Область применения газовой сварки
Обновлено: 18.05.2024
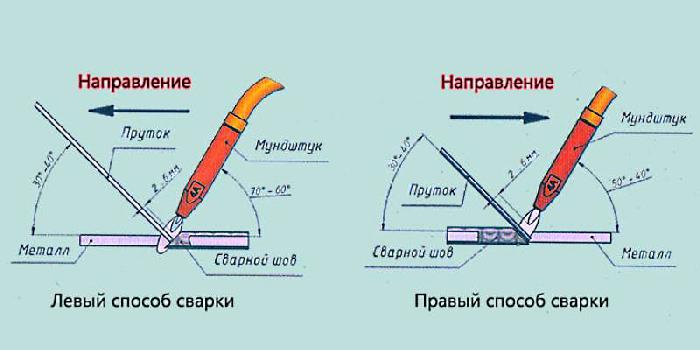
В практике различают два способа ручной газовой сварки: правый и левый.
Левым способом газовой сварки называется такой способ, при котором сварку ведут справа налево, сварочное пламя направляют на еще несваренные кромки металла, а присадочную проволоку перемещают впереди пламени. Левый способ наиболее распространен и применяется при сварке тонких и легкоплавких металлов. При левом способе сварки кромки основного металла предварительно подогревают, что обеспечивает хорошее перемешивание сварочной ванны. При этом способе сварщик хорошо видит свариваемый шов, поэтому внешний вид шва лучше, чем при правом способе.
Правым способом газовой сварки называется такой способ, когда сварку выполняют слева направо, сварочное пламя направляют на сваренный участок шва, а присадочную проволоку перемещают вслед за горелкой. Мундштуком горелки при правом способе выполняют незначительные поперечные колебания. Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха и замедленное охлаждение металла шва в процессе кристаллизации. Качество шва при правом способе выше, чем при левом. Теплота пламени рассеивается меньше, чем при левом способе. Поэтому при правом способе сварки угол разделки шва делается не 90°, а 60-70°, что уменьшает количество наплавляемого металла и коробление изделия.
а - левый, б - правый
Рисунок 1 - Способы газовой сварки
Правый способ экономичнее левого, производительность сварки при правом способе на 20-25% выше, а расход газов на 15-20% меньше, чем при левом. Правый способ целесообразно применять при сварке деталей толщиной более. 5 мм и при сварке металлов с большой теплопроводностью. При сварке металла толщиной до 3 мм более производителен левый способ.
Мощность сварочной горелки для стали при правом способе выбирается из расчета ацетилена 120-150 дм 3 /ч, а при левом - 100-130 дм 3 /ч на 1 мм толщины свариваемого металла.
Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла и способа сварки. При левом способе сварки диаметр присадочной проволоки d=S/2+1 мм, а при правом d-S/2 мм, где S - толщина свариваемого металла, мм.
Газовая сварка пламенем повышенной мощности
При этом способе газовой сварки горелка берется мощностью в два раза большей, чем при обычном способе сварки, и устанавливается пламя с избытком ацетилена на 7-10%. Кромки металла нагреваются только до начала оплавления. Газовая сварка стали производится следующим образом. Кромки нагреваются науглероживающим пламенем, вследствие чего верхний слой их обогащается углеродом и температура плавления металла понижается. При температуре 1200°С кромки начинают оплавляться (потеть). В это время в сварочный шов вводят присадочную проволоку, нагретую до плавления. Расплавленный металл проволоки растворяет науглероженный верхний слой основного металла и прочно соединяется с ним. Глубокое расплавление кромок производить нельзя, так как получится высокоуглеродистый хрупкий слой.
Диаметр проволоки берут больший, чем при обычной сварке. Скос кромок 60-70°С. Газовая сварка производится правым способом. Этот способ обеспечивает большую скорость сварки, но требует высокой квалификации сварщика.
Области применения и способы газовой сварки
Газовая сварка относится к группе сварки плавлением. Метод газовой сварки прост, не требует сложного оборудования и источника электрической энергии. К недостаткам газовой сварки относятся меньшая скорость и большая зона нагрева, чем при дуговой сварке.
Газовую сварку применяют при изготовлении и ремонте изделий из тонколистовой стали толщиной 1-3 мм, монтаже труб малого и среднего диаметров, сварке соединений и узлов, изготовляемых из тонкостенных труб, сварке изделий из алюминия и его сплавов, меди, латуни и свинца, сварке чугуна с применением в качестве присадки чугунных, латунных и бронзовых прутков, наплавке твердых сплавов и латуни на стальные и чугунные детали.
Газовой сваркой могут соединяться почти все металлы и сплавы, применяемые в настоящее время в промышленности. Наиболее широкое применение газовая сварка получила при строительно-монтажных работах, в сельском хозяйстве и при ремонтных работах.
Для выполнения сварочных работ необходимо, чтобы сварочное пламя обладало достаточной тепловой мощностью. Мощность пламени горелки определяется количеством ацетилена, проходящего за один час через горелку, и регулируется наконечниками горелки. Мощность пламени выбирается в зависимости от толщины свариваемого металла и его свойств. Количество ацетилена в час, необходимое на 1 мм толщины свариваемого металла, устанавливается практикой.
Пример. При сварке низкоуглеродистой стали на 1 мм толщины свариваемого металла требуется 100-130 дм 3 ацетилена в час.
Для сварки низкоуглеродистой стали толщиной 4 мм минимальная мощность сварочной горелки составит 100х4=400 дм 3 /ч, наибольшая - 130х4=520 дм 3 /ч.
Для газовой сварки различных металлов требуется определенный вид пламени - нормальное, окислительное, науглероживающее. Газосварщик регулирует и устанавливает вид сварочного пламени на глаз. При ручной сварке сварщик держит в правой руке сварочную горелку, а в левой - присадочную проволоку. Пламя горелки сварщик направляет на свариваемый металл так, чтобы свариваемые кромки находились в восстановительной зоне на расстоянии 2- 6 мм от конца ядра. Конец присадочной проволоки должен находиться в восстановительной зоне или в сварочной ванне.
Скорость нагрева регулируется изменением угла наклона а мундштука к поверхности свариваемого металла.
Рисунок 1 - Угол наклона (а) и способы перемещения мундштука горелки (б)
Величина угла выбирается в зависимости от толщины и рода свариваемого металла. Чем толще металл и больше его теплопроводность, тем больше угол наклона мундштука горелки к поверхности свариваемого металла. В начале сварки для лучшего прогрева металла угол наклона устанавливают больше, затем по мере прогрева свариваемого металла его уменьшают до величины, соответствующей данной толщине металла, а в конце сварки постепенно уменьшают, чтобы лучше заполнить кратер и предупредить пережог металла.
Рукоятка горелки может быть расположена вдоль оси шва или перпендикулярно ей. То или иное положение выбирается в зависимости от условий (удобств) работы газосварщика, чтобы рука сварщика не нагревалась теплотой, излучаемой нагретым металлом.
В процессе газовой сварки газосварщик концом мундштука горелки совершает одновременно два движения: поперечное - перпендикулярно оси шва и продольное - вдоль оси шва. Основным является продольное движение, поперечное служит для равномерного прогрева кромок основного и присадочного металла и получения шва необходимой ширины.
Способ 1, при котором пламя периодически отводится в сторону, применять при газовой сварке не рекомендуется, так как при этом возможно окисление расплавленного металла кислородом воздуха. Способ 2 - по спирали и способ 3 - полумесяцем рекомендуются при сварке металла средней толщины, способ 4 - при сварке тонких листов (рисунок 1).
Присадочной проволокой можно совершать такие же колебательные движения, но в направлении, обратном движениям конца мундштука горелки.
Конец присадочной проволоки не рекомендуется извлекать из сварочной ванны и особенно из восстановительной зоны пламени. Движения, совершаемые концом мундштука горелки и концом присадочной проволоки в процессе сварки, зависят от положения шва в пространстве, толщины свариваемого металла, рода металла и требуемых размеров сварочного шва. Для сварки швов в нижнем положении наиболее распространено движение полумесяцем.
Нюансы использования газовой сварки

Виды и способы сварки
Газовая сварка – это наиболее часто используемый способ соединения отдельных металлических деталей в монолитную конструкцию. Популярность такого метода объясняется низкой стоимостью оборудования и простотой его применения.
Что такое газовая сварка и где она применяется
Сварка газом используется для соединения металлических поверхностей в одно целое. Сущность этого способа заключается в расплавлении кромок обрабатываемых элементов за счет высокой температуры горения газа, подаваемого под давлением.
Для формирования шва используется добавочный припой. Таким образом, газовая сварка и резка металлов выполняются за счет экзотермической реакции взаимодействия горячей газовой смеси и обрабатываемого материала, находящегося в расплавленном состоянии.
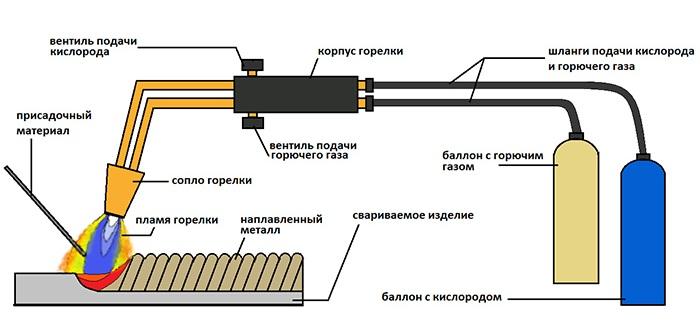
В процессе обработки обязательно задействуется специальное оборудование. Чтобы получить необходимую температуру, требуются один из горючих газов и кислород. Эти компоненты подаются из отдельных емкостей в смеситель. Поджигание выполняется искусственно.
Газовую сварку применяют для:
- соединения различных деталей;
- наплавки;
- паяния;
- резки труб и листового проката.
Этот способ обработки металлических элементов нашел применение в промышленном производстве, строительстве и т.д. Его нередко используют при ремонте автомобилей, устранении бытовых поломок, для фиксации узлов из цветных металлов.
Подходит он и тогда, когда необходимо соединить элементы из чугуна и латуни. Наплавка газосваркой часто применяется для увеличения размеров деталей, устранения изношенных частей и повышения прочности.
Требования по ГОСТу
Газосварочный процесс является ручным, качество шва оценивается субъективно и зависит от мастерства сварщика. ГОСТа на результат работы не существует. Однако есть ряд требований к соблюдению технологии.
Качество карбида кальция, применяющегося при сварке, регулируется ГОСТ 1460-2013. Кроме того, нормативными актами установлены параметры давления в редукторе и баллоне, характеристики присадочной проволоки, требования к генератору. Существуют ГОСТы для горелок и шлангов.
Перечень используемых газов для разных металлов
Во время работы могут потребоваться разные виды газов:
- ацетилен;
- легкий водород;
- коксовый угольный газ;
- горючий кислород;
- керосин;
- пропан;
- бутан;
- пиролизный газ и т.д.
Характеристики и чистота газа влияют на качество сварки и резки металлов.
Легкий водород
Это бесцветный газ без запаха, который примерно в 14,5 раза легче воздуха. Данное вещество получают путем разложения молекул воды электрическим током. Сочетание водорода с кислородом в неправильной пропорции образует взрывоопасную смесь.
Необходимо предельно точно соблюдать технику безопасности.
Газ для сварки должен соответствовать требованиям ГОСТ 3022-80. Кислородно-водородное соединение горит синим пламенем без четких очертаний, что затрудняет его регулирование.

Пиролизный газ
Керосиновое топливо
Это желтоватая прозрачная жидкость, являющаяся результатом переработки нефтепродуктов. Керосин быстро испаряется при плюсовой температуре, образуя горючий газ. Во время работы с ним необходимо строго соблюдать особые правила предосторожности, т.к. это вещество может взорваться в случае неправильного применения.

Коксовый угольный газ
Он бесцветен, но имеет характерный запах сероводорода. Вещество получают в процессе переработки угля в кокс. В его составе есть пропан, водород, метан и т.д. Газ, предназначенный для сварки, предварительно очищают от примесей, смол и сернистых соединений.
Горение возможно только при сочетании с кислородом.
Коксовый газ применяют для сварки и пайки изделий из цветных металлов. К месту проведения работ его подают по трубопроводам под давлением 1,3-1,5 кПа. Реже используются баллоны.
Горючий кислород
Необходим для поддержания процесса горения. Он поставляется на место сварки в баллонах. В специальном аппарате кислород смешивается с выбранным горючим газом и подается на горелку.

Ацетилен
Наиболее часто применяется при сварке. Он бесцветен, но имеет характерный чесночный запах из-за включения примесей сероводорода, фосфористого водорода и аммиака. Его вдыхание может спровоцировать приступ головокружения, тошноту и другие признаки отравления. Ацетилен легче воздуха. Он поставляется на место проведения работ в баллонах, находящихся под давлением.
Природный газ
В природном газе, применяющемся для сварки, присутствуют примеси водорода, метан, оксид углевода и т.д. Чаще его используют для обработки легкосплавных металлов.

Достоинства и недостатки
Метод газосварки имеет следующие достоинства:
- доступность расходных материалов;
- простота транспортировки баллонов с газом и другого оборудования к месту работы;
- обеспечение нужного диапазона температур для плавления;
- допустимость применения для сварки многих видов металлов;
- регуляция скорости горения и вида пламени при использовании флюса или припоя.
К преимуществам такого метода относится равномерное прогревание и остывание обрабатываемых поверхностей. Это препятствует появлению пустот и трещин в готовом покрытии. Достоинством газовой сварки считается и низкая цена расходных материалов.
У этого способа сварки немало недостатков. Использование открытого пламени приводит к нагреву большого участка металла. Повышается риск повреждения элементов с низкой термической устойчивостью.
Кроме того, такой метод сварки не применяют для обработки заготовок, толщина которых больше 5 мм, т.к. это становится причиной снижения производительности работ.
Существуют особенности и ограничения на применение этой технологии. Газопламенная сварка не рекомендована для создания нахлестного соединения. Она создает дополнительное напряжение в металле и в дальнейшем может спровоцировать деформацию или разгерметизацию шва.
К недостаткам этого вида сварки относится невозможность автоматизации процесса и необходимость строгого соблюдения правил техники безопасности для недопущения взрыва и пожара.
Оборудование для газовой сварки
Для проведения газосварочных работ требуется комплект оборудования, включающий:
- редуктор;
- кислородный баллон;
- предохранительные клапаны;
- горелка;
- газовый генератор;
- шланг;
- флюсы и припои.
Понадобится специальная тележка, предназначенная для размещения всего оборудования. Она обеспечит лучшую мобильность при проведении работ.

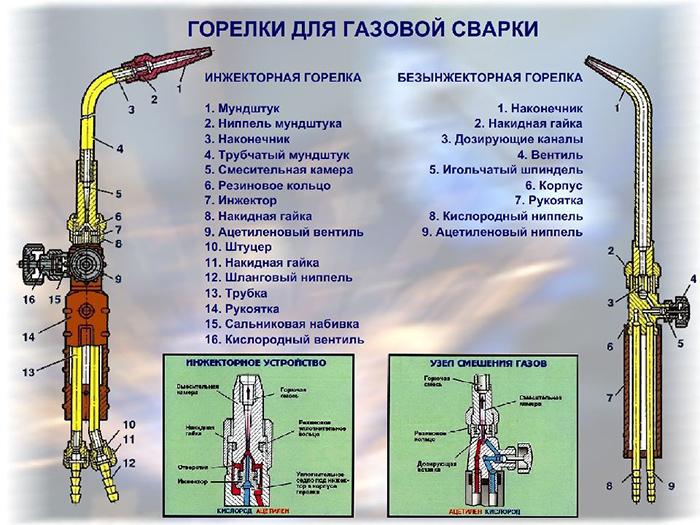
Разновидности горелок
Горелки выполняют ряд важных функций. Они участвуют в смешении газа, стабилизации фронта воспламенения, регулируют подачу горючей смеси и интенсивность горения.
В зависимости от конструкционных особенностей горелки бывают инженерными, диффузными, оснащенными системами принудительного нагнетания кислорода, а также комбинированными.
Кроме того, они классифицируются по:
- характеристикам нагнетания давления;
- способу подачи кислорода;
- варианту сжигания газа;
- излучающей способности и т.д.
В зависимости от особенностей конструкции они могут выдерживать от 5 000 Па до 0,3 МПа.
Баллоны с газом
Для каждого вида газа выпускаются баллоны отдельного цвета. В процессе эксплуатации их нельзя окрашивать, чтобы избежать нежелательных реакций. Баллоны, предназначенные для ацетилена, не следует оснащать медными вентилями, т.к. это может спровоцировать взрыв.

Специальные шланги
В процессе сварочных работ применяют специальные шланги. Они предназначены для подачи горячих жидкостей и газов. К этим элементам оборудования предъявляются особые требования.
Они должны выдерживать большое давление. Если на шланге присутствует желтая полоса, он может использоваться для горячих жидкостей. Шланги с красной отметкой выдерживают 6 атмосфер, а с синей – до 20.

Водяной затвор
Водяной затвор предназначен для защиты генератора, трубы и других элементов газосварочного оборудования. Его располагают между ацетиленовой трубой и горелкой.

Пост для сварки газом
Это специальный стол, который можно фиксировать и поворачивать. Некоторые модели оснащены вентиляцией и системой для хранения инструментов.
Проволока и присадки
Для проведения работ используют особую присадочную проволоку. Ее диаметр подбирают в зависимости от толщины детали. В процессе сварки применяют флюсы. Эти вещества производят на основе кремниевой и борной кислоты и выпускают в виде растворов, порошков и паст.
Редуктор
Это важнейший элемент конструкции. Он необходим для снижения давления газа, исходящего из баллона. Редукторы бывают прямого и непрямого действия. Некоторые из них имеют устройства, предотвращающие замерзание газа при его выходе из баллона.

Общие правила безопасности
При выполнении сварочных работ необходимо соблюдать правила безопасности. Использовать можно только исправное оборудование. Место работы должно находиться не менее чем в 10 м от источника открытого огня.
Пост должен быть оснащен индивидуальными средствами для тушения пожаров. Если используется только ацетилен, то обязательно наличие углекислого огнетушителя или песка.
Воду для тушения пожаров, вызванных этим веществом, использовать нельзя. При воспламенении нужно перегнуть шланг в области редуктора, а затем завернуть все вентили.
Описание технологии сварки
Технология сварки газом имеет некоторые особенности. Существует несколько вариантов проведения работ.
Правая и левая
Различают правую и левую схемы сварки. Первый вариант применяется наиболее часто. Он предполагает продвижение горелки от правого края к левому. В этом случае струю пламени направляют непосредственно на проволоку, которую продвигают перед горелкой. Этим методом часто сваривают мелкие детали, тонкие слиты и материалы, которые плавятся даже при низкой температуре.
Второй вариант предполагает движение горелки от левого края к правому. В этом случае проволоку продвигают после пламени. Левая сварка обеспечивает более глубокое воздействие и лучшее схватывание.
Многослойный метод
Этот способ применяется тогда, когда необходимо сформировать высокопрочный шов. Он предполагает отжиг нижнего слоя и дальнейшую наплавку верхнего. Таким образом, прокаливаются все слои. Это положительно влияет на качество шва.
Сквозной валик
Такой метод требует постепенного оплавления верхнего края имеющегося отверстия на заготовке с последующим наложением расплавленного металла на нижний край отверстия. Для проведения работ необходимо вертикально зафиксировать металлические листы. Таким образом, шов приобретает форму валика.
Сварочные ванночки
Этот способ предполагает формирование ванночек по ходу шва. В каждое такое образование вводится присадочная проволока, которая оплавляется и заполняет пустоты. Сопло двигается на новый участок, а следующая ванночка перекрывает ранее созданную.

Окислительное пламя
Метод применяется для соединения элементов, изготовленных из малоуглеродистых сплавов из стали. Пламя в этом случае окисляет материал, что ведет к формированию окиси железа. Для раскисления используют присадочную проволоку, включающую кремний и марганец.
Отдельно о сварке труб
При сварке труб на месте стыковки с внутренней стороны швов не должны образовываться наплывы. Они будут препятствовать продвижению жидкости по трубе. Кроме того, нельзя насквозь проплавлять стенки.
Сварка труб проводится за счет одного слоя и всего за один проход. При этом выпуклость шва не должна превышать 1-3 мм. Место стыка должно быть максимально ровным.

Газовая резка и виды резаков
Газовая резка – это наиболее простой и эффективный способ разделения цельных металлических поверхностей. Для проведения подобной работы требуется специальное оборудование – резаки.
Выделяются следующие виды:
- пропановый;
- кислородный;
- керосиновый;
- ацетиленовый;
- комбинированный;
- водородный и т.д.
В зависимости от конструкционных особенностей резаки подразделяются на воздушно-дуговые и трехтрубные. Для проведения резки необходимо открыть вентиль с кислородом, а затем с горючим газом. После этого смесь поджигается. Место резки прогревается, выполняется разрез.
Особенности сварочных смесей и их использования

О СВАРКЕ
Газообразная сварочная смесь, подаваемая в зону расплава металла, предотвращает насыщение материала примесями, снижающими прочность шва. Атмосфера защитных газов применяется при работе как с конструкционными или легированными сталями, так и при сварке заготовок из цветных металлов. Тип смеси зависит от технологического процесса и химического состава сплава, из которого изготовлены соединяемые детали.

Область применения сварочной смеси
Сварочные смеси газов необходимы при выполнении работ полуавтоматом (за исключением случаев применения присадочной проволоки, предохраняющей ванну расплава от негативного воздействия воздуха).
Защитную среду используют при наплавке цветных или черных металлов или при сварке оцинкованного листа для предотвращения выгорания покрытия. Смесь применяют при изготовлении конструкций ответственного назначения (например трубопроводов или мостовых ферм), обеспечивая повышенную прочность и надежность неразъемного сварного соединения.
Использование чистых газов в сварке
При проведении сварочных работ применяют инертные газы, защищающие дугу и ванну без оказания воздействия на расплав:
- Выпускаемый промышленностью аргон может иметь высший или первый сорт. Материалы отличаются содержанием посторонних примесей. Высококачественный газ используют при сварке деталей, изготовленных из цветных металлов или их сплавов. Первый сорт с повышенным содержанием кислорода и азота предназначен для работ с изделиями из стали или технически чистого алюминия.
- При проведении сварочных работ используют экологически безопасный гелий, отличающийся небольшим удельным весом. Газ выпускают в 2 модификациях с разной степенью очистки. Характеризуется повышенной себестоимостью, ограничивающей применение, но подача гелия позволяет нарастить мощность дуги в 1,5-2 раза при сохранении исходных настроек. Газ обеспечивает увеличение скорости сварки и повышение глубины проплавления металла. Чистый гелий востребован при соединении деталей из алюминия либо магния.
- Для сварки медных сплавов применяют азот, не образующий соединений с медью. В соответствии с ГОСТ 9293-74 выпускается 4 сорта газа, отличающихся степенью очистки (содержат от 97 до 99,9 чистого азота).
Помимо инертных газов, применяют активные среды, обеспечивающие защиту расплава с одновременным растворением или формированием химических соединений. Например, кислород может использоваться только как добавка к смесям, а углекислый газ высшего сорта позволяет сваривать чугунные заготовки или конструкции из низколегированных либо углеродистых сталей.
Активные газы выпускаются в нескольких разновидностях в соответствии с ГОСТ и различаются объемным содержанием посторонних примесей.
Какие газы смешивают
Для создания смесей используют:
Для полуавтоматической сварки MIG-MAG используются различные сочетания перечисленных выше газов. Наименее популярны смеси с добавкой кислорода. Он вызывает угар металла с образованием дыма. Но присадка кислорода позволяет сваривать заготовки без предварительной очистки кромок от ржавчины или следов масла.
Почему газовые смеси более эффективны
Смесь газов позволяет одновременно улучшать несколько параметров (повышать мощность дуги и улучшать механические характеристики металла в стыке). Например, для сварки сталей с пониженным содержанием углерода применяют смесь Ar с CO2. Подача газа позволяет устранить пористость металла в стыке и увеличить прочность на разрыв. Защитная среда уменьшает разбрызгивание металла из ванны, а введение увеличенной доли углекислоты улучшает свариваемость деталей с толстыми стенками (без предварительной очистки кромок от загрязнений).
Соединение нескольких газов позволяет снизить себестоимость смеси. Например, применять чистый гелий экономически нецелесообразно, но смесь He+Ar отличается пониженной ценой и улучшает качество сварки. Защитная среда позволяет соединять детали из высоколегированных сталей, редкоземельных или цветных металлов и их сплавов. Сочетание газов позволяет изменить физико-химические характеристики смеси.
Например, Ar улучшает стабильность дуги с одновременным снижением отдачи энергии, что компенсируется введением He.
Описание смесей и их свойств
Для проведения сварочных работ используют смеси 2 или 3 газов, которые получаются с помощью смесителя с регулировкой подачи или поставляются в готовом виде в баллоне. Применение защитной атмосферы позволяет перейти от капельного переноса металла в ванну расплава к струйному без риска разбрызгивания потока. В результате увеличивается скорость проведения работ без снижения качества стыка.
Распространенные виды смесей для применения в полуавтоматах MIG-MAG:
- 98%Ar+2%CO2 – используют для сварки нержавеющих сталей, оцинкованных заготовок или соединения деталей из меди с железными элементами;
- 92%Ar+8%CO2 – применяют при ускоренной сварке листов стали толщиной от 1 до 5 м;
- 80%Ar+20%CO2 – необходима при наплавке конструкционных или сварке нержавеющих сталей с использованием проволоки из порошкового композита;
- 75%Ar+25%CO2 – используют при сварке конструкций с увеличенным количеством вертикальных стыков;
- 82%Ar+18% углекислоты – применяют при наплавке высокопрочных сталей.
Аргон с кислородом
В состав материала входят от 1 до 5% кислорода, который позволяет повысить текучесть расплава в ванне и обеспечивает подачу жидкого металла электрода или присадочной проволоки мелкими каплями. Смесь применяют при изготовлении конструкций из углеродистых или легированных сталей.

Защитная атмосфера стабилизирует процесс сварки, снижает риск образования пор в металле и позволяет получать ровные стыки.
Кислород и CO2
Смесь ухудшает адгезию капель расплава, попавших на поверхности заготовок, и улучшает внешний вид сварного шва. Допускается соединение деталей с кромками, покрытыми ржавчиной. Защитный газ снижает риск образования пор в металле стыка. Введение кислорода позволяет увеличить температуру в зоне сварки и повысить производительность. Но следует учитывать окисление металла: попадающие в стык примеси ухудшают механические характеристики. При сварке в воздух выделяется дым от сгоревшего металла, негативно влияющий на дыхательные органы.
Водород и аргон
Смесь позволяет улучшить условия наплавки металла на поверхности, используется как защитная атмосфера при сварке нержавеющих сталей и сплавов на основе никеля. Концентрация водорода в среде не превышает 3%, что предотвращает воспламенение газа. В составе смеси допускается небольшое содержание азота и кислорода. Плотность материала при нормальных условиях составляет 1,615 кг/м³. Смесь не оказывает негативного влияния на окружающую среду, по химическим характеристикам близка к инертным газам.

Аргон с гелием
Это универсальная смесь, рассчитанная на сварку конструкционных сталей или цветных металлов и их сплавов (например соединений на базе меди, отличающихся повышенной теплопроводностью). Газ для сварки повышает мощность дугового разряда при неизменной силе тока и напряжении, может использоваться при соединении элементов из хромо-никелевых сталей и алюминиевых сплавов.
Смесь позволяет стабилизировать горение дуги с одновременным улучшением условий сплавления металлических заготовок.
Маркировка газовых баллонов
Примеры маркировки резервуаров, предназначенных для хранения и доставки защитных газов:
- для заправки кислородом используют емкость, покрытую краской синего цвета;
- углекислый газ поставляется в черных резервуарах с дополнительной белой маркировкой;
- химически чистый аргон закачивают в баллоны серого цвета, а для хранения гелия применяют коричневые емкости;
- для хранения азота предназначены черные резервуары с текстовой маркировкой желтого цвета.
Преимущества газозащиты при сварке
Сварочные газовые смеси обеспечивают:
- повышение производительности труда за счет ускорения процесса сварки;
- легкую автоматизацию процесса соединения заготовок;
- пониженную себестоимость работ;
- уменьшение объема вредных выделений в атмосферу за счет отсутствия в технологическом процессе флюса;
- возможность ведения сварки в любых пространственных положениях;
- улучшение механических характеристик металла в зоне стыка (ударной вязкости и предела прочности на разрыв);
- снижение температурных деформаций материала заготовок и шва;
- возможность визуального контроля качества металла на стыке при механизированном процессе сварки;
- уменьшение количества брызг металла и ванны, что упрощает процедуру зачистки стыка;
- улучшение внешнего вида конструкции за счет получения ровных линий соединения без следов выброса металла;
- снижение риска прожигания тонких листов и сокращение расхода сварочной проволоки;
- упрощение розжига и стабилизация горения дуги с одновременным расширением диапазона настроек сварочного оборудования;
- отсутствие дополнительной подготовки аппаратуры (перед подачей газа не требуется прогрев сопла или редуктора);
- снижение количества мелких брызг металла, попадающих на защитный костюм и маску сварщика.
Самостоятельное получение смеси
Для получения смеси необходимо установить 2 баллона и смеситель, но из-за нестабильного давления процентное соотношение постоянно меняется. По мере расходования газа напор в магистралях падает и сварщику необходимо постоянно контролировать показания манометров, что негативно сказывается на производительности труда и качестве сварки. Отследить остаток углекислоты в емкости невозможно, внезапное прекращение подачи компонента приводит к браку. Профессиональные смесители с высокой точностью смесеобразования, но цена оборудования начинается от 2,5 тыс. евро.

В промышленных условиях для приготовления качественной защитной среды используют оборудование с дозаторами, поддерживающими требуемое соотношение компонентов (с учетом допусков, указанных в стандартах). Следует учитывать, что в процессе хранения происходит разделение материала на составные части по плотности (например, входящий в состав Ar+CO2 аргон поднимается вверх, а в нижней части емкости остается углекислота). Для снижения риска разделения необходимо хранить баллоны горизонтально и периодически перекатывать резервуар по полу.
Правила сварки в газовой среде
Технология сварки в среде защитных газов не имеет больших отличий от методик соединения деталей электродом. Полуавтоматическое оборудование позволяет выполнять работы в горизонтальном и вертикальном направлениях, а также на потолке при достаточном навыке оператора. Сварщик может устанавливать предварительные прихваты для позиционирования заготовок перед проваркой стыков. Полученные соединения выглядят аккуратно и являются герметичными. Кроме того, газовая среда снижает риск прожигания тонких листов (например автомобильных кузовов).
.jpg)
При выполнении работ вручную необходимо удерживать головку на расстоянии 15-20 мм от стыка под прямым углом к сопрягаемым заготовкам. Отклонение сопла и увеличение зазора приводят к разрушению потока защитного газа. Следует учесть, что расстояние между соединяемыми деталями зависит от химического состава газовой среды. Например, применение аргона и кислорода (или их смеси) приводит к повышенной текучести расплава, что требует уменьшения расстояния. Одновременно возникают сложности при вертикальной или потолочной сварке.
Для устранения негативного влияния газовой смеси необходимо корректировать режимы сварки (в ущерб производительности) или подбирать среду с пониженным содержанием Ar. При подаче газа снижается расход сварочной проволоки. Оператору необходимо корректно выставлять параметры и отрабатывать навыки ведения работ с повышенной скоростью. Дополнительной проблемой станет быстрый нагрев корпуса горелки из-за пониженной теплопроводности защитной атмосферы. В этом случае потребуется использовать головки с увеличенными габаритами и массой.
Как выбирать сварочные смеси
При подборе сварочной смеси учитывают:
- материал соединяемых деталей;
- расположение стыка и зазор между кромками;
- тип используемого оборудования и диаметр сварочной проволоки.
Орбитальная сварка
Орбитальный процесс сварки необходим для соединения цилиндрических заготовок (например кусков водопроводной трубы). При повышенных требованиях к качеству стыка нужно проварить шов с 2 сторон, но доступ из внутренней части изделия затруднен. Для улучшения качества работ применяют механизм, вращающий заготовки относительно неподвижной головки, или перемещают сварочный аппарат (с предварительным прогревом кромок газовой горелкой или иным способом).
Для увеличения глубины заполнения стыка расплавом и ускорения сварки с одновременным формированием гладкого изнаночного шва используют газовые смеси на основе нейтрального Ar с добавками гелия либо водорода. В промышленных условиях при сварке ответственных конструкций применяют многокомпонентные защитные среды, обеспечивающие повышенное качество металла в зоне сварки.
Газ для инвертора
Классический инвертор не оборудован системой подачи защитной среды. Соединение осуществляется дуговым разрядом между наконечником электрода и деталями. Для аргонодуговой сварки требуется полуавтомат с инверторным источником питания. Оборудование предназначено для работ с углеродистыми и легированными сталями, а также цветными металлами.
Защитную атмосферу подбирают в зависимости от химического состава заготовок.
Работа с алюминием
Сварка алюминиевых деталей затрудняется оксидной пленкой, образующейся на поверхности металла и имеющей температуру плавления более +2200°С (близкую к точке кипения материала). Предварительно пленку счищают механическим способом, но она восстанавливается в результате воздействия атмосферного воздуха. Нагрев только ускоряет процесс. Для предотвращения восстановления пленки в зону сварки подают смеси аргона (от 13 до 60% от объема) с гелием (от 38 до 85%) с добавкой углекислого газа (концентрация от 1,5 до 2% от объема).

Полуавтоматическая сварка
При подборе защитной среды для полуавтомата необходимо учесть химический состав материала заготовок, габариты формируемого шва и сечение присадочной проволоки. Для определения типа смеси используют таблицы (пример приведен ниже). Опытные сварщики учитывают дополнительные характеристики компонентов защитной атмосферы. Например, углекислота снижает разбрызгивание металла электрода и присадочной проволоки. Это упрощает сварку потолочных швов, поскольку уменьшено количество капель расплава, попадающих на защитный костюм оператора установки.
| Тип материала заготовок | Толщина стыка, мм | Диаметр проволоки, мм | Скорость сварки, мм/мин | Сила тока в цепи, А | Напряжение дугового разряда, В | Рекомендуемая газовая смесь |
| Углеродистая сталь | 3,0 | 1,0 | от 280 до 520 | до 160 | 17-19 | Аргон с примесью углекислоты и кислорода (соотношение 86, 12 и 2% соответственно) |
| 10,0 | 1,2 | от 300 до 450 | до 160 | 17-18 | Смесь Ar (82%) и кислорода (18%) | |
| Легированная сталь | 6,0 | 1,2 | до 650 | не более 250 | 25-29 | Смесь гелия, Ar и двуокиси углерода (55, 43 и 2% соответственно) |
| 10,0 | 1,2 | до 450 | не выше 150 | 16-19 | Соединение He (38%) с Ar (60%) и CO2 (2%) | |
| Алюминиевый сплав | 1,6 | 1,0 | до 600 | 70-100 | 17-18 | Соединение He (85%) с Ar (13%) и CO2 (2%) |
| 3,0 | 1,2 | до 700 | 105-120 | 17-20 |
Расход газа при выполнении сварочных работ
Расход газовой защитной смеси, измеряемый в литрах в минуту, регулируют вручную с помощью ротаметра. Рекомендуется устанавливать параметр (в л/мин), соответствующий диаметру горелки (в мм). При использовании бытового или полупрофессионального оборудования затраты составляют не более 10-15 л/мин. Увеличение параметра приводит к насыщению расплава газовыми пузырями, а при чрезмерной экономии происходит разрушение защитного потока с последующим проникновением атмосферного воздуха в рабочую зону.
Экологическая безопасность
При использовании смеси для сварки полуавтоматом необходимо:
- Оборудовать рабочее место системой принудительного отвода газов и паров металла. Откачиваемый воздух следует пропускать через фильтры, снижающие количество вредных выбросов в атмосферу. Тип фильтра должен соответствовать используемой защитной среде.
- Поскольку при дуговой сварке образуется ультрафиолетовое излучение, то вокруг рабочей зоны требуется установить защитные экраны.
- Оборудование должно иметь герметичные вентили, редукторы и шланги (для сокращения расхода материала и недопущения выбросов газа в атмосферу).
Все сварочные работы необходимо выполнять в защитном костюме и маске со стеклом. Дополнительно используют индивидуальный дыхательный аппарат или респиратор, который защищает легкие от вредного воздействия веществ, образующихся при сварке. Для повышения безопасности персонала и снижения негативного влияния на окружающую среду необходим периодический контроль состава и качества используемой смеси.
Читайте также: