Нужно ли снимать фаску при сварке труб
Обновлено: 04.10.2024
очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
При стыковой сварке оплавлением следует дополнительно зачищать торец трубы и пояс под контактные башмаки сварочной машины.
4.2. Допускается правка плавных вмятин на торцах труб глубиной до 3,5 % диаметра труб и деформированных концов труб безударными разжимными устройствами. При этом на трубах из сталей с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) допускается правка вмятин и деформированных концов труб при положительных температурах без подогрева. При отрицательных температурах окружающего воздуха необходим подогрев на 100—150°С. На трубах из сталей с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более — с местным подогревом на 150—200° С при любых температурах окружающего воздуха.
Участки и торцы труб с вмятиной глубиной более 3,5 % диаметра трубы или имеющие надрывы необходимо вырезать.
Допускается ремонт сваркой забоин и задиров фасок глубиной до 5 мм.
Концы труб с забоинами и задирами фасок глубиной более 5 мм следует обрезать.
4.3. Сборка труб диаметром 500 мм и более должна производиться на внутренних центраторах. Трубы меньшего диаметра можно собирать с использованием внутренних или наружных центраторов. Независимо от диаметра труб сборка захлестов и других стыков, где применение внутренних центраторов невозможно производится с применением наружных центраторов.
4.4. При сборке труб с одинаковой нормативной толщиной стенки смещение кромок допускается на величину до 20 % толщины стенки трубы, но не более 3 мм при дуговых методах сварки и не более 2 мм при стыковой сварке оплавлением.
4.5. Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра или труб с деталями (тройниками, переходами, днищами, отводами) допускается при следующих условиях:
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых 12 мм и менее) не превышает 2,5 мм;
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых более 12 мм) не превышает 3 мм.
Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или трубами с дeтaлями переходников или вставок промежуточной толщины, длина которых должна быть не менее 250 мм.
При разнотолщинности до 1,5 толщины допускается непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали. Конструктивные размеры разделки кромок и сварных швов должны соответствовать указанным на рис. 1.
Смещение кромок при сварке разностенных труб, измеряемое по наружной поверхности, не должно превышать допусков, установленных требованиями п. 4.4 настоящего раздела.
Подварка изнутри корня шва разностенных труб диаметром 1000 мм и более по всему периметру стыка обязательна, при этом должен быть очищен подварочный слой от шлака, собраны и удалены из трубы огарки электродов и шлак.
Рис. 1. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб (до 1,5 толщины стенки)
4.6. Каждый стык должен иметь клеймо сварщика или бригады сварщиков, выполняющих сварку. На стыки труб из стали с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) клейма должны наноситься механическим способом или наплавкой. Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более маркируются несмываемой краской снаружи трубы.
Клейма наносятся на расстоянии 100—150 мм от стыка в верхней полуокружности трубы.
4.7. Приварка каких-либо элементов, кроме катодных выводов, в местах расположения поперечных кольцевых, спиральных и продольных заводских сварных швов, не допускается. В случае если проектом предусмотрена приварка элементов к телу трубы, то расстояние между швами трубопровода и швом привариваемого элемента должно быть не менее 100 мм.
4.8. Непосредственное соединение труб с запорной и распределительной арматурой разрешается при условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщины стенки стыкуемой с ней трубы в случае специальной подготовки кромок патрубка арматуры в заводских условиях согласно рис. 2.
Во всех случаях, когда специальная разделка кромок патрубка арматуры выполнена не в заводских условиях, а также когда толщина свариваемой кромки патрубка арматуры превышает 1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем вварки между стыкуемой трубой и арматурой специального переходника или переходного кольца.
Рис. 2. Подготовка промок патрубков арматуры при непосредственном соединении их с трубами
4.9. При сварке трубопровода в нитку сварные стыки должны быть привязаны к пикетам трассы и зафиксированы в исполнительной документации.
4.10. При перерыве в работе более 2 ч концы свариваемого участка трубопровода следует закрыть инвентарными заглушками для предотвращения попадания внутрь трубы снега, грязи и т. п.
4.11. Кольцевые стыки стальных магистральных трубопроводов могут свариваться дуговыми методами сварки или стыковой сваркой оплавлением.
4.12. Допускается выполнение сварочных работ при температуре воздуха до минус 50°С.
При ветре свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инвентарных укрытий запрещается.
4.13. Монтаж трубопроводов следует выполнять только на монтажных опорах. Применение грунтовых и снежных призм для монтажа трубопровода не допускается.
4.14. К прихватке и сварке магистральных трубопроводов допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков Госгортехнадзора России, имеющие удостоверения и выдержавшие испытания, регламентируемые требованиями пп. 4.16—4.23 настоящего раздела.
4.15. Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается.
4.16. При производстве сварочных работ каждый сварщик (бригада или звено сварщиков в случае сварки стыка бригадой или звеном) должен (должны) сварить допускной стык для труб диаметром до 1000 мм или половину стыка для труб диаметром 1000 мм и более в условиях, тождественных с условиями сварки на трассе, если:
он (они) впервые приступил(и) к сварке магистрального трубопровода или имел(и) перерыв в своей работе более трех месяцев;
сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования;
изменился диаметр труб под сварку (переход от одной группы диаметров к другой — см. а - в на рис. 3);
изменена форма разделки торцов труб под сварку.
Рис. 3. Схема вырезки образцов для механических испытаний
а - трубы диаметром до 400 мм включительно; б — трубы диаметром от 400 мм до 1000 мм; в — трубы диаметром 1000 мм и более; 1 —образец для испытания на растяжение (ГОСТ 6996-66, тип XII или XIII); 2 — образец на изгиб корнем шва наружу (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро; 3 — образец на изгиб корнем шва внутрь (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро
4.17. Допускной стык подвергается:
визуальному осмотру и обмеру, при котором сварной шов должен удовлетворять требованиям пп. 4.26; 4.27 настоящего раздела;
радиографическому контролю в соответствии с требованиями п.4.28 настоящего раздела;
механическим испытаниям образцов, вырезанных из сварного соединения в соответствии с требованиями п. 4.19 настоящего раздела.
4.18. Если стык по визуальному осмотру и обмеру или при радиографическим контроле не удовлетворяет требованиям пп.4.26,4.27, 4.32 настоящего раздела, то производится сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков бригада или отдельный сварщик признаются не выдержавшими испытание.
4.19. Механическими испытаниями предусматривается проверка образцов на растяжение и изгиб, вырезанных из сварных соединений. Схема вырезки и необходимое количество образцов для различных видов механических испытаний должны соответствовать указанным на рис. 3 и в табл. 3.
Разделка труб под сварку
Перед тем, как выполнять любую сварку деталей, необходимо правильно обработать их и придать краям нужную форму. Эту процедуру обычно называют «разделка». В данной статье мы постараемся рассказать все о разделке труб под сварку и не только.
Зачастую разделка выполняется на заготовках толщины больше средней. Для чего это нужно:
- Чтобы мастеру было удобно добраться своими инструментами к зоне выполнения шва;
- Выполнить высококачественную сварку по всей толщи свариваемых деталей.
Когда выполняется операция по разделке кромок труб под сварку, автоматически увеличивается область шва, а, следовательно, и количество расходуемого сырья. Самый малый расход материалов получается, когда разделка не осуществляется совсем. Сваривают детали без подготовки. Если толщина заготовки малая, то выполняется отбортовка.
Зачистка торцов труб перед подготовкой
Прежде чем начать подготовку труб, обязательно необходимо выполнить зачистку торцов. Обычно выполняется в 2 стадии:
- Механическая зачистка – первый этап, с помощью которого удаляется грязь, коррозия и всевозможные загрязнения. Такой вид зачистки проводится с помощью проволочных щеток-насадок или абразивных кругов, имеющих различные формы и зернистость. Маленькие элементы можно зачищать вручную, а вот для больших уже применяются угловые шлифовальные машины, или другими словами «болгарка».
- Химическая зачистка – второй этап, который используется, чтобы обезжирить зону шва и удалить из нее оставшиеся загрязнения, не поддавшиеся механической очистке. Для нее применяются растворители.

Если не выполнять очистку деталей перед сварочными работами, то вся грязь, оставшаяся в области шва, значительно сократят срок эксплуатации деталей: прочность и время эксплуатации будут под вопросом.
По завершению очистки металла, переходят непосредственно к разделке труб под сварку. Ее выполняют для освобождения места под инструмент для дальнейших работ, то есть увеличивается геометрия стыковки с одной или даже с двух сторон. Такая процедура важна, когда стены конструкции, с которыми работаем мастер, толстые, где необходимо проваривать по несколько раз. Основная задача разделки кромки труб под сварку – обеспечить полное и глубокое сваривание по длине шва.
Верное и тщательное приготовление заготовки – залог качества, ведь тем самым уменьшается риск дефектов, не создаются пустоты и не нарушается однородность материала в зоне шва.
Как подготовить изделие перед разделкой кромки под сварку
Подготовительные работы можно разделить на несколько видов:
- Ручная> – такой способ правки используется для присоединения плит с использованием молотка.
- Механическая – данный вид подготовки используется для устранения складок, неровностей и коробления (искажения формы) при помощи прокатки на правильных вальцах.
- Разметка – применяется при ремонте, для исправления криволинейных швов, когда необходимо просверлить отверстия.
- Термическая – используется для повышения эластичности и урегулирования внутреннего строения металла, для чего металлические изделия заблаговременно подогревают.

Также важно подготовить саму кромку. Подготовка различается:
- С разделкой: снимается фаска одной стороны, если нужно, то и с другой, зачастую с обоих изделий. Или же делают угловое скашивание.
- Разделка отсутствует: для этого необходимо хорошо зачистить поверхность и уложить на нужной дистанции.
- Отбортовка: сглаживаются заостренные бока.
Когда весь комплекс работ по подготовке проведен, переходят, непосредственно, к самой разделке кромки труб перед сваркой. Можно выделить одностороннюю разделку труб под сварку и двухстороннюю (так как скосы более сложной формы необходимо заваривать как с лицевой, так и изнаночной стороны детали).
Формы разделки кромок под ручную дуговую сварку
Рассмотрим различные виды скосов краев заготовок. Каждая форма используется при работе с конкретными деталями и при индивидуальных показаниях к сварочному соединению и различаются толщью, свойствами металла и методом сварки.
V-образная
Достаточно распространенный вид разделки кромки трубы под сварку — это прямолинейный скос с одной стороны. Такая разделка используется в работе с металлом в форме листов толщиной от 3 до 26 мм и подразумевает симметричный скос кромки либо у 1й, либо у 2х деталей. Угол разделки кромки под сварку:
- Односторонний – 50 градусов;
- двухсторонний – 60.

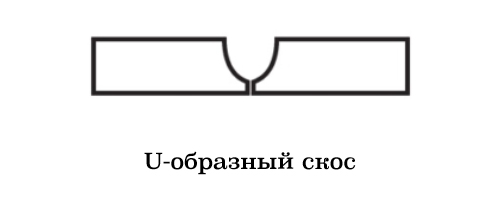
U-образная
Разделка не для новичков – это достаточно сложная форма. Края заготовки подлежат разделке либо с одной, либо с 2х сторон. Данный криволинейный скос используется при сваривании металла толщиной 20 – 60 мм и считается экономным в расходуемых материалах, а именно электродов. Также бонусом выступает быстрый провар шва. В результате образовывается идеальный валик.
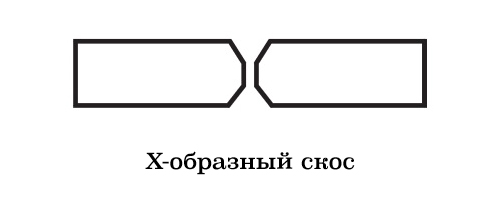
X-образная
Прямолинейный скос 2-ух кромок с двух сторон, похож на V-образную разделку, но только шов проваривается по всей глубине. Получившийся шов может работать под большими нагрузками. Заготовка должна быть в толщь 12 — 60 миллиметров, а угол разделки кромки под сварку — 60 градусов (в некоторых случаях – 45).
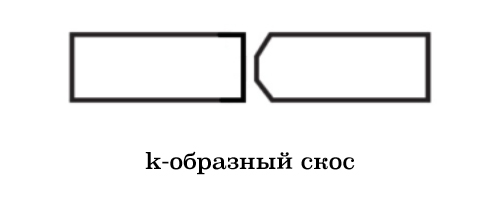
K-образная
Двусторонний скос 2х краев, который практически повторяет X-образный, но процедуру проводят лишь с одной заготовкой.
- Односторонняя разделка кромки используется для угловых и стыковых швов (V или U-образная);
- Двухсторонняя используется для стыковых швов, когда изделие проваривается по всей поверхности (X или K-образная).
Угол разделки кромки под сварку подбирается в зависимости от сварочного инструмента:
- Электродуговой сварки – в пределах 30 – 35 градусов;
- Для оборудования с газовой сваркой рекомендуется использовать угол наклона 45 градусов.
Важно, чтобы скосы не кончались острыми краями, т.к. может возникнуть риск непроваров в некоторых отдельных местах. А на концах кромки (ориентировочно 2-3 мм) необходимо формировать притупление.
Способы обработки кромок под сварку
Существует несколько способов как обработать кромку детали:
- Ручной – для этого используют такие инструменты, как зубило, наждачная бумага или напильник;
- Механический – различаются по типу используемого оборудования: 1) при помощи токарного или расточного станка деталь обтачивают на оси, которая вращается; 2) другие заготовки обрабатывают на фрезерных, шлифовальных, строгальных и других машинах; 3) фрезерные или универсальные станки используются для обработки криволинейных краев.
- Термический – 1) при помощи газового резака, которая переходит в ручную сварку; 2) плазмотроном – одна из самых точный обработок.
Разделка кромок под сварку гост
Подготовка элементов к сварочным работам может различаться и зависеть от типа соединения и толщины металла, упорядоченных системой ГОСТ.
Разделка кромок труб под сварку – ГОСТ 16037-80, а также подходит для соединений из такого материала, как сталь. Стоит учитывать специфику соединяемых элементов и видом соединений:
- Свойства конструкций труб;
- Размеры, т.е. толщина и диаметр трубы;
- Соединение.
Все условия, прописанные в межгосударственном стандарте для разделки труб под сварку 16037-80 обязательно нужно соблюдать для выполнения качественной сварки.
Важно правильно очистить и обезжирить поверхность кромок труб, которые будут подвергаться сварке.
Перед электродуговой сваркой с использованием газов, кромка детали обрабатывается вручную, термическим или механическим способом. Для лазерной необходимо тщательно очищать металл, протравляя края дальнейших швов, промыв и осушив их.
Острые края на скосах заготовки должны быть скруглены, иначе это может привести к прожжению или плохой проварке шва.
Разделка труб под сварку: этапы
Ранее уже говорилось, что разделка труб под сварку должна регулироваться ГОСТ, и мы уже определили, что тип соединения труб может быть:
- стыковым;
- под углом;
- внахлест, если диаметр трубы/трубопровода изменяется или к нему приваривается фланец.
Перед выполнением сварочных процедур проводятся подготовительные мероприятия, для труб это механическая зачистка, которая удаляет загрязнения, далее химобработка и, непосредственно, сама разделка труб под сварку.
Разделка кромки выполняется путем механической обработки. Для монтажа труб используют предназначенное для этого оборудование. Допускается использование угловых шлифовальных машин.
Разделка кромок труб под сварку выполняется только в случае, если толщина труба будет более 4 мм. Скашивание выполняется под углом 45 градусов 1-ой или двух кромок.
Стыки на трубах можно разделить на поворотные и неповоротные. Но в рекомендациях ГОСТ указано применение именно поворотных стыков, так как их сварка более удобна в нижней позиции, а разделка происходит по всей длине стыка.
Прежде, чем приступить к дуговой сварке под флюсом, нужно прихватить торцы труб:
- 4 прихватки для труб диаметром менее 300мм;
- каждые 200-300мм прихватка, если диаметр свыше 300мм.
В случае, когда толщь стенки трубопровода больше 12 мм включительно, то проварка должна осуществляться в 3 этапа. На первом формируется валик с возвышением от 1,5 до 3 миллиметров, который распределяется на протяжении всего стыка.
По ГОСТ для труб регламентирована U-образная разделка кромки – это, если толщина заготовки большая. А все делается для того, чтобы уменьшить площадь сечения шва, тем самым, снизив объемы расходников и увеличивая скорость выполнения работы. Какой скос использовать, если толщина трубы составляет:
- Х или V–образная — 3-25 миллиметров;
- U–образная — 26-60 миллиметров;
- другие специальные формы — более 60 миллиметров.
Разделка труб пол сварку подразумевает следующие способы:
- Газовый резак. Имеет низкую точностью и не совсем качественное покрытие. Нуждается во вспомогательной мехобработке.
- Механический способ обработки труб. Благодаря строгальным или фрезерным станкам получается в результате чистая поверхность.
Торцовочные машины предназначены для разделки кромок труб под сварку значительного диаметра. В то время, когда на магистралях отопления полным ходом идет ремонт, разделку выполняют шлифовальными машинами.
При разделке кромок труб большого диаметра используются специальные торцовочные аппараты. Во время ремонтных работ на магистралях отопления разделка часто выполняется вручную шлифмашинами.
Распространенные ошибки при разделке труб под сварку

Зачастую ошибки возникают во время самой подготовке к разделке. Поэтому, чтобы работа была выполнена на высшем уровне и сварочный шов был идеальным, не допускайте следующих ошибок:
- Не оставляйте скос края с острым углом – это скорее всего приведет к тому, что шов плохо будет проникать внутрь соединения.
- Плохая чистка изделия от загрязнения и масел или неверно подобранный метод очистки – в результате шов будет пористым.
- Несоблюдение регламентов ГОСТа (неправильно подобранный угол скоса, размеры зазоров) – пусть работа и будет быстрее, но качество получившегося шва будет плачевным.
Специализированное оборудование
Не только универсальное оборудование, но и узко специализированное подойдет для разделки кромки труб под сварку применяется. Подобрать можно исключительно от объемов работ.
Если говорить об универсальных машиных, то можно выделить угловые шлифовальные станки, слесарные инструменты и напильники.
Компания Promotech представляет огромный выбор узко направленных машин для снятия фаски: кромкорезы и фаскосниматели серии BM и серии PRO, которые отлично подойдут для выполнения большого объема схожих швов.

Заключение
Важным регламентирующим документом по разделке труб под сварку является ГОСТ, которому не только важно, но и необходимо придерживаться. В нем заключены все правила, методы и углы сварки, типы соединений, формы разделки и другие параметры под каждый случай.
Так как трубопровод служит нам не один год, он должен быть выполнен качественно, чтобы выдержать давление жидкостей. Выполняйте все указания ГОСТ 16037-80, правильно проводите очистку и подготовку деталей – это сэкономит как деньги, так и время, и в результате Вы повысите производительность последующих операций.
Политика в отношении файлов cookie Этот веб-сайт использует файлы cookie, чтобы предоставить вам лучший пользовательский опыт и в статистических целях. Если вы не блокируете куки-файлы, вы соглашаетесь использовать их и сохранять в памяти вашего устройства.
Подпишитесь на новостную рассылку PROMOTECH --> Мы перезвоним Вам и расскажем больше о технике PROMOTECH
Сварка труб в стык. Подготовка труб под сварку, разделка кромок

Качественная подготовка и сборка труб под сварку может сэкономить значительное количество времени и денег и в конечном итоге повысить производительность всех операций.
Независимо от используемого процесса сварки, надлежащая подготовка перед началом работы является ключевой для обеспечения качества готового шва. Принятие необходимых операций подготовки сварных соединений может снизить риск появления дефектов в шве, а также сохранить деньги за расходные материалы.
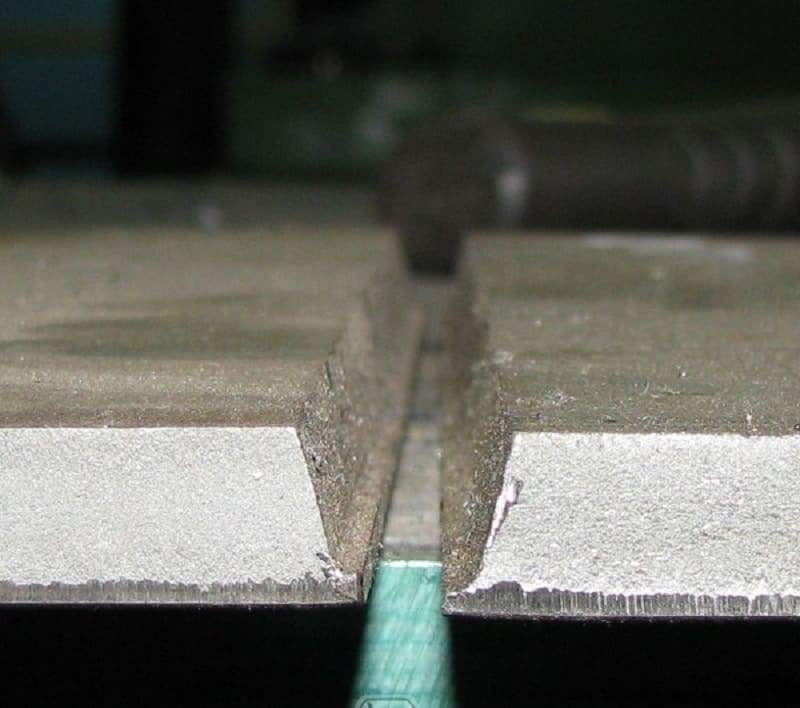
Фото. Подготовка труб под сварку
Правильная подготовка труб под сварку помогает избежать таких проблем, как твердые включения, трещины в шве, не сплавления и низкая глубина проплавления. Предлагаю рассмотреть следующие ключевые этапы очистки и подготовки сварных соединений, которые помогут избежать некоторых распространенных проблем и ошибок при сварке труб.
Общие сведения по сварке трубопроводов
При монтаже трубопроводов, сварные стыки между трубами в трубопроводе могут быть поворотными, неповоротными и горизонтальными, как показано на рисунке ниже. Перед сборкой и сваркой необходимо проконтролировать следующие факторы: наличие сертификата на трубы, отсутствие эллипсности по диаметру трубы, отсутствие разностенности. Допускаемая величина разностенности составляет не более 10% от толщины стенок, но не более 3мм. Также необходимо обратить внимание на содержание различных химических элементов в составе трубы и определить, соответствуют ли эти значения требованиям, указанным в стандартах на эти трубы.

В каких условиях рекомендуется сваривать трубы?
Работы по сварке трубопроводов допускается выполнять при температуре окружающего воздуха не ниже -20°С. Если температура будет ниже, то расплавленный металл начинает активно поглощать различные газы (в основном, кислород и водород). В результате этого образуются поры и другие дефекты в сварных швах. Всё это значительно уменьшает механические свойства труб и снижает их эксплуатационные показатели.
Также необходимо учесть тот момент, что содержащиеся в металле трубы легирующие элементы сильно влияют на свариваемость. Поэтому, сварку труб, содержащих легирующие элементы, необходимо сваривать при температуре, не ниже -10°С из-за того, что при сварке данные трубы склонны к образованию холодных закалочных трещин в сварных швах. Иногда эти трещины выходят за границу сварного шва в зону термического влияния.
Для двутавровой балки
Это металлический профиль, в сечении похожий на букву H Он обладает повышенной устойчивостью к изгибным напряжениям и является часто применяемым несущим элементом в машиностроении и строительстве. Соединяется с другими элементами с применением таврового шва. Разделка под сварку также зависит от толщины профиля:
- 4-25 мм – односторонняя фаска;
- 26-60 мм – фаска делается с двух сторон;
Прокат большей толщины встречается редко, для него предусмотрены особые формы разделки и технологии сварочных работ.
Подготовка труб к сварке
Очистка стыков труб
Очистку свариваемых труб рекомендуется выполнять следующим образом. Следы от масел, красок, лаков и других органических покрытий убирают при помощи бензина, или специального растворителя. От грязи и ржавчины кромки можно очистить стальными щётками или абразивными кругами.
Разделка кромок труб под сварку
При подготовке стыков труб под сварку необходимо проверить следующие показатели: перпендикулярность торца трубы к её продольной оси. Суммарный угол раскрытия стыка должен составлять 60-70°. Величина притупления 2-2,5мм. Фаски с торцов труб можно снимать механической обработкой, газовой резкой или другими способами, которые позволяют получить нужную форму, размеры и качество поверхности обрабатываемых кромок. Схема разделки кромок указана на рисункесправа:
Сборка труб под сварку
При сборке стыков труб необходимо совмещать их кромки так, чтобы поверхности стыков обоих труб совпадали, и ось трубопровода не была смещена. Зазор между кромками должен быть в пределах 2-3мм и он должен быть равномерным по всему диаметру.
Сборку и центрирование возможно сделать вручную, но минусы этого процесса состоят в том, что он достаточно трудоёмкий и не способен обеспечить высокую точность. Для сборки труб на производстве пользуются центраторами. Для совмещения стыков магистральных труб большого диаметра используют внутренние центраторы, которые позволяют отцентрировать трубы по внутреннему диаметру.
Наружные центраторы позволяют центрировать трубы по наружному диаметру и их конструкция проще, чем у внутренних центраторов. Но при большой разностенности труб или при большой гибкости труб, с помощью наружного центратора сложнее обеспечить хорошее качество сварки.
После сборки труб диаметром до 300мм, стыки скрепляют прихватками, длиной 50-80мм в 4-х местах. При сварке труб диаметром более 300мм прихватки располагают равномерно по окружности, и рекомендуемое расстояние между прихватками составляет 250-400мм.
Прихватки, являются неотъемлемой частью сварного шва и они должны выполняться теми же сварщиками, которые в дальнейшем, будут проваривать стык трубопровода с использованием таких же электродов.
При сборке внутренними центраторами вместо прихватки лучше выполнять сплошную заварку корня шва. Особенно, если температура окружающей среды низкая. Этот приём позволяет уменьшить внутренние напряжения и снизить риск возникновения закалочных трещин в металле сварного шва и околошовной зоне.
Видео: газовая резка трубы со снятием фаски под сварку




Распространенные ошибки
Очень часто исправление дефектов и доработку сварочных соединений вызывает именно неаккуратная подготовка шва. Чтобы получить хорошие результаты сварки, избегайте этих распространенных ошибок:
- Очень часто можно встретить скос кромок со слишком острым углом, что приводит к плохому проникновению сварочного шва в глубь сварочного соединения.
- Не достаточно хорошая очистка от масла, грязи, краски или лака основного металла. Неправильные методы очистки могут вызвать пористость шва. Использование шлифовальных машин наиболее быстрый способ очистки зоны сварки. Убедитесь что вы очистили по крайней мере 2-5 см от торца детали, чтобы предотвратить попадание в шов посторонних материалов.
- Не соблюдение технологических процессов выполнения сварных швов может показаться удобным для экономии времени и увеличения производительности, но это также может привести к дальнейшим доработкам, исправлениям и неудачным сварным швам. Перед сваркой труб следует ознакомиться с спецификациями и технологическими процессам, там обычно содержатся правильный угол скоса, размер зазора, размер корня шва и другие важные детали.
Правка
Выполнение правки подготавливаемых к сварке элементов проводится после их транспортировки, деформации, других факторов, влияющих на снижение качества валика.
Выправление деталей практикуется как холодным, так и горячим способом, в зависимости от их размеров, фактора искривленных зон. Правка происходит вручную либо с применением специальных механизмов.
Чугунные, стальные листы обрабатывают молотком либо кувалдой, при недостаточности же усилия, используется ручной винтовой пресс.
Последний выглядит в форме механизма, оборудованного двумя плитами, между которыми устанавливается для выправления деталь.
Правка листов, полос и профильного проката происходит на вальцовочных устройствах. Листы пропускаются через валки несколько раз, добиваясь выравнивания элементов.
Угловой металл правят на углоправильных валках, двутавр, балка-швеллер — приводных либо механических прессах.
Основной материал и присадок перед сваркой досконально очищается от коррозии, окалины, следов масла, влаги, других неметаллических загрязнений.
Пренебрежение правилом приведет к формированию в валиках пор, различных трещин, шлаковых образований, негативно влияющих на качество шва.
Станки для обработки кромок
Для этой операции применяют как универсальные инструменты, так и специализированное оборудование. Выбор типа зависит от объема работ.
В качестве универсальных инструментов используются угловые шлифмашины, напильники, другой ручной слесарный инвентарь.
Представлены на рынке и специальные устройства — кромкорезы и фаскосниматели. Их применение экономически оправдано при подготовке больших объемах однотипных швов.

Станок для обработки кромок под сварку
Зачистка

Процедура удаляет с подготовленных поверхностей различные следы загрязнений, химических налетов и оболочек. Существование даже небольших вкраплений грязи оборачивается растрескиванием валика, появлением пор, внутреннего напряжения.
Удалению подлежит оксидная пленка, образующаяся на поверхности деталей при соприкосновении с воздухом. Налет является жаростойким, поэтому убирается щеткой по металлу либо болгаркой.
Промышленное производство предполагает зачистку конструкций пескоструйными, дробеструйнами станками, погружением обрабатываемых элементов в ванну, наполненную химическими реактивами.
Резка

Подготовленные к сварке единичные детали не будут усложнять операцией мерной разметки — подойдет механическая или термическая резка. Первый случай обусловливается ручными либо механическими инструментами.
Рассечение металла до 20 мм для прямолинейного среза проводится на гильотинных или пресс-ножницах. Криволинейные срезы дают роликовые ножницы, однако толщина детали не должна превышать 6 мм.
Круглые, фигурные стержни обрабатываются зубчатыми и фрикционными пилами.
Термическая резка обусловливается расплавом металла по заранее нанесенным меткам.
Работа выполняется с применением кислородного резака, электродуговой сварки и устройства, которое образует плазму при прохождении электрического тока между полюсами — плазматрона.
Температурная обработка осуществляется на полуавтоматических или станках-автоматах. Горючими смесями для черных металлов могут выступать ацетилен, пропан либо коксовая смесь, цветные — подвергаются плазменной резке.
Виды, типы, формы скосов для швов при ручной дуговой сварке
В ходе ручной электродуговой сварки используются следующие типы:
прямая фаска с одной стороны используется для листового проката от 3 до 26 мм. Угол скоса определяется числом разделанных кромок:
скашиваются две стороны листа 12-60 мм. Угол фаски – 60°.

V- и X-образное соединения
Криволинейная фаска на одной из сторон рекомендуется для заготовок от 20 до 60 мм. Эффективен при ручной электродуговой сварке. В этом случае достигается существенная экономия сварочных материалов за счет формирования сварочной ванны оптимальной формы. Повышается также и скорость сварки. Все это положительно влияет на себестоимость сварочных операций.
Разметка

Данная операция подготавливает элементы к точному их соединению, удалению несоответствия профилей, установке требуемых размеров. Не исключается, что их длину или ширину необходимо будет уменьшить.
Планировка деталей насчитывает несколько видов:
- ручную;
- оптическую;
- мерную — для длинномерных материалов.
Ручная единичная разметка обусловливается использованием металлической линейки, кернера, угольника, циркуля, рейсмуса, клямера, штангенциркуля.
При выполнении операции с небольшой партией однотипных заготовок практикуются алюминиевые или фанерные листы шаблонов.
Перед наметкой поверхность элементов покрывается меловой краской замешанной на клее. Недостатком процедуры считается трудоемкость, невысокая скорость исполнения.
Оптическая планировка проводится на разметочно-маркировочных станках. Скорость выполнения операции увеличивается до 1 000 см в минуту, за счет программирования механизма под установленные критерии.
Высокая производительность также достигается наличием пневматического крена, ускоряющего разметку.
Мерная заключает в себе сразу две функции — наметку и резку. Станок с числовым управлением программируется на выдачу заготовок заданной конфигурации.
Необходимость снятия фаски с трубы перед орбитальной сваркой
Достигнуть идеального сварного шва при орбитальной сварке можно лишь в том случае, если подготовка труб выполняется также качественно, как и сама сварка.
На различных этапах обработки трубы важнейшую роль играет подготовка фаски. Фаска позволяет получить 100% провар с заполнением всей толщины стенки трубы.

Существует два способа подготовить фаску:
- подготовка I-образного сварного шва без снятия угла фаски: идеально подходит для труб с толщиной стенки до 3-х мм;
- подготовка U-образного сварного шва с раскрытием угла фаски для труб с толщиной стенки от 3 до 10 мм.
При толщине стенки более 3 мм объем сварочной ванны становится слишком большим, чтобы обеспечить геометрическое отслеживание и формирование ванны во всех секторах сварки. Поэтому необходимо подготовить U-образную разделку для соединения двух труб. Для заполнения зазора между двумя подготовленными фасками необходима дополнительная подача проволоки.
В нашей компании представлены различные машины для обработки концов труб: от стационарных – до переносных станков для снятия фаски.
К сожалению, ни одна труба не является идеально круглой, притупление нельзя сделать равномерным из-за овальности трубы и разной толщины стенок.
Существует несколько вариантов подготовки торца трубы перед сваркой:
- Механическая обработка трубы может быть выполнена за счет снятия угла фаски с внешнего диаметра трубы. Эта обработка необходима для уменьшения наружного диаметра трубы и не учитывает ее овальность. Единственный недостаток этого процесса: неравномерность притупления из-за отклонений в диаметре. В результате мы получаем разную толщину стенок на торце трубы, что недопустимо при орбитальной сварке.
- Механическая обработка трубы может быть выполнена с обработкой внутреннего диаметра трубы. Этот метод может компенсировать внутреннюю овальность, а также возможные отклонения толщины стенки. Таким образом, создается постоянность толщины притупления на торце трубы. Однако этот подход зависит от диаметра трубы, а также от механической способности обрабатывать внутреннюю часть трубы. Машины серии REB 6, REB 14, BRB 2, BRB 4 позволяют обрабатывать трубы внутренним диаметром от 20 мм до 320 мм. С такой подготовкой можно получить одинаковую толщину притупления, что обеспечит качественную сборку и сварку корневого прохода.
Для резки и снятия фаски со стальных, медных, алюминиевых, чугунных труб, труб из нержавеющей стали, многослойных материалов и всех пластиковых труб идеальным решением являются труборезы Orbitalum. Эти труборезы универсальны, удобны и быстры! Комфорт работы и управляемость труборезов Orbitalum превосходны! Срезы имеют гладкие поверхности, готовые к дальнейшей обработке. Они идеально подходят для орбитальной сварки труб!

Резка и снятие фаски труб за считанные секунды происходит с использованием превосходной «технологии орбитальной резки».
«ДельтаСвар» является авторизованным представителем по продажам и сервисному обслуживанию оборудования Orbitalum Tools GmbH – немецкого производителя с полным ассортиментом оборудования для сварки труб и трубопроводов.
На текущий момент мы реализовали множество проектов по подготовке и орбитальной сварке труб. С некоторыми из наших выполненных проектов в этой области вы можете ознакомиться на нашем сайте.

Обзор машин термической резки ProArc и их преимущества
Машины термической резки c ЧПУ производства ProArc (Тайвань) – это высокотехнологичное автоматизированное оборудование для обработки листов разных размеров. Станки позволяют решать как простые, так и сложные производственные задачи. .

Разбираемся в новинках от компании EWM AG
Что позволяет идентифицировать любую производственную компанию как успешную? Конечно, её результаты и продукция на мировом рынке! EWM AG по праву можно считать одним из лидеров в области производства сварочного оборудования. .

Выставка «МЕТАЛЛООБРАБОТКА. СВАРКА-УРАЛ»
Приглашаем посетить стенд компании «ДельтаСвар» с 15 по 18 марта 2022 года в МВЦ Екатеринбург-ЭКСПО, г. Екатеринбург! .

Mobile Welder OC Plus — портативный источник питания для орбитальной сварки
Mobile Welder OC Plus — это первый портативный источник питания для орбитальной сварки, специально разработанный для использования на строительных площадках. Mobile Welder OC Plus обеспечивает неизменно высокое качество орбитальной сварки в самых отдаленных местах. .

Новая линейка оборудования EWM XQ – квинтэссенция инноваций
Тысячи сварочных аппаратов от компании EWM AG успешно выполняют свою задачу на предприятиях России самых разных отраслей, начиная с энергетики и пищевой промышленности, заканчивая – военной и авиационной. Время – объективный критерий. Именно время позволяет оценить качество оборудования, которое выполняет свои задачи каждый трудовой день. Согласно статистике наших клиентов, 10 лет – не возраст для сварочных аппаратов, на корпусе которых гордо расположены три буквы – EWM. .
Читайте также: