Нтд на сварку полиэтиленовых труб
Обновлено: 15.05.2024
Трубы и фитинги пластмассовые. Процедуры сварки нагретым инструментом встык полиэтиленовых (ПЭ) труб и фитингов, используемых для строительства газо- и водопроводных распределительных систем
ГОСТ Р 55276-2012 Трубы и фитинги пластмассовые. Процедуры сварки нагретым инструментом встык полиэтиленовых (ПЭ) труб и фитингов, используемых для строительства газо- и водопроводных распределительных систем
Категории ГОСТ Р 55276-2012 по ОКС:
23. Гидравлические и пневматические системы и компоненты общего назначения
23.040 Трубопроводы и их компоненты
23.040.45 Пластмассовые фитинги
23. Гидравлические и пневматические системы и компоненты общего назначения
23.040 Трубопроводы и их компоненты
23.040.20 Пластмассовые трубы
75. Добыча и переработка нефти, газа и смежные производства
75.200 Оборудование для переработки нефти, нефтяных продуктов и природного газа
93. Гражданское строительство
93.025 Наружные системы подачи воды
Статус документа: действует, введён в действие 01.01.2014
Название на английском языке: Plastics pipes and fittings. Butt fusion jointing procedures for polyethylene (PE) pipes and fittings used in the construction of gas and water distribution systems
Настоящий стандарт устанавливает общие принципы, касающиеся процедур сварки, используемых в строительстве, а также подходы к оценке качества сварки соединений нагретым инструментом встык, включая сварку фитингов (ИСО 8085-2) и труб, используемых в строительстве газопроводных (ИСО 4437) и водопроводных (ИСО 4427) распределительных систем, сваренных на оборудовании, которое соответствует ИСО 12176-1. Процедуры сварки должны соответствовать ИСО/TС 10839, национальным правилам или отраслевым руководящим документам. В частности, этот стандарт устанавливает ряд проверенных процедур сварки для труб и фитингов с толщиной стенки до 70 мм включительно. Стандарт принимает во внимание используемые материалы и компоненты, процедуры сварки, оборудование и оценки качества сварного соединения. Его можно применять в сочетании с соответствующими национальными нормами и стандартами
СОДЕРЖАНИЕ
1 Область применения
2 Нормативные ссылки
3 Термины и определения
4 Процесс сварки нагретым инструментом встык
5 Процедуры стыковой сварки
6 Контроль качества
Приложение А (справочное) Примеры процедур сварки при единственном низком давлении, сварки при двойном низком давлении, стыковой сварки при единственном высоком давлении
Приложение ДА (справочное) Процедура сварки заготовок из новых марок и композиций полиэтилена в неблагоприятных погодных условиях и неудобных условиях
Приложение ДБ (справочное) Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации
На сайте доступен для загрузки полный текст ГОСТ Р 55276-2012 со всеми таблицами и формулами в формате pdf.
Нтд на сварку полиэтиленовых труб
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем
СВАРКА НАГРЕТЫМ ИНСТРУМЕНТОМ ВСТЫК
Plastics pipes and fittings. Equipment for fusion jointing polyethylene systems. Part 1. Butt fusion
ОКС 75.200;
23.040.20;
Дата введения 2013-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э. Баумана" (ФГУ НУЦСК при МГТУ им.Н.Э. Баумана), Национальным Агентством контроля и сварки (НАКС), ЗАО "Полимергаз", ООО "ТЭП" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
4 Настоящий стандарт идентичен международному стандарту ИСО 12176-1:2006* "Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык" (ISO 12176-1:2006 "Plastics pipes and fittings - Equipment for fusion jointing polyethylene systems - Part 1: Butt fusion", IDT).
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Октябрь 2019 г.
Введение
ИСО (Международная организация по стандартизации) является всемирной федерацией национальных органов по стандартизации (членов ИСО). Работа по подготовке международных стандартов обычно осуществляется через технические комитеты ИСО. Каждый член организации, заинтересованный в деятельности, для которой технический комитет был создан, имеет право быть представленным в этом комитете. Международные правительственные и неправительственные организации, имеющие связи с ИСО, также принимают участие в этой работе. ИСО тесно сотрудничает с Международной электротехнической комиссией (МЭК) по всем вопросам стандартизации в области электротехники.
Международные стандарты разрабатываются в соответствии с правилами, приведенными в Директивах ИСО/МЭК, часть 2.
ИСО 12176-1 был подготовлен Техническим комитетом ИСО/ТК 138 "Трубы, фитинги и клапаны пластмассовые для транспорта жидкостей", Подкомитетом ПК 4 "Трубы и фитинги пластмассовые для поставки газообразных топлив".
ИСО 12176 состоит из следующих частей под общим названием "Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем":
- часть 1. Сварка нагретым инструментом встык;
- часть 2. Сварка с закладными нагревателями;
- часть 3. Идентификация оператора;
- часть 4. Кодирование трассируемости.
1 Область применения
Настоящий стандарт устанавливает основные характеристики и требования к эксплуатации оборудования для сварки нагретым инструментом встык полиэтиленовых трубных систем с использованием электрических нагревательных инструментов (далее - оборудование).
Для сварки труб и фитингов, предназначенных для транспортирования газа согласно ИСО 4437 и ИСО 8085-2 или транспортирования воды согласно ИСО 4427-2 и ИСО 4427-3, применяют оборудование с ручным и механическим приводом.
Оборудование для сварки предназначено работать в температурном диапазоне от минус 10°С до плюс 40°С. Применение оборудования за пределами этого диапазона должно согласовываться между пользователем оборудования и его поставщиком.
Оборудование для сварки с автоматическим управлением должно отвечать дополнительным требованиям, приведенным в приложении А.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты:
ISO 4287, Geometrical product specifications (GPS) - Surface texture - Profile method - Terms, definitions and surface texture parameters [Геометрические характеристики изделий (GPS). Структура поверхности. Профильный метод. Термины, определения и параметры структуры поверхности]
ISO 4427-2:2019, Plastics piping systems - Polyethylene (PE) pipes and fitting for water supply - Part 2: Pipes [Системы трубопроводные пластмассовые. Трубы и фитинги для водоснабжения полиэтиленовые (ПЭ). Часть 2. Трубы]
ISO 4427-3, Plastics piping systems - Polyethylene (PE) pipes and fitting for water supply - Part 3: Fittings [Системы трубопроводные пластмассовые. Трубы и фитинги для водоснабжения полиэтиленовые (ПЭ). Часть 3. Фитинги]
ISO 4437, Buried polyethylene (PE) pipes for the supply of gaseous fuels - Metric series - Specifications [Трубы полиэтиленовые (ПЭ) для подземных газопроводов. Метрическая серия. Технические условия]
Заменен на ISO 4437-1:2014, ISO 4437-2:2014, ISO 4437-3:2014, ISO 4437-4:2014, ISO 4437-5:2014.
ISO 8085-2, Polyethylene fittings for use with polyethylene pipes for the supply of gaseous fuels - Metric series - Specifications - Part 2: Spigot fittings for butt fusion, for socket fusion using heated tools and for use with electrofusion fittings (Фитинги полиэтиленовые для полиэтиленовых труб, используемых для транспорта газообразного топлива. Метрическая серия. Технические условия. Часть 2. Фитинги нагревательные сердечник/муфта и муфты с закладными нагревателями)
ISO 11414, Plastics pipes and fittings - Preparation of polyethylene (PE) pipe/fitting test piece assemblies by butt fusion [Трубы и фитинги пластмассовые. Изготовление полиэтиленовых (ПЭ) испытательных сборок труба/труба или труба/фитинг методом сварки встык]
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 центратор: Конструкция, состоящая из двух или более направляющих и зажимов трубы.
Примечание - Обеспечивает соосность труб и/или фитингов, параллельность их торцов в процессе сварки.
3.2 сопротивление трению оборудования для сварки встык: Сила, необходимая для преодоления трения во всем механизме.
Примечание - См. раздел 6.1.
3.3 пиковое сопротивление: Сила трения в точке начала движения.
3.4 динамическое сопротивление: Сила трения во время движения.
3.5 номинальный наружный диаметр : Обозначение размера, которое является общим для всех элементов трубопровода из термопластов, кроме фланцевых и резьбовых соединений.
Примечание - Номинальный наружный диаметр представляет собой целое число, удобное для ссылок [1].
3.6 номинальная толщина стенки , мм: Условный размер, соответствующий минимальной допустимой толщине стенки трубы в любой точке ее поперечного сечения.
3.7 компенсация сопротивления: Способность оборудования преодолевать сопротивление перемещению подвижных зажимов в целях достижения и поддержания требуемых параметров сварки.
4 Конструктивные исполнения
Согласно настоящему стандарту оборудование может иметь различные конфигурации, включающие такие системы, как:
- система механического привода;
- гидравлическая приводная система с ручным насосом;
- полуавтоматическая, питающаяся от внешнего источника энергии, система привода (с ручным заданием давления);
- полуавтоматическая система, включающая устройство для контроля и регистрации параметров сварки;
- автоматическая система, управляющая процессом и регистрирующая параметры сварки.
Оборудование проектируют для определенных диапазонов диаметров, стандартных размерных отношений SDR и циклов сварки.
Каждый компонент оборудования должен соответствовать основным требованиям безопасности.
Оборудование, регистрирующее данные по сварке, должно иметь возможность передавать их для дальнейшего использования.
5 Центратор и зажимы
5.1 Общая информация
Оборудование, по возможности, не должно требовать технического обслуживания.
Центратор должен обеспечивать жесткость и устойчивость конструкции при минимальном весе.
Оборудование для сварки встык должно быть надежным при работе в полевых условиях.
Центратор должен обеспечивать возможность выравнивания и перемещения труб и/или фитингов относительно друг друга.
Оборудование должно включать в себя подставку для нагревателя и торцевателя, которая не должна мешать перемещению нагревателя в процессе нагрева.
Оборудование должно обеспечивать сварку труб и фитингов с предельными отклонениями их размеров.
У оборудования, предназначенного для работы в узких траншеях, конструкция зажимов должна позволять извлекать его из траншеи после сварки без повреждения трубы.
Центратор должен иметь минимум два зажима, один неподвижный, а другой подвижный для установки трубы во время сварочного цикла. Конструкция этих зажимов должна позволять быстро устанавливать и удалять трубы.
Зажимы должны охватывать окружность труб и фитингов и иметь такую конструкцию и размеры, чтобы избежать повреждения поверхностей трубы или фитинга.
В целях безопасности желательно, чтобы зажимные губки были сконструированы так, чтобы они не могли сблизиться на расстояние менее установленного нормами.
Смена частей оборудования для установки труб разного диаметра не должна требовать настройки соосности этих частей.
Зажимы и/или вкладыши для каждого размера трубы, по возможности, должны быть взаимозаменяемы для оборудования, изготовленного одним производителем.
Максимальное количество сменных зажимных вкладышей должно равняться трем у оборудования для труб диаметром до 400 мм включительно и четырем - у оборудования для труб диаметром больше 400 мм.
К оборудованию должна быть приложена инструкция по эксплуатации.
5.2 Направляющие элементы
5.2.1 Общая информация
Скользящие поверхности направляющих элементов должны быть защищены от коррозии, например, хромированием.
Конструкция оборудования должна позволять удалять нагреватель, а концы труб после нагрева сводить в течение максимального времени, указанного в таблице 1.
ГОСТ Р ИСО 12176-2-2011
Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем
СВАРКА С ЗАКЛАДНЫМИ НАГРЕВАТЕЛЯМИ
Plastics pipes and fittings. Equipment for fusion jointing polyethylene systems. Part 2. Electrofusion
1 ПОДГОТОВЛЕН Федеральным государственным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им. Н.Э. Баумана" (ФГУ НУЦСК при МГТУ им. Н.Э. Баумана), Национальным агентством контроля и сварки (НАКС), ЗАО "Полимергаз", ООО "ТЭП" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
4 Настоящий стандарт идентичен международному стандарту ИСО 12176-2:2008* "Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 2. Сварка электроплавлением" (ISO 12176-2:2008 "Plastics pipes and fittings - Equipment for fusion jointing polyethylene systems - Part 2: Electrofusion", IDT).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
ИСО (Международная организация по стандартизации) является всемирной федерацией национальных органов по стандартизации (членов ИСО). Работа по подготовке международных стандартов обычно осуществляется через технические комитеты ИСО. Каждый член организации, заинтересованный в деятельности, для которой технический комитет был создан, имеет право быть представленным в этом комитете. Международные организации, правительственные и неправительственные, имеющие связи с ИСО, также принимают участие в этой работе. ИСО тесно сотрудничает с Международной электротехнической комиссией (МЭК) по всем вопросам стандартизации в области электротехники.
ИСО 12176-2 был подготовлен Техническим комитетом ИСО/ТК 138 "Трубы, фитинги и клапаны пластмассовые для транспорта жидкостей", Подкомитетом ПК 4 "Трубы и фитинги пластмассовые для поставки газообразных топлив".
Настоящий стандарт определяет эксплуатационные требования к аппаратам для сварки (далее - аппараты) полиэтиленовых труб (ПЭ) с помощью полиэтиленовых фитингов с закладными нагревателями. Трубы предназначены для транспорта газообразных топлив, а также других жидкостей.
Аппараты подразделяются по входному напряжению на три класса: SVLV [безопасное очень низкое напряжение (до 50 В)], LV [низкое напряжение (от 50 до 250 В)] и HV [высокое напряжение (от 250 до 400 В)].
Настоящий стандарт применяется к аппаратам, предназначенным для работы при нормальных условиях окружающей среды в температурном диапазоне от минус 10°С до плюс 40°С. Применение аппаратов за пределами данного диапазона должно согласовываться между покупателем и производителем.
Настоящий стандарт применяется к аппаратам с регулировкой тока или напряжения для систем фитингов на базе стандартной технологии нагрева проводника с активным сопротивлением.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ISO 13950, Plastic pipes and fittings - Automatic recognition systems for electrofusion joints (Трубы и фитинги пластмассовые. Системы автоматического распознавания соединений, выполненных с помощью фитингов с закладными нагревателями)
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
IEC 60335-1, Household and similar electrical appliances - Safety - Part 1: General requirements (Приборы электрические бытового и аналогичного назначения. Безопасность. Часть 1. Общие требования)
IEC 60335-2-45, Household and similar electrical appliances - Safety - Part 2-45: Particular requirements for portable heating tools and similar appliances (Приборы электрические бытового и аналогичного назначения. Безопасность. Часть 2-45. Особые требования к переносным нагревательным инструментам и аналогичным приборам)
IEC 60529, Degrees of protection provided by enclosures (IP Code) [Степени защиты, обеспечиваемые корпусами (IP Код)]
3.1 оператор: Компетентное лицо, уполномоченное на проведение сварки полиэтиленовых труб деталями с закладными нагревателями.
3.2 сварочный аппарат: Аппарат, выдающий выходные параметры сварки по напряжению или току и времени или энергии, необходимые для выполнения цикла сварки в режимах, установленных производителем электросварного фитинга.
Примечание - Сварочные аппараты классифицируются в зависимости от электрических характеристик и характеристик процесса. Различные типы аппаратов приведены в 3.2.1-3.2.5.
3.2.1 аппарат с предварительно установленными параметрами: Аппарат, обеспечивающий ступенчатую выходную мощность, предварительно установленную производителем, которая генерируется на одном или нескольких выбираемых уровнях напряжения или тока, энергии или времени.
3.2.2 аппарат c изменяемыми параметрами: Аппарат, обеспечивающий ступенчатую выходную мощность, генерируемую исходя из изменяемых параметров, получаемых от внешнего источника.
Пример - Штрих-код, магнитная карта.
3.2.3 многорежимный аппарат: Аппарат, обеспечивающий ступенчатую выходную мощность, генерируемую на нескольких уровнях напряжения и тока, и обеспечивающий необходимую входную энергию фитингам разных производителей в рамках спецификации каждой системы, используя при этом по крайней мере одну предварительно установленную систему в сочетании с системой изменяемых параметров.
3.2.4 многоцелевой аппарат: Аппарат, обеспечивающий ступенчатую или непрерывную выходную мощность, генерируемую на нескольких уровнях либо напряжения, либо тока.
3.2.5 универсальный аппарат: Аппарат, обеспечивающий ступенчатую или непрерывную выходную мощность, генерируемую на нескольких уровнях напряжения и тока, исходя из системы изменяемых параметров.
3.3 аппарат с восстанавливаемыми данными: Любой из аппаратов (3.2), позволяющий сохранять текущие данные о сварке и считывать их.
3.4 автоматический аппарат: Любой из аппаратов (3.2) с автоматическим вводом данных или автоматическим управлением циклом сварки, когда оператор (3.1) не может изменить параметры сварки.
3.5 цикл сварки : Фиксированный период времени, состоящий из периода загрузки и периода разгрузки , т.е. полное время 3.6 рабочий цикл : Соотношение между временем цикла сварки и временем , при котором подается выходная мощность, выраженное в процентах, т.е.3.7 выходное напряжение: Выходное напряжение, выраженное как среднеквадратичное (RMS) значение (не пиковое значение).
3.8 номинальное выходное напряжение: Значение выходного напряжения, равное 75% максимального выходного напряжения сварочного аппарата.
3.9 плавный старт: Ступенчатое повышение напряжения за определенный период времени.
4 Обозначение аппаратов различных типов
Буквенные коды для обозначения типов аппаратов приведены в таблице 1.
Таблица 1 - Буквенные коды для обозначения типов аппаратов
Аппарат с предварительно установленными параметрами (3.2.1)
Пятая буква: F (см. A.2.1)
Аппарат с изменяемыми параметрами (3.2.2)
Пятая буква: V (см. A.2.1)
Многорежимный аппарат (3.2.3)
Многоцелевой аппарат (3.2.4)
Универсальный аппарат (3.2.5)
Третья буква: W (см. A.1.3)
Пятая буква: V (см. A.2.1)
Шестая буква: А (см. А.2.2)
5 Конструктивные требования
5.1 Общая информация
Аппарат может представлять собой одно устройство или комбинацию нескольких отдельных устройств. При этом панель управления и система регулирования могут быть объединены в одном устройстве.
В случае подключения аппарата к генератору производитель должен определить требования к входной мощности.
Переносной аппарат с рамой (если она входит в комплект поставки) и любым входным кабелем длиной 3 м включительно не должен быть тяжелее 35 кг.
Должна быть исключена возможность запуска сварочного цикла, если введенные параметры сварки выходят за рамки их спецификации для аппарата.
Приложение 1 Технологическая карта сварки труб из полиэтилена встык нагретым инструментом (НИ-01-СК/СБ)
1 Область применения
2. Нормативные ссылки
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия
ГОСТ 32415-2013 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ Р 53652.3-2009 Трубы из термопластов. Метод определения свойств при растяжении. Часть 3. Трубы из полиолефинов
ГОСТ Р ИСО 12176-1-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
3. Подготовка сварочного производства
3.1. Требования к квалификации сварщиков
3.1.1. Сварщики и специалисты сварочного производства, выполняющие работы по сварке нагретым инструментом труб должны быть аттестованы в соответствии с ПБ 03-273-99 и РД 03-495-02 [3].
3.1.2. Сварку допускных стыков осуществляют в условиях, приближенных к производственным. Допускные образцы изготавливаются из отрезков полиэтиленовых труб длиной не менее 300 мм. Допускные образцы подвергают визуальному и измерительному контролю и испытанию на осевое растяжение.
3.2 Свариваемые материалы
3.2.2. Документ о качестве, сопровождающий каждую партию труб (деталей), содержит: наименование и (или) товарный знак предприятия-изготовителя; номер партии и дату изготовления; условное обозначение трубы (детали); размер партии в метрах (штуках); марку сырья; условия и сроки хранения; результаты испытаний или подтверждение о соответствии качества требованиям нормативной документации.
3.2.4 В случае неполноты приведённых данных в документе о качестве или при необходимости проверки качества труб из полиэтилена, при входном контроле проводят испытания на осевое растяжение. Контроль выполняют в аттестованной лаборатории.
3.3 Сварочное оборудование
3.3.1 Работы должны проводиться при температуре воздуха не ниже -10°С и не выше +35°С. При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала.
3.3.3 При подготовке сварочного оборудования подбираются зажимы и вкладыши, соответствующие диаметру свариваемых труб. Вкладыши зажимов должны быть чистыми, без сколов и заусенцев, которые могли бы повредить поверхность труб. Рабочие поверхности нагревателя и инструмента для обработки полиэтиленовых труб очищаются от пыли и остатков полиэтилена.
3.3.4 Работоспособность оборудования определяется при визуальной проверке комплектующих узлов сварочных машин, аппаратов, приспособлений и их контрольном включении. У сварочных машин стыковой сварки проверяют плавность перемещения подвижного зажима центратора и работу торцевателя. Особое внимание уделяется визуальной проверке изоляции электрических кабелей и заземлителей.
3.3.5 При сварке встык свободный конец трубы или плети закрывают инвентарными заглушками для предотвращения сквозняков внутри свариваемых труб.
3.3.6 Оборудование перед использованием должно быть проконтролировано на наличие паспорта завода-изготовителя, комплектность и исправность, и должно обеспечивать заданные режимы работы. Оборудование должно быть аттестовано согласно РД 03-614-03 [3].
3.4 Требования к организации сварочного производства
Организация, производитель сварочных работ, должна пройти процедуры проверки готовности на использование аттестованной сварочной технологии в соответствии с РД 03-615-03 [5].
4. Требования к сборке и сварке
4.1. Стыковая сварка рекомендуется для соединения между собой труб и соединительных деталей наружным диаметром более 50 мм и толщиной стенки более 4 мм.
 | |
| 866 × 1379 пикс. Открыть в новом окне | |
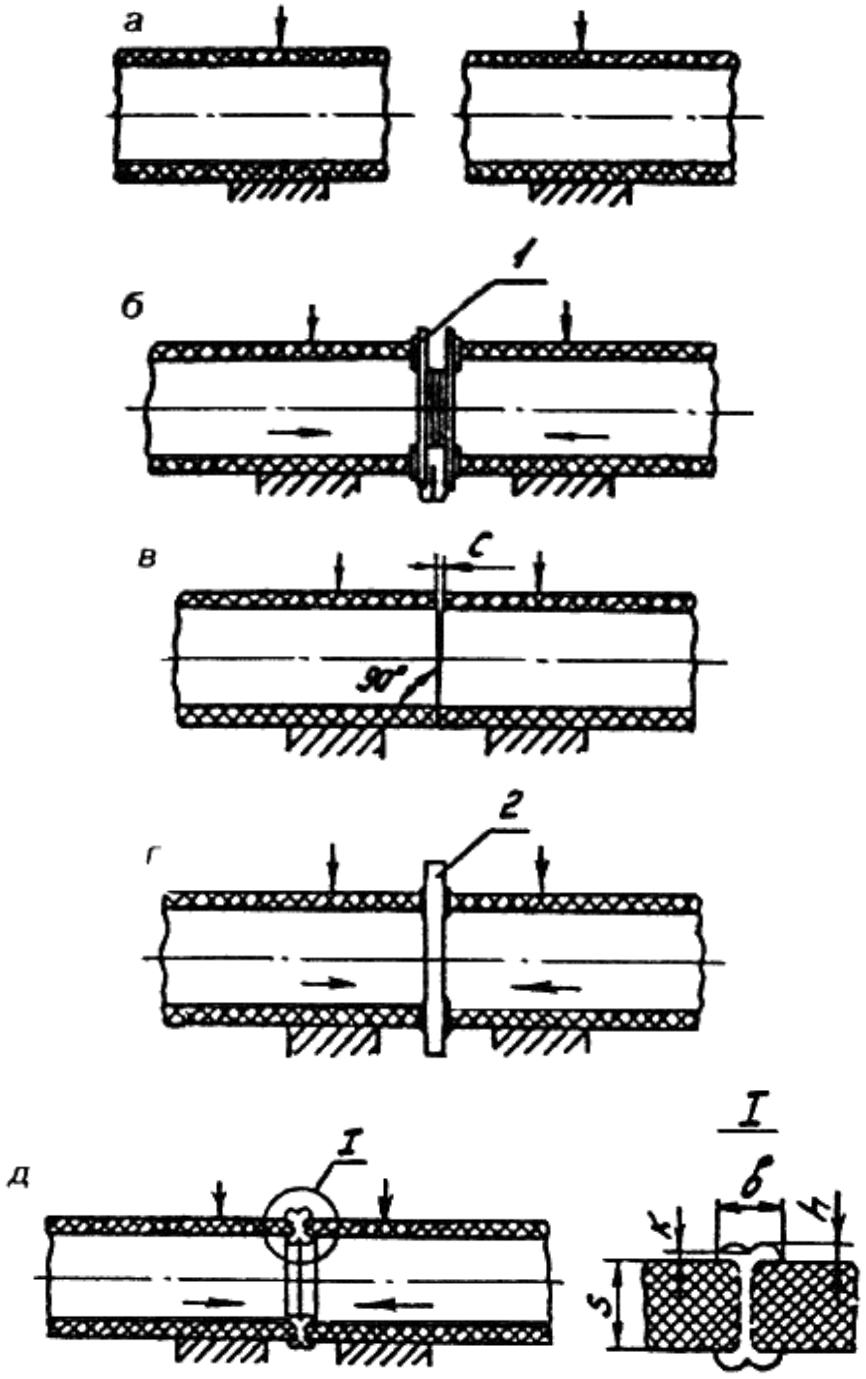
а - центровка и закрепление в зажимах сварочной машины концов свариваемых труб; б - механическая обработка торцов труб с помощью торцовки 1; в - проверка точности совпадения торцов по величине зазора с; г - нагрев и оплавление свариваемых поверхностей нагретым инструментом 2; д - осадка стыка
4.2. Основными параметрами при сварке нагретым инструментом встык являются температура нагретого инструмента (Тн) и величины давления (Роп, Рн и Рос) и времени (tоп, tн, tп, tд и tохл). Значение параметров принимается в соответствии с рекомендациями завода-изготовителя сварочного оборудования.
Прочность шва снижается как при понижении, так и при повышении температуры расплава, поэтому большинство опасных дефектов возникает именно при перегреве или недогреве торцов свариваемых труб.
Читайте также: