода-изготовителя сварочного оборудования.
Прочность шва снижается как при понижении, так и при повышении температуры расплава, поэтому большинство опасных дефектов возникает именно при перегреве или недогреве торцов свариваемых труб.
Перечень нормативных документов
по сварке и контролю качества
Перечень пунктов, входящих в группу технических устройств;п. 2.4. - Заявки на аттестацию сварщика (Шифр НД по сварке);п. 3.1. - Заявки на аттестацию сварщика (Нормативные документы, регламентирующие проведение контроля и требования к качеству)
1. Грузоподъемные краны.;РД 36-62-00;РД 36-62-00 2. Краны – трубоукладчики.;РД 36-62-00;РД 36-62-00 3. Краны – манипуляторы.;РД 36-62-00;РД 36-62-00 4. Лифты.;РД 22-19-173-89;РД 22-19-173-89 5. Тали.;РД 36-62-00;РД 36-62-00 6. Лебедки.;РД 36-62-00;РД 36-62-00 7. Устройства грузозахватные.;РД 36-62-00;РД 36-62-00 8. Подъемники (вышки).;РД 36-62-00;РД 36-62-00 9. Эскалаторы.;РД 36-62-00;РД 36-62-00 10. Дороги канатные, их агрегаты, механизмы и детали.;РД 36-62-00;РД 36-62-00 11. Цепи для подъемно-транспортного оборудования.;РД 36-62-00;РД 36-62-00 12. Строительные подъемники.;РД 36-62-00;РД 36-62-00 13. Конвейеры пассажирские.;РД 36-62-00;РД 36-62-00 14. Металлические конструкции для подъемно-транспортного оборудования.;РД 24.090.97-98;РД 24.090.97-98, ОСТ 34-13-915-85 (МП, Г)
Котельное оборудование
1. Паровые котлы с давлением пара более 0,07 МПа и водогрейные котлы с температурой воды выше 115°С.;РД 153-34.1-003-01;РД 153-34.1-003-01 2. Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой воды свыше 115°С.;РД 153-34.1-003-01;РД 153-34.1-003-01 3. Сосуды, работающие под давлением свыше 0,07МПа.;ГОСТ 34347-2017;ГОСТ 34347-2017 4. Арматура и предохранительные устройства.;СТ ЦКБА 025-2006;СТ ЦКБА 025-2006 5. Металлические конструкции для котельного оборудования.;СП 70.13330.2012;СП 70.13330.2012
Газовое оборудование
1. Трубопроводы систем внутреннего газоснабжения.;СП 42-102-2004;СП 42-102-2004, СП 62.13330.2021 (МП, Г) 2. Наружные газопроводы низкого, среднего и высокого давления стальные.;СП 42-102-2004;СП 42-102-2004, СП 62.13330.2021 (МП, Г) 2п. Наружные газопроводы низкого, среднего и высокого давления из неметаллических материалов.;СП 42-103-2003;СП 42-103-2003 3. Газовое оборудование котлов, технологических линий и агрегатов.;РД 153-34.1-003-01;РД 153-34.1-003-01 4. Газогорелочные устройства.;РД 01-001-06;РД 01-001-06 5. Емкостные и проточные водонагреватели.;РД 01-001-06;РД 01-001-06 6. Аппараты и печи.;РД 01-001-06;РД 01-001-06 7. Арматура из металлических материалов и предохранительные устройства.;СТ ЦКБА 025-2006;СТ ЦКБА 025-2006
Нефтегазодобывающее оборудование
1.Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при сооружении, реконструкции и капитальном ремонте.;ВСН 006-89;ВСН 012-88 2.Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при текущем ремонте в процессе эксплуатации.;ВСН 006-89;ВСН 012-88 3.Промысловые и магистральные газопроводы и конденсатопроводы, трубопроводы для транспортировки товарной продукции, импульсного, топливного и пускового газа в пределах: установок комплексной подготовки газа (УКПГ), компрессорных станций (КС), дожимных компрессорных станций (ДКС), станций подземного хранения газа (СПХГ), газораспределительных станций (ГРС), узлов замера расхода газа (УЗРГ) и пунктов редуцирования газа (ПРГ).;ВСН 006-89;ВСН 012-88 3*. Для аттестации с учетом требований СТО Газпром:;СТО Газпром 2-2.2-115-2007, СТО Газпром 2-2.2-136-2007, СТО Газпром 2-2.3-137-2007;СТО Газпром 2-2.4-083-2006 4.Трубопроводы в пределах УКПГ, КС, НПС, СПХГ, ДКС, ГРС, УЗРГ, ПРГ и др., за исключением трубопроводов, обеспечивающих транспорт газа, нефти и нефтепродуктов.;ВСН 006-89;ВСН 012-88 4*. Для аттестации с учетом требований СТО Газпром:;СТО Газпром 2-2.2-649-2012;СТО Газпром 2-2.2-649-2012, СТО Газпром 2-2.4-083-2006 ;Р Газпром 2-2.2-669-2012; СТО Газпром 2-2.4-083-2006 5.Резервуары для хранения нефти и нефтепродуктов, газгольдеры газовых хранилищ при сооружении и ремонте. ;ГОСТ 31385-2016;ГОСТ 31385-2016 8.Запорная арматура при изготовлении и ремонте в заводских условиях.;СТ ЦКБА 025-2006;СТ ЦКБА 025-2006 9.Детали трубопроводов при изготовлении и ремонте в заводских условиях.;ВСН 006-89;ВСН 012-88 10.Насосы, компрессоры и др. оборудование при изготовлении и ремонте в заводских условиях.;ВСН 006-89;ВСН 012-88 11.Нефтегазопроводные трубы при изготовлении и ремонте в заводских условиях.;ВСН 006-89;ВСН 012-88 12.Оборудование нефтегазопромысловое, буровое и нефтеперерабатывающее.;СП 70.13330.2012;СП 70.13330.2012 13.Трубопроводы автоматизированных газонаполнительных компрессорных станций (АГНКС). ;ГОСТ 32569-2013;ГОСТ 32569-2013 НГДО 1,3,4 (полиэтилен только НИ, на ЗН - нет НД);ВСН 003-88;ГОСТ Р 59399-2021, ВСН 003-88
Нд по сварке трубопроводов
СВАРКА, ТЕРМООБРАБОТКА И КОНТРОЛЬ ТРУБНЫХ СИСТЕМ КОТЛОВ И ТРУБОПРОВОДОВ ПРИ МОНТАЖЕ И РЕМОНТЕ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ
(РТМ-1с)
Дата введения 2002-01-01
СОГЛАСОВАН письмом Госгортехнадзора России от 25.05.2001 N 03-35/263
Настоящий РД, являющийся нормативно-техническим и производственно-технологическим документом, разработан на основе РД 34 15.027-93, который был переработан в соответствии с требованиями новых нормативных документов Госгортехнадзора России, новых стандартов, отраслевых инструктивных и руководящих материалов, а также с учетом замечаний научно-исследовательских, монтажных и ремонтных организаций.
Руководящий документ определяет технологию сборочно-сварочных работ, термической обработки сварных стыков труб, а также объем и порядок контроля и нормы оценки качества сварных соединений; он охватывает все виды сварки, применяющиеся при монтаже и ремонте энергетического оборудования и трубных систем котлов и трубопроводов.
Настоящий РД предназначен для персонала, занимающегося монтажом и ремонтом оборудования и трубопроводов электростанций и отопительных котельных, а также изготовлением трубопроводов (с рабочим давлением до 2,2 МПа и температурой не более 425 °С) и отдельных элементов котлов.
ПРЕДИСЛОВИЕ
РД 153-34.1-003-01 "Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования" (PTM-1c) разработан Закрытым акционерным обществом "Прочность МК".
Документ согласован с Федеральным горным и промышленным надзором России (письмо от 25.05.01 N 03-35/263) и внесен на утверждение Департаментом электроэнергетики Минэнерго России и Департаментом техперевооружения и совершенствования энергоремонта РАО "ЕЭС России".
РД утвержден приказом Минэнерго России от 02.07.01 N 197 и вводится в действие с 01.01.2002 г.
С момента введения в действие настоящего РД утрачивает силу РД 34 15.027-93 "Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций" (PTM-1c-93).
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Настоящий Руководящий документ (РД) предназначен для организаций, осуществляющих монтаж и ремонт трубопроводов и трубных систем паровых и водогрейных котлов независимо от параметров рабочей среды, а также изготовление трубопроводов с рабочим давлением до 2,2 МПа (22 кгс/см) и температурой не более 425 °С и отдельных элементов котлов (водяных экономайзеров, пароперегревателей и др.) с использованием сварочных технологий на предприятиях Российской Федерации независимо от форм собственности.
1.2. Технологические рекомендации настоящего РД, касающиеся требований к монтажным сварным соединениям, должны учитывать заводы-изготовители котлов и трубопроводов.
1.3. При ремонте оборудования ТЭС и отопительных котельных допускается изготавливать на заводах и ремонтных базах отдельные элементы котлов и трубопроводов независимо от параметров рабочей среды при условии наличия лицензии (разрешения) Госгортехнадзора России на этот вид деятельности и соблюдении требований настоящего РД или технологических указаний основного завода - изготовителя этих элементов.
1.4. Требования РД распространяются на следующие изделия:
трубы поверхностей нагрева котлов, которые подпадают под действие Правил устройства и безопасной эксплуатации паровых и водогрейных котлов Госгортехнадзора России;
паровые котлы с давлением пара не более 0,07 МПа (0,7 кгс/см), водогрейные котлы и водоподогреватели с температурой нагрева воды не выше 388 К (115 °С);
коллекторы (камеры) котла;
трубопроводы пара и горячей воды всех категорий, на которые распространяются правила Госгортехнадзора России (см. приложение 1), в том числе трубопроводы в пределах котла и турбины, трубопроводы тепловых сетей;
барабаны котлов давлением до 4 МПа (40 кгс/см) включительно (ремонт с помощью сварки);
трубопроводы пара и горячей воды, на которые не распространяются правила Госгортехнадзора России, в том числе трубопроводы тепловых сетей, дренажные, сливные, контрольно-измерительных приборов и средств автоматизации, воздушники;
трубопроводы фосфатирования, отбора проб и кислотных промывок;
мазутопроводы и маслопроводы;
газопроводы (трубопроводы горючего газа), находящиеся на территории монтируемого объекта (от газорегуляторного пункта до горелок котла), транспортирующие газ давлением не более 1,2 МПа (12 кгс/см);
трубопроводы наружных сетей водоснабжения и канализации.
Указанные элементы котлов и трубопроводы изготавливаются из углеродистых сталей, низколегированных теплоустойчивых и конструкционных сталей перлитного класса, высоколегированных сталей мартенситного, мартенситно-ферритного и аустенитного классов, характеристики которых приведены в приложениях 2 и 3*; материалы для изготовления фасонных деталей трубопроводов из листовой стали приведены в приложении 4.
* Деление марок сталей, применяющихся в теплоэнергетике, на типы и классы приведено в табл.П.28.1 приложения 28, а обозначения групп сталей, принятые при аттестации сварщиков и при аттестации технологии сварки, - в табл.П.28.2 приложения 28.
Требования настоящего РД распространяются также на другие производства (помимо электростанций и отопительных котельных), в технологических циклах которых задействованы котлы, трубопроводы пара и горячей воды и другие трубопроводы, указанные в данном пункте РД.
1.5. Настоящий РД определяет технологию сборки, сварки и термообработки сварных стыков труб при монтаже и ремонте изделий, перечисленных в п.1.4, а также объем, порядок контроля и нормы оценки качества сварных соединений.
1.6. Настоящий РД регламентирует все виды сварки, применяющиеся при монтаже и ремонте изделий, указанных в п.1.4, а также при изготовлении трубопроводов с рабочим давлением до 2,2 МПа (22 кгс/см): ручную дуговую покрытыми электродами, ручную и автоматическую аргонодуговую неплавящимся электродом, газовую ацетилено-кислородную, автоматическую под флюсом, механизированную в среде углекислого газа плавящимся электродом, механизированную порошковой проволокой.
1.7. Отступления от требований настоящего РД должны быть согласованы для объектов Минэнерго России с одной из организаций, указанной в приложении 31; для прочих объектов согласование может производиться с любой специализированной научно-исследовательской организацией данного профиля, указанной в приложениях к соответствующим правилам Госгортехнадзора России.
2. НОРМАТИВНЫЕ ССЫЛКИ
В настоящем РД использованы ссылки на следующие нормативные документы:
Правила устройства и безопасной эксплуатации паровых и водогрейных котлов. Утверждены постановлением Госгортехнадзора России от 28.05.93 N 12. Изменения N 1 от 07.02.96 и N 2 от 10.07.2000.
ПБ 03-164-97. Правила изготовления паровых и водогрейных котлов, сосудов, работающих под давлением, трубопроводов пара и горячей воды с применением сварочных технологий. Утверждены постановлением Госгортехнадзора России от 06.06.97 N 20
ПБ 03-273-99. Правила аттестации сварщиков и специалистов сварочного производства. Утверждены постановлением Госгортехнадзора России от 30.10.98 N 63.
ГОСТ 8.326-89. ГСИ. Метрологическая аттестация средств измерений.
ГОСТ 8.513-84. ГСИ. Поверка средств измерений. Организация и порядок проведения.
ГОСТ 380-94. Сталь углеродистая обыкновенного качества. Марки.
ГОСТ 550-75. Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. Технические условия.
ГОСТ 839-80Е. Провода неизолированные для воздушных линий электропередачи. Технические условия.
ГОСТ 977-88. Отливки стальные. Общие технические условия.
ГОСТ 1050-88. Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия.
ГОСТ 1460-81. Карбид кальция. Технические условия.
ГОСТ 1779-83*Е. Шнуры асбестовые. Технические условия.
ГОСТ 2246-70. Проволока стальная сварочная. Технические условия.
ГОСТ 2601-84. Сварка металлов. Термины и определения основных понятий.
ГОСТ 2850-95. Картон асбестовый. Технические условия.
ГОСТ 4543-71. Прокат из легированной конструкционной стали. Технические условия.
ГОСТ 5457-75. Ацетилен растворенный и газообразный технический. Технические условия.
ГОСТ 5583-78. Кислород газообразный технический и медицинский. Технические условия.
ГОСТ 5632-72. Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки.
ГОСТ 5639-82. Стали и сплавы. Методы выявления и определения величины зерна.
ГОСТ 6102-94. Ткани асбестовые. Общие технические требования.
ГОСТ 6996-66. Сварные соединения. Методы определения механических свойств.
ГОСТ 7512-82. Контроль неразрушающий. Соединения сварные. Радиографический метод.
ГОСТ 8050-85. Двуокись углерода газообразная и жидкая. Технические условия.
ГОСТ 9466-75. Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия.
ГОСТ 9467-75. Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы.
ГОСТ 10052-75. Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы.
ГОСТ 10157-79. Аргон газообразный и жидкий. Технические условия.
ГОСТ 10705-80. Трубы стальные электросварные. Технические условия.
ГОСТ 10706-76. Трубы стальные электросварные прямошовные. Технические требования.
ГОСТ 12766.1-90. Проволока из прецизионных сплавов с высоким электрическим сопротивлением. Технические условия.
ГОСТ 12766.2-90. Лента из прецизионных сплавов с высоким электрическим сопротивлением. Технические условия.
ГОСТ 12820-80. Фланцы стальные плоские приварные на от 0,1 до 2,5 МПа (от 1 до 25 кгс/см). Конструкция и размеры.
ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
ГОСТ 18442-80. Контроль неразрушающий. Капиллярные методы. Общие требования.
ГОСТ 19281-89. Прокат из стали повышенной прочности. Общие технические условия.

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ТРУБОПРОВОДЫ МАГИСТРАЛЬНЫЕ И ПРОМЫСЛОВЫЕ СТАЛЬНЫЕ ДЛЯ НЕФТИ И ГАЗА
Монтажные работы. Сварка и контроль ее выполнения
Main pipelines and field pipelines from steel for oil and gas. Assembling. Welding and testing
Дата введения 2019-03-20
Сведения о своде правил
1 ИСПОЛНИТЕЛЬ - Ассоциация "Национальное объединение строителей" (НОСТРОЙ)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 ПОДГОТОВЛЕН к утверждению Департаментом градостроительной деятельности и архитектуры Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России)
6 ВВЕДЕН ВПЕРВЫЕ
В случае пересмотра (замены) или отмены настоящего свода правил соответствующее уведомление будет опубликовано в установленном порядке. Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте разработчика (Минстрой России) в сети Интернет
Введение
Настоящий свод правил разработан Ассоциацией "Национальное объединение строителей" (НОСТРОЙ) при участии канд. техн. наук М.З.Шейнкина, Е.В.Лопатина, М.Н.Кагановича, Е.А.Фоминой.
1 Область применения
1.1 Настоящий свод правил распространяется на промысловые и магистральные стальные трубопроводы и устанавливает основные требования к выполнению сварочных работ, контролю качества сварных соединений при строительстве, реконструкции, капитальном ремонте и проведении строительного контроля за качеством строительно-монтажных работ на линейной части магистральных трубопроводов всех категорий согласно СП 86.13330 для нефти, нефтепродуктов и газа диаметрами до 1420 мм включительно с избыточным давлением среды до 10,0 МПа включительно, а также промысловых трубопроводов по ГОСТ Р 55990 и СП 284.1325800, транспортирующих не содержащие коррозионно-активные компоненты нефть и газ под избыточным давлением среды до 32 МПа.
1.2 Настоящий свод правил не распространяется на строительство, капитальный ремонт и реконструкцию магистральных и промысловых трубопроводов в морских акваториях.
2 Нормативные ссылки
В настоящем своде правил использованы нормативные ссылки на следующие документы:
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств.
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 10157-2016 Аргон газообразный и жидкий. Технические условия
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 20426-82 Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения
ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ ISO 17636-2-2017 Неразрушающий контроль сварных соединений. Радиографический контроль. Часть 2. Способы рентгено- и гаммаграфического контроля с применением цифровых детекторов
ГОСТ Р 12.1.019-2009 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ Р 55990-2014 Месторождения нефтяные и газонефтяные. Промысловые трубопроводы. Нормы проектирования
ГОСТ Р 56512-2015 Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений
СП 36.13330.2012 "СНиП 2.05.06-85* Магистральные трубопроводы" (с изменением N 1)
СП 86.13330.2014 "СНиП III-42-80* Магистральные трубопроводы" (с изменениями N 1, 2)
СП 284.1325800.2016 Трубопроводы промысловые для нефти и газа. Правила проектирования и производства работ
СанПиН 2.6.1.1281-03 Санитарные правила по радиационной безопасности персонала и населения при транспортировании радиоактивных материалов (веществ)
СанПиН 2.6.1.2523-09 Нормы радиационной безопасности (НРБ-99/2009)
СанПиН 2.6.1.3164-14 Гигиенические требования по обеспечению радиационной безопасности при рентгеновской дефектоскопии
СП 2.6.1.2612-10 Основные санитарные правила обеспечения радиационной безопасности (ОСПОРБ-99/2010)
СП 2.6.1.3241-14 Гигиенические требования по обеспечению радиационной безопасности при радионуклидной дефектоскопии
Примечание - При пользовании настоящим сводом правил целесообразно проверить действие ссылочных документов в информационной системе общего пользования - на официальном сайте федерального органа исполнительной власти в сфере стандартизации в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего свода правил в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем своде правил применены термины по ГОСТ 16504, ГОСТ ISO 17636-2, ГОСТ Р ИСО 857-1, ГОСТ Р ИСО 17659, ГОСТ Р 55990, СП 36.13330, СП 86.13330, а также следующие термины с соответствующими определениями:
3.1 высота дефекта: Линейный размер проекции дефекта по высоте шва на плоскость, перпендикулярную оси трубопровода, или на плоскость, проходящую через дефект и ось трубопровода.
3.2 глубина залегания дефекта: Минимальное расстояние от границы дефекта до поверхности сварного соединения (трубы), с которой осуществляется контроль.
3.3 длина дефекта: Линейный размер проекции дефекта вдоль шва на плоскость, перпендикулярную оси трубопровода.
3.4 катушка: Отрезок трубы, с подготовленными торцами, предназначенный для соединения двух участков трубопровода либо для приварки к торцам трубопроводной арматуры, соединительным деталям трубопровода, либо для сварки контрольных сварных соединений при производственной аттестации технологий сварки, допускных испытаний и аттестации сварщиков, операторов.
3.5 комплекс цифровой радиографии: Устройства, обеспечивающие перенос радиационного изображения, возникающего под действием ионизирующего излучения, в память компьютера с последующими его визуализацией, обработкой и хранением.
3.6 механизированный ультразвуковой контроль; МУЗК: Ультразвуковой контроль при котором часть операций выполняется вручную, а часть операций механизирована.
3.7 операционная технологическая карта: Документ, утвержденный организацией, выполняющей сборку, сварку и контроль качества сварных соединений, в котором изложены содержание и правила выполнения конкретных работ, описаны все технологические операции, их параметры и данные о средствах технического оснащения.
3.8 прямая врезка: Специальное сварное соединение основной трубы и трубы-ответвления/патрубка, конструкция и условия выполнения которого установлены нормативными документами и технической документацией.
3.9 ремонт сварного стыка: Процесс устранения недопустимых дефектов сварного соединения, обнаруженных неразрушающими методами контроля, путем механической обработки, удаления/шлифовки с последующей заваркой.
Примечание - Механическая обработка (шлифовка, зачистка) и (или) заварка сварного соединения, проводимая до приемки руководителем работ для последующего неразрушающего контроля, в понятие "ремонт сварного шва" не входит.
3.10 ручной ультразвуковой контроль; РУЗК: Совокупность операций контроля, выполняемых в соответствии с требованиями нормативных документов (методикой контроля) с использованием универсального ультразвукового прибора (дефектоскопа), при непосредственном участии человека в процессе сканирования объекта контроля, сбора, обработки, регистрации, интерпретации результатов контроля и принятии решения о качестве контролируемого объекта.
3.11 скопление дефектов: Совокупность внутренних дефектов, состоящих из трех или более дефектов, не лежащих на одной прямой, при условии, что расстояние между соседними дефектами не превышает трехкратного размера наибольшего из дефектов.
3.12 термическая обработка (термообработка): Нагрев, выдержка и охлаждение сварных соединений по определенным режимам в целях получения заданных свойств.
3.13 чувствительность контроля: Минимальные размеры дефектов, выявляемых данным видом (методом) контроля при определенных условиях проведения контроля.
4 Сокращения
В настоящем своде правил применены следующие сокращения:
АВИК - автоматизированный визуальный и измерительный контроль;
АУЗК - автоматизированный ультразвуковой контроль;
ВИК - визуальный и измерительный контроль;
Е.О.П. - единица оптической плотности;
КР - компьютерная радиография;
КСС - контрольное сварное соединение;
ЛС - линия сплавления;
МК - магнитопорошковый контроль;
НД - нормативный документ;
НК - неразрушающий контроль;
НО - настроечный образец;
ПВК - контроль проникающими веществами;
РК - радиографический контроль;
СДТ - соединительная деталь трубопровода;
ТПА - трубопроводная и регулирующая арматура;
ТУ - технические условия;
УЗК - ультразвуковой контроль;
ЦP - цифровая радиография;
DN - номинальный диаметр.
5 Требования к сварщикам, сварочным материалам и сварочному оборудованию
5.1 Требования к персоналу сварочного производства
5.1.1 Для выполнения сварочных работ допускаются сварщики (операторы сварочных установок) ручной, механизированной сварки, операторы автоматической сварки, прошедшие обучение и аттестованные. Требования к аттестации и обучению приведены в [1]. К самостоятельным сварочным работам допускаются лица не моложе 18 лет, имеющие начальное профессиональное образование по указанной профессии, квалификационную группу по электробезопасности не ниже II [12].
ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ЭКОЛОГИЧЕСКОМУ, ТЕХНОЛОГИЧЕСКОМУ И АТОМНОМУ НАДЗОРУ
от 11 декабря 2020 года N 519
(с изменениями на 25 июля 2022 года)
Документ с изменениями, внесенными:
2. Настоящий приказ вступает в силу с 1 января 2021 г. и действует до 1 марта 2023 г.
(Пункт в редакции, введенной в действие со 2 сентября 2022 года приказом Ростехнадзора от 25 июля 2022 года N 238. - См. предыдущую редакцию)
в Министерстве юстиции
30 декабря 2020 года,
регистрационный N 61964
УТВЕРЖДЕНЫ
приказом Федеральной службы
по экологическому, технологическому
и атомному надзору
от 11 декабря 2020 года N 519
Федеральные нормы и правила в области промышленной безопасности "Требования к производству сварочных работ на опасных производственных объектах"
I. Общие положения
1. Федеральные нормы и правила в области промышленной безопасности "Требования к производству сварочных работ на опасных производственных объектах" (далее - ФНП) разработаны в соответствии с Федеральным законом от 21 июля 1997 г. N 116-ФЗ "О промышленной безопасности опасных производственных объектов" (Собрание законодательства Российской Федерации, 1997, N 30, ст.3588; 2018, N 31, ст.4860) (далее - Федеральный закон N 116-ФЗ), Положением о Федеральной службе по экологическому, технологическому и атомному надзору, утвержденным постановлением Правительства Российской Федерации от 30 июля 2004 г. N 401 (Собрание законодательства Российской Федерации, 2004, N 32, ст.3348; 2020, N 27, ст.4248).
2. ФНП устанавливают требования к организации и производству сварочных работ, выполняемых на опасных производственных объектах (далее - ОПО), технических устройствах и сооружениях ОПО, поднадзорных Ростехнадзору и его территориальным органам или иным федеральным органам исполнительной власти в области промышленной безопасности и иным органам (далее - федеральные органы исполнительной власти в области промышленной безопасности), полномочия и права которых в области промышленной безопасности определены в соответствии с положениями статьи 5 Федерального закона N 116-ФЗ.
3. Требования ФНП при изготовлении технических устройств, конструкций и изделий, предназначенных для эксплуатации на ОПО, применяются в части, не противоречащей требованиям технических регламентов, разработанных в соответствии с Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании" (Собрание законодательства Российской Федерации, 2002, N 52, ст.5140; 2018, N 49, ст.7521) и технических регламентов Евразийского экономического союза.
4. Требования ФНП обязательны для исполнения юридическими лицами, индивидуальными предпринимателями, их работниками из числа персонала сварочного производства, осуществляющими производство работ по сварке, пайке, наплавке и прихватке (далее - сварка) применяемых и (или) эксплуатируемых на ОПО сооружений и технических устройств, других конструкций и изделий, в том числе сборочных единиц, деталей, полуфабрикатов и заготовок (далее также - объект сварки) при осуществлении деятельности в области промышленной безопасности.
5. К указанным в пункте 2 ФНП сварочным работам относится производственная деятельность, осуществляемая персоналом сварочного производства с применением сварочных и родственных процессов, сварочных материалов и оборудования с соблюдением норм, правил, методик и условий для получения сварных соединений (наплавок) с качеством, соответствующим нормативным требованиям.
II. Требования к юридическим лицам, индивидуальным предпринимателям и персоналу сварочного производства
6. Персонал сварочного производства (сварщики, операторы, специалисты сварочного производства, контролеры сварочных работ, выполняющие операции сварочного производства, влияющие на качество сварной продукции) юридического лица, его филиала (обособленного подразделения) (далее - организация), индивидуального предпринимателя, осуществляющих сварочные работы, определяется такой организацией или индивидуальным предпринимателем и должен обеспечивать:
техническую и технологическую подготовку и выполнение сварочных работ с соблюдением требований ФНП и предусмотренных проектной (конструкторской) документацией нормативных документов по сварке и неразрушающему контролю сварного соединения;
безопасную эксплуатацию, обслуживание и ремонт сварочного оборудования;
соблюдение технологий сварки;
контроль качества сварных соединений.
7. Количество и квалификация сварщиков и специалистов сварочного производства, количество и сварочно-технологические характеристики сварочного оборудования и сварочных материалов, применяемые аттестованные технологии сварки, должны обеспечить получение сварных соединений с качеством, соответствующим требованиям нормативной документации, устанавливающей в определенной области применения комплекс норм, правил, требований, применяемых при производстве сварочных работ и контроле их качества (далее - НД), и (или) проектной (конструкторской) документации конкретного объекта сварки.
8. Сведения о численном составе и квалификации персонала сварочного производства, о наличии и техническом состоянии основного и вспомогательного оборудования для сборки, сварки и обработки сварных соединений, о применяемых технологиях сварки, должны быть систематизированы и документированы в соответствии с порядком, установленным распорядительным документом организации или индивидуального предпринимателя.
9. Сварщики и специалисты сварочного производства, выполняющие сварочные работы, должны обладать квалификацией, соответствующей видам выполняемых работ и применяемых при этом технологий сварки, и быть аттестованными для соответствующих способов сварки, видов конструкций, положений при сварке, основных и сварочных материалов. Процедуры аттестации должны осуществляться и оформляться с применением цифровых технологий, а содержание аттестационных документов должно быть доступно в электронном виде.
10. Сварщики и специалисты сварочного производства могут быть допущены к выполнению сварочных работ, указанных в действующих документах (далее - аттестационных удостоверениях), выданных после прохождения аттестации на основании положительных результатов аттестационных испытаний, подтверждающих возможность выполнения сварочных работ аттестованным лицом в установленной области, независимыми аттестационными центрами, реализующими комплекс организационных и технических требований и методик аттестации сварочного производства, в целях обеспечения безопасной эксплуатации ОПО. К независимым аттестационным центрам относятся юридические лица, осуществляющие процедуры аттестации сварочного производства, располагающие квалифицированным персоналом по технологиям сварки, применяемым на опасных производственных объектах, и оснащенные сварочным оборудованием и средствами контроля сварных соединений.
11. Личные шифры клейм сварщиков (уникальный шифр, содержащий четырёхзначное буквенно-цифровое сочетание, присваиваемый сварщику при положительных результатах первичной аттестации и остающийся неизменным при последующих аттестациях), указанные в аттестационных удостоверениях, должны быть закреплены за сварщиками распорядительным документом организации или индивидуального предпринимателя, выполняющих сварочные работы.
12. Сварочные работы должны выполнять организации или индивидуальные предприниматели, прошедшие процедуры проверки готовности к применению аттестованных технологий сварки на опасных производственных объектах.
13. Проверка готовности к применению аттестованных технологий сварки с целью определения наличия у организации или индивидуального предпринимателя технических, организационных и квалификационных возможностей для выполнения сварочных (наплавочных) работ по применяемым им аттестованным технологиям, а также соответствия качества выполненных при аттестации контрольных сварных соединений (наплавок) требованиям НД и (или) проектной (конструкторской) документации на сварные конструкции, осуществляется независимыми аттестационными центрами с учетом особенностей применяемой технологии сварки в условиях конкретного производства сварочных работ, выполняемых каждой организацией или индивидуальным предпринимателем. Процедуры проверки готовности должны осуществляться и оформляться с применением цифровых технологий, а содержание документов о проверке готовности должно быть доступно в электронном виде.
14. При проверке готовности к применению аттестованных технологий сварки независимый аттестационный центр оценивает:
наличие персонала сварочного производства, сварочного и вспомогательного оборудования, сварочных материалов, предусмотренных утвержденной организацией или индивидуальным предпринимателем производственно-технологической документацией по сварке (далее - ПТД), если иное не установлено техническими регламентами, принятыми в соответствии с законодательством Российской Федерации о техническом регулировании;
соблюдение требований технологических карт сварки и соответствие качества выполненных контрольных сварных соединений требованиям НД и (или) проектной (конструкторской) документации.
15. Выполнение контрольных сварных соединений (в том числе наплавки) с целью проведения аттестационных испытаний для оценки соответствия их характеристик и свойств заявленным организацией индивидуальным предпринимателем нормативным требованиям при проверке готовности к применению аттестованных технологий сварки осуществляется на месте производства сварочных работ.
16. Положительные результаты проверки готовности к применению технологии сварки оформляются документом с указанием подтвержденных характеристик сварочных работ, к которым могут быть допущены организации и индивидуальные предприниматели.
III. Организация и выполнение сварочных работ
17. Руководитель организации, или индивидуальный предприниматель, или уполномоченное ими должностное лицо обеспечивает организацию и выполнение сварочных работ.
Руководитель независимого аттестационного центра или уполномоченное им должностное лицо обеспечивает организацию и выполнение аттестационных процедур.
18. Сварочные работы должны выполняться в соответствии с ПТД, разработанной специалистом сварочного производства, обладающим соответствующей квалификацией, и утвержденной руководителем или техническим руководителем организации или индивидуальным предпринимателем, осуществляющими сварочные работы.
19. ПТД должна быть разработана на основании проектной (конструкторской) документации, требований нормативных правовых актов и нормативных документов, действующих на территории Российской Федерации. Международные стандарты, региональные стандарты, региональные своды правил, стандарты иностранных государств и своды правил иностранных государств могут быть применены при разработке ПТД после их регистрации в Федеральном информационном фонде технических регламентов и стандартов.
20. В ПТД, включающей технологические инструкции и технологические (маршрутные, операционные) карты сварки (далее - технологические карты сварки), применительно к выполняемым сварочным работам должны быть установлены:
требования к квалификации, аттестации и допускным испытаниям сварщиков;
требования к сборке соединений, включая способы и режимы выполнения прихваток, указания по приварке временных технологических креплений;
конструкция нестандартизированных сварных соединений (например, стыковых соединений деталей разной толщины);
требования к хранению и подготовке к использованию сварочных материалов;
сочетания марок основных и сварочных материалов;
типоразмеры сварочных материалов (диаметр электрода и (или) проволоки, ширина и толщина ленты);
используемое сварочное оборудование;
род и полярность сварочного тока;
типы выполняемых сварных соединений;
режимы сварки применительно к выполнению конкретных сварных соединений;
необходимость, методы и режимы предварительного и сопутствующего сварке подогрева;
пространственные положения при сварке;
порядок и последовательность выполнения сварного шва (наплавки);
способы защиты зоны сварки;
порядок и способы маркировки сварных соединений;
методы и объемы неразрушающего контроля качества сварных соединений и механических испытаний (при наличии требований НД);
требования к исправлению дефектов (ремонту) сварных соединений и контролю после исправления.
21. Конструктивные элементы сварных соединений, режимы сварки, последовательность операций, технические и технологические особенности процесса сварки, методы и объемы контроля, обеспечивающие качество сварных соединений, должны быть указаны в технологических картах сварки, являющихся составной частью производственно-технологической документации, содержащей графические изображения элементов сварных соединений с указанием размеров и допусков, характеристик применяемых материалов и оборудования, последовательности выполнения операций и режимов выполнения сборки и сварки, объемы и методы контроля качества сварных соединений, нормы оценки качества.
22. В требованиях по сборке деталей под сварку, содержащихся в ПТД, должны быть приведены:
Читайте также: