Номенклатура сварочных материалов для сварки промысловых трубопроводов
Обновлено: 16.05.2024
- контроль другими методами (металлографические исследования, испытание на стойкость к МКК и др.), предусмотренными проектом;
1 Окончательный контроль качества сварных соединений, подвергающихся термообработке, должен проводиться после термообработки.
2 Конструкция и расположение сварных соединений должны обеспечивать проведение контроля качества сварных соединений, предусмотренного для них в рабочей документации соответствующими методами.
- качества и соответствия труб и сварочных материалов требованиям стандартов и ТУ на изготовление и поставку;
- качества подготовки концов труб и деталей трубопроводов под сварку и качества сборки стыков (угол скоса кромок, совпадение кромок, зазор в стыке перед сваркой, правильность центровки труб, расположение и число прихваток, отсутствие трещин в прихватках);
- качества и технологии сварки (режима сварки, порядка наложения швов, качества послойной зачистки шлака);
12.3.3 Внешнему осмотру и измерениям подлежат все сварные соединения после их очистки от шлака, окалины, брызг металла и загрязнений по обе стороны от шва.
12.3.4 По результатам внешнего осмотра и измерений сварные швы должны удовлетворять следующим требованиям:
Допускаются отдельные поры в количестве не более трех на 100 мм сварного шва размерами, не превышающими указанных в таблице 12.2.
Таблица 12.2 - Оценка качества сварных соединений трубопроводов по результатам радиографического контроля в зависимости от размеров объемных дефектов (включений, пор)
12.3.5 Неразрушающему контролю подвергают наихудшие по результатам внешнего осмотра сварные швы по всему периметру трубы. Число контролируемых сварных швов определяется ТУ на объект, действующими НД, но во всех случаях оно должно быть не ниже приведенных в таблице 12.3.
Таблица 12.3 - Объем контроля сварных соединений ультразвуковым или радиографическим методом в процентах от общего числа сваренных каждым сварщиком (но не менее одного) соединений
- для трубопроводов, где ползучесть и усталость являются контролируемыми факторами, в проекте необходимо назначить I категорию при определении объема неразрушающего контроля;
- для I категории трубопроводов пара и горячей воды с наружным диаметром 200 мм и более и с толщиной стенки менее 15 мм контролю УЗД или РД подлежат все поперечные сварные соединения по всей длине соединений.
- в местах, где PS DN 5000 бар·мм, необходим 100%-ный объем контроля от общего количества сварных стыков и сварных швов ответвлений методом УЗД или РД;
- в местах, где PS DN 3500 бар·мм, необходим 25%-ный объем контроля от общего количества сварных стыков и сварных швов ответвлений методом УЗД или РД.
Для трубопроводов, работающих при температуре 100°С и выше, необходимо подвергнуть не менее 10% муфтовых соединений методом УЗД или РД.
12.3.6 Контроль сварных соединений методом РД (ГОСТ 7512) или УЗД (ГОСТ 14782) следует проводить после устранения дефектов, выявленных внешним осмотром и измерениями, а для трубопроводов I категории, а также для трубопроводов с группой сред А(а) или работающих при температуре ниже минус 70°С - после контроля на выявление выходящих на поверхность дефектов методами магнитопорошковым (ГОСТ 21105) или капиллярным (ГОСТ 18442).
12.3.7 Метод контроля (УЗД, РД или оба метода в сочетании) выбирают, исходя из возможности обеспечения более полного и точного выявления недопустимых дефектов с учетом особенностей физических свойств металла, а также освоенности конкретного метода контроля для конкретных объекта и вида сварных соединений.
12.3.8 Перед контролем сварные соединения должны быть замаркированы так, чтобы их положение было легко обнаружить на картах контроля, радиографических снимках, и обеспечить привязку результатов контроля к соответствующему участку сварного шва.
12.3.9 При радиографическом контроле следует обеспечить чувствительность (ГОСТ 7512) для трубопроводов на PN>100, категорий I и II на уровне класса 2, для трубопроводов категорий III, IV и V - на уровне класса 3.
12.3.10 Оценку качества сварных соединений по результатам радиографического контроля следует проводить по протяженности плоских дефектов (трещины, несплавления, непровары) и объемным (поры, шлаковые включения) дефектам согласно таблице 12.4.
Таблица 12.4 - Оценка качества сварных соединений трубопроводов по результатам радиографического контроля в зависимости от величины и протяженности плоских дефектов (непровары по оси шва, несплавления и др.)
Номенклатура сварочных материалов для сварки промысловых трубопроводов

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ТРУБОПРОВОДЫ МАГИСТРАЛЬНЫЕ И ПРОМЫСЛОВЫЕ СТАЛЬНЫЕ ДЛЯ НЕФТИ И ГАЗА
Монтажные работы. Сварка и контроль ее выполнения
Main pipelines and field pipelines from steel for oil and gas. Assembling. Welding and testing
Дата введения 2019-03-20
Предисловие
Сведения о своде правил
1 ИСПОЛНИТЕЛЬ - Ассоциация "Национальное объединение строителей" (НОСТРОЙ)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 ПОДГОТОВЛЕН к утверждению Департаментом градостроительной деятельности и архитектуры Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России)
6 ВВЕДЕН ВПЕРВЫЕ
В случае пересмотра (замены) или отмены настоящего свода правил соответствующее уведомление будет опубликовано в установленном порядке. Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте разработчика (Минстрой России) в сети Интернет
Введение
Настоящий свод правил разработан Ассоциацией "Национальное объединение строителей" (НОСТРОЙ) при участии канд. техн. наук М.З.Шейнкина, Е.В.Лопатина, М.Н.Кагановича, Е.А.Фоминой.
1 Область применения
1.1 Настоящий свод правил распространяется на промысловые и магистральные стальные трубопроводы и устанавливает основные требования к выполнению сварочных работ, контролю качества сварных соединений при строительстве, реконструкции, капитальном ремонте и проведении строительного контроля за качеством строительно-монтажных работ на линейной части магистральных трубопроводов всех категорий согласно СП 86.13330 для нефти, нефтепродуктов и газа диаметрами до 1420 мм включительно с избыточным давлением среды до 10,0 МПа включительно, а также промысловых трубопроводов по ГОСТ Р 55990 и СП 284.1325800, транспортирующих не содержащие коррозионно-активные компоненты нефть и газ под избыточным давлением среды до 32 МПа.
1.2 Настоящий свод правил не распространяется на строительство, капитальный ремонт и реконструкцию магистральных и промысловых трубопроводов в морских акваториях.
2 Нормативные ссылки
В настоящем своде правил использованы нормативные ссылки на следующие документы:
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств.
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 10157-2016 Аргон газообразный и жидкий. Технические условия
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 20426-82 Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения
ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ ISO 17636-2-2017 Неразрушающий контроль сварных соединений. Радиографический контроль. Часть 2. Способы рентгено- и гаммаграфического контроля с применением цифровых детекторов
ГОСТ Р 12.1.019-2009 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ Р 55990-2014 Месторождения нефтяные и газонефтяные. Промысловые трубопроводы. Нормы проектирования
ГОСТ Р 56512-2015 Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений
СП 36.13330.2012 "СНиП 2.05.06-85* Магистральные трубопроводы" (с изменением N 1)
СП 86.13330.2014 "СНиП III-42-80* Магистральные трубопроводы" (с изменениями N 1, 2)
СП 284.1325800.2016 Трубопроводы промысловые для нефти и газа. Правила проектирования и производства работ
СанПиН 2.6.1.1281-03 Санитарные правила по радиационной безопасности персонала и населения при транспортировании радиоактивных материалов (веществ)
СанПиН 2.6.1.2523-09 Нормы радиационной безопасности (НРБ-99/2009)
СанПиН 2.6.1.3164-14 Гигиенические требования по обеспечению радиационной безопасности при рентгеновской дефектоскопии
СП 2.6.1.2612-10 Основные санитарные правила обеспечения радиационной безопасности (ОСПОРБ-99/2010)
СП 2.6.1.3241-14 Гигиенические требования по обеспечению радиационной безопасности при радионуклидной дефектоскопии
Примечание - При пользовании настоящим сводом правил целесообразно проверить действие ссылочных документов в информационной системе общего пользования - на официальном сайте федерального органа исполнительной власти в сфере стандартизации в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего свода правил в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем своде правил применены термины по ГОСТ 16504, ГОСТ ISO 17636-2, ГОСТ Р ИСО 857-1, ГОСТ Р ИСО 17659, ГОСТ Р 55990, СП 36.13330, СП 86.13330, а также следующие термины с соответствующими определениями:
3.1 высота дефекта: Линейный размер проекции дефекта по высоте шва на плоскость, перпендикулярную оси трубопровода, или на плоскость, проходящую через дефект и ось трубопровода.
3.2 глубина залегания дефекта: Минимальное расстояние от границы дефекта до поверхности сварного соединения (трубы), с которой осуществляется контроль.
3.3 длина дефекта: Линейный размер проекции дефекта вдоль шва на плоскость, перпендикулярную оси трубопровода.
3.4 катушка: Отрезок трубы, с подготовленными торцами, предназначенный для соединения двух участков трубопровода либо для приварки к торцам трубопроводной арматуры, соединительным деталям трубопровода, либо для сварки контрольных сварных соединений при производственной аттестации технологий сварки, допускных испытаний и аттестации сварщиков, операторов.
3.5 комплекс цифровой радиографии: Устройства, обеспечивающие перенос радиационного изображения, возникающего под действием ионизирующего излучения, в память компьютера с последующими его визуализацией, обработкой и хранением.
3.6 механизированный ультразвуковой контроль; МУЗК: Ультразвуковой контроль при котором часть операций выполняется вручную, а часть операций механизирована.
3.7 операционная технологическая карта: Документ, утвержденный организацией, выполняющей сборку, сварку и контроль качества сварных соединений, в котором изложены содержание и правила выполнения конкретных работ, описаны все технологические операции, их параметры и данные о средствах технического оснащения.
3.8 прямая врезка: Специальное сварное соединение основной трубы и трубы-ответвления/патрубка, конструкция и условия выполнения которого установлены нормативными документами и технической документацией.
3.9 ремонт сварного стыка: Процесс устранения недопустимых дефектов сварного соединения, обнаруженных неразрушающими методами контроля, путем механической обработки, удаления/шлифовки с последующей заваркой.
Примечание - Механическая обработка (шлифовка, зачистка) и (или) заварка сварного соединения, проводимая до приемки руководителем работ для последующего неразрушающего контроля, в понятие "ремонт сварного шва" не входит.
3.10 ручной ультразвуковой контроль; РУЗК: Совокупность операций контроля, выполняемых в соответствии с требованиями нормативных документов (методикой контроля) с использованием универсального ультразвукового прибора (дефектоскопа), при непосредственном участии человека в процессе сканирования объекта контроля, сбора, обработки, регистрации, интерпретации результатов контроля и принятии решения о качестве контролируемого объекта.
3.11 скопление дефектов: Совокупность внутренних дефектов, состоящих из трех или более дефектов, не лежащих на одной прямой, при условии, что расстояние между соседними дефектами не превышает трехкратного размера наибольшего из дефектов.
3.12 термическая обработка (термообработка): Нагрев, выдержка и охлаждение сварных соединений по определенным режимам в целях получения заданных свойств.
3.13 чувствительность контроля: Минимальные размеры дефектов, выявляемых данным видом (методом) контроля при определенных условиях проведения контроля.
4 Сокращения
В настоящем своде правил применены следующие сокращения:
АВИК - автоматизированный визуальный и измерительный контроль;
АУЗК - автоматизированный ультразвуковой контроль;
ВИК - визуальный и измерительный контроль;
Е.О.П. - единица оптической плотности;
КР - компьютерная радиография;
КСС - контрольное сварное соединение;
ЛС - линия сплавления;
МК - магнитопорошковый контроль;
НД - нормативный документ;
НК - неразрушающий контроль;
НО - настроечный образец;
ПВК - контроль проникающими веществами;
РК - радиографический контроль;
СДТ - соединительная деталь трубопровода;
ТПА - трубопроводная и регулирующая арматура;
ТУ - технические условия;
УЗК - ультразвуковой контроль;
ЦP - цифровая радиография;
DN - номинальный диаметр.
5 Требования к сварщикам, сварочным материалам и сварочному оборудованию
5.1 Требования к персоналу сварочного производства
5.1.1 Для выполнения сварочных работ допускаются сварщики (операторы сварочных установок) ручной, механизированной сварки, операторы автоматической сварки, прошедшие обучение и аттестованные. Требования к аттестации и обучению приведены в [1]. К самостоятельным сварочным работам допускаются лица не моложе 18 лет, имеющие начальное профессиональное образование по указанной профессии, квалификационную группу по электробезопасности не ниже II [12].
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».
ИНСТРУКЦИЯ
по подготовке и хранению сварочных материалов
Дата введения 1995-01-03
1 РАЗРАБОТАНА Акционерным обществом открытого типа "Энергомонтажпроект",
Кривошеин Д.И., Белкин С.А. (руководитель темы), Малашонок В.А., Захарова Л.П., Стома С.Н. (АООТ "Энергомонтажпроект"), Стенин В.А, Гусев Ю.И. (РАО "ЕЭС России)
2 УТВЕРЖДЕНА И ВВЕДЕНА В ДЕЙСТВИЕ 03.01.1995
4 ВВЕДЕНА ВПЕРВЫЕ
5 ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение
НТД и ПТД
ЕСКД. Правила внесения изменений
ССБТ. Организация обучения безопасности труда. Общие положения
ССБТ. Пожарная безопасность. Общие требования
ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей среды
ССБТ. Вредные вещества. Классификация и общие требования безопасности
Электробезопасность. Общие требования и номенклатура видов защиты
Проволока стальная сварочная
Ацетилен растворенный и газообразный технический
Кислород газообразный технический и медицинский. Технические условия
Двуокись углерода газообразная и жидкая. Технические условия
Флюсы сварочные плавленые. Технические условия
Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
Аргон газообразный и жидкий. Технические условия
Электроды вольфрамовые сварочные неплавящиеся Технические условия
Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
Электроды покрытые металлические специального назначения для ручной дуговой сварки стали аустенитного класса. Технические условия
Вольфрам лантанированный в виде прутков. Технические условия
Прутки из иттрированного вольфрама марки СВИ-1. Технические условия
Другие НТД и ПТД
Правила устройства и безопасной эксплуатации грузоподъемных кранов
Строительные нормы и правила. Несущие и ограждающие конструкции
Строительные нормы и правила. Газоснабжение
Строительные нормы и правила. Тепловые сети
Строительные нормы и правила. Технологическое оборудование и технологические трубопроводы
Строительные нормы и правила. Техника безопасности в строительстве
Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций (PTM-1c-93)
Инструкция по контролю сварочных материалов и материалов для дефектоскопии
Начальник Департамента "Энергореновация" РАО "ЕЭС России" В.А.Стенин.
Заместитель Министра топлива и энергетики Российской Федерации Ю.Н.Корсун
Настоящая инструкция устанавливает требования к организации подготовки, хранения и выдачи сварочных материалов, применяемых для сварки соединений оборудования и трубопроводов тепловых электрических станций (ТЭС). Инструкция входит составной частью в "Систему контроля и обеспечения качества сварочных работ", оговаривающую процедуры выполнения и контроля выполнения работ при изготовлении, монтаже, ремонте и реконструкции изделий ТЭС.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Настоящая инструкция распространяется на работы по подготовке, хранению, в т.ч. на рабочих местах, учету и выдаче в производство сварочных материалов, предназначенных для сварки элементов оборудования и трубопроводов ТЭС, на которые распространяется действие нормативно-технических документов:
"Правила устройства и безопасной эксплуатации грузоподъемных кранов"
СНиП 3.05.05-84 Строительные нормы и правила. Технологическое оборудование и технологические трубопроводы
СНиП 3.03.01-87 Строительные нормы и правила. Несущие и ограждающие конструкции
СНиП 3.05.02-88* Строительные нормы и правила. Газоснабжение
* На территории Российской Федерации действуют СНиП 42-01-02. - Примечание изготовителя базы данных.
СНиП 3.05.03-85 Строительные нормы и правила. Тепловые сети
РД 34 15.027-93* Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций (PTM-1c-93).
* Заменен на РД 153-34.1-003-01. Здесь и далее. - Примечание изготовителя базы данных.
1.2 Настоящая инструкция предназначена для производственного персонала заводов-изготовителей, монтажных и ремонтных организаций независимо от форм собственности, выполняющего работы по изготовлению, монтажу, ремонту, реконструкции и модернизации объектов тепловой энергетики, газопроводов* и тепловых сетей.
* Распространяется на газопроводы (трубопроводы горючего газа), находящиеся на территории объекта (от газораспределительной станции до потребителя), транспортирующие газ давлением не более 1,2 МПа (12 кгс/см).
1.3 К работам по подготовке (прокалке), хранению, учету и выдаче в производство сварочных материалов допускается персонал завода-изготовителя, монтажной или ремонтной организации, прошедший специальную теоретическую и практическую подготовку, учитывающую специфику выполнения работ по программе, приведенной в приложении А, и проверку теоретических знаний и практических навыков выполнения работ. Проверка знаний и практических навыков производится аттестационной комиссией предприятия (монтажной или ремонтной организации), в состав которой должны входить: руководитель сварочных работ предприятия (организации), представитель отдела (службы, бюро) технического контроля предприятия (организации), представитель отдела (группы, бюро) по технике безопасности, представитель отдела (службы), ответственного за профессиональную подготовку персонала предприятия (организации).
Разрешается подготовку и аттестацию персонала, занятого на работах по подготовке, хранению, учету и выдаче сварочных материалов производить на централизованных курсах подготовки при учебно-аттестационных центрах, имеющих право на выполнение данных работ.
Результаты аттестации оформляются протоколом (приложение Б).
1.4 Внесение изменений и дополнений в настоящую инструкцию производится ее разработчиком в соответствии с ГОСТ 2.503.
2 ПРАВИЛА ПРИЕМКИ СВАРОЧНЫХ МАТЕРИАЛОВ ОТ ЗАВОДА-ИЗГОТОВИТЕЛЯ
2.1 Поставка сварочных материалов
2.1.1 Сварочные материалы, поступающие от заводов-изготовителей, принимаются на хранение по партиям.
1 Каждая партия электродов должна состоять из электродов одной марки и одного диаметра. Все входящие в партию электроды должны быть изготовлены с использованием стержней из проволоки одной марки с постоянным составом покрытия из компонентов одних и тех же партий.
2 Каждая партия проволоки по ГОСТ 2246 должна состоять из проволоки одной марки, одной плавки, одного диаметра, одного назначения и одного вида поверхности.
Каждая партия порошковой проволоки по ГОСТ 26271 должна состоять из проволоки одной марки, одного диаметра и быть изготовленной из материалов одних партий.
3 Каждая партия флюса по ГОСТ 9087 должна состоять из флюса одной или нескольких плавок одной марки и оформляться одним документом о качестве.
4 Партией защитного газа допускается считать газ одного наименования, одной марки, одного сорта, поставляемого по одному стандарту:
а) партией газообразного или жидкого аргона согласно ГОСТ 10157 считается любое количество продукта, однородного по показателям качества и оформленного одним документом о качестве.
При поставке аргона в автореципиентах или транспортных цистернах партией считается каждая цистерна или каждый автореципиент;
б) партией газообразной или жидкой двуокиси углерода (углекислого газа) согласно ГОСТ 8050 считается любое количество однородной по показателям качества газообразной или жидкой двуокиси углерода, сопровождаемой одним документом о качестве.
При транспортировании двуокиси углерода в цистернах за партию принимают каждую цистерну;
в) партией газообразного кислорода согласно ГОСТ 5583 считают любое количество однородного по своим показателям качества продукта, оформленного одним документом о качестве, но не более сменной выработки; при транспортировании кислорода в автореципиентах или газификационных установках за партию принимают каждый автореципиент или газификационную установку;
г) партией растворенного ацетилена согласно ГОСТ 5457 считают любое количество однородного по своим качественным показателям ацетилена, полученного за один технологический цикл и сопровождаемого одним документом о качестве.
5 Каждая партия вольфрамовых электродов по ГОСТ 23949* должна состоять из электродов, изготовленных из шихты одного приготовления, и оформлена одним документом о качестве.
СВАРКА И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
Pipeline valves. Welding and quality control of welded joints. Technical requirements
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Акционерным обществом "Научно-производственная фирма "Центральное конструкторское бюро арматуростроения" (АО "НПФ "ЦКБА")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 259 "Трубопроводная арматура и сильфоны"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 сентября 2016 г. N 91-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
4 Приказом Федерального агентства по техническому регулированию и метрологии от 1 августа 2017 г. N 775-ст межгосударственный стандарт ГОСТ 33857-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
5 В настоящем стандарте реализованы основные положения СТ ЦКБА 025-2006 "Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования"
Настоящий стандарт распространяется на сварку узлов и конструкций трубопроводной арматуры из стали и железоникелевых сплавов для опасных производственных объектов (ОПО), атомных станций 4-го класса безопасности и других областей применения.
Стандарт устанавливает основные требования к сварочным материалам, подготовке кромок под сварку сборке, технологии сварки и термообработке сварных соединений, а также устанавливает методы, объем контроля и нормы оценки качества сварных соединений при проектировании, изготовлении и ремонте трубопроводной арматуры.
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений
ГОСТ 2.314-68 Единая система конструкторской документации. Указания на чертежах о маркировании и клеймении изделий
ГОСТ 12.1.005-88 Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.3.009-76 Работы погрузочно-разгрузочные Общие требования безопасности
ГОСТ 12.4.021-75 Системы вентиляционные. Общие требования
ГОСТ 2246-80* Проволока стальная сварочная
* Вероятно, ошибка оригинала. Следует читать: ГОСТ 2246-70. - Примечание изготовителя базы данных.
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 5264-70 Швы сварных соединений. Ручная дуговая сварка. Основные типы, конструктивные элементы и размеры*
* Вероятно, ошибка оригинала. Следует читать: ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. - Примечание изготовителя базы данных.
ГОСТ 6032-2003 Стали и сплавы коррозионно-стойкие. Методы испытания на стойкость против межкристаллитной коррозии
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 8713-79 Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы, конструктивные элементы и размеры
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами.
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы. Конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы. Конструктивные элементы и размеры
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 20295-85 Трубы стальные сварные для магистральных газонефтепроводов. Технические условия
ГОСТ 23055-78 Классификация сварных соединений по результатам радиографического контроля
ГОСТ 24856-2014 Арматура трубопроводная. Термины и определения
ГОСТ 33260-2015 Арматура трубопроводная. Металлы, применяемые в арматуростроении. Основные требования к выбору металлов
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Приложение 1 Технологическая карта сварки труб из полиэтилена встык нагретым инструментом (НИ-01-СК/СБ)
1 Область применения
2. Нормативные ссылки
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия
ГОСТ 32415-2013 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ Р 53652.3-2009 Трубы из термопластов. Метод определения свойств при растяжении. Часть 3. Трубы из полиолефинов
ГОСТ Р ИСО 12176-1-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
3. Подготовка сварочного производства
3.1. Требования к квалификации сварщиков
3.1.1. Сварщики и специалисты сварочного производства, выполняющие работы по сварке нагретым инструментом труб должны быть аттестованы в соответствии с ПБ 03-273-99 и РД 03-495-02 [3].
3.1.2. Сварку допускных стыков осуществляют в условиях, приближенных к производственным. Допускные образцы изготавливаются из отрезков полиэтиленовых труб длиной не менее 300 мм. Допускные образцы подвергают визуальному и измерительному контролю и испытанию на осевое растяжение.
3.2 Свариваемые материалы
3.2.2. Документ о качестве, сопровождающий каждую партию труб (деталей), содержит: наименование и (или) товарный знак предприятия-изготовителя; номер партии и дату изготовления; условное обозначение трубы (детали); размер партии в метрах (штуках); марку сырья; условия и сроки хранения; результаты испытаний или подтверждение о соответствии качества требованиям нормативной документации.
3.2.4 В случае неполноты приведённых данных в документе о качестве или при необходимости проверки качества труб из полиэтилена, при входном контроле проводят испытания на осевое растяжение. Контроль выполняют в аттестованной лаборатории.
3.3 Сварочное оборудование
3.3.1 Работы должны проводиться при температуре воздуха не ниже -10°С и не выше +35°С. При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала.
3.3.3 При подготовке сварочного оборудования подбираются зажимы и вкладыши, соответствующие диаметру свариваемых труб. Вкладыши зажимов должны быть чистыми, без сколов и заусенцев, которые могли бы повредить поверхность труб. Рабочие поверхности нагревателя и инструмента для обработки полиэтиленовых труб очищаются от пыли и остатков полиэтилена.
3.3.4 Работоспособность оборудования определяется при визуальной проверке комплектующих узлов сварочных машин, аппаратов, приспособлений и их контрольном включении. У сварочных машин стыковой сварки проверяют плавность перемещения подвижного зажима центратора и работу торцевателя. Особое внимание уделяется визуальной проверке изоляции электрических кабелей и заземлителей.
3.3.5 При сварке встык свободный конец трубы или плети закрывают инвентарными заглушками для предотвращения сквозняков внутри свариваемых труб.
3.3.6 Оборудование перед использованием должно быть проконтролировано на наличие паспорта завода-изготовителя, комплектность и исправность, и должно обеспечивать заданные режимы работы. Оборудование должно быть аттестовано согласно РД 03-614-03 [3].
3.4 Требования к организации сварочного производства
Организация, производитель сварочных работ, должна пройти процедуры проверки готовности на использование аттестованной сварочной технологии в соответствии с РД 03-615-03 [5].
4. Требования к сборке и сварке
4.1. Стыковая сварка рекомендуется для соединения между собой труб и соединительных деталей наружным диаметром более 50 мм и толщиной стенки более 4 мм.
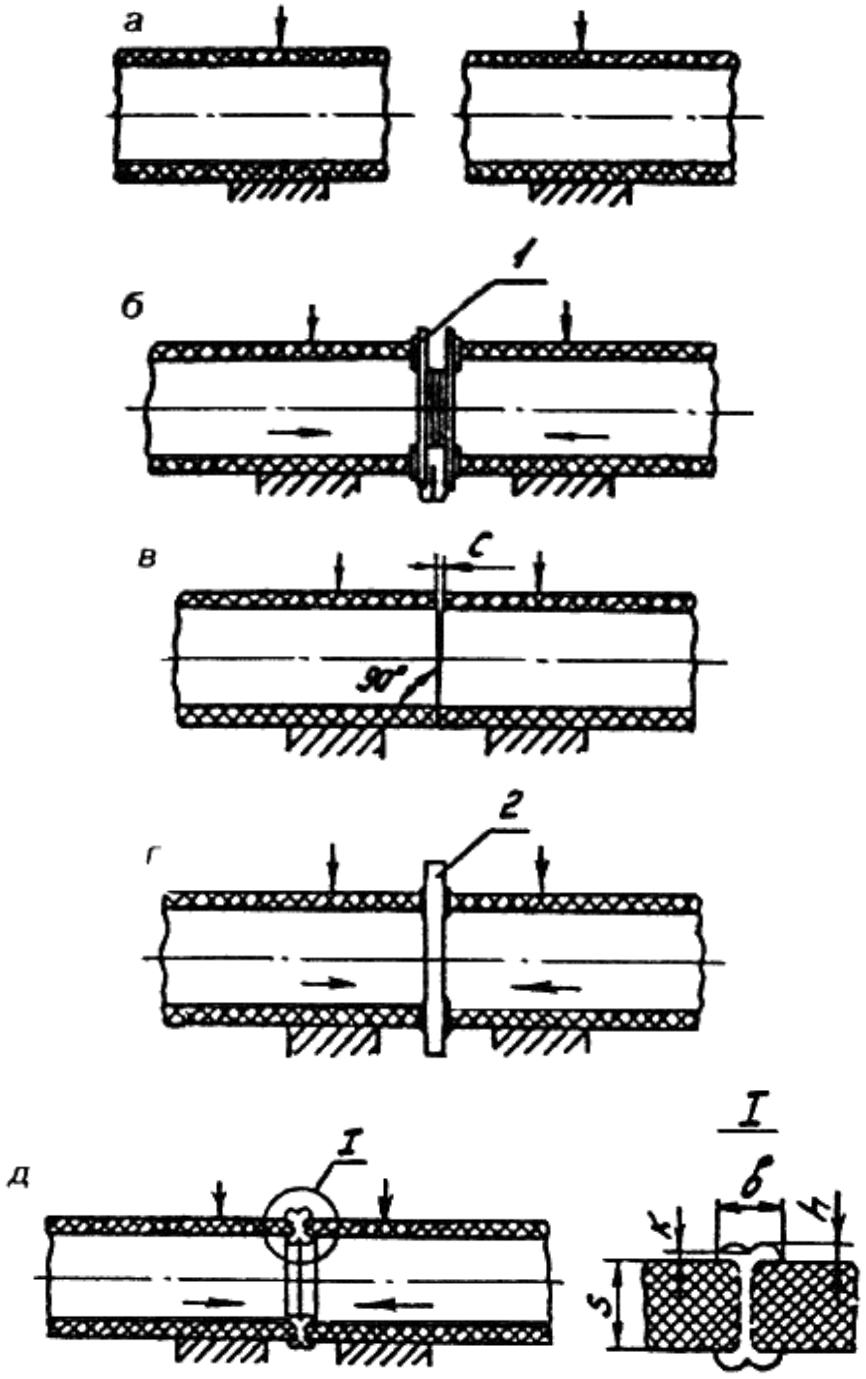 | |
| 866 × 1379 пикс. Открыть в новом окне | |
а - центровка и закрепление в зажимах сварочной машины концов свариваемых труб; б - механическая обработка торцов труб с помощью торцовки 1; в - проверка точности совпадения торцов по величине зазора с; г - нагрев и оплавление свариваемых поверхностей нагретым инструментом 2; д - осадка стыка
4.2. Основными параметрами при сварке нагретым инструментом встык являются температура нагретого инструмента (Тн) и величины давления (Роп, Рн и Рос) и времени (tоп, tн, tп, tд и tохл). Значение параметров принимается в соответствии с рекомендациями завода-изготовителя сварочного оборудования.
Прочность шва снижается как при понижении, так и при повышении температуры расплава, поэтому большинство опасных дефектов возникает именно при перегреве или недогреве торцов свариваемых труб.
Читайте также: