Несгораемый электрод для ручной дуговой сварки
Обновлено: 01.06.2024

Виды сварки
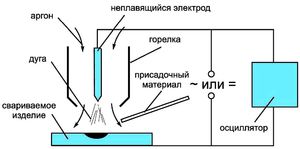
Дуговая сварка неплавящимся электродом осуществляется в защитной атмосфере инертного газа и представляет собой один из высокоэффективных методов выполнения дуговой сварки путем плавления металла.
Применяется такая технология в большинстве случаев для работы с металлоконструкциями из алюминия, магния, а также их сплавов, нержавеющей стали, никеля, меди и ряда иных металлов с неферромагнитными качествами.
Виды неплавящихся электродов
Для дуговой сварки металлоконструкций применяются неплавящиеся электроды. Это расходный материал для сварочных работ, который не имеет металлической природы и свойств, присущих металлам. Подобный метод сварных операций был изобретен очень давно руками Н. Н. Бенардоса.

Разновидности сварочных электродов.
Сегодня при выполнении соединений конструкций из металла применяются три основных типа неплавящихся стержней:
- Угольный неплавящийся электрод активно применяется при воздушно-дуговой резке металлов с целью устранения с поверхности изделий разного рода дефектов.
При этом сварку нужно проводить на токах силой, не более 580 Ампер. Также такой расходный материал для сварки используют при создании соединений металлических деталей в тонкостенных конструкциях из стали и цветных металлов. Угольные сварные электроды бывают круглыми и плоскими, сложенными вдоль линии варки или подающимися в сварную ванну. Они могут применяться вместе с присадкой или без нее, что определяется технологией проведения сварных работ. - Графитовые стержни актуальны при сварке цветных металлов, а также их сплавов.
Но особенно часто они применяются при работе с медными проводами. Графитовые расходники доступны по стоимости и довольно распространены на отечественном рынке, так как характеризуются рядом неоспоримых достоинств. Среди них: низкий износ, высокая стойкость к температурному воздействию, отличная способность к обработке. - Вольфрамовый сварной электрод изготавливается в виде стержня с диаметром 1-4 мм и наиболее часто применяется в производстве и быту.
Такой расходный материал отличается высокой тугоплавкостью, то есть, плавится при более высоких температурах, нежели иного рода стержни. Он позволяет сваривать разнообразные металлы без применения защиты в виде газа. Хотя вполне реально осуществлять сварку вольфрамовым электродом и при таких условиях, если в этом есть необходимость. В зависимости от состава, изделия делят на несколько групп: лантанированные, иттрированные, торированные, стандартные.
На заметку! Электроды вольфрамового типа с добавлением тория отличаются радиоактивностью. Несмотря на то, что этот показатель невелик, они перестали применяться на крупных промышленных предприятиях.
Все описанные виды электродов для сварных работ причисляются к классу неплавящихся, так как в процессе выполнения сварочных работ стержень либо вовсе не плавится, либо плавится незначительным образом.
При любом варианте развития событий материал стержня практически не участвует в процессе образования наплавленного металла и сварного соединения.
Сварка неплавящимися электродами

Схема сварки в среде защитного газа.
Неплавящиеся электроды активно применяются на крупных предприятиях:
- при необходимости осуществить сварку тонколистового металла;
- для проведения сварных работ со сталями всех классов, цветного металла, а также их сплавов;
- при необходимости получить высококачественные сварные соединения разнородных металлов.
Преимущества, которыми характеризуется сварка неплавящимся электродом:
- высокие показатели устойчивости дуги, вне зависимости от полярности тока;
- возможность получить швы с долей участия основного металла 0-100%;
- возможность регулировать химический состав и геометрию соединений при изменении скорости подачи, угла наклона, профиля, марки присадочного материала.
Недостатками такого метода сварных работ считаются следующие моменты:
- неважные показатели эффективности использования электроэнергии;
- необходимость применять специальные устройства для обеспечения начального возбуждения дуги;
- высокая скорость охлаждения изготовленных швов.
Но для полноценной характеристики сварки неплавящимся электродом важно понимать технологическую суть процесса. Операция осуществляется путем подачи защитного газа через сопло в зону дуги, которая горит между расходным материалом и изделием.
Газ выполняет защитную функцию, предохраняя несгораемые сварочные электроды и расплавленный основной металл от негативного влияния активных атмосферных газов. Кромки свариваемого изделия плавятся под воздействием теплоты дуги и образуют сварной шов, кристаллизируясь.
При использовании сварочного аппарата и неплавящихся электродов важно правильно установить полярность. Она может быть прямой или обратной. В первом случае нужно установить массу на минус, держатель – на плюс. Во втором масса устанавливается на плюс, а держатель – на минус.

Марка и назначение неплавящихся электродов.
От правильности выбора режима полярности зависит форма проваренного металла:
- работа с помощью постоянного тока при прямой полярности позволит создать глубокий и узкий сварной шов;
- широкого и поверхностного шва можно достичь путем выбора постоянного тока и обратной полярности.
Защитный газ для аргонодуговой сварки с применением электродов непременно должен демонстрировать инертность к рабочим металлам, поэтому при работе вольфрамовыми электродами в качестве такого вещества используют аргон, гелий, смесь аргона и гелия.
Если сварочные работы ведутся над проводами из меди или с помощью медных электродов со вставкой из гафния, можно воспользоваться азотом.
Важно! В случае использования при сварке дорогостоящих инертных газов, к примеру Ar или He, стоит создать комбинированную защиту. Это позволит расходовать газ рационально.
Если работать приходится с металлом большой толщины, то обеспечить плавление основного металла и получить актуальные геометрические параметры сварного шва можно при варении по зазору или с разделкой кромок с добавлением присадки.
Итоги
Применение неплавящихся электродов для дуговой сварки при работе с металлоконструкциями из алюминия, магния, их сплавов, никеля, нержавеющей стали, меди и ряда иных неферромагнитных металлов и позволяет получить действительно прочные и долговечные сварные швы.
Это крайне важно для таких производственных сфер, как металлургия, электрохимическая промышленность и электротермическое производство.
Характеристики и эксплуатация неплавящихся электродов

Электроды для сварки
Неплавящиеся электроды используют при ручной или автоматической сварке стали и цветных сплавов в среде защитного газа. Для формирования шва применяют присадочную проволоку, которая плавится под воздействием дугового разряда. Использование защитной атмосферы снижает риск образования вредных примесей, негативно влияющих на качество сварки.
.jpg)
Когда были созданы неплавящиеся электроды
Идея применения неплавящихся угольных электродов для сварки металлов была впервые выдвинута российским изобретателем Н. Н. Бенардосом в 1882 г. Поскольку работы велись без подачи инертного газа в зону расплава (несмотря на появление первых патентов в 1890 г.), то качество соединения, насыщенного частицами углерода, было низким. По этой причине в начале XX столетия распространение получили плавящиеся электроды с покрытием, которое защищало сварной шов.
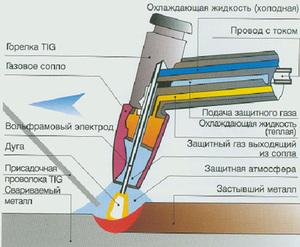
В 1920 г. появляются первые установки, позволяющие вести работы неплавящимся инструментом в среде защитного газа (технология ТИГ).
Позднее стали выпускаться электроды из сплавов на основе вольфрама, позволившие повысить силу тока и стабилизировать горение дуги. Для защиты шва от влияния атмосферного воздуха применяли инертные газы (например, аргон или гелий либо смеси указанных материалов).
Характеристики неплавящихся электродов
Вольфрамовые электроды имеют диаметр от 2 до 6 мм и наконечники, оформленные под удлиненный конус с притупленной вершиной (для постоянного тока) или под сферу (для переменного питания). Инструмент затачивают вручную или на станках с направляющей для установки стержня. Электроды рассчитаны на использование при прямой (отрицательный полюс подключен к свариваемым деталям) или обратной полярности, могут эксплуатироваться на переменном токе (в этом случае понятие полярности отсутствует).
.jpg)
Отличия от плавящихся электродов
При сварке плавящимся электродом стык заливается расплавами материала от стенок сопрягаемых деталей и металлического стержня. Защита рабочей зоны осуществляется газами, образующимися в результате горения флюса, нанесенного на поверхность электрода.
В процессе сварки длина инструмента уменьшается, что заставляет сварщика периодически менять оснастку.
Сфера применения
- для неразрывного соединения тонких листов материала;
- стыковки крупногабаритных элементов из углеродистых, легированных сталей или цветных металлов;
- сварки стальных заготовок с деталями из цветных сплавов;
Неплавящиеся электроды используют для сварки металлических емкостей для авиационной, космической, пищевой или нефтеперерабатывающей промышленности. Технология позволяет сваривать конструкции из титана, никеля, бронзы с повышенным содержанием кремния.
Допускается применение методики при нанесении покрытия из одного материала на поверхность другого.
Разновидности расходников
Для выполнения работ используют электроды с высокой температурой плавления, превышающей порог перехода в жидкую фазу свариваемых заготовок и температуру дугового разряда. Помимо графитовых или угольных стержней применяют инструменты из чистого вольфрама или сплавов на его основе. Материал электрода подбирают в зависимости от толщины и химического состава свариваемых деталей.
Графитовые
Данный вид устойчив к воздействию высоких температур и имеет повышенную долговечность по сравнению с угольными стержнями. Применяется для промышленной сварки медных сердечников кабелей или деталей, изготовленных из сплавов на основе меди или алюминия. Электроды могут использоваться для соединения конструкций из сталей с пониженным содержанием углерода (шов не отличается высокой механической прочностью) или для заделки дефектов на чугунных отливках.

Угольные
Применяются при воздушно-дуговой разделке стальных листов или для устранения дефектов на поверхностях толстостенных заготовок (как с подачей присадочного материала, так и без проволоки). Сила тока в цепи до 600 А (достаточно для нагрева до температуры плавления конструкционных и низколегированных сталей). Предназначены для промышленного использования, в бытовых сварочных аппаратах не встречаются.

Вольфрамовые
Изделия предназначены для бытового или промышленного использования, позволяют соединять детали из различных металлов в среде инертного газа. Аргонодуговая сварка ведется электродами с сердечником диаметром 1-4 мм, покрытым защитным напылением. Поскольку температура плавления вольфрама выше температуры дуги, то инструмент не изнашивается и позволяет сваривать листы легированной стали. Для изменения рабочих характеристик в состав металла инструмента вводятся присадки (например, торий, иттрий или оксид лантана).
В соответствии с ГОСТ 23949-80, выпускаются следующие виды электродов:
- ЭВЧ – из чистого металлического вольфрама без легирования;
- ЭВЛ – с вводом 1,1-1,4% окиси лантана;
- ЭВИ – с использованием 1,5-3,5% окиси иттрия;
- ЭВТ – с содержанием 1,5-2,0% двуокиси тория (отличаются небольшой радиоактивностью и используются редко для сварки специальных конструкций).
Применимость переменного и постоянного тока зависит от марки электродов. Например, стержни серии ЭВЧ рассчитаны на подачу только переменного напряжения. Прочие изделия могут работать на любом токе и при прямой либо обратной полярности. Следует учитывать, что в процессе сварки происходит постепенное выгорание тугоплавкого сердечника (например, для вольфрамового стержня нормой считается сокращение длины на 10 мм на протяжении 5 часов непрерывной работы).
Плюсы и минусы эксплуатации
Преимущества технологии использования неплавящихся стержней:
- повышенная устойчивость дугового разряда в среде защитного газа, не зависящая от полярности подключения;
- при формировании шва доля основного металла (расплава из тела заготовок) варьируется в пределах от 0 до 100%;
- предусмотрена возможность изменения химического состава в линии соединения (за счет введения присадочной проволоки разного типа);
- применимость для сварки заготовок из стали любой категории либо цветных металлов или их сплавов;
- возможность соединения деталей, выполненных из разнородных материалов (например, нержавеющей стали и алюминия);
- допускается корректировка геометрии стыка путем изменения угла установки инструмента и скорости подачи;
- уменьшенная зона температурного воздействия, сокращающая риски деформации и образования трещин;
- шов не требует зачистки от флюса и окалины, а также шлифовки.

К недостаткам дуговой сварки неплавящимся электродом (TIG) относят:
- повышенное энергопотребление (по сравнению с аппаратурой для работы с плавящимися электродами);
- необходимость применения специальных установок для розжига дуги;
- ускоренное охлаждение линии соединения, приводящее к образованию усадочных трещин;
- проблему с подводом защитного газа в рабочую зону при сварке на улице в ветреную погоду;
- необходимость предварительной разделки кромок;
- затрудненную сварку под острыми углами к поверхности из-за конфигурации горелки;
- наличие следа от розжига дуги вне зоны сварки, требующего последующей зачистки;
- насыщение материала шва углеродом (касается технологий с использованием электродов из графита или угля).
Оборудование для сварки
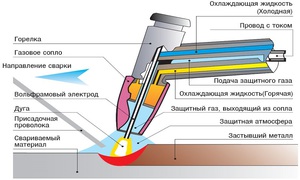
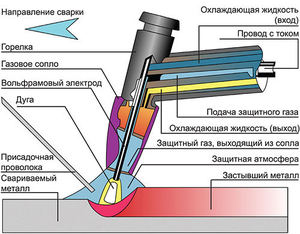
Для ручной сварки вольфрамовым электродом используется аппарат с головкой, внутри которой расположен сменный сердечник. Поверх установлен колпак с трубопроводом для подачи инертного газа и питания к контактной трубке на электроде. Дуга горит в промежутке между наконечником тугоплавкого стержня и соединяемыми деталями, выделяющееся тепло расплавляет кромки и присадочный пруток. Оборудование предусматривает повышенные требования к квалификации сварщика, который должен поддерживать дугу и одновременно подавать проволоку для формирования прочного шва.

Бытовые аппараты для работы вольфрамовым электродом состоят из узлов:
- корпуса, внутри которого находится источник постоянного или переменного тока (встречается оборудование с возможностью выбора типа питания);
- ручной сменной горелки с держателем из диэлектрика (габариты цанги зависят от диаметра электрода и величины сварочного тока);
- газового сопла из керамического композита, выдерживающего длительный нагрев до высокой температуры (возможно применение газовой линзы, формирующей ламинарный поток);
- емкости для хранения газа и шлангов для подачи защитной атмосферы к горелке;
- осциллятора, обеспечивающего розжиг дуги.
Оборудование может содержать дополнительные приборы, управляющие процессом сварки (например, включающие подачу газа до момента розжига дуги). Встречаются приборы с поддержкой импульсной сварки, позволяющие получать шов в виде последовательности наложенных друг на друга точек.
Сварщик вручную регулирует длительность импульса, добиваясь формирования равномерного соединения деталей.
Особенности технологии дуговой сварки неплавящимся электродом
Технологический процесс TIG предусматривает применение переменного или постоянного тока (TIG-AC и TIG-DC соответственно), при использовании постоянного напряжения отрицательный вывод подключается к детали или инструменту (прямая и обратная полярность). При обратной полярности используют электроды с увеличенным диаметром сердечника. Применение переменного тока негативно сказывается на стабильности дуги, технология рассчитана на соединение деталей из алюминиевых и магниевых сплавов.
От выбранной полярности зависит тепловой баланс процесса сварки. При прямом подключении до 85% мощности дуги уходит на нагрев и плавление материала заготовок и присадочной проволоки, при обратной коммутации параметр сокращается до 50%. Для повышения эффективности работы аппаратов с подачей переменного тока используют электронные стабилизаторы разряда.

Длина дуги выдерживается в пределах 1,5-3,0 мм, напряжение в цепи питания составляет 20-35 В. Наконечник неплавящегося инструмента имеет вылет в пределах 3-5 мм, при выполнении угловых швов допускается увеличение параметра до 5-7 мм. В зависимости от толщины свариваемого материала используют левое или правое положение распылителя на горелке, обеспечивающего подачу инертного газа.
Особенности работы в газовой среде
Требования при выполнении сварки неплавящимся электродом в среде инертных газов:
- Электродуговая сварка вольфрамовым стержнем производится с глубоким погружением наконечника в линию стыка между заготовками. Образующаяся короткая дуга позволяет получить прочное соединение и не оказывает негативного воздействия на исходные характеристики металла деталей.
- Механизированная сварка предусматривает перемещение электрода силовым приводом с заданной скоростью, наконечник должен располагаться по центральной линии будущего сварного шва (как по вертикали, так и по горизонтали). Отклонения в стороны приводят к падению прочности линии стыка, непроварам и ухудшению внешнего вида конструкции.
- Присадочная проволока и наконечник электрода располагаются внутри факела защитного газа, который предотвращает насыщение нагретого и расплавленного металла атмосферным кислородом и азотом. При нарушении подачи инертного газа линия стыка становится хрупкой из-за проникновения вглубь материала посторонних примесей.
- Присадочная проволока подается сбоку от сварочной ванны, что предотвращает вскипание материала и образование брызг. Если осуществляется ручная дуговая сварка в среде защитного газа, то пруток аккуратно подается под углом к поверхности соединяемых деталей.
- Включение и отключение подачи газа осуществляется за 10 секунд до начала розжига дуги и после окончания сварки. Пауза необходима для сокращения расхода материала электрода, равномерного охлаждения расплава и предотвращения образования на поверхности оксидной пленки.
- Соединяемые поверхности необходимо очистить от ржавчины и следов загрязнений металлической щеткой, обнаруженные масляные пятна удаляют органическим растворителем. Перед началом сварки нужно выставить режим работы аппарата (сварочный ток и скорость соединения зависят от толщины заготовок, вида и диаметра электрода).
Видео по теме
В представленных видео показаны технологии сварки неплавящимися электродами разных образцов.
Продемонстрирована процедура подготовки оборудования и заготовок, приведены примеры ошибок при выборе режимов сварки.
Использование электродов УОНИ

Широкое распространение в промышленности получили сварочные электроды УОНИ 13 55: технические характеристики позволяют применять изделия для изготовления тяжело нагруженных металлоконструкций с высокими требованиями к надежности. Кроме этой разновидности есть еще 3. Они отличаются по составу и свариваемому материалу.
.jpg)
Общее назначение электродов
Расходники марки УОНИ используются при следующих условиях:
- Тип сварки: ручная дуговая.
- Род тока: постоянный.
- Полярность: обратная (электрод-положительная).
- Положение шва в пространстве – любое, кроме вертикального сверху вниз.
На переменном напряжении электрод залипает, дуга часто обрывается. При подключении с прямой полярностью торец проволоки внутри обмазки быстро выгорает, из-за чего длина разряда увеличивается. Не хватает температуры для газификации покрытия, в результате не обеспечивается защита расплава от воздуха.
Обмазка изделий – основная. Содержит фтористые соединения и карбонаты, придающие шву пластичность, ударную вязкость и препятствующие образованию горячих трещин.
Позволяет изготавливать с помощью данных расходников изделия и металлоконструкции:
- состоящие из толстостенных заготовок;
- длительно испытывающие большие нагрузки, в т.ч. знакопеременные, давление;
- работающие в условиях низких температур.
Иными словами, электроды УОНИ используют для выполнения соединений, к которым предъявляются особые требования. Они подходят и для исправления дефектов литья.
Работа с такими расходниками требует хорошего уровня мастерства. Начинающим сварщикам рекомендуют применять другие изделия.
Как читать маркировку
Пример обозначения: Э50А-УОНИ-13/55 СМ-4,0-УД ГОСТ 9467-60.
Запись расшифровывается следующим образом:
- Э – электрод для дуговой сварки.
- 50 – временное сопротивление шва разрыву составляет 50 кгс/кв. мм.
- А – место соединения обладает пластичностью и ударной вязкостью.
- УОНИ – марка, унаследованная от названия разработанного в 1940 г. покрытия «УОНИ-13». Аббревиатура означает «универсальная обмазка научного института №13».
- 13/55 – разновидность изделия.
- СМ-4,0 – изготовлен из сварочной проволоки диаметром 4 мм.
- У – предназначен для соединения заготовок из углеродистой стали.
- Д – толстый слой обмазки.
Вместо «У» в маркировке могут присутствовать следующие литеры:
- Л – легированная сталь.
- Т – термостойкая.
- В – высоколегированная.
- Н – предназначен для ремонтов методом наплавки.
Вместо «Д» могут стоять такие буквы:
- С – средняя по толщине обмазка.
- М – тонкая.
В ГОСТ 9466-75 данный электрод называется «УОНИИ» (универсальная обмазка научно-исследовательского института). В проектной и прочей документации нужно указывать такую аббревиатуру.
.jpg)
Разновидности и отличия
Выпускаются электроды диаметром 2-5 мм. Наиболее востребованы изделия размером 3 и 4 мм. Существует 4 разновидности расходников УОНИ. У каждой свое назначение.
Электроды ориентированы на изготовление ответственных конструкций из средне- и низкоуглеродистой стали. Могут использоваться для устранения дефектов в кованых и литых изделиях. Пластичность и ударная вязкость шва обеспечиваются наличием в составе стержня никеля и молибдена.

Свариваемый материал – высокоуглеродистая и низколегированная сталь. Качество шва достигается благодаря присутствию в обмазке марганца, фосфора, углерода, кремния и серы.
Электроды предназначены для сварки ответственных тяжело нагруженных конструкций, изготавливаемых в цехе. Поэтому предъявляются высокие требования к состоянию заготовок. Кромки должны быть зачищены, не допускаются грязь, ржавчина и влага.
Используются для сварки тех же материалов, что и 13/55 (высокоуглеродистой и низколегированной стали). Но дают более качественный шов, поэтому применяются для изготовления особо ответственных конструкций.

Самая дорогая разновидность. Предназначена для работ с легированной сталью.

Ключевые отличия электродов УОНИ от МР-3
Обе марки пользуются популярностью.
- подходит и переменный, и постоянный ток;
- полярность не имеет значения;
- допустима невысокая квалификация мастера;
- очистка заготовок от ржавчины не является обязательной;
- работы могут проводиться при высокой относительной влажности.
Обмазка у этих расходников рутиловая. Они хороши для начинающих и тех, кто учится ремеслу сварщика. Для работы таким электродом сноровка не требуется.
Недостаток МР-3 заключается в высокой стоимости.

Технические характеристики УОНИ
Материал стержней: сварочная проволока Св-08 или Св-08А (13/55).
Тип обмазки: основная.
Расход на 1 кг расплавленного металла: 1,7 кг.
Длина при диаметре:
Коэффициент наплавки: 9 г/А*ч.
Механические и химические свойства
Данные приведены в таблице:
| Наименование характеристики | Значение |
| Механические характеристики | |
| Временное сопротивление, Н/кв. м | 420-540 |
| Ударная вязкость, Дж/кв. см | От 128 |
| Относительное удлинение, % | Не ниже 22 |
| Химический состав (массовая доля элементов), % | |
| Углерод | до 0,11 |
| Кремний | 0,25-0,5 |
| Марганец | 0,9-1,4 |
| Сера | до 0,03 |
| фосфор | |
Сила тока
В отличие от рутиловых, электродам с основной обмазкой противопоказан высокий ампераж. Избыток тепла негативно сказывается на качестве шва.
Наблюдаются следующие нежелательные явления:
- Материал сильно коробится.
- Возрастает количество брызг.
- Металл активно испаряется.
- Усложняется контроль сварочной ванны.
- Металл вытекает (вертикальные и потолочные швы).
Рекомендуемые значения силы тока для электродов разных диаметров в зависимости от пространственного положения шва приведены в таблице:
Виды и назначения неплавящихся электродов
В этой статье мы рассмотрим такой класс расходников, как неплавящиеся электроды, их виды, назначения и основные характеристики.

С момента изобретения приемлемого способа сваривания металлов прошло чуть более ста лет и сегодня наименований приспособлений и материалов для варки насчитывают очень и очень много.
В сварочных работах используют три основных типа электродов:
- Угольные.
- Графитовые.
- Вольфрамовые.
Все они относятся к классу неплавящихся, однако назначение их различное.

Угольные типы расходников применяют в основном в воздушно-дуговой резке металла, а также устранения различных дефектов на поверхности изделий. Сварочные работы с использованием угольных стержней проводят на токах силой максимум 580 Ампер. Существует три основных разновидности электродов:
- Круглые марки для воздушно-дуговой резки (ВДК).
- Плоские виды для воздушно-дугового разрезания (ВДП).
- Круглые типы для сварки (СК).
Воздушно-дуговая резка — это способ реза металла электрической дугой, когда расплавленный металл удаляется с помощью струи сжатого воздуха.
В сваривании угольные электроды используют при соединениях тонкостенных конструкций из стали и цветных металлов, а также заварки браков на поверхности литых деталей.
Сваривание угольными стержнями можно проводить как без присадки, так и с присадочным материалом, уложенным по линии варки или подающимся в сварочную ванну.
Электроды графитового типа используют для сварки цветных металлов и их сплавов (алюминия и меди). Такой тип расходников более доступен, в отличие от угольных аналогов.
Такие стержни обладают массой преимуществ: они лучше переносят температурное воздействие и имеют меньший износ, а также лучше обрабатываются (режутся).

Вольфрамовые неплавящиеся электроды — это наиболее широко применяемые типы в производстве и домашних мастерских. С их помощью можно сваривать различные металлы, в том числе и с использованием защиты из газа. Вольфрамовые электроды для аргонодуговой сварки бывают различного состава и, в зависимости от этого, их делят на такие группы:
- Лантанированные.
- Иттрированные.
- Торированные.
- Обычные.
Изготавливаются они в виде прутка диаметром от 1 миллиметра до 4 мм. Вольфрамовый электрод очень тугоплавкий и имеет температуру плавления намного выше, чем температура самой электрической дуги, что позволяет использовать его для сварки различных типов металла (стали, но чаще алюминия, меди, нержавейки и прочих).
Стрежни с добавлением тория (торированные) радиоактивны и, хотя величина излучения невелика, крупные промышленные предприятия их уже не используют.
Использование вольфрамовых электродов
Сегодня мало кто использует в домашних условиях графитовые и угольные стержни для сварки и резки, это просто нецелесообразно. А вот вольфрамовые прутки очень часто используют в бытовом хозяйстве при сварке алюминия и других цветных металлов и нержавейки. Именно такими расходниками происходит соединение
Режимы сварки неплавящимся электродом в защитных газах определяются многими факторами: видом металла, его толщиной, защитной атмосферой и другими.
В таблице собраны основные виды вольфрамовых стержней, их использование и соответствующий режим.

Это западная классификация вольфрамовых стержней. Отечественные производители выпускают неплавящиеся электроды под обозначением ЭВЛ и ЭВИ (лантановые и иттриевые стержни). Также производятся прутки из чистого вольфрама ЭВЧ.
Торцы также отмечают цветом в зависимости от назначения расходника. Сила тока и режим зависит от металла и характеристик заготовки. Так, например, алюминий вариться обязательно на переменном токе, а стали — в том или другом режимах. Нержавейку сваривают на постоянном токе, как и медные изделия.
Важно также при использовании неплавящихся электродов установить полярность. Прямая полярность — кабель горелки ставят на минус, а массу на плюс, обратная — держатель на плюсе, а масса на минусе.
Режим полярности определяет форму проваренного металла. При прямой полярности и постоянном токе провар глубокий и узкий, при постоянном с обратной — широкий поверхностный провар, а с переменным — овальный.
Если используют стержни с маркировкой ЭВЧ (чистые), то сварку можно проводить только на переменном токе, все остальные (ЭВИ, ЭВЛ, ЭВТ) на том или ином режиме с требуемой полярностью.
В процессе сварочных работ вольфрам затупляется и его нужно заточить. Угол острия выдерживают в 30 градусов при длине 2-3-х диаметров электрода. Сам кончик притупляют на 0,5 миллиметра.
Несмотря на название, такие электроды все равно имеют свою степень расхода, хоть и незначительную. Например, при бесперебойной работе в течение 5 часов вольфрамовый стержень теряет около 10 мм своей длины. Чтобы сократить этот показатель, сварку нужно начинать с подачи газа, а потом поджигания дуги. Также нельзя стучать кончиком неплавящегося стержня непосредственно по заготовкам. Дугу зажигают на графите и переносят на место сварки.
А что Вы можете добавить к материалу этой статьи? Какие типы неплавящихся электродов чаще приходиться использовать в домашних условиях? Поделитесь своим опытом по подбору такого типа расходника и его использования в блоке комментариев к этой статье.
Особенности сварки неплавящимся электродом в среде защитного газа
Сварка (в частности, металлов) — это технологический процесс, в результате которого получают неразъёмное соединение за счет установления атомных связей между свариваемыми частями. Процесс производится при местном или общем нагреве, пластическом деформировании или при одновременном действии этих факторов. В результате взаимодействия детали и электрода между ними образуется электрическая дуга. За счет этого происходит плавление кромок заготовок.
Сварка неплавящимся электродом (также сварка в защитных газах неплавящимся электродом) — это разновидность сварки, в которой источником теплоты выступает дуговой разряд, возникающий между вольфрамовым или графитовым электродом и изделием. Этот тип является разновидностью методов дуговой сварки плавлением. Даная технология используется в основном для обработки алюминия, магния и их сплавов, а также прочих неферромагнитных металлов (например, нержавеющей стали, бронзы, меди, циркония, никеля).
Графитовые (угольные) электроды в настоящие время находят ограниченное применение. Используются обычно при изготовлении изделий, имеющих неответственное назначение. Наиболее часто в качестве неплавящего электрода используют стержни из вольфрама. Поскольку вольфрам при высоких температурах имеет весьма высокую химическую активность к кислороду, то процесс проводят в среде защитных газов: аргон, гелий и азот. Эти газы являются по отношению к вольфраму и вольфрамовым сплавам инертными.
Разновидности сварки
Выделяют 4 виды сварки неплавящимся электродом. Разделение происходит в зависимости от сложности работы и уровня механизации сварочного процесса.
- Ручная;
- Механизированная;
- Автоматизированная;
- Роботизированная.
Во время ручного вида рабочий ход горелки и смещение заготовки происходит ручным способом. При механизированном виде перемещение горелки происходит вручную, а подача присадочного материала — механически.
При автоматизированном варианте и перемещении сварочной горелки, и подача присадочного материала (проволока) полностью механизированы. Технологический процесс контролирует оператор.
В процессе роботизированного вида все технологические процессы автономны. Рабочие процессы происходят без вмешательства оператора, самостоятельно.
Описание процесса
Неплавящиеся электроды
Как уже упоминалось, используют неплавящиеся электроды двух видов: угольные (или графитовые) и вольфрамовые. Первые используются теперь редко и для неответственных конструкций. Вольфрамовые используются намного шире и чаще. Их толщина от 0,5 мм до 10 мм. Сам стержень может быть как из чистого вольфрама, так и иметь в составе различные примеси: лантан, торий, иттрий. Сплавы по сравнению с чистым материалом имеют лучшие показатели эрозивной стойкости, а также лучше держат токовую нагрузку. Диаметр стержня подбирают в зависимости от силы используемого тока и толщины заготовок, которые сваривают.
Параметры технологичного процесса
Наиболее часто при сварке неплавящимся электродом используют постоянный ток прямой полярности, так как в этом режиме происходит максимальная проплавка металла деталей, которые подлежат соединению. Это достигается за счет эффективного использование энергии: до 85% тепловой энергии идет на проплавку деталей, до 7% - на нагрев электрода, остальное — лучевые потери.
При работе с алюминиевыми заготовками пользуются постоянным током обратной полярности. В этом случае потери тепла могут составить до 50% и при сварке стали такой режим нецелесообразен.
При использовании переменного тока оборудование дополнительно укомплектовывается стабилизатором (необходим для стабилизации электрической дуги) и компенсатором тока.
Сварочное оборудование
Для ручного вида сварочное оборудование включает в себя такие компоненты:
- Генератор постоянного/переменного тока;
- Набор горелок для разных токов;
- Прибор первичного возбуждения дуги (и ее стабилизации);
- Газовое оборудование;
- Средства управления сваркой и газовой блокадой.
Автоматическое оборудование также включает в свой состав генератор тока и сварочный агрегат, который характеризуется такими параметрами: значения сварного тока, напряжение, скорость сварки, диаметр неплавящегося электродного прута, диаметр присадочной проволоки, скорость подачи присадки, расход тяжелого газа.
Преимущества и недостатки
Данный технологический процесс получил наибольшее распространение при работе с цветными металлами и легированными сталями. Он обладает рядом как преимуществ, так и недостатков. К основным преимуществам следует отнести:

- Возможности минимального деформирования в свариваемых металлах из-за маленькой зоны прогрева;
- Высокое качество соединения за счет использования защитных газов, которые вытесняют кислород;
- Относительно большая скорость выполнения работ;
- Минимальные трудозатраты на последующую обработку шва;
- Относительно широкий спектр свариваемых материалов.
Основные недостатки таковы:
- При работе на улице создается возможность выдува защитного газа из зоны сварки. Для борьбы с этим явлением используют заграждения или увеличивают подачу газа, что приводит к увеличению его расхода;
- Относительно качественная подготовка металлов перед сваркой;
- Неудобство при работе под острым углом из-за особенностей конструкции горелки;
- Необходимость зачистки места розжига вне зоны сварки.
Читайте также: